 コンテンツへスキップ
コンテンツへスキップ 

ステレオリソグラフィー(SLA)3Dプリンティング完全ガイド
SLA 3Dプリンティングとは?
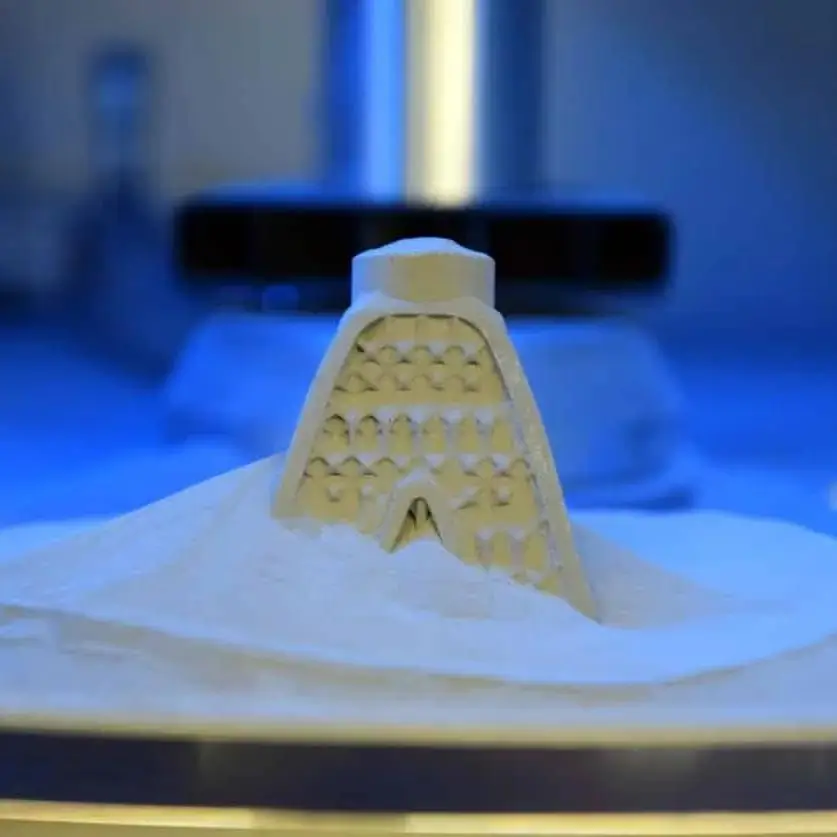
一般にSLAとして知られるステレオリソグラフィーは、バット光重合法に属する強力な積層造形プロセスである。1980年代にチャック・ハルによって発明され、初めて商業化された3Dプリンティング技術であり、業界全体の基礎を築いた。SLAの核となる原理は、集光された紫外線(UV)ビーム(通常はレーザー)を使用して、液状のフォトポリマー樹脂を層ごとに選択的に硬化・固化させ、デジタルデザインから3次元物体を造形することである。
SLAは光化学プロセスである。SLAは、液状の紫外線感光性ポリマー樹脂の桶から始まる。ガルバノメーターと呼ばれるミラーのシステムによって正確に誘導されたUVレーザーが、3Dモデルの単一レイヤーの断面形状をこの樹脂の表面にトレースする。集光されたUVエネルギーが化学反応(重合)を引き起こし、液体の樹脂を瞬時に固体のプラスチックに変える。1つの層が完成すると、造形プラットフォームが微小量移動し、オブジェクト全体が形成されるまでプロセスが繰り返される。この方法によって、SLAは、他の多くの技術ではかなわないレベルの細部と表面品質を持つ部品を製造することができるのである。
なぜSLAは現代製造業の礎石なのか?
SLAが重要なのは、それが忠実度の高いプロトタイプや部品の業界標準となっているからである。数十ミクロンという小さな形状を、驚くほど滑らかな、ほとんど射出成型のような表面仕上げで製造できるSLAの能力は、美観と微細なディテールが最優先される用途に不可欠です。
医療機器から家電製品に至るまで、SLAは技術革新のための重要なツールとなっている。SLAは、迅速な反復を可能にすることで、製品開発サイクルを加速します。設計者は、数週間から数ヶ月ではなく、数時間から数日で物理的な部品を手にすることができます。この迅速なフィードバック・ループにより、より優れた、より洗練された製品をより早く市場に送り出すことができる。生体適合性、キャスタブル、高温オプションなど、その素材の多様性は、歯科、宝飾品、特殊工学などの分野で新たな可能性を開き、歴史的な技術としてだけでなく、不可欠な技術としての地位を確固たるものにしている。
- ビジュアル・プロトタイプ: これにより、デザイナーやエンジニアは、最終製品の外観を正確に表現するリアルな「ルック&フィール」モデルを作成することができます。
- フォームとフィットテスト: SLAの高い精度は、高価な工具を使用する前に、アセンブリのクリアランスや機械的インターフェースの検証に使用できることを保証します。
- 複雑な幾何学: SLAは、複雑な内部チャネル、複雑な有機的形状、CNC機械加工のような従来の減法的手法では不可能な繊細な特徴を作り出すことができる。
SLA3Dプリントのステップバイステップとは?
SLAのプロセスを理解することは、その能力を理解する鍵である。デジタルファイルから物理的なオブジェクトになるまでの道のりは、綿密で高度に制御された一連のイベントです。
ステップ1:3Dモデルの準備とスライス:
このプロセスは、一般的にコンピュータ支援設計(CAD)ソフトウェアで作成された3Dデジタルモデルから始まります。ファイル形式とスライス:
- モデルをエクスポートする: CADモデルは3Dプリント可能なファイル形式でエクスポートされ、最も一般的なのはSTL(Standard Tessellation Language)またはOBJです。このフォーマットは、3Dモデルのサーフェスを三角形のメッシュとして表現します。
- スライスソフト: STLファイルは次に、専用の「スライシング」ソフトウェアにインポートされる。このソフトウェアは、モデルを数百から数千の薄い水平レイヤーにデジタル「スライス」します。
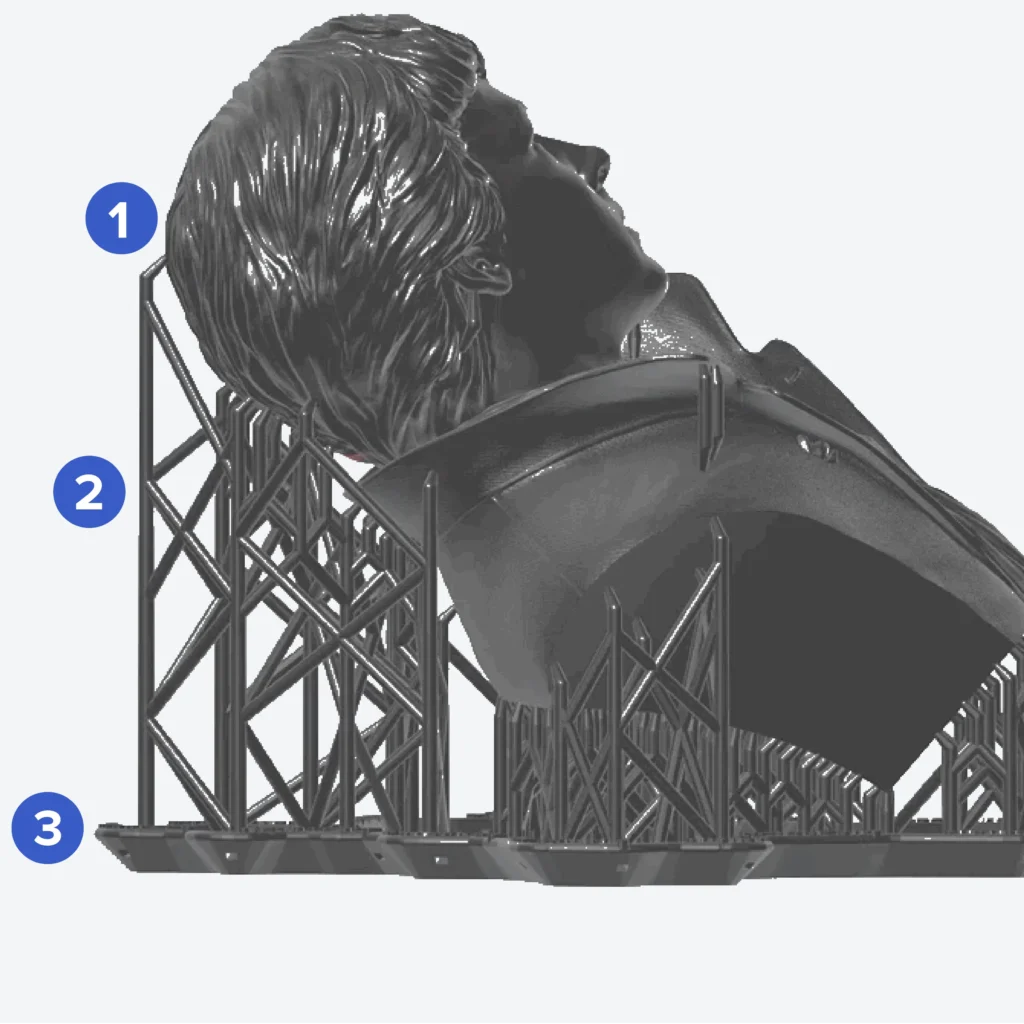
- オリエンテーションとサポート: この段階では、オペレーターまたはデザイナーが、印刷時間、表面品質、および強度を最適化するために、仮想造形ボリューム内でパーツの向きを調整します。次にソフトウェアは、パーツを造形プラットフォームに固定し、オーバーハングやアイランドがプリント中に垂れ下がったり剥がれたりしないようにサポートする、薄い格子のような支柱など、必要なサポート構造を自動的に生成します。

ステップ2:機械のセットアップと材料の準備:
印刷を開始する前に、SLAマシンを準備する必要があります。印刷前のチェックリスト:
- 樹脂バット 樹脂タンク(バット)には、選択した液状のフォトポリマー樹脂が充填される。前のプリントでできた気泡や硬化した粒子がないことを確認することが重要です。
- プラットフォームを構築する: ビルドプラットフォームは確実に設置され、樹脂の表面に対して完全に水平で正しい開始高さになるように精密に校正されています。
- ファイルのアップロード スライスされたファイルには、レイヤーごとの命令(Gコード)が含まれるようになり、3Dプリンターに送られる。
ステップ3:層ごとの硬化サイクル:
これがSLA印刷プロセスの核心であり、物体の各層で繰り返される。印刷ループ:
- 初期層の接着: ビルドプラットフォームは樹脂バット内に下降し、プラットフォームとバットの底部との間にレイヤーの高さ(通常25~100ミクロン)に等しい空間を残す。
- レーザー硬化: 高精度のUVレーザーが作動する。コンピューター制御のガルバノメーターによって指示され、第1層の断面を素早くスキャンし、触れた樹脂を固化させる。
- プラットフォームの動き: 層が完全に硬化すると、ビルドプラットフォームが上方に移動し(ほとんどの最新の「倒立型」SLAシステムでは)、新しく形成された固体層をバットの底から剥がす。
- 樹脂の再コーティング: リコーターブレードまたは機構がバット全体を掃除し、新鮮で滑らかな一貫した液体樹脂の層が次のパスに対応できるようにします。
- 繰り返しだ: 造形プラットフォームが再び下がり、レーザーが次の層を硬化させ、下の層と融合させる。このサイクルは部品が完成するまで続く。
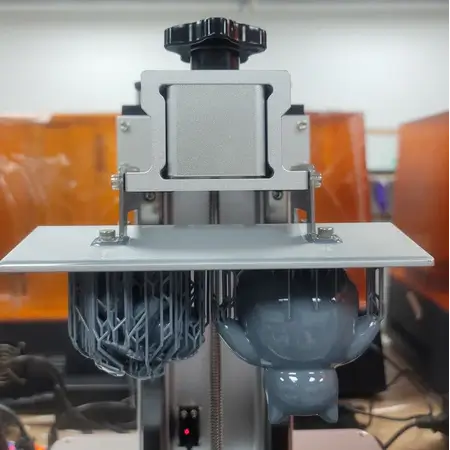
ステップ4:部品の取り外しと初期クリーニング:
最終レイヤーがプリントされると、ビルドプラットフォームが樹脂槽から上昇し、「グリーン」パーツと呼ばれる完成パーツが現れる。まだ未硬化の液体樹脂でコーティングされており、最終的な機械的特性には達していない。オペレーターは、パーツとその支持構造をビルドプラットフォームから慎重に取り外し、必要不可欠な後処理ワークフローに備えます。
SLA印刷で使用される材料とは?
SLAの多用途性は、その幅広いフォトポリマー樹脂によって大きく定義される。これらは熱硬化性ポリマーで、一度硬化すると溶かして液状に戻すことはできません。それぞれの樹脂は、機械的、熱的、視覚的な特性を実現するために、特定の添加剤が配合されています。
1.フォトポリマー樹脂を理解する
SLA樹脂は複雑な化学混合物である。主成分は以下の通り:
- モノマーとオリゴマー: プラスチックの基本的な構成要素。
- 光重合開始剤: 紫外線を吸収して重合反応を開始させる分子。
- 添加物: 充填剤、顔料、その他の化学物質で、最終材料の特性(靭性、柔軟性、色、耐熱性など)を変更するもの。
2.一般的なSLA樹脂の種類と用途
標準的な樹脂:
- プロパティ これらはSLAの汎用主力製品である。解像度が非常に高く、表面仕上げが非常に滑らかで、微細なディテールを捉えるのに優れている。しかし、比較的もろく、衝撃強度や耐熱性が低い傾向があります。
- アプリケーション ビジュアル・プロトタイプ、コンセプト・モデル、アート、フィギュア、機械的性能よりも美しさを重視する部品に最適。
エンジニアリングレジン(丈夫で耐久性がある):
- プロパティ ABSやPPのような一般的なエンジニアリング熱可塑性プラスチックをシミュレートして配合。これらの樹脂は、強度、剛性、耐衝撃性のバランスに優れています。「タフ "樹脂は応力やひずみに耐えるように設計されており、"デュラブル "樹脂は高い耐摩耗性と柔軟性を備えている。
- アプリケーション 機能的なプロトタイプ、治具や固定具、スナップフィットエンクロージャー、堅牢な機械的性能を必要とする最終用途部品。
柔軟・弾性樹脂:
- プロパティ これらの素材はゴムやシリコーンの特性を模倣したもので、ショア硬度(50A、80Aなど)で測定される柔軟性と弾性の程度はさまざま。繰り返し曲げたり、伸ばしたり、圧縮したりすることができる。
- アプリケーション ガスケット、シール、ソフトタッチグリップ、ウェアラブル、手術シミュレーション用解剖学モデル、エラストマー製品のプロトタイピング。
キャスタブル樹脂:
- プロパティ この特殊な樹脂は、ワックスの含有量が高く設計されている。重要な特性は、インベストメント鋳造工程できれいに「燃え尽きる」ことである。これにより、インベストメント鋳型に完璧な空洞ができる。
- アプリケーション 宝飾業界(指輪やペンダントのマスターパターン作成)や歯科業界(クラウンやブリッジのパターン作成)に欠かせない素材。
高温樹脂:
- プロパティ これらの樹脂は高い熱変形温度(HDT)を示すように設計されており、これは特定の荷重下で材料が変形し始める温度である。後硬化後、200℃(392°F)をはるかに超える温度に耐えることができる。
- アプリケーション プロトタイピング用射出成形金型(小ロット用)、熱風・流体試験治具、耐熱部品、照明・電子機器用マウント。
生体適合性と医療用樹脂:
- プロパティ 医療および歯科用途に開発されたこれらの樹脂は、皮膚や粘膜に接触する生体適合性(ISO 10993など)が認証されています。オートクレーブなどの滅菌方法にも耐性があります。
- アプリケーション カスタム手術ガイド、補聴器、歯科用模型、スプリント、その他患者固有の医療機器。製造および後処理プロトコルの厳格な遵守が求められます。
セラミック充填樹脂:
- プロパティ これらは、ポリマー樹脂にセラミック粒子を充填した複合材料である。その結果、非常に剛性が高く、熱的に安定し、滑らかでマットな仕上げの部品ができる。しかし、他のエンジニアリング樹脂よりも脆い。
- アプリケーション 風洞模型や特殊な治具など、脆さが懸念されない極めて高い剛性と熱安定性を必要とする部品。

SLA 3Dプリンティングの主な利点とは?
SLAの根強い人気は、幅広い用途に最適な選択となる独自の利点によるものだ。
1.比類のない精度とファインディテール:
SLAの基本的な利点はその解像度にある。SLAプリンターで使用されるレーザースポット径は非常に小さく(多くの場合直径80~140ミクロン)、驚くほど微細な形状やシャープなエッジを描くことができる。この精度は、他のほとんどの印刷技術(特にFDM)とは比べものにならず、SLAは複雑なディテールを持つパーツのゴールドスタンダードとなっています。
2.卓越した表面仕上げ:
SLAは液体を硬化させてパーツを作るため、出来上がる表面は非常に滑らかで多孔質ではない。層の遷移は肉眼では見えないことが多く、最終的な部品は射出成形で作られたものと同様の外観になります。このため、高品質の仕上げを実現するための大規模な後処理が不要となり、時間と労力が節約される。
3.特殊用途のための素材の多様性:
材料のセクションで詳述したように、利用可能なSLA樹脂の幅の広さは大きな利点である。強靭性、柔軟性、鋳造性、耐熱性、生体適合性などの素材から選択できるため、SLAはプロトタイピングだけでなく、多様な産業にわたる膨大な数の機能的な最終用途に使用できる。
4.水密部品と等方性部品:
SLAにおける層間の化学結合プロセスは、プリンターからすぐに、完全に高密度で水密性の高いパーツを作り出します。さらに、この強力な化学結合により、パーツの機械的特性(引張強さなど)が3軸(X、Y、Z)すべてに沿って一貫している、ほぼ等方性のパーツができる。これは、部品が異方性でZ軸(層間)に沿って著しく弱いFDMとは対照的です。この等方性により、SLA部品は機械的用途においてより信頼性が高くなります。
5.製品開発サイクルの加速:
単一で忠実度の高いプロトタイプを作成する場合、SLAは驚くほど速い。複雑なデジタル設計を一晩で具体的な物体に変えることができる。このスピードにより、設計チームは、部品の印刷、テスト、設計変更、次のバージョンの印刷という連続的なループで、迅速な反復を行うことができます。これにより、開発スケジュールが大幅に短縮され、コストのかかる金型エラーのリスクが軽減され、最終的にはより良い製品につながります。

SLA印刷の限界や課題は?
SLAは強力ではあるが、課題がないわけではない。導入を成功させるには、その限界を現実的に理解することが重要である。
1.材料費と操業コストの上昇:
フォトポリマー樹脂は、FDM印刷で使用される熱可塑性フィラメントよりもかなり高価である。キログラムあたりのコストは3倍から10倍にもなる。さらに、機械自体もより複雑で、樹脂タンクや造形プラットフォームなどの消耗品には寿命があり、定期的な交換が必要なため、全体的な運用コストがかさみます。
2.強制的で面倒な後処理:
SLAの部品は、プリンターから取り出してすぐに使えるわけではない。時間がかかり、面倒な多段階の後処理ワークフローが必要です。これには以下が含まれる:
- 洗濯: グリーン」部品は、溶剤、通常はイソプロピルアルコール(IPA)で徹底的に洗浄し、表面に残留する未硬化樹脂をすべて除去しなければならない。
- 養生: 洗浄された部品は、最終的に最適な機械的特性を得るために、専用の硬化ステーションでUV光と多くの場合熱にさらされなければならない。このワークフローには、専用の設備、換気の良い空間、危険な化学物質の適切な取り扱いが必要です。
3.紫外線感受性と脆さの可能性:
特に標準的なSLA樹脂は、日光(紫外線)に長時間さらされると劣化しやすい。時間の経過とともに、部品はもろくなり、変色し、機械的完全性が失われます。UV耐性コーティングを施すことでこれを軽減することは可能ですが、屋外での長期使用を目的とした部品にとっては重要な考慮事項です。また、標準的な樹脂の多くは、エンジニアリング熱可塑性プラスチックよりも本質的にもろい。
4.一般的に建設量は少ない:
5.サポート体制の必要性と影響:
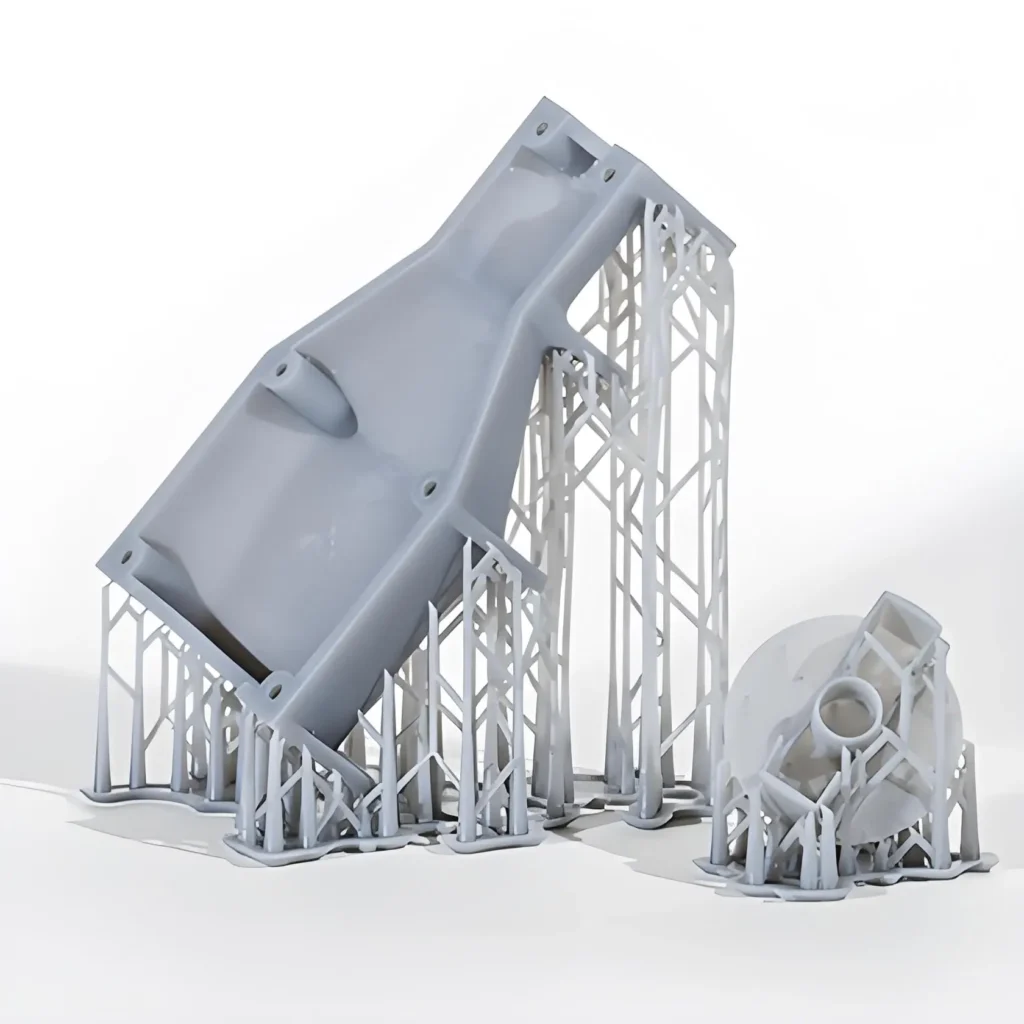
ほぼすべてのSLAプリントには、パーツを造形プラットフォームに固定し、はみ出したフィーチャーを支えるためのサポート構造が必要です。これらのサポートは、パーツそのものと同じ材料で作られており、後処理中に手作業で取り外す必要があります。この除去プロセスでは、表面に小さなコブや跡が残ることがあり、完全に滑らかな仕上げにするためには慎重にサンディングを行う必要があるため、作業時間が長くなります。
SLAと他の3Dプリンティング技術との比較は?
適切な3Dプリンティング技術を選択するかどうかは、コスト、スピード、材料特性、精度など、アプリケーションの要件に完全に依存する。
1.SLAと溶融積層造形(FDM)の比較:
FDMは最も一般的で身近な3Dプリント技術で、溶融した熱可塑性フィラメントを層ごとに押し出してパーツを作る。
解像度、ディテール、表面仕上げ:
- SLAだ: 優れている。滑らかな表面を作り出し、非常に繊細なディテールを捉える。
- FDM: 劣る。レイヤーラインが目立ち、ノズルの直径が大きいため細かいディテールが失われることがある。滑らかな仕上がりにするためには、多くの場合、大規模な後処理が必要となる。
コストとシンプルさ:
- SLAだ: 機械と材料の両方のコストが高くなる。後処理のため、ワークフローが複雑になる。
- FDM: 低コスト。機械も材料も手頃で、後処理も最小限で済むため、工程がシンプルになる。
材料特性と強度:
- SLAだ: 等方性の部品は強度が高いが、標準的な樹脂はもろい。特殊なエンジニアリング樹脂は堅牢な性能を提供します。
- FDM: 耐久性のあるエンジニアリング熱可塑性プラスチック(ABS、PETG、ナイロン、ポリカーボネートなど)を幅広く提供。部品は異方性(層間で弱くなる)があるが、非常に強く耐久性がある。
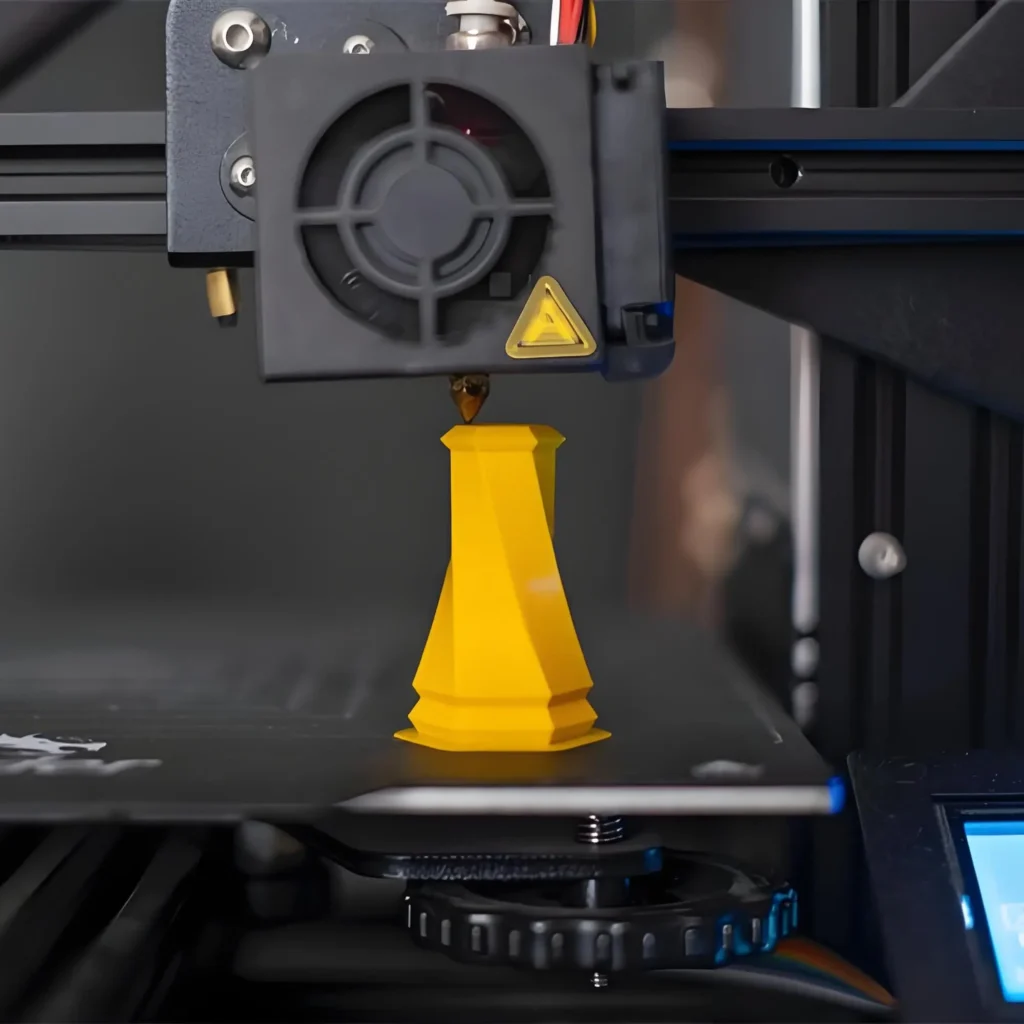
溶融堆積モデリング(FDM)
2.SLAとSLS(選択的レーザー焼結)の比較:
SLSは、高出力レーザーを使用して、粉末状のポリマー(通常はナイロン)粒子を層ごとに融合させる。
ディテールと機能的強さの比較:
- SLAだ: 表面仕上げが重要な、細かいディテールや審美的なプロトタイプに最適。
- SLS: 射出成形部品に匹敵する優れた機械的特性を持ち、強靭で耐久性のある機能的部品の製造に最適。表面仕上げは本質的にシボがある。
支持構造:
- SLAだ: 撤去しなければならない支持構造が必要。
- SLS: サポートフリー。パーツを取り囲む未溶融パウダーが自然な支持体として機能するため、支持体の制約を受けることなく、複雑なインターロッキング形状の作成が可能になります。
コストとアクセシビリティ:
- SLAだ: お求めやすいデスクトップ型と産業用の両方があります。
- SLS: 主に工業技術であり、参入コストが高く、大きな設備が必要とされる。
選択的レーザー焼結(SLS)
3.SLAとデジタル・ライト・プロセッシング(DLP)およびLCD/MSLAの比較:
DLPとLCD(Masked SLAまたはMSLAとも呼ばれる)もバット光重合技術であり、SLAの近縁種である。重要な違いは光源である。
光源と速度:
- SLAだ: レーザーで各層をトレースする。印刷時間は、各レイヤーの複雑さと面積に依存します。
- DLP/LCD: デジタルプロジェクター(DLP)またはUV LEDアレイ付きLCDスクリーン(LCD/MSLA)を使用して、レイヤー全体を一度にフラッシュおよび硬化させます。これにより、特に複数のパーツや大型のソリッドパーツをプリントする場合、プリント時間はパーツの高さ(Z軸)にのみ依存するため、SLAよりも大幅に高速化される。
解像度とボクセル形状:
- SLAだ: レーザーは連続した滑らかな経路を形成する。解像度はレーザーのスポットサイズによって決まります。
- DLP/LCD: 画像はピクセル(3Dではボクセルと呼ばれる)で構成される。このため、曲面では「ピクセル化」または「エイリアス化」効果が生じることがあるが、最新のアンチエイリアス技術ではこれを大幅に軽減できる。解像度は、プロジェクターやLCDスクリーンのピクセルサイズによって定義される。

DLP/LCD
究極のSLA 3Dプリンティングガイド
ステレオリソグラフィー(SLA)3Dプリントの決定版ガイドをご覧ください。ステップ・バイ・ステップのプロセス、材料特性、コスト、設計のヒント、主なアプリケーションをご覧ください。
ステレオリソグラフィー(SLA)3Dプリンティング完全ガイド
SLA印刷で守るべきデザイン・ガイドラインとは?
SLAのための設計(DfAM - Design for Additive Manufacturing)は、印刷を成功させ、部品の品質を最適化し、コストを最小限に抑えるために非常に重要です。
1.最小肉厚:
部品が自立し、印刷がうまくいくようにするためには、壁の厚さは最低限必要です。
- 支持された壁: 一般的には0.4mm以上の厚みを推奨する。
- 支持されていない壁: それ自体で剛性が必要な垂直壁には、少なくとも0.6 mmの厚みがある方が安全です。これより薄い壁は、印刷中に反ったり破損したりする危険性があります。
2.オーバーハングとサポート:
垂直から約45度以上の角度で張り出しているモデルには、支持構造が必要になる可能性が高い。
- 自立のためのデザイン: 可能であれば、緩やかなカーブや面取り(45度以下の角度を使用)を施し、支柱の必要性を最小限に抑える。
- オリエンテーション戦略: スライス・ソフトウェアでパーツの向きを決め、重要な外観表面のサポートを最小限にします。
3.空洞と排水孔:
大型のソリッドモデルを印刷するには、コストと時間がかかる。また、剥離工程での吸引力による印刷不良のリスクも高まります。
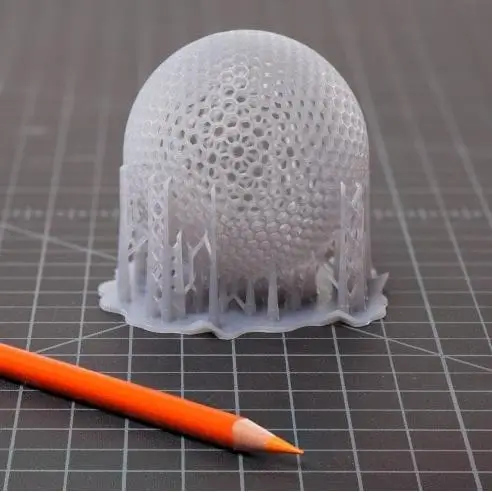
- 空洞化: CADソフトを使ってソリッドモデルをくり抜き、内部空洞を作り、樹脂の量を大幅に節約する。中空シェルは、通常2~3mmの肉厚で十分です。
- 水抜き穴: くり抜いたモデルには、少なくとも2つの水抜き穴を設けることが不可欠です。これらの穴は、印刷中や洗浄中に未硬化の樹脂を内部の空洞から逃がすことができます。穴がないと、樹脂が閉じ込められて圧力がかかり、部品にひびが入ったり破裂したりする恐れがあります。穴は重要でない部分に開けてください。
4.エンボス加工と彫刻:
SLAは細かいディテールに優れているが、物理的な限界がある。
- エンボス・ディテール(浮き彫り): はっきりと見えるように、表面から少なくとも0.2mmはみ出していること。
- ディテールの刻印(埋め込み式): 少なくとも幅0.4mm、深さ0.4mmとし、レーザーが適切に硬化し、液状の樹脂が洗い流せるようにする。
5.公差と組み立て:
SLAは精度が高いが、部品同士を合わせる必要がある場合は、クリアランスが不可欠だ。
- クリアランス スリップフィットやアッセンブリーの場合、嵌合部 品間のクリアランスは最低0.1~0.2mmとする。よりタイトなプレスフィットの場合は、0.05 mmのより小さなクリアランスが適切な場合があります。特定の材料とプリンターでの公差を検証するために、常に小さなテストピースを印刷するのが最善です。
6.カッピング」を避ける:
「カッピング」は、くぼんだ部分がビルドプラットフォームに面して閉じた容積を作り、剥離プロセス中に吸盤のように作用することで発生する。これは印刷不良の原因となります。パーツの向きを変えたり、ベントホールを追加することで、この問題を解決できます。
SLA 3Dプリンティングの一般的な用途とは?
SLAのユニークな利点により、SLAはさまざまな業界で不可欠なツールとなっている。
1.プロトタイピングと製品開発
これがSLAの主な用途であることに変わりはない。エンジニアやデザイナーは、SLAを創作に利用している:
- 忠実度の高いビジュアルモデル: マーケティング、フォーカス・グループ、投資家への売り込みに最適。
- フォームとフィットのプロトタイプ: 量産金型に投資する前に、部品が正しく組み立てられ、人間工学的要件を満たしていることを検証する。
2.エンジニアリングと製造:
プロトタイピングにとどまらず、SLAは工場で直接、次のような用途に使われている:
- カスタム治具と治具: 機械加工や組み立て中に部品を保持するための高精度のカスタムツールを作成し、一貫性とスピードを向上。
- 短納期射出成形金型: 高温樹脂を使用することで、SLAは射出成形部品の小ロット(50~100部品)用の金型を製造することができ、金型費用とパイロット生産のリードタイムを大幅に削減することができる。
3.歯科:
歯科業界は、その精度と生体適合性材料の入手可能性により、SLAによって革命を起こした。
- 外科ガイド: 歯科インプラントを正確に埋入するための患者別ガイド。
- 熱成形用モデル: 患者の歯の正確な模型を作成し、透明なアライナーを熱成形する。
- クラウン、ブリッジ、入れ歯: キャスタブルパターンを作成したり、一時的な修復物を直接印刷することもできる。
4.ジュエリー:
キャスタブル樹脂を使ったSLAは、現代のジュエリー製作の中心となっている。
- インベストメント鋳造パターン: ジュエラーは複雑なデザインをプリントし、それを金や銀のような貴金属を鋳造するための型にする。これにより、比類のない自由なデザインとカスタマイズが可能になる。
5.ヘルスケアと医療機器
- 解剖学的モデル: 外科医は、CTやMRIスキャンからプリントされた非常に詳細な患者固有のモデルを使用して、複雑な手術を計画し、手術室での時間を短縮し、患者の転帰を改善する。
- カスタム・デバイス・ハウジング 精密で滑らかな表面が重要な医療機器用ハウジングの試作と製造。
6.アート、デザイン、エンターテイメント
- 詳細なフィギュリンとミニチュア: ホビイストやキャラクターデザイナーは、SLAを使用して、他の方法では不可能な非常に詳細なモデルを制作している。
- 映画の小道具と特殊効果: 映画業界向けに、細部までこだわった特注の小道具や模型を制作。

SLAの後処理ワークフローとは?
SLAプリントの成功は、戦いの半分に過ぎません。適切な後処理は、望ましい美観と機械的特性を達成するために譲れません。
1.洗濯:
プリンターから取り出したばかりの "グリーン "パーツは、未硬化の液体樹脂の粘着層で覆われている。これは取り除かなければならない。
- プロセス 部品は溶媒(最も一般的なのは90%以上の濃度のイソプロピルアルコール(IPA))に浸漬され、攪拌される。これは容器の中で手動で行うこともできるが、溶剤を循環させる自動洗浄ステーションを使うとより効果的である。
- ゴールだ: 表面と内部の空洞から残留樹脂をすべて取り除くこと。洗浄が不十分だと、部品がべたついたり、硬化が不適切になります。
2.乾燥:
洗浄後、完全に乾いてから硬化させること。
- プロセス 部品はそのまま自然乾燥させるか、圧縮空気で乾燥速度を速める。IPAがすべて蒸発したことを確認することが極めて重要である。これは、閉じ込められた溶剤が硬化中に表面の欠陥やひび割れを引き起こす可能性があるためである。
3.UVポストキュア:
まだ "グリーン "な部分は完全な力にはなっていない。後硬化は、重合プロセスを最終化するために必要なステップである。
- プロセス 清浄で乾燥した部品は硬化ステーションに置かれ、紫外線(特定の波長、通常は405nm)と多くの場合熱の組み合わせにさらされる。照射時間と温度は材料によって異なる。
- ゴールだ: ポリマー鎖を完全に架橋させ、部品の強度、剛性、耐熱性を最大にする。このステップがないと、部品は弱く、粘着性があり、寸法が不安定になる。
4.サポートの取り外し:
これは硬化前でも硬化後でも可能だが、トレードオフがある。
- 硬化前: 部品が柔らかくなるため、フラッシュ・カッターでのサポート除去が容易になる。しかし、この場合、表面に大きな跡が残ることがある。
- 硬化後: 部品はより硬く、よりもろいため、取り外しにはより強い力と、デリケートな部分の破損を避けるための注意が必要となる。破断点は一般にきれいである。ほとんどのプロは、硬化前にサポートの大部分を除去し、硬化後に細かい除去を行う。
5.オプションの仕上げ:
真に完璧な仕上がりを求めるなら、さらなるステップを踏むこともできる。
- サンディング: 支持構造によって残された小さな跡は、サンドペーパーの目の細かさを段階的に変えて湿式で研磨することができる。
- 研磨: 透明樹脂のガラスのような透明仕上げには研磨が必要。
- 下塗りと塗装: SLAのパーツはプライマーや塗装によくなじむので、多色使いの量産品質のモデルを作ることができる。

SLA印刷のコストと所要時間は?
この2つは、SLAを検討するビジネスにとって、最も重要な現実的質問である。その答えは、相互に関連するいくつかの要因によって決まります。
1.SLA印刷コストに影響を与える要因:
材料消費: これは最も直接的なコストである。これは使用する樹脂の総量に基づいて計算され、部品そのものだけでなく、支持構造や、場合によってはラフト(土台となる構造物)に必要な樹脂も含まれます。パーツの中空化は、このコストを削減する最も効果的な方法です。
マシンタイム: このコストは、SLAプリンターの減価償却費と稼働時間に関連している。他のいくつかの技術とは異なり、SLAにおける機械時間は、主に部品の体積や複雑さによって決まるのではなく、高さによって決まる。
労働 SLAは労働集約的なプロセスである。そのために必要な熟練労働者の時間をコストに計上しなければならない:
- 印刷の準備(ファイルのセットアップ、向き)。
- マシンのセットアップと後片付け。
- 後処理ワークフロー全体(洗浄、硬化、支持体除去、仕上げ)。
部品の複雑さ: 高さほどは印刷時間に直接影響しないが、非常に複雑な部品は、より複雑なサポート戦略、より慎重な取り扱い、より集中的な後処理を必要とする可能性があり、それによって人件費が増加する。
2.SLA印刷時間の見積もり:
プライマリドライバー(Z-Height): SLAの印刷時間を決定する最も重要な要因は、Z軸に沿ったパーツの高さです。プリンターは1つのレイヤーごとに同じ一連の動作(レーザー硬化、プラットフォームの移動、再コーティング)を実行する必要があるため、幅や体積に関係なく、背の高いパーツは背の低いパーツよりも常に時間がかかります。
その他の要因 Z-heightが支配的である一方で、他の細かい要素もスピードに影響する:
- レイヤーの高さ: 層高を小さく(例えば25ミクロン)すると、表面仕上がりは良くなるが、層高を大きく(例えば100ミクロン)するのに比べ、層の総数が増え、印刷時間が長くなる。
- 素材: 樹脂によっては、1層あたりの露光時間を若干長くする必要があり、全体的な速度にわずかに影響する場合がある。

なぜSLA 3Dプリンティングサービスで当社を選ぶべきか?
複雑なSLAを使いこなすには、単なるプリンターだけでなく、専門知識、精度、品質へのこだわりが必要です。当社がSLA 3Dプリンティングのニーズにとって理想的なパートナーである理由はここにあります。
当社では、綿密な校正とメンテナンスが施された最先端の工業用SLAマシンを使用しています。当社の印刷環境は、樹脂の安定性とプロセスの再現性を確保するため、空調管理されています。これにより、当社が製造するすべての部品が、寸法精度と表面仕上げの最高基準を満たしていることが保証されます。
当社の専門家チームは、標準的なエンジニアリング樹脂から高度なエンジニアリング樹脂まで、膨大なライブラリーを駆使して、お客様の特定の用途に最適な材料を選択します。各樹脂の特性の微妙な違いを理解し、外観上の試作品であれ、機能的な最終用途の部品であれ、お客様の部品が意図したとおりに機能するよう、コンサルティング的なアプローチを提供します。
私たちのプロセスは、効率性を重視して設計されています。即座のオンライン見積もりプラットフォームから最適化された後処理ワークフローまで、品質を損なうことなくリードタイムを最小限に抑えます。私たちは、現代の製品開発におけるスピードの重要性を理解し、お客様の部品を常に納期通りにお届けすることをお約束します。
私たちは単なる印刷サービスではありません。フルサービスの製造パートナーです。当社のチームは、お客様のパーツをSLAプロセスに最適化するためのDesign for Additive Manufacturing (DfAM)フィードバックを提供し、サンディング、塗装、組み立てなどの包括的な仕上げサービスにより、すぐに使用できるパーツをお届けします。
私たちはお客様をパートナーとして考えています。私たちの目標は、お客様の設計・エンジニアリングチームのシームレスな延長となることです。明確なコミュニケーション、透明性の高い価格設定、そしてお客様の最も複雑な課題を解決し、最も革新的なアイデアを実現するための献身的なサポートを誇りとしています。
SLA 3Dプリンティングについてよくある質問
SLAパーツの強度は、使用する樹脂に完全に依存します。標準的な樹脂はもろい傾向があり、非機能モデルに最適です。しかし、エンジニアリング樹脂(タフ、デュラブル、ABSライクなど)は、優れた機械的性能のために配合されており、多くの機能的用途、治具、固定具に適した高い引張強度と耐衝撃性を提供します。
一般的には、そうではありません。標準的なSLA樹脂は、液体や未硬化の状態では有毒であり、食品との接触は認められていません。ウェアラブルや医療用ガイドなど、皮膚への接触が必要な用途の場合は、特定の生体適合性または医療グレードの樹脂を使用し、安全性を確保するために印刷と後処理のための厳格で有効なワークフローに従う必要があります。
SLAは本質的に単色プロセスである。パーツの色は、バット内の液体樹脂の色によって決まる。着色済みの樹脂(白、灰色、黒、透明など)もありますが、選択肢は限られています。多色パーツの場合、標準的なプロのやり方は、パーツを中間色(グレーなど)で印刷し、後処理で下塗りや塗装をして希望の外観に仕上げることです。
SLAは、利用可能な3Dプリント技術の中で最も高精度な技術の1つです。産業用SLAマシンの一般的な寸法精度は、公称寸法の±0.1%以内で、最小公差は±0.1~±0.2mm程度です。この高い精度は、形状および適合試験や、厳しい組み立て要件を持つ部品に理想的です。
「樹脂印刷」は、バット光重合と呼ばれる一連の技術の総称である。SLA、DLP(デジタル・ライト・プロセッシング)、LCD/MSLAはすべて樹脂印刷の一種です。重要な違いは光源である:
- エスエルエー は、レイヤーを描画するために単一のレーザーポイントを使用します。
- DLP は、デジタル・プロジェクターを使ってフラッシュを照射し、全層を一度に硬化させる。
- LCD/MSLA は、マスクとして機能するLCDスクリーンを通してUV LEDアレイを照射し、レイヤー全体を一度に硬化させる。いずれも液状樹脂を使用するが、硬化方法が速度と解像度の特性に影響する。SLAは、その精度と滑らかな仕上がりで知られるオリジナル技術である。

How Do You Calculate Total Cost of Ownership (TCO) for MUD Systems?
Key Takeaways – MUD (Master Unit Die) systems typically reduce initial tooling capital expenditure (CapEx) by 40–60% compared to standard mold bases. – TCO calculations must account for operational savings,

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds reduce upfront tooling costs but introduce significant risks regarding flow balance and inconsistent process windows for disparate parts. – Master Unit Die (MUD) systems offer

How Do You Troubleshoot Common Defects in MUD Insert Molding?
Key Takeaways – Master Unit Die (MUD) defects often stem from the interface between the interchangeable insert and the structural frame. – Flash issues are frequently caused by debris behind
最適化ソリューションの提供 無料
- 設計フィードバックと最適化ソリューションの提供
- 構造の最適化と金型コストの削減
- エンジニアと1対1で直接話す

