 コンテンツへスキップ
コンテンツへスキップ 
ゼターズ リアルファクトリー ビデオ
私たちは、SGSとアリババを招待し、私たちの工場のライブ撮影をしました。このビデオはまた
お客様には、当社のあらゆる側面をご覧いただけるよう、更新された情報をお届けしています。
包括的な理解!

オフィス
会議室
射出成形ワーク ショップ
射出成形工場
クオリティ・チェック・ルーム
サンプルルーム
集会室
倉庫

オーバーモールド完全ガイドのリソース
オーバーモールディングとは?
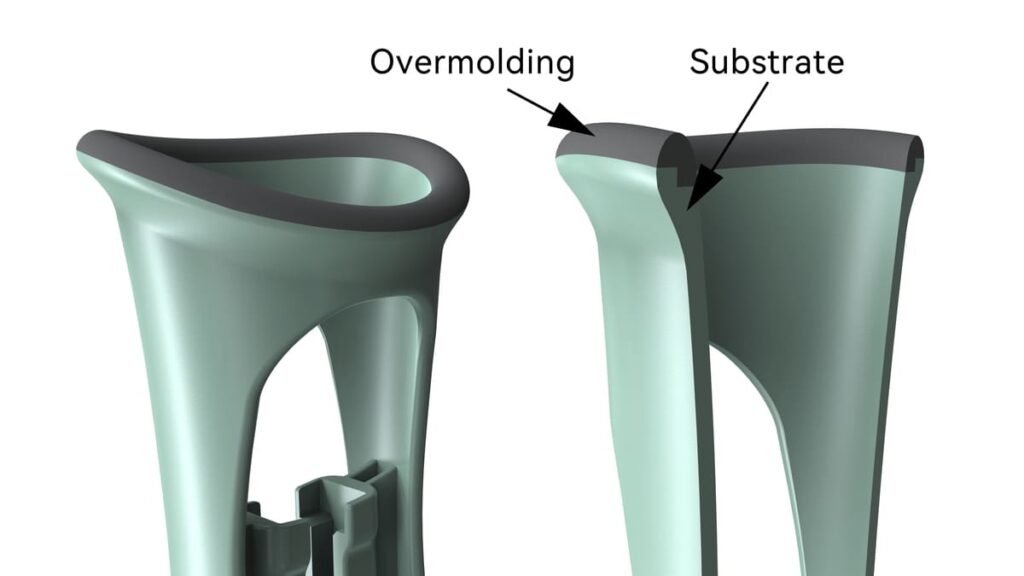
オーバーモールドとは射出成形の一種で、ある素材を別の素材や基材の上に重ねて成形することです。第一の材料は通常、第二の材料とは異なる材料または異なる形状で作られています。オーバーモールドは、医療機器、自動車、航空宇宙、消費者製品など多くの産業で使用されています。
オーバーモールドするには、まず最初の部品を成形する。次に、最初の部品の上に第2の材料を成形します。第2の材料は、柔軟性、耐久性、外観など、部品に特別な特性を与える別のプラスチック、ゴム、その他の材料にすることができます。
オーバーモールドの仕組み
オーバーモールドは、多くの工程があり、正しい計画を立てて行う必要がある厄介なプロセスです。ここでは、オーバーモールドがどのように行われるかを簡単に紹介する:
1.デザインとプロトタイプ:
デザイナーは、主要部品とその他の素材の3Dモデルを作成する。プロトタイプを作り、デザインをテストし、必要なスペックを満たしていることを確認する。
2.工具:
金型は、主要な部品と他の材料の両方のために作られる。金型には、成形に必要な金型やその他の設備が含まれる。
3.主要部品の生産:
メインパーツはメイン金型を使って作られる。メインパーツは通常、硬質プラスチック(PP、ABS、PA、PCなど)のような硬い素材で作られています。
4.オーバーモールド工程:
もう一方の材料は、主要部分を持つ金型に注入される。もう一方の材料は、主部材の周りを流れ、強固に結合する。もう一方の材料は、主要部品の形状に合わせて設計される。
5.冷却と排出:
金型は他の材料が固まるまで冷却される。その後、金型が排出され、オーバーモールド部品が取り出される。
6.仕上げ:
オーバーモールドしたパーツが問題ないか確認する。余分なプラスチックを切り落とし、きれいにし、次のステップに備えます。



オーバーモールド材料接着チャート
オーバーモールドの素材を接着することは可能ですが、必要な接着強度を得るためには、素材同士がうまく機能するようにする必要があります。どうしても接着が必要な場合は、メカニカル・ボンドを加えるべきです。アンダーカットはメカニカル・ボンドの良い例です。
| 基板材料 | ||||||
|---|---|---|---|---|---|---|
| オーバーモールディング材 | PP T30S | ABS DG417 | ABS/PC AC2300 | PCマクロロン® 2405 | PBT HR5330 | PA J2700 |
| ティーピーイー | C | M | M | M | M | M |
| ティーピーアール | C | C | C | M | M | M |
| TPU | M | C | C | C | C | M |
| ティーピーブイ | C | M | M | M | M | M |
| ティーピーシー | M | C | C | C | C | C |
M= メカニカル・ボンド推奨
C= 化学結合
オーバーモールドの利点とは?
オーバーモールドは素晴らしい:
より優れた耐薬品性: オーバーモールドは、主要部分を耐薬品性に優れたものにするために使われる。
機能追加: オーバーモールドは、主要部品に新たな特徴や機能を追加するために使用することができ、それによってその実用性と価値を高めることができる。
簡易組み立て: オーバーモールドは、複数の部品を1つにまとめることで組み立てを回避し、製造を容易にします。

より良いパフォーマンス: オーバーモールドは、新しい材料や特性を追加することで、主部品をより良くするために使用できる。
見栄えを良くする オーバーモールドはメインパーツをより良く見せることができる。見栄えが良くなるのです。
体重を減らす: オーバーモールドは軽量化に役立つ。メインのパーツをより軽く、それでいて強靭にする。持ち運びや取り扱いが容易になります。
より優れた熱抵抗: オーバーモールドは、主部品を熱に強くし、熱すぎたり冷たすぎたりしないようにするために使用できる。
より強く、よりタフに: オーバーモールドは部品をより強く、より丈夫にすることができるため、より長持ちし、より良い性能を発揮します。
より良い電気絶縁: オーバーモールドは、主要部品の電気絶縁性を向上させ、電気ショックや損傷から保護するのに役立ちます。
ベター・ルッキング オーバーモールドはメインパーツをより良く見せることができる。より魅力的に見せることができる。
オーバーモールドの用途とは?
オーバーモールドは、ユニークな特性と機能性を持つ複雑な部品を作るために使用できる汎用性の高い製造プロセスであり、幅広い産業に適用できる。
手工具: オーバーモールドは、スパナ、プライヤー、ドライバーなどのハンドツール、ナイフ、ノコギリの刃、ドリルビットをより丈夫で持ちやすくするために使用できる。
医療機器 オーバーモールドは、注射器、注射針、埋め込み型器具など、精度と正確さが重要な医療機器に使用されている。
自動車: オーバーモールドは、ダッシュボード、ドアハンドル、トリム部品など、長持ちして機能することが求められる自動車部品に使用される。
産業機器: オーバーモールド成形は、機械、ポンプ、バルブなどの産業機器に使用される。
消費者向け製品: オーバーモールドは玩具、電化製品、電子機器などの消費者向け製品に使用され、見た目や機能が重要視される。
オーバーモールド設計ガイド:オーバーモールドのヒントトップ10
オーバーモールドの設計は難しい。しかし、部品をオーバーモールド工程に適した設計にしなければなりません。ここでは、オーバーモールドのための設計のヒントをいくつかご紹介します。
ベース基板全体をオーバーモールドしないでください。部分的にオーバーモールドする。
エッジを細くしすぎたり、尖らせたりしないこと。プラスチックを注入すると、流れが遅くなり、その後冷やされます。そうするとプラスチックが部品にくっつきにくくなります。
オーバーモールドの厚さは、1.5~3ミリ(0.060~0.120インチ)に統一する。
急激な厚みの変化はなるべく避けてください。厚みを変える必要がある場合は、できるだけ滑らかになるようにする。
多くのオーバーモールディング素材は伸縮性があるので、滑らかな凹凸をデザインに入れることができる。
反りを防ぐため、オーバーモールディング層は下地より薄くしてください。
オーバーモールドキャビティの接着を確実にするためには、基板の収縮を考慮する必要があります。
基材よりも溶融温度が低いTPEまたはTPUを使用してください。
オーバーモールドは基板の表面ぎりぎりになるように設計する。
保持力を高めたい場合は、アンダーカットやキー溝な ど、機械的な特徴を設計して素材を固定する。
オーバーモールドの一般的な問題と解決策とは?
オーバーモールドでよくある問題は、次のようなものだ: 接着の問題、 下地やオーバーモールドの不完全な充填、 点滅している。 これらの問題を解決するためにできることは以下の通りだ。
| 観察 | 考えられる原因 | 是正措置 |
|---|---|---|
| フラッシュ(部品の端または基板上) |
型が合わない 成形機の大きさが足りない シャットオフの設計が不十分 基板が収縮する |
金型を再度チェックし、フィットさせる 射出圧力とパック圧力の増減 完全なシャットオフを得るために工具を再カットする。 基板のヒケをチェックし、工具を再切削する。 |
| ショートショット |
材料不足 射出圧力が足りない 充填速度が足りない メルトが冷たすぎる 換気不良 |
ショットサイズを大きくする 射出圧力を上げる 射出速度を上げる 溶融温度の上昇 クランプのトン数を減らし、通気孔を切り直す。 |
| ゆがんだ部品 |
成形後の収縮 基板の肉厚が薄すぎる 成形面積が大きすぎる |
冷却時間を長くする 基板の肉厚を増やすか、リブを厚くする。 オーバーモールディングの面積を小さくする |
| オーバーモールドの破損 |
基板が適切に支持されていない 射出圧力と溶融温度が高すぎる 間違った場所にあるゲート |
油圧噴射の圧力と溶融に耐えるよう、基材を完全に支持する。 射出圧力と溶融温度の低下 ゲートを動かす |
| 表面のヒケ |
材料の収縮による工具表面からの部品の不均一な離脱 ゲートの凍結が早すぎる |
パック圧力/保持時間を上げ、材料温度を下げる ゲートサイズを大きくする |
| 粘りが悪い |
素材が合わない ゲート凍結が早すぎる |
適切な素材を入手する 溶融プラスチックの温度と金型の温度を上げる。 |
| ニットラインが悪い |
ガスがプラスチックの間に閉じ込められる プラスチックは低温で溶ける |
吹き出し口の改善 射出速度を速め、溶融/鋳型温度を上昇させる。 |
| 棒状大腿腔 |
ドラフト角度が足りない 女性キャビティ内の真空 女性キャビティが熱すぎる 女性器は光沢がありすぎる |
ドラフト角度を大きくする エア・アシスト・リリースの提供 女性キャビティ・クーラーの運転 キャビティのサンドブラスト |

2K射出成形完全ガイドのリソース
2K射出成形とは?
2K射出成形は、2K成形とも呼ばれ、2つの異なる材料または色のプラスチックを金型に注入して、ユニークな特性と外観を持つ1つの部品を作る製造プロセスです。 このプロセスは、"2色射出成形 "または "デュアルカラー射出成形 "とも呼ばれています。
2K射出成形では通常、2つの材料を同時に、しかし別々に、2つの異なるゲートから金型に射出する。これは、2つの材料を1つずつ射出する2ショット射出成形とは異なります。
2K射出成形の仕組み
2K射出成形は、2つの異なる材料を同じ金型に別々に射出しながら、同じ成形サイクルで成形するプロセスです。その結果、成形後の組み立てを必要とせず、異なる色、質感、材料特性を持つ複雑な部品が一体化されます。
全工程が高度に自動化・制御されているため、労働力が少なくて済み、複雑な部品の大量生産に不可欠なヒューマンエラーのリスクを最小限に抑えることができる。
1.2K射出成形金型設計:
金型には2つのキャビティがあり、それぞれの素材や色ごとに1つずつ設計されている。
2.材料の選択:
あなたが選ぶ2つの素材や色は、最終的なパーツをどのように見せたいか、何をさせたいかに基づいて選ぶべきです。異なるプラスチック、異なる色、あるいは質感や透明度のような特性の異なる素材を使うこともできます。
3.材料の準備:
2つの材料は、別々のホッパーまたはバレルで溶融させることにより、射出用に準備される。溶融プロセスでは、材料を融点以上の温度、通常は150℃~300℃(302°F~572°F)に加熱する。
4.注射:
溶融した材料は、材料ごとに別々のゲートから金型に注入される。
5.材料の分配:
2つの材料を金型のキャビティに注入する。最初の材料がキャビティを一定の深さまたは厚さまで満たします。その後、金型が180度回転し、2つ目の材料が金型内に射出され、キャビティの残りの部分を満たします。
6.冷却:
金型は材料の融点以下、通常は20℃~50℃程度まで冷却される。これによって材料が固化し、結合する。
7.退場:
金型を開き、部品を取り出す。その後、部品は金型から取り出され、余分な材料は切り取られる。

2K射出成形とオーバーモールドの比較
2K射出成形とオーバーモールドは、複数のコンポーネントを持つ複雑なプラスチック部品を作成するために使用される2つの異なる製造プロセスです。2K射出成形とオーバーモールドのどちらを選択するかは、デザインの複雑さ、材料特性、生産量など、部品の具体的な要件によって決まります。
| 特定の要件 | 2K射出成形 | オーバーモールディング |
|---|---|---|
| デザインの複雑さ |
シンプルな幾何学 限られた設計の複雑さ |
複雑な幾何学 複雑なデザイン |
| 生産量 |
大量生産 |
中・少量生産 |
| 射出成形機 |
2K 射出成形機 射出成形機 高価 |
シングルノズル射出成形機 射出成形機 安い |
| 射出工程 |
2つの素材を成形する 同じプロセスで | 2つの素材を別々に成形 |
2K射出成形の利点とは?
2K射出成形には、次のような利点がある:

部品品質の向上: この2つの材料は、強度、耐久性、外観の向上など、部品の品質を向上させるように設計することができる。
より柔軟な設計: 2K成形では、従来の射出成形では困難であった複雑な形状や形状の成形が可能です。
簡易組み立て: 2K成形は、別々の部品を組み立てる必要がないため、人件費を節約し、効率を高めることができます。
より機能的に: この2つの素材は、より優れた断熱性や導電性など、特定の機能的利点をもたらすように設計することができる。
クールなルックス: 2K成形では、通常の射出成形では得られないようなクレイジーな配色、パターン、デザインを作ることができます。
お金を節約する: 2K金型を使用することで、別々のパーツを組み立てる必要がなくなり、材料の使用量も減るため、コストを削減できる。
より複雑なデザイン: 2K成形では、従来の成形では難しかった複雑なデザインや形状の部品を作ることができます。
より優れた耐久性: この2つの素材は、より耐久性を高め、長持ちさせることができる。
2K射出成形の用途は?
2K射出成形は、次のような様々な産業で幅広い用途があります:

自動車:ダッシュボードトリム、ドアハンドル、その他の内装部品。
メディカル:注射器、検査ストリップ、植え込み型器具。
航空宇宙:航空機部品、人工衛星部品、その他の高性能アプリケーション。
消費者製品:おもちゃ、ゲーム、歯ブラシ、日用品。
エレクトロニクス:エンクロージャー、コネクター、その他の電子部品。
インダストリアル:ポンプ、バルブ、その他産業機器部品。
2K射出成形とオーバーモールド:どちらが良いか?
ここでは、特定のプロジェクトにおける2K射出成形とオーバーモールド成形の価格比較を、5,000個、10,000個、50,000個、100,000個/オーダーの数量で示します。

プロジェクトの詳細
製品マテアイラル:PP M800EおよびTPE 60A
製品重量:58gと18g
金型キャビティ: 1+1
| 2K射出成形 | オーバーモールディング | どちらが良いか | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 製品数量/ PCS | 金型費用/$ | 部品価格/ $ | 合計価格/$ | 平均部品コスト/$ | 金型費用/$ | 部品価格/ $ | 合計価格/$ | 平均部品コスト/$ | 2K射出成形とオーバーモールド成形の比較オーバーモールド | |||
| 5000 | 18000 | 0.65 | 21250 | 4.25 | 12000 | 0.78 | 15900 | 3.18 | オーバーモールディング | |||
| 10000 | 18000 | 0.63 | 24300 | 2.43 | 12000 | 0.76 | 19500 | 1.96 | オーバーモールディング | |||
| 50000 | 18000 | 0.58 | 47000 | 0.94 | 12000 | 0.74 | 49000 | 0.98 | 2K射出成形 | |||
| 100000 | 18000 | 0.54 | 72000 | 0.72 | 12000 | 0.72 | 84000 | 0.84 | 2K射出成形 | |||
2K成形は通常、大量生産にしか意味をなさないが、オーバーモールドは中・少量生産に適している。

How Can You Balance Cost and Quality in Plastic Rib Design?
Key Takeaways Ribs provide structural integrity without the cycle time and material cost penalties associated with increasing overall wall thickness. However, poor rib design leads to cosmetic defects like sink
How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

