 コンテンツへスキップ
コンテンツへスキップ 

はじめにカビ 射出成形 は、同じ形状の部品をたくさん作る方法である。仕組みはこうだ:プラスチックを熱し、機械で金型に押し込む。プラスチックが冷えて硬くなると、部品ができる。
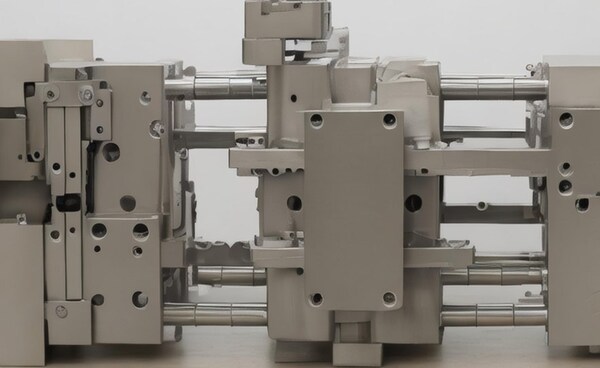
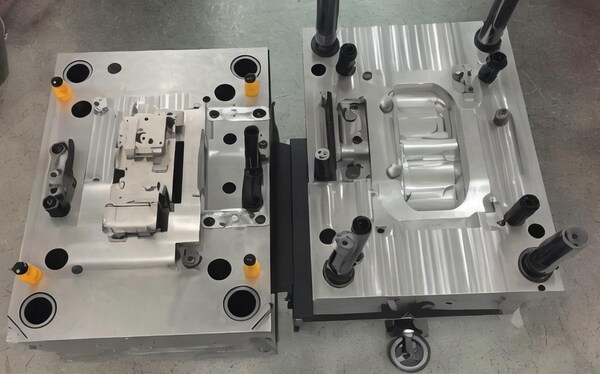
射出成形金型には、移動金型と固定金型がある。移動金型は射出成形機の移動金型に設置され、固定金型は射出成形機の固定金型に設置される。

射出成形の場合、移動型と固定型は閉じて注湯系とキャビティを形成する。金型を開くと、移動金型と固定金型はプラスチック製品を取り出すために分離されます。この記事では、射出成形金型のコストに影響を与える変数とその解決策について詳しく説明します。
射出成形金型とは?
プラスチック金型は、その機能によって、注湯システム、温度制御システム、成形部品システム、排気システム、ガイドシステム、排出システムなどのいくつかの部分に分かれています。

中でも注湯装置と成形部品は、プラスチックに直接触れる部品であり、プラスチックや製品によって変化する。金型の中で最も複雑で、最も変化しやすい部品であり、最高の加工仕上がりと精度が要求される。
注湯システム
プラスチックがノズルからキャビティに入る前の流路部分を指し、主流路、冷間材孔、分岐流路、ゲートなどを含む。

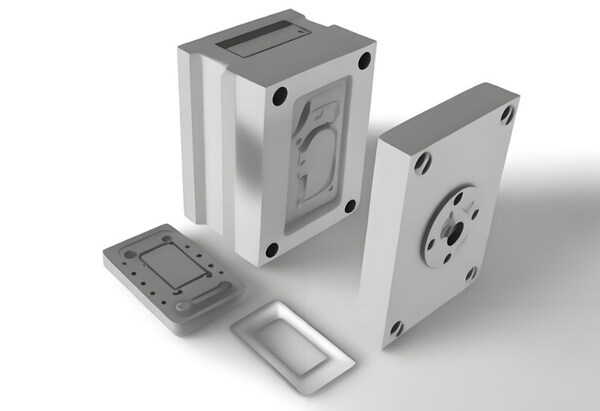
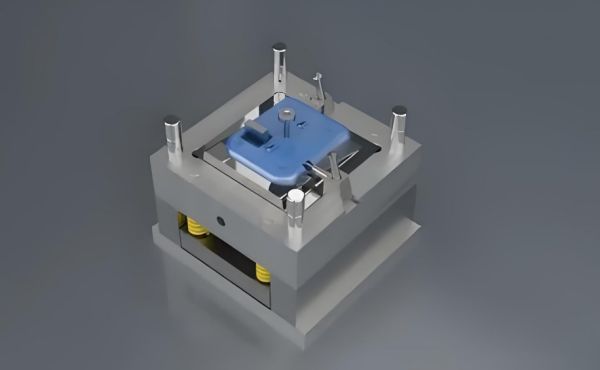
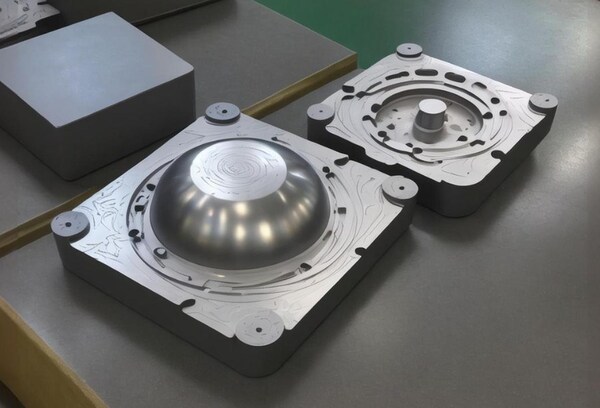
成形部品システム
可動金型、固定金型、キャビティ(凹型)、コア(凸型)、成形ロッドなど、製品の形状を構成するさまざまな部品の組み合わせを指す。
コアは製品の内面を形成し、キャビティ(凹型)は製品の外面形状を形成する。金型が閉じられた後、コアとキャビティは金型キャビティを構成する。

工程や製造上の要求に応じて、中子と凹型を複数個にすることもあれば、一体型にすることもあり、破損しやすく加工が難しい部分にはインサートのみを使用する。
サーモスタットシステム
射出工程の金型温度に対する要求を満たすには、金型温度を調整するサーモスタットシステムが必要です。熱可塑性プラスチックの射出成形用金型では、金型を冷却する冷却システムを設計することが主なことです(金型は加熱することもできます)。
金型冷却の一般的な方法は、金型内に冷却水路を開け、循環する冷却水を使って金型の熱を奪うことである。冷却水を使って熱水や熱油を通すほかに、金型内部や周囲に電熱体を設置して金型を加熱することもできる。
排気システム
キャビティ内の空気や、射出成形時にプラスチックが溶けて発生するガスを金型の外部に排出するために設置される。

排気がスムーズでないと、製品の表面にガス痕(ガスマーク)や焦げなどの欠陥ができる。プラスチック金型の排気装置は通常、金型に開けられた溝状の排気口で、元のキャビティの空気と溶融材料が持ち込んだガスを排気する。
そうしないと、穴が開いたり、接続が悪くなったり、材料が足りなくなったり、空気がつぶれて熱くなり、燃えてしまうかもしれない。
通常、穴は物が入る穴の端にあったり、穴の2つの半分が離れている場所にあったりする。
もうひとつは、金型の片側に深さ0.03~0.2mm、幅1.5~6mmの浅い溝を開けることである。射出中、溶融材料はそこで冷えて固まり、溝をふさぐので、ベントホールから溶融材料が漏れ出すことはあまりない。
排気口は、溶融物が誤って噴出して人を傷つけるのを防ぐため、作業者の方を向いてはならない。また、エジェクターロッドとエジェクター孔のクリアランス、エジェクターブロックとストリッパープレート、コアのクリアランスも排気に利用できる。
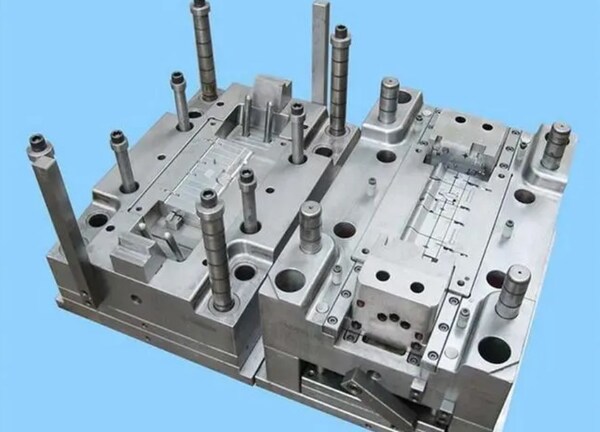
ガイドシステム
金型を閉じたときに可動金型と固定金型が正確に位置合わせできるように、金型内にガイド部品をセットしなければならない。
射出成形金型では、通常4組のガイドピンとガイドスリーブを使用してガイド部品を形成する。位置決めのために、可動金型と固定金型に互いに一致する内側と外側の円錐面を設けることもある。
エジェクターシステム
一般的には、エジェクター、フロントおよびリアエジェクタープレート、エジェクターガイドロッド、エジェクターリターンスプリング、エジェクタープレートロックスクリュー、およびその他のコンポーネントが含まれます。

金型内で部品が成形され、冷却された後、金型の前部と後部が分離して開き、射出成形機のエジェクターロッドに押されてプラスチック部品とランナー内の固化材料が金型キャビティとランナー位置からエジェクターピンによって押し出される。 射出成形 サイクルを開始することができる。

射出成形金型のカテゴリーとは?
射出成形金型にはいくつかの種類がある。最も一般的なものは、2プレート金型、3プレート金型、ホットランナー金型、直角射出金型です。
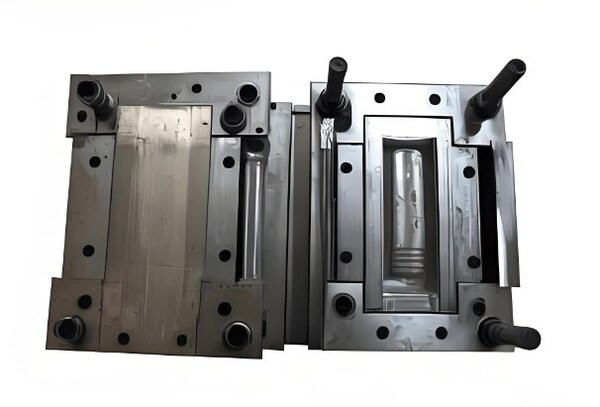
2プレート金型
二枚板金型は一枚板射出成形金型とも呼ばれる。最もシンプルで基本的な金型です。広く使用されており、製品の要件に応じて、単一キャビティ金型または複数キャビティ金型に設計することができます。

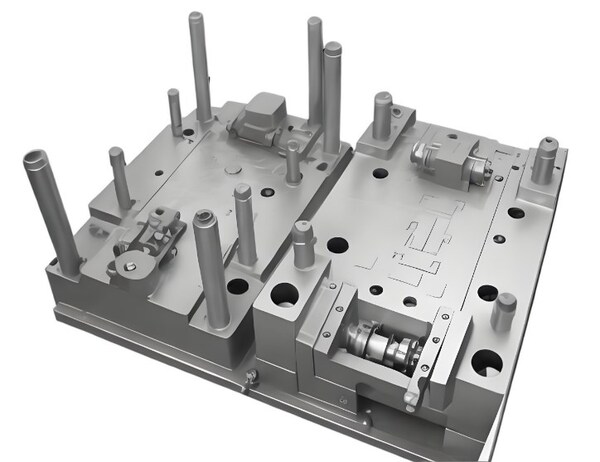
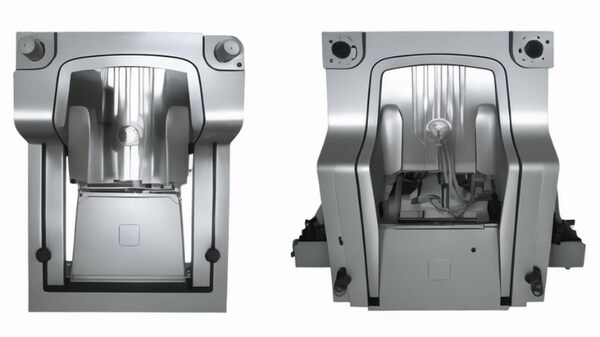
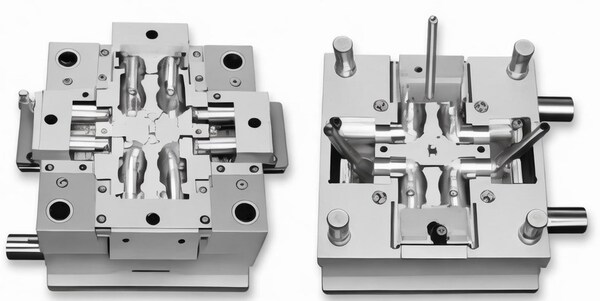
三板金型
三板式金型は二分割式表面射出成形金型でもある。これは、単一の分割面射出成形金型とは異なります。固定金型部分では、この金型の三板金型は、部分的に移動することができるストリッパープレートで設計されています。

この設計では、部品とランナーを分離するという目的を達成するために、ランナーは第1プレートと第2プレートの間に排出され、ストリッパープレートは第2プレートと第3プレートの間に排出される。
ダブルパーティング面射出成形金型は、構造が複雑で製造コストが高く、部品加工が難しいため、大型射出成形部品の成形には適さない。
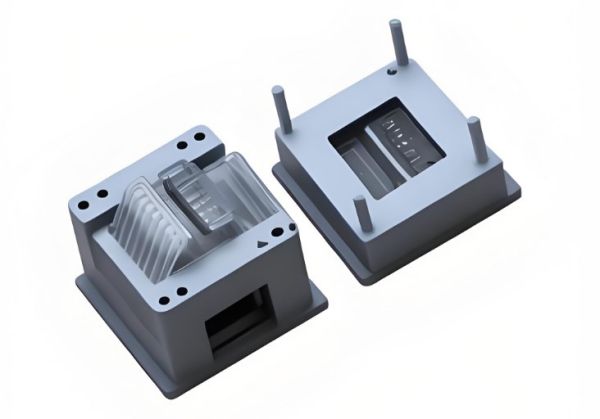
ホットランナー金型
ホットランナー金型は従来のコールドランナー金型に似ている。違いは、ホットランナー金型はノズルからキャビティに直接プラスチックを注入することです。成形工程にランナーがないため、原材料の利用率が大幅に向上し、無駄が出ない。

一般的に、ホットランナー金型の製造コストはコールドランナー金型よりも高いが、成形部品が非常に小さい場合、特に部品がランナーよりも小さい場合は、ホットランナー金型の方が経済的な選択となる。
右アングル・インジェクション・ノルド
直角射出成形金型は広く適用されず、角度射出成形機にのみ適している。他の射出成形金型と違って、成形中、金型の供給方向は開閉方向と垂直でなければならず、断面積は通常変化しない。

また、直角射出成形金型の主流路は、可動金型と固定金型のパーティング面の両側に開口しています。主流路の端には、射出成形機のノズルと主流路の入口端の間の摩耗と変形を防止するために、交換可能なランナーインサートが設定されています。
射出成形金型のコストに影響を与える変数とは?
部品材料
射出成形部品に使用する材料の種類は、射出成形金型のコストに大きく影響します。特定の材料は、そのユニークな品質と要件のために、特定の金型の特徴、冷却チャネルまたは表面処理を必要とする場合があります。

一部のプラスチック材料、特に高温や研磨性の材料は、射出成形用金型を摩耗させ、金型寿命を縮める。この課題を克服するためには、特定のグレードの鋼鉄で作られたより硬い金型が必要となり、プラスチック射出成形金型のコストが上昇する。
部品仕上げ
高級消費財の特殊射出成形部品の製造に長年携わってきた経験から、これらの部品に必要な仕上げの量は、プラスチック射出成形自体のプラスチック射出成形プロセスのコストに常に大きな影響を与えることがわかりました。
部品の仕上げが複雑になればなるほど、射出成形は難しくなる。射出成形を成功させるには、金型を設計し、生産を計画するときに仕上げについて考えなければなりません。毎回思い通りの仕上げをするためには、適切な金型材料が必要で、派手な金型機能を盛り込まなければならない。そのためには、金型を作るためのコストがかかる。
加工費
射出成形用金型を作るには、フライス加工、旋盤加工、研削加工、ワイヤーカットなど多くの工程がある。各工程には時間と人手がかかり、それがプラスチック射出成形に影響する。 射出成形 金型のコスト。加工費の計算は通常、メーカーの設備や技術レベル、必要な加工時間に基づいて行われる。
デザインとエンジニアリング・コスト
射出成形金型の設計とエンジニアリングにも一定のコストがかかる。これには、金型設計者の給与、設計ソフトウェアとエンジニアリング機器のコスト、金型のテストと検証のコストが含まれます。これらの金型費用も金型費用を計算する上で重要な部分である。
寿命と耐久性
金型の寿命と耐久性は、金型の価格に大きく影響します。一般的に、金型のデザインと品質によって、金型の寿命が決まります。高品質の金型は通常、より長く使用することができますが、彼らはより多くの費用がかかります。

複雑さとサイズ
金型の価格は、その複雑さと大きさにも影響される。金型の設計や製造が複雑であればあるほど、多くの時間と資源が必要となり、コストも高くなります。さらに、金型の大きさも必要な材料の量や加工の難易度に影響し、コストに影響します。
数量とバッチ
射出成形の金型の数と生産バッチもコストに影響する要因である。一般的に、大量生産の金型コストは、固定費を配分することによって単価を下げることができるので、低くなります。小ロット生産の金型コストは、規模の経済を十分に活用できないため、相対的に高くなる。
製品デザイン
製品デザインは金型を変更することができます。例えば、金型の設計が完成した後、発注してフレームを注文する必要があり、顧客の設計が変更される。その後、変更が比較的小さい場合は、全体の構造に影響を与えません。

もし変更が多ければ、金型から生産される製品に影響を及ぼし、フレームさえも再注文が必要になる。コストは大幅に上昇する。
金型設計は適切か、合理的か、実現可能か。
製造工程解析、構造力学解析、試験品と設計品の三次元比較解析など、シミュレーションの手法は数多くある。金型設計に無理があれば、コストアップにつながる。
金型製造の試行回数をコントロールする
ほとんどのメーカーは、金型製作費を金型を顧客に送るまでの日数で計算する。何度検査しても金型が納品できなければ、契約書に定められた罰金に加え、金型が工場に滞留する時間が長ければ長いほど加工費が高くなる。もちろん、金型の検査費用も割高になる。
射出成形金型のコストを削減するには?
適切な素材を選ぶ
プラスチック金型製造のコストを削減するためにまず必要なことは、適切な材料を選ぶことだ。
まず、金型の要件と予想される生産量に基づいて適切な材料を選択します。
第二に、複数の素材を比較評価し、リーズナブルで安定した性能を持つものを見つけること。
最後に、金型が長持ちし、費用対効果が高くなるように、選んだ材料が良質であることを確認してください。

デザインの最適化
設計の最適化は、プラスチック金型製造のコストを削減する重要な方法の一つである。設計の最適化を通じて、材料の無駄を削減し、製品の耐用年数と品質を向上させることができます。

同時に、設計済みの金型については、細部を改良し、構造設計を最適化することで、金型の長寿命化と製造コストの削減という目的を達成することができる。
マネジメントの強化
プラスチック金型製造のコスト削減の鍵は、管理の強化にある。金型製造の過程において、完全な品質管理システムを構築し、サプライヤー管理、生産計画管理、原価管理管理を強化し、金型製造工程のすべてのリンクを完全に管理し、製造工程の品質と効率を確保する必要がある。

プロセスのレベルを向上させる。
工程レベルの改善も、プラスチック金型製造のコストを削減するための重要な対策です。先進的な生産工程と技術設備を導入することで、製造効率と品質レベルを向上させることができます。

同時に、作業時間を短縮し、製造工程での手作業による作業漏れによる損失を減らすことができる。効果的な技術手段により、製造コストの上昇を抑制し、企業の発展戦略を最適化することができます。
リーン生産管理
無駄のない生産管理を行うことは、プラスチック金型の製造コストを削減する良い方法です。リーン生産管理を使えば、金型を作るために会社のあらゆる資源を使うことができ、生産工程での無駄を省き、より多くの金型をより早く、より良く作ることができます。
また、会社をよりうまく機能させ、会社の運営にかかるコストを削減し、より多くの金型をより速く、より良く作ることができる。
つまり、すべての製造企業はプラスチック金型製造のコスト削減問題を解決する必要がある。自社の管理・技術システムを徐々に改善し、安定したコスト削減システムを確立してこそ、企業の生産効率と競争力を向上させ、持続可能な発展を実現できるのである。
プラスチック金型の有効利用
商品を生産する前に、科学的で合理的な設計方式のプラスチック金型を注意深く選択することは、射出成形コストをコントロールする最も基本的な方法である。射出成形の金型構造の種類によって、製品の原材料に要求される条件が異なる。優れた金型は生産率が高く、無駄が少なく、もちろん生産コストも低い。
科学的で合理的な加工技術を使用しています。

同じ製品であっても、使用される生産・加工技術の種類は異なり、必要とされる原材料も異なる。製品の特性に応じて、品質基準を満たすことを前提に、改良された加工技術を適用することで、材料コストと生産コストを効果的に削減することができる。
効果的な品質管理システムの確立
優れた品質管理システムを構築することも、低コストへの近道である。 射出成形 射出成形用金型製造の優れた品質管理システムがあれば、製造におけるミスや重複を減らすことができ、より効率的で優れた生産が可能になります。

例えば、品質保証ソフトウェアを使用すれば、品質を管理し、製造におけるミスや重複を避けることができます。また、優れた品質管理システムがあれば、顧客を満足させることができる。
結論
この記事は射出成形のコストに影響を与える要因とその解決策についてです。まず、金型射出成形材料のコストは、コストに影響を与える主な要因である。金型の種類や複雑さが異なれば、必要な金属材料も異なるため、コストも異なります。

第二に、加工と設計エンジニアリングのコストもコストに大きく影響する。金型製造の各加工工程には、時間と資源が必要である。
加えて、金型の複雑さ、大きさ、予想される生産バッチもコスト水準に直接影響する。

この記事は、適切な材料の選択、設計の最適化、管理の強化、工程レベルの改善、リーン生産管理の採用によって、製造業は、生産性を向上させることができると指摘している。 射出成形金型費用 を効果的に削減し、生産効率と品質レベルを向上させ、企業の持続可能な発展を促進することができる。射出成形のプロジェクトがあれば、Zetar Moldに連絡してください。







