 コンテンツへスキップ
コンテンツへスキップ 

はじめに パーティングラインとは、金型が製品を取り出すために開くラインのことである。パーティングラインの選択は、金型設計の最初のステップでもあります。製品の形状、外観、肉厚、寸法精度、金型キャビティの数など、多くの要素に影響されます。
一般的な製品であれば、パーティングラインの決定については皆さん問題ないと思います。しかし、多くのサイドコアの引き抜きや、枕の位置、衝突、挿入に関わる場合。

これらは賛否両論ある。どのように選択するかは、時には単純な問題ではありません。そこでゼータ金型では、パーティングラインの選び方、パーティングラインの決め方についてお話します。
パーティング・サーフェスの意味
いわゆるパーティングは、プラスチック部品の成形部分の金型コアをいくつかのモジュールに分割することです。モジュール間の接触面は、パーティング面と呼ばれ、パーティング面とも呼ばれます。パーティングライン射出成形は、射出成形中に形成された金型パーティング面の目に見える線を指します。 射出成形プロセス .
射出成形において、パーティングラインの位置は金型の分離と成形品の外観を決定する。パーティングラインは成形品の端部、コアとキャビティ面の間に位置する。パーティングラインには、垂直パーティングライン、金型パーティングライン、直線パーティングラインなどがあります。

射出成形設計において、パーティングラインは金型半体の開閉位置を決定する。パーティングラインの位置はコアとキャビティの嵌合に密接に関係し、成形品の外観に直接影響する。射出成形の工程で、パーティングラインは完成品の表面に立会い線を形成し、金型設計の精度を反映します。
パーティング面の種類
平面パーティング面
金型のパーティング面はごく一般的で単純なものだ。金型が開く方向に垂直な平面です。

段差のあるパーティング面
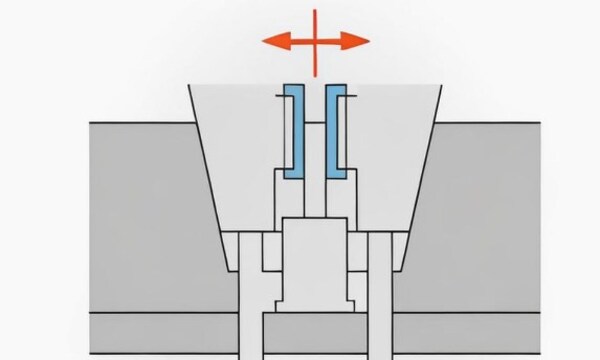
一部のプラスチック部品の特定の要件に基づいて、パーティング面は段差がつくように設計されています。段付きパーティングラインでは、キャビティの片側に大きな力がかかるため、キャビティの両側に射出偏心力が発生し、固定半型と可動半型との間に相対的な摺動傾向が生じます。
スライド方向は下図のようになる。従って、段差の浅いパーティング面(垂直投影面積の大きい面)を先に選択する。

金型をセットするときは、2つのキャビティを対称にセットするようにしてください。金型本体の両側の射出圧力のバランスをとり、金型構造をコンパクトにする。段差パーティング面の段差が大きい場合は、ピローポジションを設計し、局所的に段差パーティング面を作ることを検討する。
部品によっては段差が多いものもある。パーティング面を単純化するために、パーティング面を平面にすることができる。欠点は、部品の外観にクランプラインができることである。そのため、このパーティング方法は主に内部部品に使用される。
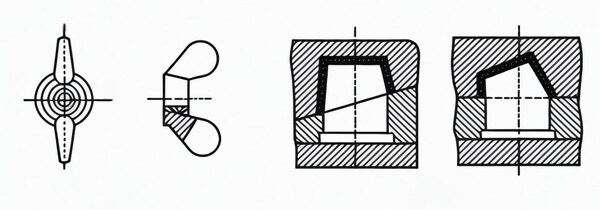
面取りパーティング面
成形部品のパーティング面を面取りし、面取りに沿ってシール面を作り(金型を節約するため)、さらに平らにする(位置決めやデータ収集の処理を容易にするため)。
パーティング面選択の基本原則
パーティング面の決定は複雑な問題である。パーティング面は、射出成形金型内のプラスチック部品の成形位置、注湯システムの設計、プラスチック部品の構造加工性と精度、インサートの位置と形状、射出方法などに影響されます、 射出成形 金型の製造、排気、操作プロセス、その他の要因がパーティング面の選択に影響を与える。
したがって、パーティング面を選択する際には、総合的な分析と比較を行う必要がある。一般に、パーティング面の選定にあたっては、以下の基本原則に従うべきである:

脱型要件を満たすものでなければならない
一般的に、金型が開いたときにプラスチック部品が金型の可動側になるべく留まるようにします。そうすることで、金型の可動側にあるエジェクター機構が働きやすくなる。そうでないと、成形品が収縮した後も金型の固定側に留まってしまうと、金型の固定側にエジェクター機構を設けなければならず、金型が複雑になってしまいます。
金型が開いた後、部品は金型の動く半分の上に残り、射出成形機の射出システムと射出成形金型の射出機構によってプラスチック部品を射出することができます。
また、パーティングラインでプラスチック部品を移動金型側に配置しても、位置が異なると射出成形金型の構造が複雑になり、プラスチック部品の積み重ねが難しくなります。
たとえ設置できたとしても、必要な射出力は大きく、射出成形金型の構造が複雑化し、プラスチック部品の反りや開きなどの悪い結果を引き起こしやすくなる。
簡素化された金型構造も考慮すべき
サイドフィーチャーの構造精度の要求が高くない場合は、サイドコア抜き(スライダー)機構の使用を避け、金型構造を単純化し、金型サイズを小さくし、金型コストをある程度下げるようにします。サイドコア抜き(スライダー)機構の使用を避けられない場合は、サイドコア抜きの距離をできるだけ短くでき、金型サイズを小さくできるパーティングラインを選択します。

また、型締力が大きいので、大きなコアが型開き方向にあることを確認してください。サイド機構のある金型側にあると、脱型しにくい。
プラスチック部品の精密要求を満たす
パーティング面に垂直な方向の高さ寸法に高い精度が要求される場合や、形状や内孔に高い同軸度が要求される場合は、その精度を確保するために、できるだけ同じ半型キャビティ内に配置する。

樹脂部品に高い精度が要求される金型面がパーティング面で分断されると、型締力の影響で許容できない形状や寸法の狂いが生じ、要求精度を満たせずに樹脂部品が廃棄される可能性がある。
プラスチック部品の外観品質要求を満たす
パーティングラインを選択する際には、プラスチック部品の外観品質に影響を与えないようにする必要がある。同時に、パーティングラインで発生するバリがトリミングしやすいかどうかも考慮する必要がある。
可能であれば、パーティングラインでのフラッシュは避けてください。角の丸い部分のバリ取りは難しく、プラスチック部品の外観に影響します:角丸部分のフラッシュは簡単で、プラスチック部分の外観に影響を与えない。
加工・製造が容易な射出成形金型
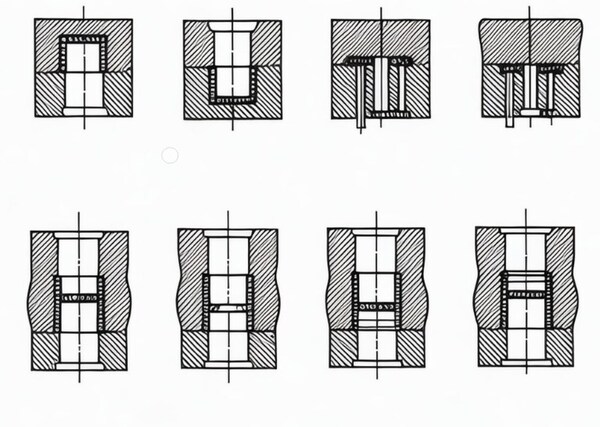
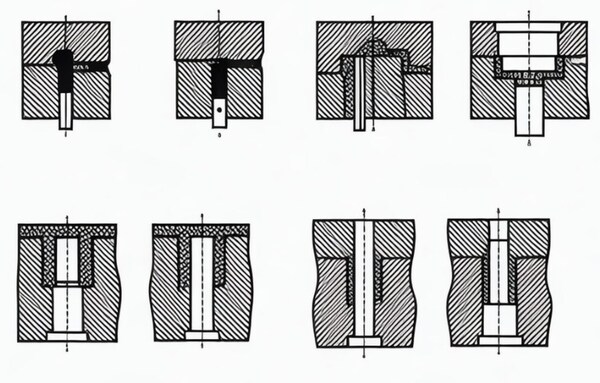
射出成形金型の加工・製造を容易にするためには、パーティング面をストレートにするか、加工しやすいパーティング面を選ぶようにします。まっすぐなパーティング面を使用する場合、プラスチック部品の下端の形状はプッシュロッドで作られます。
このプッシュロッドは加工が難しく、組み立て時に回転防止策を講じなければならない。パーティング面に段差をつけると加工しやすいが、コアやモールドアミンは加工しにくい。パーティング面に傾斜をつけると加工しやすい。
プラスチック部品の金型パーティング面への投影面積を減らす
射出成形金型のパーティング面を設計する場合、射出成形機は通常、対応する射出成形金型に許容される成形面積と定格型締力を指定します。 射出成形プロセス金型のパーティング面におけるプラスチック部品の投影面積が許容成形面積を超えると、金型は膨張してオーバーフローする。

この時、射出成形に必要な型締力も定格型締力を超えてしまいます。したがって、金型を確実にクランプし、金型の膨張やオーバーフローを避けるためには、パーティング面を選択する際に、パーティング面におけるプラスチック部品の投影面積を最小にする必要があります。
金型のパーティング面のプラスチック部品の投影面積が大きいと、金型のクランプ信頼性が悪く、パーティング面を使用すると、金型のパーティング面のプラスチック部品の投影面積が小さくなり、金型のクランプ信頼性が確保できる。
排気効果の向上に寄与する
パーティング面は、キャビティ充填時にプラスチック溶融流の末端が位置するキャビティ内壁面にできるだけ近づける。排気効果が悪い:射出工程中の排気に有利な構造なので、パーティングは合理的である。

キャビティの深さを最も浅くする。
金型キャビティの深さは、金型の構造と製造に3つの影響を与える:現在、金型キャビティを作る方法はほとんど放電加工です。金型キャビティの深さは金型の厚さに影響します。キャビティが深ければ深いほど、可動金型や固定金型は厚くなります。
一方では、加工が難しくなる。他方では、さまざまな射出成形機には金型の最大厚さに一定の制限があるため、キャビティの深さはあまり大きくすべきではない。キャビティが深ければ深いほど、同じドラフトで同じサイズの上端と下端の実際のサイズ差が大きくなる。

指定された寸法公差をコントロールしようとすると、抜き勾配を小さくしなければならず、そうするとプラスチック部品の排出が困難になる。したがって、パーティング面を選択する場合、キャビティはできるだけ浅くする必要がある。
可動金型側に中子横引き機構をセットする
のパーティング面を設計する際 射出成形金型プラスチック部品を横から引っ張る必要がある場合、横方向のコアの配置を容易にし、コアを引っ張る機構のスムーズな動作を保証するために、パーティング面を選択する際に、最も浅いパーティング面を選択する必要があります。

そして、その穴または短い横凸をコア抜き方向とする。金型を開閉する方向に深い穴や高い凸部を配置します。横方向の中子抜き機構はなるべく可動金型側にセットする。
パーティング面の決定方法
シミュレーション組み立て法
組立シミュレーションの方法は、モジュール構造とプラスチック部品構造によって組立シミュレーションを行い、金型のパーティング面を決定する。具体的な手順は以下の通り:まずモジュール構造とプラスチック部品構造を配置し、それらをロックして金型の全体構造を得る。
パーティング面の要件(成形順序や脱型方向など)に応じて、プラスチック部品の構造内の部品を分割し、モジュール構造内の対応する部品に印を付ける。

各部品を押し出し、回転させ、傾けることにより、パーティング面の位置と方向を決定し、最終的に金型パーティング面を得る。
コピー方式
倣い法とは、プラスチック部品構造の各構成要素をアクリル板で倣い、成形順序に従って一定のパターンに並べて金型構造全体を得、比較によって金型パーティング面を決定する方法である。具体的な手順は以下の通り:

プラスチック部品構造の各構成要素をアクリル板でコピーし、成形順序に並べて、各構成要素に順序と方向をマークする。パーティング面の位置と方向を比較して決定する。
概略図方式
模式図法の使い方は、プラスチック部品の断面図と金型の平面図を合わせてパーティング面を決定する。具体的な手順は以下の通り:

プラスチック部品を半分に切ったときにどのように見えるかを示す図面を作成する。金型の上面図を見て、図面と一致する図を見つける。その図に、金型部品の形と位置を描き、金型を分割する場所を決める。
コンピューター支援設計
CADとは、仮想の成形作業に基づいて、コンピュータシミュレーションにより各部品を分離し、パーティング面を決定することである。具体的な手順は以下の通り:コンピュータを使ってプラスチック部品の構造とモジュールの構造を描き、組み立てをシミュレーションし、成形順序に従って部品を分離する。
各パーツの押し出し、回転、傾斜のコンピュータシミュレーションにより、パーティング面の位置と方向を決定し、最終的に金型パーティング面を得る。

概要
金型を分割する場所を決めるのは大きな問題だ。金型がどのように機能するか、どれだけのコストがかかるか、そしてパーツの出来栄えに影響する。分割面は、平面、段差面、傾斜面、曲面に分けられる。
スプリット・ラインを選ぶ際には、その部品がどのように見えるか、金型からどのように出てくるか、金型を作るのがどの程度難しいか、機械加工がどの程度容易かを考えなければならない。適切な分割線を選べば、金型をより良くし、パーツをより速く作り、より良いパーツを作ることができる。







