 Vai al contenuto
Vai al contenuto 
Stampaggio a iniezione di PPA personalizzato
Il PPA è un termoplastico semicristallino e lo stampaggio a iniezione è un metodo comune per la produzione di parti in PPA.

Risorse per La guida completa allo stampaggio a iniezione di PPA
Che cos'è il PPA?

Il PPA è un materiale a base di nylon ad alte prestazioni che ha molte qualità. Ha un'ottima resistenza chimica, bassa deformazione, eccellente resistenza al calore, resistenza al creep, proprietà barriera, forza e rigidità alle alte temperature e resistenza alla fatica. Ha anche sensibilità all'umidità, buona stabilità dimensionale e proprietà fisiche. Il PPA è semicristallino, assorbe l'umidità ed è opaco, il che lo rende adatto allo stampaggio a iniezione di materie plastiche. La maggior parte dei gradi di PPA contiene cariche di vetro o minerali che li rendono più rigidi alle alte temperature. Per questo motivo, il PPA viene spesso utilizzato al posto dei metalli o delle termoplastiche più costose. Anche la temperatura di transizione vetrosa del PPA è importante perché influisce sulle sue prestazioni in diverse applicazioni.
Il PPA è una resina poliammidica aromatica semicristallina. È nota per le sue caratteristiche ad alte prestazioni. Colma il divario tra i tecnopolimeri a basse prestazioni e i materiali ad alto costo, rappresentando un'opzione interessante in un'ampia gamma di applicazioni, soprattutto nell'industria automobilistica ed elettronica.
Quali sono i tipi di materiali per gli HTM?
Il PPA (poliftalamide) è un materiale termoplastico noto per le sue elevate prestazioni, la resistenza al calore e le eccellenti proprietà meccaniche. Esistono diversi tipi di materiali PPA, classificati in base alla loro struttura chimica, alle prestazioni e alle applicazioni. Il PPA può anche essere modificato con vari additivi per migliorare le prestazioni in ambienti specifici o miscelato con altri polimeri per ottenere effetti sinergici. Ecco i principali tipi di materiali PPA:
PPA omopolimero: È il tipo più comune, ottenuto da un'unica unità monomerica. Ha un elevato punto di fusione, un'alta cristallinità ed eccellenti proprietà meccaniche.
② Copolimero PPA: È composto da due o più unità monomeriche. Ha un punto di fusione e una cristallinità inferiori rispetto al PPA omopolimero, ma presenta comunque eccellenti proprietà meccaniche.
Terpolimero PPA: È composto da tre o più unità monomeriche. Ha un punto di fusione e una cristallinità inferiori rispetto agli omopolimeri e ai copolimeri, ma presenta comunque buone proprietà meccaniche.
④ PPA semiaromatico: Si ottiene da una combinazione di monomeri aromatici e alifatici. Le sue proprietà si collocano a metà strada tra i PPA aromatici e quelli alifatici.
PPA alifatico: Prodotto a partire da monomeri alifatici, ha un punto di fusione e una cristallinità inferiori rispetto al PPA aromatico, ma presenta comunque buone proprietà meccaniche.
Miscele PPA-PEEK: Miscela con PEEK (polietereterchetone) per combinare le migliori proprietà di entrambi i materiali.
Miscele PPA-PEI: Miscela con PEI (polieterimmide) per ottenere prestazioni equilibrate tra i due materiali.
⑧ PPA ritardante di fiamma: Formulato con ritardanti di fiamma per soddisfare specifici requisiti di sicurezza antincendio.
PPA per alte temperature: Progettato per ambienti ad alta temperatura (fino a 300°C/572°F) con un'eccellente stabilità termica.
PPA per basse temperature: Realizzato per basse temperature (fino a -200°C/-330°F) con grande resistenza al freddo.
⑪ PPA caricato a vetro: Le fibre di vetro vengono aggiunte al PPA per renderlo molto più forte e rigido, quindi è ottimo per oggetti come le parti di automobili.
⑫ PPA caricato con minerali: Come il PPA caricato a vetro, ma con minerali (come il talco o il carbonato di calcio) per evitare che si restringa troppo quando lo si utilizza.

Quali sono le caratteristiche della poliftalamide (PPA)?
La poliftalamide (PPA) è una plastica ad alte prestazioni che fa parte della famiglia delle poliammidi. Ha una struttura semicristallina ed è costituita da composti aromatici. Ha una serie di proprietà uniche che la rendono ideale per le applicazioni più difficili, soprattutto nelle automobili e nell'elettronica.
1. Eccellente resistenza alle alte temperature:
I materiali PPA hanno proprietà superiori alle alte temperature, con un punto di fusione e una temperatura di deflessione termica superiori a molti altri tecnopolimeri. L'elevato punto di fusione del PPA (fino a 300°C/572°F) gli consente di resistere alle alte temperature senza compromettere le proprietà meccaniche. Ciò consente al PPA di mantenere la stabilità in applicazioni ad alta temperatura, rendendolo adatto a parti che richiedono resistenza al calore.
2. Buone proprietà meccaniche:
Il PPA è molto resistente, duro e in grado di sopportare le botte. È ottimo per resistere all'usura e agli strappi e può sopportare i colpi senza rompersi. Queste proprietà meccaniche rendono il PPA perfetto per la produzione di parti che devono essere in grado di gestire molte forze e sollecitazioni, ed è per questo che è così ideale per gli oggetti ad alte prestazioni.
3. Eccezionale resistenza chimica:
Il PPA è super super inerte dal punto di vista chimico e resistente a oli, solventi, acidi e alcali. Anche quando è molto caldo e sotto pressione, il PPA si comporta molto bene. Inoltre, resiste molto bene ai carburanti, agli oli e alle sostanze chimiche, quindi è perfetto per le applicazioni in cui si teme la presenza di sostanze chimiche.

4. Eccellente isolamento elettrico:
Il PPA ha ottime proprietà di isolamento elettrico, che lo rendono ideale per la produzione di materiali isolanti per prodotti elettrici ed elettronici. Ha una costante dielettrica e una perdita dielettrica basse, che lo rendono ideale per le applicazioni ad alta frequenza.
5. Buona stabilità dimensionale:
I materiali in PPA offrono una grande stabilità dimensionale durante la lavorazione e l'uso, resistendo a deformazioni e deformazioni. Anche se esposti a variazioni di temperatura o all'umidità, mantengono la loro forma e le loro dimensioni, rendendoli ideali per la produzione di pezzi che richiedono un controllo dimensionale preciso.
6. Capacità di elaborazione:
I materiali PPA possono essere lavorati con metodi tradizionali come lo stampaggio a iniezione e l'estrusione. Sebbene la temperatura di lavorazione del PPA sia relativamente più alta di quella del polietilene e del polipropilene, è comunque possibile realizzare prodotti in PPA di alta qualità con condizioni di lavorazione adeguate.
7. Resistenza agli agenti atmosferici:
Il PPA ha una certa resistenza agli agenti atmosferici, ma la sua resistenza ai raggi UV potrebbe non essere all'altezza dei materiali specificamente progettati per la resistenza agli agenti atmosferici. Nella maggior parte dei casi, la resistenza agli agenti atmosferici del PPA è sufficiente per applicazioni industriali generiche.
8. Rispetto dell'ambiente:
I materiali PPA non sono molto dannosi per l'ambiente quando vengono prodotti e utilizzati. Possono essere riciclati e riutilizzati, a tutto vantaggio dell'ambiente. Inoltre, i materiali PPA non contengono sostanze nocive per l'uomo o per la terra.
9. Basso assorbimento di umidità:
Il PPA non assorbe molta umidità, quindi non si espande o cambia forma quando si bagna.
10. Bassa emissione di gas:
Il PPA ha un basso livello di degassamento, che lo rende adatto ad applicazioni sotto vuoto o a bassa pressione.
11. Alta resistenza agli urti:
Il PPA ha una buona resistenza agli urti, che lo rende adatto alle applicazioni che possono subire urti o vibrazioni.
12. Bassa deformazione:
Il PPA ha una bassa deformazione, il che significa che mantiene la sua forma e non si deforma o si piega facilmente.
13. Buona saldabilità:
Il PPA può essere saldato con varie tecniche di saldatura, il che lo rende adatto alle applicazioni che richiedono giunzioni.
14. Basse emissioni di fumi e vapori:
Il PPA emette pochi fumi ed esalazioni, rendendolo adatto alle applicazioni in cui la qualità dell'aria è fondamentale.
Quali sono le proprietà del PPA?
Il PPA (poliftalamide) è un nylon funzionale termoplastico con struttura sia semicristallina che amorfa. Si ottiene dalla policondensazione di acido ftalico e o-fenilendiammina. Il materiale PPA ha eccellenti proprietà complete in termini di calore, elettricità, fisica e resistenza chimica.
| Proprietà | Metrico | Inglese |
|---|---|---|
| Densità | 1,10 - 3,80 g/cc | 0,0397 - 0,137 lb/in³ |
|
1,10 - 1,49 g/cc @Temperatura 325 - 325 ℃ |
0,0397 - 0,0538 lb/in³ @Temperatura 617 - 617 ℉ | |
| Assorbimento dell'acqua | 0.0200 - 10.0 % | 0.0200 - 10.0 % |
| Viscosità |
6,00 - 27,0 cP @Temperatura 330 - 340 ℃ |
6,00 - 27,0 cP @Temperatura 626 - 644 ℉ |
|
6,00 - 27,0 cP @Carico 1,20 - 2,16 kg |
6,00 - 27,0 cP @carico 2,65 - 4,76 lb | |
| Flusso di fusione | 5,00 - 80,0 g/10 min | 5,00 - 80,0 g/10 min |
| Durezza, Rockwell M | 105 | 105 |
| Durezza, Rockwell R | 100 - 127 | 100 - 127 |
| Resistenza alla trazione, snervamento | 24,8 - 307 MPa | 3600 - 44500 psi |
|
20,0 - 140 MPa @Temperatura 90,0 - 175 ℃ |
2900 - 20300 psi @Temperatura 194 - 347 ℉ | |
| Resistività elettrica | 0,0500 - 1,00e+17 ohm-cm | 0,0500 - 1,00e+17 ohm-cm |
| Resistenza di superficie | 10,0 - 8,10e+16 ohm | 10,0 - 8,10e+16 ohm |
| Costante dielettrica | 3.20 - 6.20 | 3.20 - 6.20 |
|
4.20 - 136 @Temperatura 60,0 - 200 ℃ |
4.20 - 136 @Temperatura 140 - 392 ℉ | |
|
4.20 - 136 @Frequenza 1000 - 1,00e+6 Hz |
4.20 - 136 @Frequenza 1000 - 1,00e+6 Hz | |
| Rigidità dielettrica | 16,0 - 45,0 kV/mm | 406 - 1140 kV/in |
|
0,800 - 27,5 kV/mm @Temperatura 60,0 - 200 ℃ |
20,3 - 699 kV/in @Temperatura 140 - 392 ℉ | |
| Punto di fusione | 223 - 340 ℃ | 433 - 644 ℉ |
| Temperatura massima di servizio, aria | 120 - 290 ℃ | 248 - 554 ℉ |
| Trasmissione, visibile | 20.0 - 38.0 % | 20.0 - 38.0 % |
| Temperatura di lavorazione | 280 - 345 ℃ | 536 - 653 ℉ |
| Temperatura dell'ugello | 280 - 345 ℃ | 536 - 653 ℉ |
| Temperatura di fusione | 240 - 360 ℃ | 464 - 680 ℉ |
| Temperatura dello stampo | 48.9 - 190 ℃ | 120 - 374 ℉ |
| Temperatura di asciugatura | 79.4 - 150 ℃ | 175 - 302 ℉ |
| Contenuto di umidità | 0.0200 - 0.200 % | 0.0200 - 0.200 % |
| Punto di rugiada | -31.7 - -28.9 ℃ | -25.0 - -20.0 ℉ |
| Pressione di iniezione | 41,4 - 124 MPa | 6000 - 18000 psi |
I materiali PPA possono essere stampati a iniezione?

Sì, è possibile stampare a iniezione materiali in PPA (poliftalamide). Il PPA è un materiale termoplastico semicristallino e possiede alcune buone proprietà (come l'elevata resistenza al calore, la forza meccanica e la stabilità dimensionale) che lo rendono adatto a questo processo di produzione. In effetti, lo stampaggio a iniezione è un metodo molto diffuso per produrre pezzi in PPA, perché consente di ottenere forme complesse e finiture superficiali gradevoli.
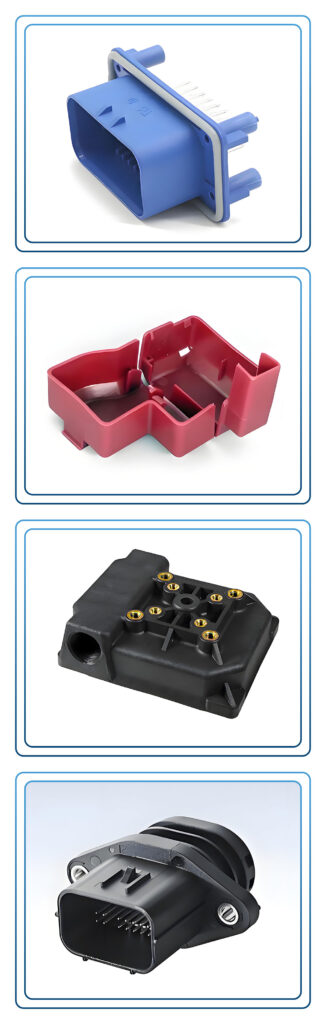
Il PPA è utilizzato in applicazioni ad alte prestazioni, come componenti automobilistici (ad esempio, alloggiamenti per termostati), connettori elettrici e parti industriali. Colma il divario di prestazioni tra i tecnopolimeri standard e i polimeri speciali ad alto costo, rappresentando una scelta versatile per molti settori.
Tuttavia, a causa dell'elevato punto di fusione, dell'alta viscosità e della tendenza a degradarsi durante la lavorazione, lo stampaggio a iniezione del PPA può rappresentare una sfida. Per superare queste sfide sono spesso necessarie attrezzature e tecniche di lavorazione specializzate.
Quali sono le considerazioni chiave per lo stampaggio a iniezione del PPA?
Quando si stampano materiali PPA (poliftalamide), ci sono alcuni aspetti da tenere presenti per assicurarsi di lavorarli correttamente e di ottenere buoni pezzi. Ecco alcuni dei principali:

1. Caratteristiche del materiale:
① Stabilità dimensionale: Il PPA è in grado di mantenere la sua forma e le sue dimensioni anche quando fa caldo o è umido. Questo è importante perché significa che i pezzi realizzati con il PPA si incastreranno sempre nel modo previsto.
② Resistenza meccanica: Il PPA è più resistente di molte altre materie plastiche. Ciò significa che può sopportare molte sollecitazioni e non si usura rapidamente come altri materiali.
③ Resistenza al calore: Il PPA sopporta il calore. Non si scioglie e non si indebolisce quando fa caldo, quindi è perfetto per i componenti che devono lavorare ad alte temperature.
④ Assorbimento dell'umidità: Il PPA non assorbe l'acqua come una spugna. Ciò significa che non si ingrossa e non cambia forma quando si bagna. Questo è importante perché significa che i pezzi realizzati con il PPA si incastreranno sempre nel modo previsto, anche se fuori piove.
⑤ Resistenza chimica: Il PPA è in grado di gestire tutti i tipi di sostanze chimiche, come quelle presenti nelle automobili e nei solventi. Ciò significa che è ottimo per i componenti che devono lavorare in luoghi in cui sono presenti molte sostanze chimiche.
2. Considerazioni sulla progettazione dello stampo:
① Progettazione dello stampo: La progettazione dello stampo è importantissima per realizzare pezzi di qualità. È necessario considerare aspetti quali lo spessore delle pareti, il disegno delle nervature, la posizione della porta e i canali di raffreddamento. Si vuole essere certi di poter realizzare i pezzi velocemente e di non avere problemi come segni di affondamento o deformazioni. I materiali PPA possono deformarsi o cambiare forma, quindi potrebbe essere necessario progettare e costruire uno stampo speciale per assicurarsi che i pezzi escano correttamente e non presentino problemi.
② Sistemi di raffreddamento: Il raffreddamento è molto importante per mantenere lo stampo alla giusta temperatura. La temperatura dello stampo influisce sulla velocità di produzione dei pezzi e sulla loro qualità. È necessario assicurarsi che la pressione dell'acqua sia corretta e che l'acqua si muova nei canali di raffreddamento in modo che lo stampo si raffreddi allo stesso modo ovunque.
③ Precisione dell'utensile: Bisogna assicurarsi che l'utensile sia fatto bene, in modo che i pezzi escano bene. È necessario utilizzare buoni materiali e realizzare lo stampo in modo che possa produrre molti pezzi e che questi siano della giusta dimensione.
3. Considerazioni sull'elaborazione:
① Selezione del materiale: La scelta del PPA giusto per il lavoro è fondamentale. I diversi PPA hanno proprietà diverse, come la capacità di riscaldarsi, lo spessore e la resistenza alle sostanze chimiche.
Controllo della temperatura: La plastica deve essere sufficientemente calda da scorrere nello stampo, ma non così calda da rompersi.
③ Velocità e pressione di iniezione: è necessario controllare la velocità con cui la plastica entra nello stampo per evitare fori o parti che non si riempiono.
Ottimizzazione del tempo di ciclo: È importante bilanciare il tempo di raffreddamento con l'efficienza produttiva per ottenere il massimo dalla macchina e produrre pezzi di qualità.
Apparecchiature ad alta temperatura: I materiali PPA richiedono attrezzature ad alta temperatura per fondere e lavorare il materiale. Ciò include barili, ugelli e stampi ad alta temperatura.
Iniezione ad alta pressione: L'iniezione ad alta pressione è necessaria per garantire che lo stampo si riempia e si riempia correttamente con i materiali PPA.
⑦ Velocità di iniezione lenta: I materiali PPA sono sensibili alla velocità di iniezione e può essere necessario iniettarli lentamente per evitare la degradazione e assicurarsi che lo stampo si riempia correttamente.
Alta temperatura di stampo: I materiali PPA necessitano di temperature di stampo elevate per garantire che i pezzi si incollino correttamente e non si deformino.
⑨ Raffreddamento: I materiali PPA sono sensibili alla velocità di raffreddamento. Se si raffreddano troppo velocemente, i pezzi possono deformarsi. Potrebbe essere necessario raffreddarli lentamente per assicurarsi che le parti si formino correttamente.
⑩ Stampaggio: I materiali PPA tendono ad aderire agli stampi, quindi potrebbe essere necessario utilizzare un qualche tipo di agente distaccante per facilitare la rimozione del pezzo dallo stampo.
⑪ Lavorazione post-stampaggio: I materiali PPA potrebbero richiedere una lavorazione aggiuntiva dopo lo stampaggio, come la ricottura o l'alleggerimento delle tensioni, per eliminare le tensioni interne e migliorare le prestazioni del pezzo.
4. Requisiti per l'applicazione:
Ambiente di utilizzo finale: Sapere a cosa sarà destinato il pezzo aiuta a scegliere il giusto tipo di plastica e a progettare lo stampo in modo che il pezzo faccia ciò che deve fare, ad esempio non rompersi quando viene colpito o non ingiallire quando è esposto al sole.
② Conformità alle normative: A volte, soprattutto se si producono componenti per aziende mediche o automobilistiche, è necessario utilizzare una plastica che non contenga sostanze nocive o che non prenda fuoco.
Produzione di stampaggio a iniezione di PPA
Guida alla produzione dello stampaggio a iniezione di PPA

Risorse per la Guida completa alla produzione di stampi a iniezione PPA
Come eseguire lo stampaggio a iniezione di PPA: Una guida passo-passo
Lo stampaggio a iniezione di PPA (poliftalamide) è un processo complesso che richiede un'attenta pianificazione, un'esecuzione precisa e attrezzature specializzate. Di seguito riportiamo una guida passo passo per aiutarvi a eseguire lo stampaggio a iniezione di PPA:
1. Preparazione delle materie prime:
① Scegliere una materia prima di alta qualità: Assicurarsi che la resina PPA sia pulita e asciutta. Questo è importante per ottenere le prestazioni desiderate.
Essiccazione ②: Il PPA per lo stampaggio a iniezione deve essere essiccato a meno di 0,1% di umidità. La temperatura di essiccazione abituale è di 175°F e il tempo di essiccazione dipende dalla quantità di umidità presente. Può variare da 4 a 16 ore. Controllare la scheda tecnica del fornitore della resina per il giusto tempo di essiccazione, per essere sicuri di farlo correttamente.
2. Preparazione dello stampo:
Ispezione e pulizia dello stampo: La superficie dello stampo deve essere liscia e priva di danni o sostanze che potrebbero compromettere il processo di stampaggio.
② Selezione del materiale dello stampo: Poiché il PPA ha proprietà di resistenza alle alte temperature e alla corrosione, i materiali dello stampo devono essere scelti di conseguenza, come l'acciaio legato o l'acciaio per utensili per la lavorazione a caldo.
Progettazione del sistema di raffreddamento: Assicurarsi che lo stampo sia dotato di un sistema di raffreddamento adeguato, come i canali di raffreddamento, per consentire allo stampo di raffreddarsi rapidamente alla temperatura di stampaggio ottimale e migliorare l'efficienza produttiva.
3. Selezione e regolazione della macchina di iniezione:
① Tipo di macchina: Quando si sceglie una macchina per lo stampaggio a iniezione, è necessario considerare le caratteristiche della plastica PPA e le dimensioni e la forma del prodotto. È possibile scegliere tra tre tipi di macchine: a iniezione verticale, a iniezione orizzontale e a iniezione rotativa.
② Tonnellaggio e sistema di controllo: Assicurarsi che la pressione di iniezione e la forza di chiusura della macchina di stampaggio a iniezione siano conformi agli standard di stampaggio PPA. Si consiglia di utilizzare un sistema di controllo avanzato per temperatura, velocità di iniezione e pressione.
4. Processo di stampaggio a iniezione:
① Controllo della temperatura: Impostare correttamente le temperature dello stampo e della plastica. La temperatura di fusione del PPA è solitamente compresa tra 280°C e 320°C, mentre la temperatura dello stampo deve essere di almeno 135°C per garantire una buona cristallizzazione e stabilità dimensionale del prodotto.
Pressione e velocità di iniezione: Controllare la pressione di iniezione e la pressione di mantenimento per assicurarsi che lo stampo sia riempito in modo uniforme e completo, riducendo i difetti del prodotto. Regolare la velocità di iniezione in base alla situazione reale.
③ Tempo di ciclo: Ottimizzare ogni ciclo di stampaggio per migliorare l'efficienza produttiva e risparmiare energia. Il ciclo di stampaggio comprende il tempo di iniezione, il tempo di mantenimento, il tempo di raffreddamento e il tempo di espulsione.
5. Postelaborazione e ispezione:
① Trattamento di raffreddamento: Assicurarsi di raffreddare e solidificare lo stampo dopo averlo riempito, per evitare deformazioni o tensioni. Il tempo di raffreddamento dipende dallo spessore del prodotto finale e dalla temperatura dello stampo.
② Trattamento di sformatura: Utilizzare il prodotto giusto per aiutare a rimuovere la muffa dallo stampo. In questo modo sarà più facile estrarlo ed evitare che lo stampo si rovini.
Ispezione della qualità: Ispezione dell'aspetto, delle dimensioni e delle prestazioni del prodotto stampato per verificarne la qualità.
Quali sono i vantaggi dello stampaggio a iniezione di PPA?
La poliftalamide (PPA) presenta diversi vantaggi che la rendono un materiale preferito per lo stampaggio a iniezione:
① Eccellente resistenza al calore: Il PPA è davvero in grado di gestire il calore. Fonde tra 295-325°C e può gestire la distorsione termica tra 280-300°C. Questo è ottimo per lo stampaggio a iniezione, perché significa che i prodotti rimarranno forti e affidabili quando li utilizzerete.
② Migliori proprietà meccaniche: Il PPA è caratterizzato da elevata forza, durezza, resistenza all'usura, precisione dimensionale, bassa deformazione e buona stabilità, che garantiscono eccellenti prestazioni meccaniche durante il processo di stampaggio a iniezione.
③ Resistenza chimica: Il PPA rimane forte a contatto con benzina, gasolio, olio motore, oli minerali, oli per trasformatori e altri fluidi. Continua a funzionare benissimo anche quando si surriscalda. Questa resistenza chimica impedisce al PPA di rompersi quando viene iniettato negli stampi. Ciò significa che i vostri pezzi durano più a lungo e funzionano meglio.
④ Prestazioni di elaborazione: Il PPA può essere lavorato con le normali tecniche di stampaggio a iniezione ed è facile da controllare. Il processo di iniezione del PPA è ben collaudato e, controllando la temperatura della colata, il tempo di permanenza in botte e la temperatura dello stampo, è possibile ottenere le proprietà meccaniche desiderate nei pezzi stampati.
⑤ Ecocompatibilità: Il PPA produce pochissimi rifiuti ed è facile da riciclare. Inoltre, il PPA si decompone naturalmente, il che è positivo per l'ambiente. Questo aspetto è importante nello stampaggio a iniezione, perché ci aiuta a produrre prodotti ecologici che aiutano la terra.
⑥ Basso assorbimento di umidità: A differenza di altre plastiche, il PPA non si bagna. Ciò significa che mantiene la sua forza anche quando è umido.
⑦ Stabilità dimensionale: Il PPA è estremamente stabile, quindi si può contare sul fatto che rimanga fedele durante la produzione. Questo è un aspetto importante quando si producono pezzi che devono combaciare perfettamente, come i dispositivi medici o le parti meccaniche più complesse.
⑧ Versatilità del design: Le buone proprietà di fluidità del PPA durante lo stampaggio a iniezione consentono di creare progetti complessi e intricati. Ciò significa che è possibile realizzare pezzi dettagliati che fanno esattamente ciò che si desidera.
⑨ Costo-efficacia: Il PPA può costare di più rispetto ad altre materie plastiche, ma ne vale la pena perché consente di realizzare pezzi migliori che durano più a lungo. Ciò significa meno guasti e meno tempi morti. Inoltre, è possibile produrre pezzi in modo più rapido e costante, con un conseguente risparmio economico a lungo termine.
Quali sono gli svantaggi dello stampaggio a iniezione di PPA?
Gli svantaggi dell'iniezione di PPA (poliftalamide) modanatura, simile all'iniezione generale stampaggio, includono diversi significativi sfide:
① Costo più elevato: Rispetto ad altri tecnopolimeri comunemente utilizzati, il PPA è relativamente costoso. Sebbene offra un eccellente rapporto qualità-prezzo rispetto a materiali ad alta temperatura più costosi come il PEI e il PEEK, è ancora un materiale relativamente nuovo e specializzato. Questo lo rende più costoso di altri tecnopolimeri più comunemente utilizzati nello stampaggio a iniezione. Inoltre, la scelta dei materiali PPA è limitata, in quanto si tratta di un materiale relativamente nuovo con un numero inferiore di opzioni disponibili per proprietà specifiche.
② Temperatura di elevata fragilità: Sebbene il PPA abbia un punto di fusione elevato, ha anche una temperatura di fragilità più alta. In condizioni che si avvicinano alla sua temperatura di fragilità, il PPA può essere più incline alla fessurazione o alla rottura. Pertanto, il controllo dei tassi di riscaldamento e raffreddamento durante il processo di stampaggio a iniezione è fondamentale per ridurre al minimo l'impatto negativo della sensibilità termica sulle caratteristiche prestazionali.
③ Resistenza limitata ai raggi UV: Il PPA ha una resistenza ai raggi UV relativamente scarsa rispetto ad altri tecnopolimeri ad alte prestazioni. L'esposizione ai raggi UV può causare effetti di invecchiamento nella plastica, come cambiamenti di colore e crepe superficiali, che possono danneggiare il prodotto. Ciò limita l'uso del PPA in applicazioni all'aperto o in regioni ad alta esposizione ai raggi UV.
④ Elevati requisiti di lavorazione: Il PPA richiede temperature e condizioni di pressione più elevate durante il processo di stampaggio a iniezione per evitare un riempimento non uniforme del materiale, il che aumenta la difficoltà e il costo della lavorazione. Inoltre, richiede requisiti più elevati per le attrezzature di lavorazione.
Alta temperatura di lavorazione: Il PPA richiede temperature di lavorazione elevate e il raggiungimento e il mantenimento di queste temperature può essere impegnativo.
⑥ Alta viscosità: Il PPA ha un'elevata viscosità, che lo rende difficile da lavorare e può portare alla degradazione del materiale.
⑦ Assorbimento dell'umidità: Il PPA assorbe l'umidità, che può influire sulle sue proprietà meccaniche ed elettriche, soprattutto nelle applicazioni a parete sottile. Sebbene le variazioni di prestazioni dovute all'assorbimento di umidità non siano così significative come nel Nylon 6/6, si tratta comunque di un fattore da considerare.
⑧ Limitazioni della progettazione: Come per qualsiasi altro pezzo stampato a iniezione, la progettazione dei componenti PPA deve tenere conto di alcuni fattori, quali:
- Utilizzo di angoli e raggi di sformo per favorire l'espulsione dei pezzi dallo stampo
- Evitare angoli e spigoli vivi
- Controllo dello spessore delle pareti per un raffreddamento uniforme
⑨ Costi elevati della muffa: Gli stampi per i pezzi stampati a iniezione PPA possono essere costosi, soprattutto quando sono richieste tolleranze strette e alta precisione. Ciò rende il PPA meno conveniente per la produzione di bassi volumi, poiché i costi dello stampo non possono essere ripartiti su un numero elevato di pezzi.

Problemi e soluzioni comuni nello stampaggio a iniezione di PPA
I problemi più comuni nello stampaggio a iniezione di poliftalamide (PPA) possono influire in modo significativo sulla qualità e sulle prestazioni dei pezzi stampati. La comprensione di questi problemi e delle loro soluzioni è fondamentale per ottimizzare i processi produttivi. Di seguito sono riportati alcuni problemi prevalenti e le relative soluzioni.
1. Essiccazione insufficiente
Descrizione del problema: Durante il processo di stampaggio a iniezione dei materiali PPA, se l'essiccazione non è sufficiente, il contenuto di umidità può talvolta essere troppo elevato, il che si manifesta con difetti quali fori di spillo e striature argentate sulla superficie del prodotto, oltre a ridurre le proprietà meccaniche del prodotto.
Soluzioni:
1. Controllare il tempo di asciugatura: assicurarsi che il materiale rimanga abbastanza a lungo nell'asciugatrice in modo da eliminare le tracce di umidità.
2. Controllare regolarmente l'effetto dell'essiccazione: È necessario quantificare l'effetto dell'essiccazione determinando il contenuto di umidità del materiale e regolare tempestivamente i parametri di essiccazione.
2. Lampi e bave
Descrizione del problema: Le scintille e le bave sono solitamente materiale aggiuntivo indesiderato causato da una chiusura incompleta dello stampo o da un'eccessiva pressione di iniezione.
Soluzioni:
1. Regolare lo spazio di chiusura dello stampo: quando lo stampo è chiuso, accertarsi che non vi siano spazi vuoti nel mezzo.
2. Ridurre la pressione di iniezione: Ridurre la pressione di iniezione al livello appropriato, senza compromettere lo stampo del prodotto.
3. Controllare l'usura dello stampo: Assicurarsi che le sezioni comunemente soggette a usura vengano controllate spesso e che, quando si sviluppano, vengano riparate o sostituite il prima possibile.
3. Bolle e aria intrappolata
Descrizione del problema: Le bolle e l'aria intrappolata sono imperfezioni dovute all'incorporazione di gas nella massa fusa o a uno sfiato inadeguato dello stampo.
Soluzioni:
1. Migliorare le condizioni di essiccazione del materiale: Ridurre l'umidità e il contenuto volatile del materiale.
2. Ottimizzare la velocità di iniezione: si consiglia di utilizzare la velocità di iniezione corretta, in modo che il calore di taglio prodotto non sia troppo elevato, poiché ciò comporta il rilascio del gas.
3. Controllare il sistema di ventilazione della muffa: Controllare che gli sfiati della muffa siano liberi e, se necessario, aumentare il numero di canali di sfiato o i perni di sfiato.

4. Linee di saldatura e segni di flusso
Descrizione del problema: Le linee di saldatura e i segni di flusso sono tracce che si formano quando la massa fusa scorre e converge nello stampo, influenzando l'aspetto e la funzionalità del prodotto.
Soluzioni:
1. Ottimizzare il design della porta: La posizione e le dimensioni del cancello sono sufficientemente realistiche da consentire alla colata di assumere la forma richiesta dallo stampo e, allo stesso tempo, il cancello deve consentire alla colata di riempire lo stampo il più rapidamente possibile.
2. Aumentare la pressione e la velocità di iniezione: Come per i metodi di iniezione, è necessario aumentare la pressione e la velocità di iniezione in modo appropriato per mantenere una qualità costante del prodotto accompagnata da un aumento del flusso di fusione.
3. Regolare la temperatura dello stampo: Aumentare adeguatamente la temperatura dello stampo per migliorare le caratteristiche di flusso della massa fusa e la fusione.
5. Deformazione e deformazione
Descrizione del problema: La distorsione e la deformazione sono trasformazioni della forma dovute a differenziali di sollecitazione interna che si sviluppano durante il processo di solidificazione.
Soluzioni:
1. Ottimizzare la progettazione dello stampo: Progettare il sistema di raffreddamento dello stampo e il meccanismo di espulsione in modo ragionevole per garantire un raffreddamento uniforme e uno sformato senza problemi del prodotto.
2. Regolare la temperatura dello stampo e i parametri del processo di iniezione: È inoltre necessario ridurre le tensioni interne del prodotto temperando lo stampo e modificando i parametri di iniezione, tra cui pressione, velocità, tempo di iniezione, ecc.
Quali sono le applicazioni dello stampaggio a iniezione di PPA?
Lo stampaggio a iniezione di PPA (poliftalamide) è un processo versatile e ad alte prestazioni utilizzato in diversi settori industriali. Grazie alle proprietà uniche del PPA, come l'elevata forza, la resistenza al calore, la stabilità chimica e l'eccellente isolamento elettrico, è il materiale preferito per la produzione di componenti complessi e impegnativi. Di seguito sono riportate le principali aree di applicazione:
1. Industria aerospaziale
Il PPA è ampiamente utilizzato nell'industria aerospaziale grazie alla sua leggerezza, all'elevata resistenza, alla resistenza al calore e all'inerzia chimica. Viene utilizzato per produrre componenti di alta precisione e ad alta sollecitazione per aerei e veicoli spaziali, tra cui:
- Componenti aeronautici: Il PPA viene utilizzato nella struttura e negli interni degli aerei, come viti, dadi, elementi di fissaggio e alloggiamenti, garantendo un funzionamento stabile a lungo termine in condizioni difficili.
- Parti di motori a razzo: La resistenza al calore del PPA lo rende adatto alle parti dei motori a razzo che devono resistere ad ambienti estremi.
- Apparecchiature satellitari: Il PPA, leggero e resistente, viene utilizzato per produrre componenti satellitari, migliorando le prestazioni e la durata delle apparecchiature.
2. Industria automobilistica
L'elevata resistenza meccanica, la stabilità termica e la resistenza alla corrosione del PPA lo rendono ampiamente applicabile nell'industria automobilistica. È utilizzato per:
- Componenti del motore e del sistema di alimentazione: Compresi i serbatoi, i tubi del carburante, le parti del sistema di aspirazione e i supporti del motore, il PPA resiste alle alte temperature e ai liquidi corrosivi, garantendo prestazioni affidabili a lungo termine.
- Connettori elettrici: La resistenza al calore e l'eccellente isolamento elettrico del PPA lo rendono ampiamente utilizzato nei connettori elettrici per autoveicoli e negli alloggiamenti delle unità di controllo elettronico.
- Strutture della carrozzeria e interni: Il PPA, come sostituto leggero del metallo, riduce il peso dei veicoli e migliora l'efficienza energetica e l'estetica.
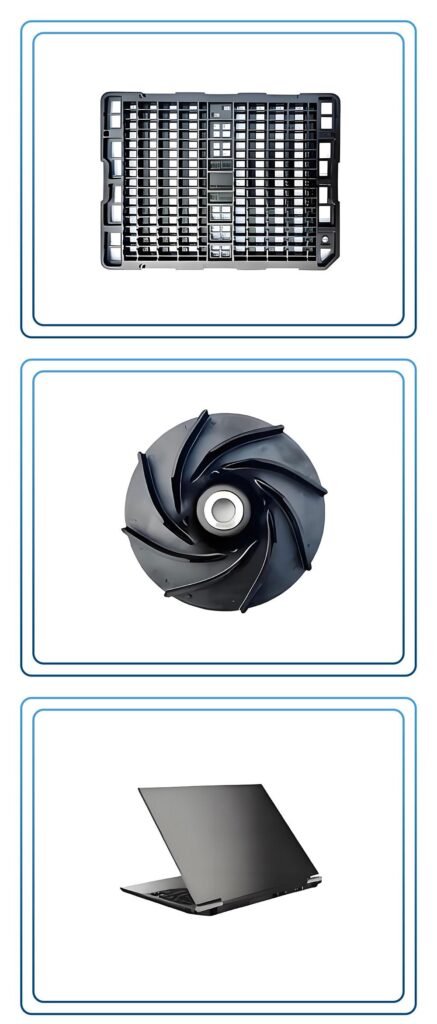
- Anelli di usura per pompe: I materiali PPA sono resistenti all'usura e adatti ad ambienti difficili, ideali per le pompe automobilistiche e altri sistemi di trasmissione di potenza esigenti.
3. Industria elettronica ed elettrica
L'eccellente isolamento elettrico, la stabilità dimensionale e la resistenza al calore del PPA lo rendono ampiamente utilizzato nella produzione di apparecchiature elettroniche ed elettriche. Le applicazioni includono:
- Alloggiamenti e connettori elettrici: Come gli alloggiamenti dei fari, gli interruttori e altri componenti elettrici che lavorano in ambienti ad alta temperatura, garantendo il normale funzionamento sotto stress termico.
- Prodotti per luci e display a LED: La resistenza al calore del PPA svolge un ruolo cruciale nella produzione di luci e display a LED, che richiedono prestazioni elettriche.
- Staffe e schede di circuito: Il PPA viene utilizzato per produrre strutture di supporto e connettori ad alte prestazioni nei circuiti stampati, garantendo la stabilità operativa a lungo termine delle apparecchiature.
4. Attrezzature industriali
La robustezza, la durata e la stabilità chimica del PPA lo rendono particolarmente adatto alle apparecchiature industriali. Le applicazioni più comuni includono:
- Pompe, valvole e parti meccaniche: Le pompe e le valvole prodotte in PPA offrono un'eccellente resistenza all'usura e agli agenti chimici, rendendole ideali per l'uso a lungo termine in ambienti difficili.
- Gasdotti e condutture industriali: La resistenza alla corrosione chimica del PPA lo rende adatto a gasdotti, condutture chimiche e sistemi di valvole nelle industrie.
- Cuscinetti e ingranaggi: Nelle apparecchiature rotanti ad alto carico e ad alta velocità, i materiali PPA riducono efficacemente l'attrito e prolungano la durata dei componenti.

5. Dispositivi medici
La biocompatibilità e la stabilità del PPA lo rendono un materiale ideale in campo medico, soprattutto per la produzione dei seguenti dispositivi:
- Impianti medici e strumenti chirurgici: Il PPA è ampiamente utilizzato nelle protesi articolari, negli impianti dentali e nei dispositivi chirurgici, soddisfacendo i severi requisiti di biocompatibilità e durata.
- Dispositivi diagnostici: I materiali PPA sono affidabili e precisi, utilizzati in apparecchiature diagnostiche di alta precisione per garantire l'accuratezza in condizioni variabili.
- Sistemi di somministrazione di farmaci: I dispositivi di somministrazione di farmaci prodotti da PPA forniscono un controllo preciso del dosaggio, garantendo l'efficacia dei trattamenti medici.
6. Prodotti di consumo
La durata, la stabilità dimensionale e la resistenza all'umidità del PPA lo rendono ampiamente applicabile nella produzione quotidiana di prodotti di consumo:
- Elettrodomestici ed elettronica: Componenti chiave di elettrodomestici come lavatrici, microonde e forni. La resistenza al calore e la forza meccanica del PPA prolungano notevolmente la durata degli elettrodomestici.
- Articoli sportivi: La leggerezza e l'elevata resistenza del PPA lo rendono vantaggioso per la produzione di attrezzature sportive ad alte prestazioni, come racchette da tennis e sci.
7. Industria chimica
La resistenza del PPA alla corrosione chimica lo rende utile nell'industria chimica, in particolare per la produzione di apparecchiature e parti legate al processo chimico:
- Condotte e valvole chimiche: Il PPA viene utilizzato nelle tubazioni e nelle valvole delle apparecchiature di lavorazione chimica per resistere alle sostanze corrosive, garantendo la sicurezza e la stabilità della produzione chimica.
- Reattori e connettori per tubi di combustibile: Il PPA viene utilizzato nei reattori e nei connettori per tubi di combustibile in ambienti ad alta pressione dell'industria chimica, garantendo una lavorazione stabile e sicura.

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

