 コンテンツへスキップ
コンテンツへスキップ 

プラスチック製品は、私たちの生活にとても身近なものであり、多くの助けを与えてくれる。小さなプラスチックコップやペットボトルから大きな機器まで、私たちの身の回りには数え切れないほどのプラスチック製品がある。
しかし、これらのプラスチック製品がどのように製造されているのか、本当に話してみよう。ほとんどの人は何も言えないと思うが、では、プラスチック製品がどのように製造されているのか、簡単に理解しておこう。
プラスチック製品には7つの一般的な製造方法がある。

圧縮成形
金型に樹脂を入れ、加熱・圧縮することで目的の形状に仕上げる方法です。熱硬化性樹脂を使ったプラスチック製品、例えば私たちがよく使うお椀やお皿、蓋などに使われています。
1.圧縮の原理 成形製造プロセス
圧縮成形はモールディングまたはプレスとも呼ばれる。成形方法は、成形温度でプラスチック粉、顆粒、クラム、繊維状のプラスチックを金型のキャビティに入れ、金型を閉じてプレスして成形固化し、目的のプラスチック製品を得る。
2. 圧縮成形の特徴
a.固形プラスチックをキャビティに直接入れる。
b.プレスの圧力は凸型を通して直接プラスチックに伝わる。
c.最終成形時に金型が完全に閉じていること。
3. 圧縮成形の利点
a.注水システムがなく、材料消費量が少ない。
b.使用機材は一般的なプレス機。
c.単純な金型で、平らな面が大きいプラスチック製品をプレスしたり、複数のキャビティ金型を利用して複数の製品を一度にプレスしたりできる。
d.流動性が悪く、繊維をフィラーとして使用するプラスチックの成形に有利である。
4. 圧縮成形の欠点
a.生産サイクルタイムが長く、効率が低い。
b.複雑な形状や肉厚差の大きいプラスチック製品のプレスは容易ではない。
c.高い寸法精度が要求されるプラスチック製品を入手するのは容易ではない。
d.微細で割れやすいインサートを持つプラスチック製品はプレスできない。
5. 圧縮成形の適用範囲
フェノール系プラスチック、アミノ系プラスチック、不飽和ポリエステル系プラスチック、ポリイミドなどがあり、中でもフェノール系プラスチックとアミノ系プラスチックが最も広く使われている。

射出成形金型彼らの主な目標は顧客重視であり、適切な産業に適切な製品を供給し、各顧客に対して技術的なサポートを行います。これには、要求に応じて工場での試験実施、各産業向けのセミナー開催、ローカルサービスなどが含まれます。彼らの顧客は、数量に関わらず、プラスチック金型サプライヤーから直接購入するか、または希望するローカルでの購入を選択することができます。
射出成形機で溶かしたプラスチックを金型に射出・加圧して成形する方法。
比較的大きなプラスチック製品の製造に適している。 射出成形 (RIM)は、大型プラスチック製品や少量生産に使用されます)、例えば、密閉容器、ドラムなどの容器、またCDやDVDも特殊な射出成形機を使用して製造できます。
1. プラスチック射出成形の原理
プラスチック射出成形は、射出成形とも呼ばれ、射出と成形を兼ねた成形方法です。
一定の温度でプラスチック材料をスクリュー攪拌により完全に溶融させ、金型キャビティに高圧で射出し、冷却により硬化させて成形品を得る。
この方法は、複雑な形状の部品の大量生産に適しており、重要な製造工程方法のひとつである。

2. 射出成形の利点
a.成形材料の溶融可塑化および流動造形は、それぞれバレルおよび金型キャビティで行われるため、金型は常に溶融物を速やかに凝縮または架橋硬化させた状態にすることができ、成形サイクルの短縮に寄与する。
b. 溶融物は金型がロックされた後にのみ金型に注入され、流動性の良い溶融物は金型キャビティへの摩耗が少ないため、一組の金型で大量の射出成形製品を生産できます。
c. 特に成形部品が自動的に取り外せる場合、一人のオペレーターがしばしば二台以上の射出成形機を管理でき、さらに多くの機械を管理できるため、必要な労働力は比較的少ないです。
d. 金型閉鎖、材料添加、可塑化、射出、金型開放、脱型などの射出成形工程全体は、射出成形の作用によって完了し、射出工程を完全に自動化し、プログラム制御を実現することを容易にします。
e.成形時の圧力が高いため、複雑な形状、明確な表面模様やマーキング、高い寸法精度を持つプラスチック部品を成形することができる。
f.複数の材料を共射出成形することができ、硬い表皮や発泡心を持つ材料を効率的に成形することができ、熱硬化性プラスチックや繊維強化プラスチックを成形することができる。
g.成形は精密金型と精密油圧システムで行うことができ、マイコン制御の使用により、高精度の製品を得ることができ、体積公差は1μmに達することができる。
h.生産効率が高い。一組の金型に数十から数百のキャビティを含めることができるので、一回の成形で数十から数百のプラスチック部品を成形することができる。
i. 成形部品は少量のトリミングだけで使用でき、成形工程中に発生するスクラップは再利用できるため、射出成形では原材料の無駄がほとんどありません。
3. 射出成形の欠点
a. 射出成形の主要装置は金型ですが、金型の設計、製造、試作金型のサイクルは長いです。通常、射出金型を作成する前にカスタムプラスチックプロトタイプで機能を検証し、後々の大きな変更による時間と費用の無駄を避ける必要があります。
b.冷却条件の制約から、肉厚でばらつきの大きいプラスチック部品の成形は難しい。
c. 射出成形機と射出金型の両方の生産コストが高いため、初期投資が大きく、少量生産のプラスチック部品には適していません。
d.成形品の品質は多くの要因によって制限されるため、高い技術的要求を使いこなすのはより難しい。

iv>
カレンダー
この製造方法は、私たちが通常麺棒でお菓子を伸ばす方法と似ており、樹脂を熱したロールの間に挟み、何本ものロールで所定の厚さに伸ばして目的の形状にする。
フィルムやシートなど、幅の広い平らな製品の製造に適している。
1. カレンダーの原理
カレンダー加工では、材料はローラー間で生じる剪断力によって数回絞られ、剪断される。
プラスチックに対するローラーの押し出しと剪断作用は、材料のマクロ構造と分子形態を変化させ、温度の協力によってプラスチックを可塑化し、延伸させる。
ローラーの結果、材料の層は薄くなり、延長は層の幅と長さを増加させる。
2. カレンダー加工の利点
a.処理能力が大きく、生産速度が速く、製品品質が良く、連続生産が可能です。φ700×1800mmの4本ローラーカレンダーの年間処理能力は、5000トンからl0000トンに達することができます。
b.カレンダー製品の厚さは均一で、厚さの公差は10%以内に制御でき、表面は滑らかである。ジニングや印刷に合わせれば、様々なパターンの製品を直接得ることもできる。
c.カレンダー製造の自動化度は高く、高度なカレンダー連結は1、2人で操作できる。
3.カレンダー加工の欠点
a.装置が大きく、投資額が大きく、メンテナンスが複雑。
b.製品の幅は、カレンダーロールの長さなどによって制限される。
c.生産ラインが長く、工程が多い。そのため、連続シートの生産速度は押出成形技術に劣る。
d.設備の専門性が高く、製品の調整が難しい。
中空ブロー成形
これは一種の押し出されたまだ柔らかい管によって型が中間に挟まれ、上の空気は膨脹させられ、そして型に従って形成される。各種ボトル、スプレーボトルなどの製造に適しています。
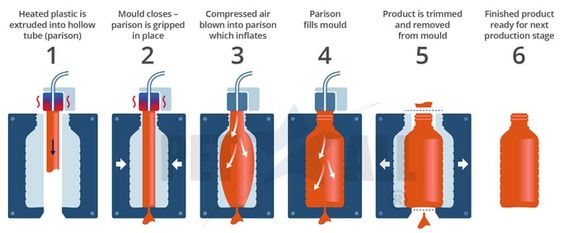
1.中空ブロー成形の原理
溶融状態の原料を押出しまたは射出してプラスチック管状のブランクを形成し、これを特定の形状の金型に入れ、一定量の圧縮空気を吹き込んで金型内のブランクを膨らませる。
金型に空気が吹き込まれた後、金型が膨張し、金型が金型に密着し、製品の初期成形が完了する。
このプロセスは、専門用語で言えば、ポリマーをガラス転移温度付近で急速に変形させ、その状態を継続させる。
次の工程は冷却で、成形品を金型から取り出す。冷却とは、成形後短時間でガラス転移温度や結晶化温度以下に冷却すること、あるいは成形品を凍結させることである。
2. 中空ブロー成形の利点
a.真空成形の利点は、金型一式を必要とせず、凸金型または凹金型が一つあればよく、金型構造が簡単で、製造コストが低いことである。
b.プラスチック部品の構造は明瞭で明確かつ詳細であり、大型、薄肉、浅いプラスチック部品に成形でき、プラスチック部品の成形過程も観察できる。
3. 中空ブロー成形の欠点
a.プラスチック部品の肉厚が不均一になりやすく、特に金型上の凸部と凹部は、プラスチック部品の対応する部分の肉厚が最も薄い。
b.鋭角のプラスチック部品の構造の角は、プラスチック部品の成形にしわが現れやすい。
c.ストレッチとクーリングストライプはしばしばパーツの側面に現れる;
d.真空成形で発生する差圧は非常に小さく(通常0.07~0.09MPa)、肉厚でキャビティの深い部品は成形できない。

>
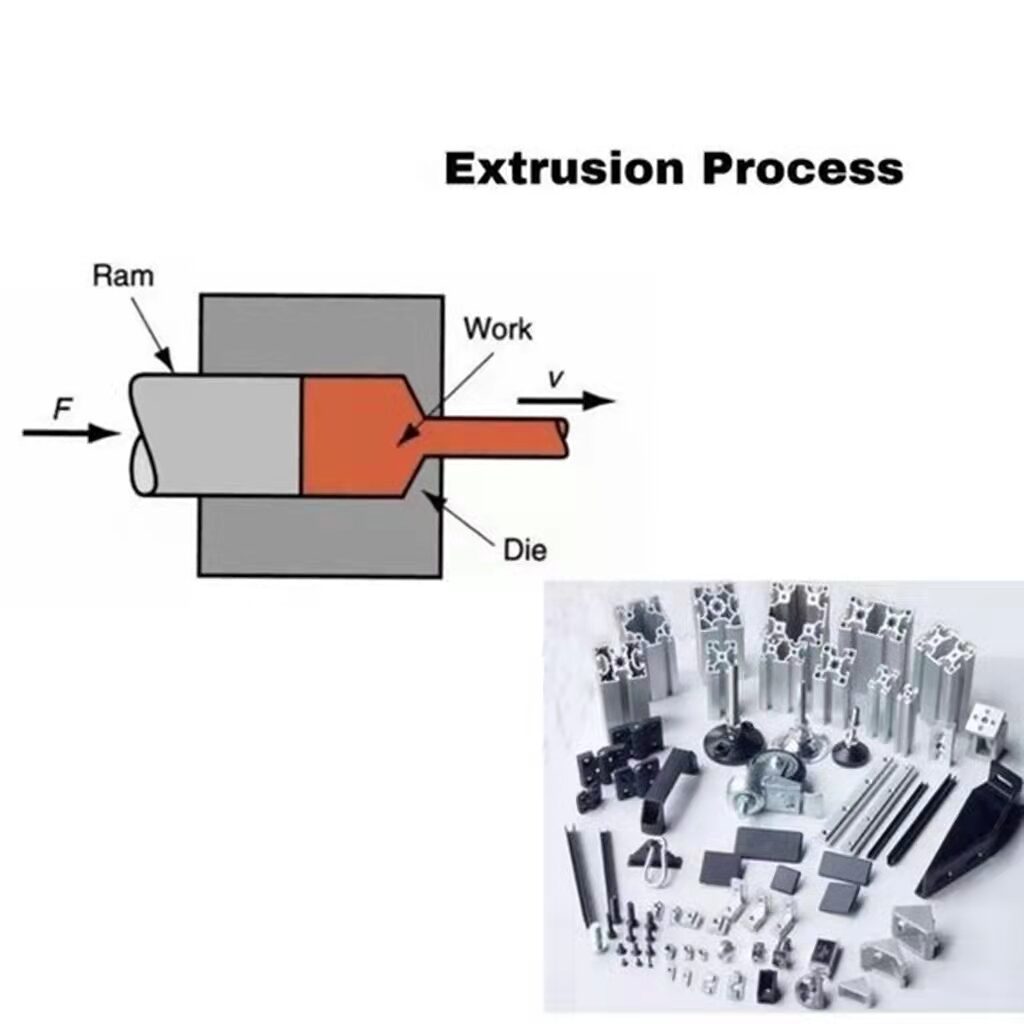
押出成形
この方法では、樹脂を肉挽き機のような製造装置に投入し、回転スクリューで樹脂を前方に搬送しながら加熱する。
樹脂をノズルから送り出し、溶融し、成形と同時に押し出す。パイプなどの製品製造に適している。
1.押出成形の原理
押出成形は、プラスチック加工における押し出し成形とも呼ばれる。ゴム以外の押出機による加工では、ダイ自体に油圧プレスの圧力をかけて押し出します。
スクリューに押されて前進しながら、押出機のバレルとスクリューの間の作用で材料を熱可塑化し、連続的にヘッドを通過させて、様々な断面の製品や半製品を作る加工方法である。

2. 押出成形の利点
ポリマーの他の成形方法と比較して、押出成形には多くの優れた利点がある。
a.連続生産 あらゆる長さのチューブ、シート、ロッド、プロファイル、フィルム、ケーブル、モノフィラメントを必要に応じて生産することができる。
b.高い生産効率 押出機の単機生産量は高く、例えば直径65mmの押出ユニットでPVCフィルムを生産する場合、年間生産量は450t以上になる。
c.幅広い用途 この加工法は、ゴム、プラスチック、繊維、特にプラスチック製品の加工に広く使われており、ほとんどの熱可塑性プラスチックと一部の熱硬化性プラスチックはこの方法で加工できる。
d.多用途 1台の押出機で多くの種類の材料や製品を加工できる。材料の特性や製品の形状・大きさに応じてスクリューやヘッドを交換することで、さまざまな製品を製造することができる。
e. 設備がシンプルで投資が少ない 射出成形やカレンダー加工と比較して、押出成形設備はシンプルで製造が容易、設備コストが低く、設置と調整がより便利です。設備の占有面積が小さく、工場と付帯設備の要件が比較的単純です。
3. 押出成形の欠点
a.押し出し工程で発生する緻密さが悪い。
b.機器のシースとコアの組み合わせが悪い。
真空成形
真空成形とは、カレンダー成形や押し出し成形であらかじめ作られたシートや板を加熱して軟化させ、金型内の空気を吸収させ、大気圧下で金型に押し付ける方法である。
弁当箱やトレーなど、比較的薄い容器を作るのに使われる。
1. 真空ブリスター成形の原理
真空成形の原理は、適当な加熱装置で加熱軟化させた熱可塑性樹脂シートを、真空吸引用の小孔を多数開けた模型に貼り付け、その外側を周囲の空気から遮断し、真空引き孔から金型キャビティ内の空気を急速に抜く。

2. 真空吸引成形の利点
a.設備投資が少ない
b.型が作りやすい(石膏型、銅型、アルミ型)
c.高い生産効率。
d.製品仕様の強い適応性。真空成形法により、特大、特小、特厚、特薄など様々な製品の製造が可能です。
e.日用品、玩具、文具、医薬品、金物、電化製品、食品など幅広い品揃え。
3. 真空ブリスター成形の欠点
a.真空ブリスター成形では、単純な構造のハーフシェルタイプの製品しか製造できません。
b.製品の肉厚はより均一であるべきで、異なる肉厚のプラスチック製品を作ることはできない。
c.真空吸引成形品の深さはある程度制限され、一般的に、容器の深さと直径の比は超えない。
d.部品の成形精度が悪く、相対誤差は一般的に1%以上である。
e.真空吸引成形では、異なる部品間で形状や大きさを揃えることが難しいだけでなく、同じ部品の各部分の肉厚を均一にすることも難しい。
f.真空吸引成形の過程で、金型の細部が製品に完全に反映されないことがある。

block-heading”>回転成形
回転成形は、回転成形、回転成形、ロータリー成形などとも呼ばれ、熱可塑性プラスチックの中空成形法である。
この方法は、まずプラスチック材料を金型に入れ、次に金型を垂直2軸に沿って連続的に回転させ、加熱させる。金型内のプラスチック材料は、重力と熱の作用で徐々に均一に被覆・溶融して金型キャビティ全面に付着し、所望の形状を形成した後、冷却して製品を成形する。
1. 回転成形の原理
金型に樹脂を入れ、金型を閉じ、金型を加熱すると同時に、直角に交差する2本のシャフトを使って金型を3次元的に回転/転動させ、途切れることなく回転させる。
樹脂は自重により金型内キャビティ内に均一に広がり、樹脂が完全に溶融して金型キャビティ内壁に均一に付着するまで徐々に溶融した後、加熱を停止して冷却工程に移行し、冷却固化して脱型し、所望のシームレス中空製品を得る。

回転成形の
a.ロートモールド金型のコストは低い。同じサイズの製品であれば、ロートモールド金型のコストはブロー成形のコストの1/3から1/4程度です。 射出成形大型プラスチック製品の成形に適している。
b.多品種・小ロットのプラスチック製品の生産に適している。
回転成形機は、良好な機動性を持っている、回転成形機は、大きな金型をインストールすることができますが、また、小さなチェスセットの数を配置することができます。
異なるサイズの部品を成形できるだけでなく、異なるサイズや形状の製品を同時に成形することもできる。ロトモールド製品の原材料が同じで、製品の厚さが同じであれば、同時にロトモールドすることができ、金型は外力を受けないので、金型は簡単で、安価で製造しやすい。
c.この金型は、内部に中子を作る必要がないため、比較的安価である。
d.回転成形は製品の色を変えるのがとても簡単で、毎回材料を直接金型に入れ、材料を全部製品に入れ、製品を金型から取り出した後、次の成形に必要な材料を入れる。
そのため、製品の色を変更する必要がある場合、原材料を一滴も無駄にせず、機械や金型の洗浄に時間を費やす必要もない。
e.あらゆる種類の複雑な中空部品の成形に適しており、ロトモールドプロセスは、材料を支えるフレームの強度、金型とフレーム自体の重量を必要とし、金型の力を閉じるために材料の漏れを防ぐだけです。
そのため、大型で非常に大きなプラスチック部品であっても、非常に嵩張る設備や金型を使用する必要がなく、加工や成形が容易です。 金型製造 は非常に便利で、製造サイクルが短く、比較的低コストである。
f.ロート成形は原材料を節約できる。ロート成形品の肉厚は比較的均一で、面取り部の肉厚がやや厚いため、材料の有効性を十分に発揮でき、原材料の節約につながる。
g.ロート成形品の形状は非常に複雑で、厚さは5mm以上になることもある。

3. ロトモールドの欠点
a.原材料費が比較的高い。ほとんどのプラスチック原料は粒状であるため、回転成形に使用する前に粉砕しなければならない。
粉砕工程は原材料のコストを大幅に上昇させ、粉砕の質はロート成形工程で最も重要な要素のひとつである。
b.ロート成形に適した原料は限られている。長年の開発の後にもかかわらず、回転成形に適したプラスチック原料の種類はまだ限られており、ポリエチレンは回転成形に使用される材料の90%以上を占めている。
c.生産効率が低く、エネルギー消費量が多い。各製品を成形し、樹脂粉末を樹脂の溶融温度まで加熱した後、室温まで冷却する必要があるため、生産サイクル全体が長く、通常は数分かかります。
d.生産労働強度が高い。ロートモールドの工程では、通常、ローディングとデモールドの工程が手作業を必要とするため、労働集約度が高い。これは特に複雑な製品に当てはまる。
e.ソリッド製品、ソリッドパーツの成形は難しい。回転成形は、通常、中空またはシェル製品のみを製造することができ、唯一の発泡体を介して、製品全体を固体にすることができます。回転成形はまた、製品の強度を高めるために使用される固体タブや補強構造を成形することは困難である。
f.寸法精度が悪い。ロトモールド製品の寸法は、原料品種の影響だけでなく、冷却速度、離型剤などの影響もあるため、寸法精度のコントロールが難しい。
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







