コンテンツへスキップ
コンテンツへスキップ 

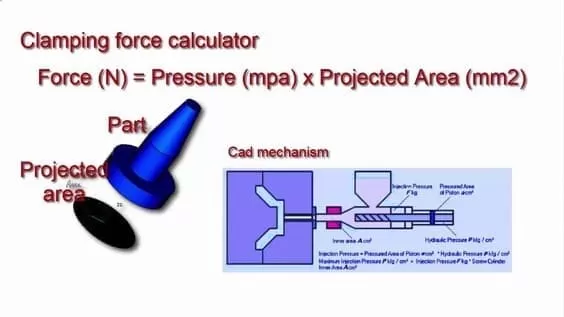
射出成形における型締力とは?
クランプ力とは、金型にかかる力のことである。 射出成形 射出と硬化の間、金型を閉じておくための機械である。
クランプ力の計算が、金型が開いてプラスチックが漏れ出すのを防ぐのに十分であることを確認することが重要である。

射出成形における型締力の計算方法は?
でのクランプ力の計算 射出成形 は、射出成形プロセスの設計と最適化における重要なステップである。
また、金型の設計や金型の選定においても重要なステップである。 射出成形 マシンだ。
これは、成形プロセスの成功を左右する重要なパラメーターであり、一貫した寸法精度で高品質の部品を製造するためには、慎重に計算し、制御しなければならない。
射出成形に必要な型締力にはどのような要素が影響しますか?
で必要とされるクランプ力には、いくつかの要因が影響します。 射出成形を含む:
1.成形される部品のサイズと複雑さ。
2.使用されている素材。
3.3. 射出成形 マシンそのものだ。
一般に、より大きく複雑な部品は、金型が開いて漏れるのを防ぐために、より大きなクランプ力を必要とする。
同様に、より硬く頑丈な材料は、より柔らかく柔軟な材料よりも高いクランプユニット力を必要とする。
成形品のサイズと複雑さ
これらの要因の中で最も重要なのは、成形される部品の大きさと複雑さです。部品が大きく複雑であればあるほど、金型を閉じた状態に保持し、成形中の反りや歪みを防ぐために、より大きな型締力が必要となります。 射出成形 プロセスだ。

使用されている素材
最大クランプ力に影響するもう一つの要因は、使用されるプラスチック材料の種類である。
ポリカーボネートやポリフェニレンオキサイドのような硬くて硬い素材は、金型内のキャビティ圧力で金型が開かないようにするため、より大きなクランプ力が必要となる。 射出成形 プロセスだ。
ポリエチレンやポリプロピレンのような柔らかく柔軟な素材は、クランプ力が少なくて済む。
射出成形機
について 射出成形 機械自体も、必要なクランプ力を決定する役割を果たす。
さまざまなタイプ 射出成形 成形機にはそれぞれ異なるクランプ力があり、それによって金型にかけられる最大力が決まります。
例えば、クランプ力100トンの機械は、金型に最大100トンの射出圧力を加えることができる。
一般的に、より大きく、より強力な 射出成形 のクランプ力は、小型でパワーの弱い機械よりも高い。
射出成形における型締力の計算方法は?
1.ProEまたはUGソフトウェアで製品の3D図面を開き、製品のリリース方向を決定する。

2.次に、投影面積を計算する。単純な製品の場合、投影面積を直接測定することができる。 ここでは、投影面積を52794.8平方ミリメートルと測定する。
3.複雑な製品の場合、スケッチに入り、製品に似た平面を描き、それをソリッドに引き伸ばすことができる。

4.次に、引き伸ばされた実体の投影面積を測定し、ここで測定された投影面積は55625.6平方ミリメートルである。
5.次に、空洞の数を決定しよう。空洞の数は2である。
6.次に、金型の最小クランプ力を計算してみよう。

の最小クランプ力 射出成形金型 は、F=S(インチ平方)×2.50(ランナーの投影面積を考慮した単純化係数)である。
ここでS=52794.8/25.4/25.4*2=164インチ角、F=164*2.5=410トン。

7.最小クランプ力は設計クランプ力と等しくない。
一般的に、設計クランプ力は最小クランプ力より少し大きい。
設計クランプ力=最小クランプ力/0.9=410/0.9=456Ton。