 コンテンツへスキップ
コンテンツへスキップ 

ホットランナー金型は、世界の先進国や地域で広く使用されている。ホットランナー 射出成形 方式は1950年代に導入され、長いプロモーション期間を経て、年々シェアを伸ばしてきた。

1980年代半ばには、米国のホットランナー金型は全体の15%~17%を占めていた。 射出成形金型ヨーロッパでは12%~15%、日本では約10%。
しかし、1990年代には、ホットランナーの金型が プラスチック射出成形金型 米国で生産された大型製品の射出成形金型では、40%以上を占め、90%以上を占めた。
なぜなら、金型ホットランナーは従来の金型成形サイクルよりも短く、原材料を節約できるからだ、 モールドホットランナー 流路内で溶融させるための加熱装置の使用は、常に金型を固化させないので、世界の工業先進国や地域の熱フロー小道具は非常に広く使用されていることを指します。

ホットランナー金型の利点は何ですか?
1.プラスチック原料を節約し、コストを削減する。純粋なホットランナー金型では、コールドランナー金型がないので、生産の無駄がありません。
2.コールドランナーの冷却時間に制限がないため、成形サイクルを短縮し、機械の効率を向上させる。 射出成形 システムでは、凝固後に部品をタイムリーにトップアウトすることができる。
3.製品の品質を向上させ、製品の表面品質と機械的特性を改善する。
4.ポイントゲートは3プレート金型なしで使用できる。
5.サイドゲートにより経済的に単品成形が可能。
6.自動化を改善する。
7.ゲートの凍結を制御するためにニードルバルブゲートを使用する。
8.品質 インジェクション部品 マルチキャビティ金型は一貫している。
9.の表面美観を向上させる。 インジェクション製品.
10.小さな射出圧力を使用することができ、薄肉製品の後変形を効果的に抑えることができる。
ホットランナー金型の利点と応用
廃棄物の削減
廃棄物の削減と製品品質の向上プラスチックの溶融温度はランナーシステムで正確に制御されます。 ホットランナー射出成形.プラスチックがより均一にキャビティに流れ込み、均一な品質の部品ができる。
ホットランナー成形部品はゲート品質がよく、脱型残留応力が低く、部品の変形が小さい。そのため、市場に出回っている多くの高品質製品は金型ホットランナーで生産されています。例えば、MOTOROLAの携帯電話、HPのプリンター、DELLのノートパソコンなどの多くのプラスチック部品はホットランナーで生産されています。 ホットランナー射出成形金型.

プラスチックの節約
純粋な ホットランナー射出成形金型コールドランナーがないため、製造コストがかからない。これは、プラスチックが高価な用途では特に重要です。
国際的な大手ホットランナーメーカーは、石油やプラスチック材料が高騰する時代に急速に発展してきた。ホットランナー技術は材料コストを削減する有効な手段だからだ。
生産の自動化
フォローアップ手順を排除することは、生産の自動化に資する。製品は金型のホットランナーで成形後、ゲートの剪定やコールドランナーのリサイクルなどの工程を経ずに完成します。

生産の自動化に貢献。多くの海外 射出成形メーカー ホットランナーとオートメーションを組み合わせることで、生産効率を大幅に向上させることができる。多くの先進的な プラスチック射出成形 ホットランナー技術に基づいて開発されたプロセスです。例えば、PET成形、金型内多色共射出、多材料共射出プロセス、STACK MOLDなど。
サイクルを短くする
ランナーシステムの冷却時間に制限がないため、生産成形サイクルが短縮され、生産成形の固化をタイムリーにトップアウトすることができます。金型ホットランナーで生産される多くの薄肉部品は、5秒以内に成形することができます。

ホットランナー用プラスチック材料の種類
ホットランナー射出成形金型 は、さまざまなプラスチック材料の加工に成功した。
PP、PE、PS、ABS、PBT、PA、PSU、PC、POM、LCP、PVC、PET、PMMA、PEI、ABS/PCなど。
で加工できるプラスチック素材であれば、どんなものでもよい。 コールドランナー射出成形金型 はホットランナー金型で加工できる。

ホットランナーとコールドランナーの金型比較
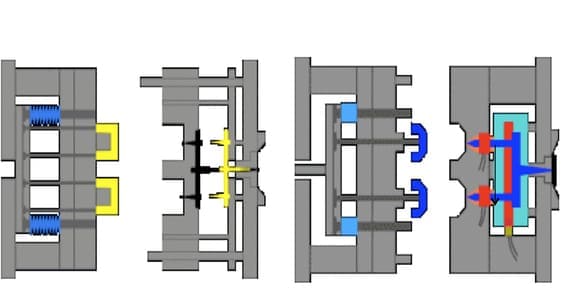
プラスチック材料を溶融状態に保つため、ランナーは高温になっている。溶融したプラスチックは、高温のランナーに注入され、加熱されたマニホールドから加熱されたノズルを通ってキャビティに注入されます。ここでは、以下の長所と短所を挙げる。 ホットランナー射出成形金型 コールドランナーシステムとの比較。
1.ホットランナーは、ランナーとゲートのプラスチックが溶融状態に保たれるように加熱される。
加熱棒と加熱リングがランナーの近傍または中央に配置されているため、射出成形機のノズル出口からゲートまでのランナー全体が高温状態となり、ランナー内のプラスチックは溶融状態を維持します。
停止後、凝縮水を取り出すためにランナーを開く必要は一般になく、再始動時に必要な温度までランナーを加熱すればよい。
2.原材料の節約と製品コストの削減は、ホットランナー金型の最も大きな特徴である。
通常のゲーティング・システムはハンドルの数を多く生産するため、小さな製品を生産する場合、ゲーティング・システムの重量が製品の重量を上回ることがある。
ホットランナー金型内のプラスチックは溶融状態にあるため、製品はゲートをクリップする必要がなく、基本的に無駄な処理がないため、多くの原材料を節約することができます。
廃棄物のリサイクル、選別、粉砕、染色などの工程が不要なため、省力化、時間短縮、省エネ、消費削減が可能。
3.射出材料は、繰り返し加工された後、ゲート材料と混合されなくなるので、製品の品質を大幅に向上させることができる。
同時に、注湯システムのプラスチックは溶融を維持するため、流圧損失が小さいので、マルチゲート、マルチキャビティ金型、および大型製品の低圧射出を達成するのは簡単です。
ホットゲートは圧力伝達をある程度助長し、充填不足によるプラスチック部品の凹み、収縮、変形などの欠陥を克服することができる。

4.適用樹脂の範囲が広く、成形条件の設定が容易。
ホットランナー温度制御システム技術の向上と発展により、ホットランナーは広い温度のポリエチレンやポリプロピレンの溶融に使用できるだけでなく、ポリ塩化ビニル、ポリホルムアルデヒド(POM)などの狭い温度範囲の熱に弱いプラスチックの処理にも使用できるようになりました。
唾液が出やすいポリアミド(PA)の場合、バルブホットノズルを選択することでホットランナーを形成することもできる。
5.さらに、操作の簡素化と成形サイクルの短縮もホットランナー金型の重要な特徴である。
通常の流路と比較して、開閉ダイのストロークを短縮し、部品のサイクルの脱型と成形が短縮されるだけでなく、自動生産の実現に資する。
統計によると、通常のランナーに比べ、ホットランナーに切り替えた後の成形サイクルは30%短縮できます。

ホットランナーアプリケーションの主な技術キー
成功者 ホットランナーインジェクション金型 アプリケーション・プロジェクトは、複数のリンクを確保する必要がある。その中で最も重要なのは、2つの技術的要素である。
ひとつは塑性温度の制御、もうひとつは塑性流動の制御である。
プラスチック温度制御
プラスチック温度の制御は、ホットランナー金型の応用において非常に重要である。
生産工程における加工や製品品質の問題の多くは、ホットランナーシステムの温度管理不良が直接の原因となっています。要するに、ホットランナーシステムはランナーを完成品の一部として排除するものです。
例えば、射出成形工程にホットニードルゲート方式を用いると製品ゲートの品質が悪く、バルブゲート方式を用いるとバルブニードルが閉じにくく、多数個取り金型では部品の充填時間と品質が安定しない。
可能であれば、柔軟性とひずみ能力を高めるために、可能な限りマルチゾーン温度制御のホットランナーシステムを選択すべきである。

塑性流動の制御
ホットランナーシステムでは、プラスチックがバランスよく流れます。プラスチックが各キャビティに同期して充填されるように、ゲートは同時に開く必要があります。そのためには 家族カビ 部品の重量が大きく異なる場合、ゲートの大きさのバランスを取る必要がある。
そうでなければ、金型圧力が十分でなかったり、金型圧力が過剰であったり、フライングエッジの品質が大きすぎたり、その他の問題が発生します。ホットランナーランナーのサイズは合理的でなければなりません。小さすぎる金型充填圧力の損失。
結論
の価格である。 ホットランナー射出成形金型 はコールド・ランナー・システム金型より高価だが、いくつかの大型プロジェクトには明らかな利点がある。プラスチック材料を節約し 射出成形 サイクルを回し、製品の品質を向上させ、コストを削減する。







