 Vai al contenuto
Vai al contenuto 
Stampaggio ad iniezione LCP
L'LCP (Liquid Crystal Polymer) è un materiale termoplastico con proprietà a cristalli liquidi, caratterizzato da molecole che mostrano proprietà a cristalli liquidi quando raggiungono un determinato stato.

Risorse per La guida completa allo stampaggio a iniezione di LCP
Che cos'è l'LCP?

L'LCP è un materiale termoplastico con caratteristiche di cristallo liquido. Ha una struttura molecolare unica che, in determinate condizioni, mostra cristallinità liquida. Oltre a possedere le proprietà di lavorazione di base delle plastiche convenzionali, l'LCP ha anche un'elevata resistenza, un alto modulo, una resistenza al calore, una resistenza alla corrosione chimica, un basso assorbimento di umidità e altre caratteristiche dei materiali ad alte prestazioni.
L'LCP si ottiene mescolando e riscaldando due tipi di monomeri (acido bifenil-4,4′-dicarbossilico, BPDA e 4,4′-diaminodifenil etere, DAPD) con catalizzatori acidi o di base. I monomeri reagiscono e formano lunghe catene di polimero che si allineano in un certo modo, conferendo all'LCP le sue proprietà di cristallo liquido.
Un aspetto interessante dell'LCP è che quando è in fase di cristalli liquidi ad alte temperature, le catene molecolari possono allinearsi in una certa direzione per creare una microstruttura davvero organizzata. Questa struttura organizzata rende il materiale molto migliore. Per esempio, l'LCP è super rigido e resistente, come il metallo, ma è ancora flessibile e facile da produrre, come la plastica.
Inoltre, i materiali in LCP sono estremamente stabili al calore e agli agenti chimici, il che è ottimo per mantenere un buon funzionamento in luoghi caldi e difficili. Per questo motivo, l'LCP è utilizzato in tutti i tipi di materiali, come l'elettronica, le automobili, gli aerei, le apparecchiature mediche e le fibre ottiche.
Quali tipi di materiali LCP esistono?
I materiali LCP, o polimeri a cristalli liquidi, possono essere suddivisi in diversi tipi in base alle loro proprietà e applicazioni. Ecco una rapida panoramica dei principali tipi di materiali LCP:
1. Polimeri a cristalli liquidi termotropici (TLCP)
Quando le TLCP si scaldano, si trasformano in fasi a cristalli liquidi. Possono sopportare il calore, ma non sono facili da lavorare. In base alla capacità di sopportare il calore e alle prestazioni, le TLCP si dividono in tre tipi:
- Tipo I: temperatura di distorsione termica di 250-350°C, eccellente resistenza al calore ma minore lavorabilità.
- Tipo II: temperatura di distorsione termica di 180-250°C, elevata resistenza al calore e lavorabilità superiore.
- Tipo III: temperatura di distorsione termica di 100-200°C, con una resistenza alla distorsione termica relativamente inferiore.
2. Polimeri liquidi cristallini liotropi (LLCP):
A differenza delle TLCP, le LLCP formano fasi di cristalli liquidi nelle soluzioni. Sia le TLCP che le LLCP possono essere suddivise in resine LCP per film, per stampaggio a iniezione e per fibre, in base al campo di applicazione. Inoltre, a seconda della posizione delle unità a cristalli liquidi all'interno della molecola polimerica, gli LCP possono essere classificati come polimeri a cristalli liquidi a catena principale, a catena laterale o compositi.
3. Altri tipi di LCP:
LCP a flusso facile: sono utilizzati nei processi di produzione che devono essere molto precisi e consumare meno energia possibile.
LCP rinforzati: comprendono LCP rinforzati con fibre di vetro, fibre di carbonio, minerali o grafite. Questi LCP rinforzati hanno ottime proprietà meccaniche, come la resistenza e la rigidità.
LCP conduttivo: LCP placcato o elettroschermato per applicazioni conduttive, perfetto per l'elettronica.
LCP ritardante di fiamma: gradi di LCP che presentano un ritardo di fiamma intrinseco.
LCP di grado medico: LCP conforme ai requisiti FDA e privo di BPA e PTFE, perfetto per le applicazioni mediche e farmaceutiche.
LCP ad alto flusso: scorre molto bene, quindi è ottimo per i pezzi sottili nei dispositivi elettronici e medici.
LCP caricato a vetro: contiene fibre di vetro che lo rendono più rigido e resistente.
LCP caricato al carbonio: contiene fibre di carbonio che lo rendono più rigido e resistente.
LCP ibrida: combina diversi materiali come fibre di vetro e carbonio per ottenere le prestazioni desiderate.
LCP a base biologica: ricavato da piante come il mais o la canna da zucchero, è migliore per l'ambiente.
⑪ LCP riciclato: realizzato con materiali LCP riciclati per ridurre gli sprechi e conservare le risorse.

Quali sono le caratteristiche dei polimeri cristallini liquidi (LCP)?
L'LCP è un materiale termoplastico con caratteristiche uniche, che lo rendono adatto a un'ampia gamma di applicazioni. Alcune proprietà chiave dell'LCP sono:
1. Resistenza alle alte temperature:
Gli LCP hanno un punto di fusione elevato, tipicamente compreso tra 280°C e 320°C (da 536°F a 608°F), che li rende perfetti per le applicazioni ad alta temperatura. Sono resistenti e mantengono la loro forma anche quando il calore si fa sentire, per questo l'LCP è la scelta migliore per l'elettronica, le parti di automobili e altre applicazioni ad alta temperatura.
2. Alta cristallinità:
L'elevata cristallinità del LCP gli conferisce eccellenti proprietà meccaniche, come rigidità, resistenza e stabilità dimensionale.
3. Prestazioni meccaniche eccezionali:
I materiali LCP sono super resistenti e super rigidi, come i metalli. L'LCP ha anche una buona resistenza all'usura e una buona stabilità chimica, quindi è ottimo per produrre oggetti super forti, super rigidi e resistenti all'usura.
4. Basso coefficiente di espansione termica:
L'LCP ha un basso CTE, solitamente intorno a 10-20 ppm/°C, il che significa che può mantenere la sua forma e le sue dimensioni anche quando la temperatura cambia e ha una buona stabilità dimensionale. Le dimensioni dei prodotti LCP difficilmente cambiano al variare della temperatura, per cui sono ampiamente utilizzati negli strumenti di precisione, nei prodotti ottici e in altri settori.
5. Eccellenti proprietà elettriche:
L'LCP ha un'elevata rigidità dielettrica, solitamente superiore a 500 V/mil, ed è adatto ad applicazioni che richiedono un isolamento elettrico. I materiali LCP hanno un elevato isolamento elettrico e buone caratteristiche ad alta frequenza e possono essere utilizzati nei settori dell'isolamento elettrico e della trasmissione di segnali ad alta frequenza, come le apparecchiature elettroniche e le antenne.
6. Resistenza alla corrosione chimica:
Quando si tratta di resistenza chimica, i materiali LCP sono in grado di gestire qualsiasi sostanza chimica. Sono in grado di resistere a qualsiasi sostanza chimica, sia essa un acido, un alcali o un solvente. Se avete bisogno di un materiale in grado di resistere alle sostanze chimiche, l'LCP è la scelta giusta. Ecco perché è così popolare nell'industria chimica e nei dispositivi medici.
7. Facile da elaborare:
I materiali LCP hanno buone caratteristiche di lavorazione e possono essere lavorati mediante stampaggio a iniezione, estrusione, soffiaggio, ecc. Alcuni dei vantaggi dell'LCP sono: L'LCP ha una buona capacità di riempimento nello stampaggio; pertanto, grazie alle sue buone caratteristiche di fluidità, è possibile realizzare prodotti complessi e precisi.
8. Auto-rinforzo:
I materiali LCP hanno una struttura di fibre insolitamente ordinata, che consente ai materiali plastici a cristalli liquidi non rinforzati di raggiungere o addirittura superare i livelli di resistenza meccanica e modulo dei comuni tecnopolimeri, e sono significativamente rinforzati con fibre di vetro. Ulteriori miglioramenti con l'utilizzo di fibre di vetro o di carbonio rendono l'LCP migliore di altri tecnopolimeri.
10. Resistenza agli agenti atmosferici:
I materiali LCP hanno una migliore resistenza agli agenti atmosferici rispetto alla maggior parte delle materie plastiche. Anche dopo i test di resistenza agli agenti atmosferici, le loro proprietà rimangono eccellenti, rendendoli ideali per l'uso all'aperto e per le aree che devono resistere a condizioni climatiche e ambientali difficili.
9. Ritardo di fiamma:
I materiali LCP hanno eccellenti proprietà ignifughe, il che significa che le parti realizzate con questi materiali possono superare test di combustione elevati (come UL 94V-0) senza l'aggiunta di ritardanti di fiamma. Non emettono fumi tossici quando bruciano e non gocciolano quando sono esposti alle fiamme, quindi sono tra le migliori plastiche resistenti al fuoco.
11. Basso assorbimento di umidità:
L'LCP ha un tasso di assorbimento dell'umidità molto basso, in genere intorno a 0,1-0,5%, che riduce il rischio di deformazione o delaminazione.
12. Elevata chiarezza ottica:
L'LCP può essere formulato in modo da avere un'elevata trasparenza ottica, che lo rende adatto alle applicazioni in cui è richiesta la trasparenza.
13. Bassa emissione di gas:
L'LCP ha un basso livello di degassamento, il che lo rende ideale per le applicazioni in cui è necessario un ambiente sotto vuoto o a bassa pressione.
14. Alta purezza:
L'LCP può essere reso molto puro, quindi è ottimo per le applicazioni in cui non si desidera alcuna contaminazione.
15. Stabilità dimensionale elevata:
L'LCP ha un'elevata stabilità dimensionale, il che significa che mantiene la sua forma e le sue dimensioni anche quando è caldo o bagnato.
16. Elevata resistenza allo scorrimento e alla fatica:
L'LCP ha un'elevata resistenza allo scorrimento, il che significa che mantiene le sue proprietà meccaniche anche quando viene sollecitato per lungo tempo. Allo stesso tempo, l'LCP ha un'elevata resistenza alla fatica, il che significa che può sopportare molte sollecitazioni e sforzi ripetuti senza rompersi o usurarsi.
Quali sono le proprietà dell'LCP?
| Proprietà | Metrico | Inglese |
|---|---|---|
| Densità | 1,38 - 2,02 g/cc | 0,0499 - 0,0730 lb/in³ |
| Assorbimento dell'acqua | 0.0100 - 0.0400 % | 0.0100 - 0.0400 % |
| Flusso di fusione | 9,00 - 18,0 g/10 min. | 9,00 - 18,0 g/10 min. |
| Durezza, Rockwell M | 45.0 - 90.0 | 45.0 - 90.0 |
| Resistenza alla trazione, ultima | 32,0 - 182 MPa | 4640 - 26400 psi |
| Allungamento a rottura | 0.600 - 4.10 % | 0.600 - 4.10 % |
| Modulo di elasticità | 7,10 - 18,0 GPa | 1030 - 2610 ksi |
| Resistenza alla flessione | 56,0 - 220 MPa | 8120 - 31900 psi |
| Modulo di flessione | 7,03 - 20,0 GPa | 1020 - 2900 ksi |
| Deformazione a flessione a rottura | 1.30 - 4.00 % | 1.30 - 4.00 % |
| Resistività elettrica | 1,00e+13 - 1,00e+17 ohm-cm | 1,00e+13 - 1,00e+17 ohm-cm |
| Resistenza di superficie | 4,10e+12 - 1,00e+15 ohm | 4,10e+12 - 1,00e+15 ohm |
| Costante dielettrica | 2.70 - 12.0 | 2.70 - 12.0 |
| Rigidità dielettrica | 19,0 - 53,0 kV/mm | 483 - 1350 kV/in |
| Conduttività termica | 0,500 - 34,6 W/m-K | 3,47 - 240 BTU-in/ora-ft²-°F |
| Punto di fusione | 212 - 350 °C | 414 - 662 °F |
| Temperatura di lavorazione | 20.0 - 350 ℃ | 68.0 - 662 ℉ |
| Temperatura dell'ugello | 290 - 382 ℃ | 554 - 720 ℉ |
| Temperatura dello stampo | 225 - 295 ℃ | 437 - 563 ℉ |
| Temperatura di fusione | 185 - 382 ℃ | 365 - 720 ℉ |
| Temperatura dello stampo | 65.6 - 177 ℃ | 150 - 351 ℉ |
| Temperatura di asciugatura | 130 - 180 ℃ | 266 - 356 ℉ |
| Pressione di iniezione | 50,0 - 150 MPa | 7250 - 21800 psi |
I materiali LCP possono essere stampati a iniezione?
Sì, è possibile stampare a iniezione materiali in polimeri a cristalli liquidi (LCP). Sono noti per le loro elevate prestazioni in diverse applicazioni.
L'LCP, un tecnopolimero speciale ad alte prestazioni, è famoso per le sue ottime proprietà meccaniche, il basso assorbimento di umidità, la resistenza alla corrosione chimica, la resistenza agli agenti atmosferici, la resistenza al calore, il ritardo di fiamma, la bassa costante dielettrica e il basso fattore di dissipazione.
Lo stampaggio a iniezione è uno dei principali metodi di lavorazione dell'LCP, le cui eccellenti proprietà di fluidità e la rapida polimerizzazione lo rendono particolarmente adatto a questo metodo.
I prodotti LCP (Liquid Crystal Polymer) si distinguono dagli altri tecnopolimeri perché non presentano bagliori quando vengono stampati. L'LCP è speciale anche perché ha una struttura fibrosa altamente ordinata che lo rende forte. In effetti, l'LCP può essere più resistente di altri tecnopolimeri che contengono fibre di vetro. Ciò significa che l'LCP è ottimo per lo stampaggio a iniezione perché è forte e non si altera.
Per lo stampaggio dell'LCP è necessario essiccarlo a 150°C per 4-6 ore per ottenere un contenuto di umidità inferiore a 0,02% e un punto di rugiada inferiore a -35°C. Quando si sceglie una macchina per lo stampaggio di LCP, è necessario assicurarsi che sia dotata di una vite in materiale resistente all'usura, di un preciso sistema di controllo della temperatura e di uno speciale design dell'ugello per garantire che il sistema di alimentazione e iniezione sia reattivo. È inoltre necessario utilizzare la contropressione proporzionale durante lo stampaggio di LCP per ottenere un'alimentazione più precisa e stabile e regolare le condizioni di stampaggio, come il tempo di mantenimento e la temperatura, in base alle dimensioni, alla forma, allo spessore e alla struttura dello stampo del prodotto per assicurarsi che il prodotto sia buono e funzioni bene.
Quali sono le considerazioni chiave per lo stampaggio a iniezione di LCP?
Lo stampaggio a iniezione di LCP (polimeri a cristalli liquidi) richiede condizioni di lavorazione e attrezzature specifiche. Ecco alcuni aspetti a cui pensare:
1. Aspetti progettuali
Quando si progettano pezzi per lo stampaggio a iniezione LCP, è necessario considerare i seguenti fattori:
① Spessore della parete: Lo spessore migliore delle pareti è solitamente compreso tra 0,3 mm e 1 mm. Le transizioni uniformi tra i diversi spessori facilitano lo stampaggio e riducono le sollecitazioni.
② Raggio: I raggi esterni dovrebbero essere pari ad almeno 1,5 volte lo spessore della parete, mentre i raggi interni dovrebbero essere pari a 0,5 volte lo spessore della parete. Raggi più grandi aiutano a minimizzare le concentrazioni di sollecitazioni.
③ Angolo di sformo: I pezzi a parete sottile necessitano di un angolo di sformo compreso tra 0,5° e 1°, mentre quelli più spessi necessitano di 1°-2° per facilitarne l'uscita dallo stampo. Le cavità dello stampo più profonde richiedono angoli di sformo maggiori.
④ Tolleranze: L'LCP ha una bassa contrazione e stabilità termica, soprattutto quando si utilizzano stampi in acciaio, per cui è possibile avere tolleranze ristrette.
Linee di saldatura: Le linee di saldatura rendono i pezzi deboli e di cattivo aspetto. Collocare il cancello nel punto giusto e ventilare lo stampo in modo corretto per mantenere le linee di saldatura ridotte.

2. Aspetti di lavorazione
① Controllo dell'umidità: Anche se l'LCP non assorbe molta umidità, è necessario essiccarlo a 150°C per 4-24 ore per evitare vuoti e bolle. Il contenuto di umidità deve essere inferiore a 0,01%.
② Temperatura dello stampo: L'LCP ha un punto di fusione piuttosto alto (circa 320°C/608°F), quindi bisogna fare attenzione alla temperatura dello stampo per evitare che si deformi o si rovini. Di solito, la temperatura dello stampo deve essere compresa tra 150°C e 250°C (302°F e 482°F).
③ Pressione di iniezione: I materiali LCP sono piuttosto rigidi, quindi è necessario utilizzare pressioni di iniezione elevate (di solito oltre 1000 bar/14500 psi) per riempire lo stampo. Regolare la pressione di iniezione per ottenere la migliore qualità del pezzo e per evitare che il materiale si rovini.
④ Velocità di iniezione: La velocità di iniezione deve essere controllata per evitare sollecitazioni di taglio eccessive, che potrebbero portare alla degradazione del materiale o a difetti del pezzo. La velocità di iniezione è generalmente compresa tra 10 e 50 mm/s (da 0,4 a 2 pollici/s). A causa della bassa viscosità dell'LCP, sono appropriate pressioni di iniezione più basse (da 0,35 a 1 MPa), con una velocità di iniezione rapida per evitare una cristallizzazione prematura e ridurre le linee di saldatura.

⑤ Progettazione dello stampo: Ottimizzare la progettazione dello stampo per le caratteristiche del materiale LCP, tra cui:
- a. Levigare le superfici per evitare che il materiale si attacchi.
- b. Angoli delicati per ridurre lo stress.
- c. Un'adeguata ventilazione per evitare che l'aria rimanga intrappolata.
- d. Considerare l'utilizzo di inserti o rivestimenti per stampi specifici per LCP per migliorare la qualità dei pezzi.
⑥ Selezione del materiale: Non tutti i materiali LCP sono adatti allo stampaggio a iniezione. Alcuni gradi possono richiedere condizioni di lavorazione speciali o non essere compatibili con determinati materiali per stampi. Pertanto, è fondamentale selezionare il materiale che soddisfa i requisiti specifici dell'applicazione e le condizioni di lavorazione.
⑦ Post-elaborazione: Alcuni pezzi LCP potrebbero richiedere ulteriori fasi di post-lavorazione, come la ricottura o la riduzione delle tensioni, per ottenere le migliori prestazioni.
⑧ Strumenti e attrezzature: Utilizzare strumenti e attrezzature di qualità per lo stampaggio a iniezione di LCP, come ad esempio:
- a. Stampi e inserti in grado di resistere alle alte temperature.
- b. Sistemi di iniezione in grado di gestire l'alta pressione.
- c. Sistemi di controllo in grado di controllare molto bene la temperatura e la pressione.
⑨ Condizioni di lavorazione: Tenete d'occhio e controllate le condizioni di lavorazione come:
- a. Profili di temperatura e pressione.
- b. Velocità e pressione di iniezione.
- c. Velocità e temperatura di raffreddamento.
⑩ Controllo di qualità: Mettere in atto procedure di controllo della qualità per osservare e verificare che i componenti non presentino problemi, ad esempio:
- a. Precisione dimensionale.
- b. Finitura superficiale.
- c. La resistenza del materiale (ad esempio, quanto può allungarsi o quanto può resistere prima di rompersi).
Produzione di stampaggio a iniezione LCP
Guida alla produzione dello stampaggio a iniezione LCP

Risorse per la Guida completa alla produzione di stampi a iniezione LCP
Come eseguire lo stampaggio a iniezione di LCP: Una guida passo-passo
Il polimero a cristalli liquidi (LCP) è ampiamente utilizzato nei settori dell'elettronica, degli elettrodomestici, dell'automotive, dell'aerospaziale e in altri campi grazie alla sua elevata resistenza, all'alto modulo, al basso assorbimento di umidità, all'eccellente resistenza al calore e alle proprietà elettriche. Il processo di stampaggio a iniezione dell'LCP è un processo produttivo preciso e complesso che richiede un controllo rigoroso in ogni fase per garantire la qualità del prodotto. Di seguito viene fornita una descrizione dettagliata del processo di stampaggio a iniezione della plastica LCP, che copre l'intero processo, dalla selezione e preparazione dei materiali alla manutenzione e all'ottimizzazione.
1. Selezione e preparazione del materiale:
Selezione del materiale: Scegliete il tipo di LCP più adatto al vostro prodotto. Pensate a fattori quali la resistenza al calore, la resistenza meccanica, la lavorabilità e il costo.
Processo di asciugatura: Anche se l'LCP non assorbe molto l'umidità, deve comunque essere asciugato bene prima di sparare. Di solito si usa un essiccatore a circolazione d'aria calda, impostato alla giusta temperatura (come 300-350°F) e per la giusta quantità di tempo (a seconda dello spessore del materiale) per assicurarsi che il contenuto di umidità sia sufficientemente basso.
Miscelazione e preplastificazione: Per i materiali LCP modificati, è necessario miscelarli in modo uniforme. La preplastificazione fa sì che il materiale si sciolga meglio e scorra meglio.
2. Progettazione e produzione di stampi:
Progettazione dello stampo: Progettare lo stampo in base alla forma, alle dimensioni e ai requisiti di precisione del prodotto. Poiché l'LCP ha un'elevata fluidità, è importante ottimizzare il design del canale di colata per ridurre le perdite di pressione e il calore di taglio.
Selezione del materiale: Il materiale dello stampo deve essere resistente al calore, alla corrosione e altamente durevole. I materiali più comuni includono acciai legati avanzati come H13 e S136.
Lavorazione di precisione: Assicurarsi che ogni componente dello stampo sia lavorato con precisione, in particolare la finitura superficiale della cavità dello stampo, per ridurre i difetti del prodotto.
Progettazione del sistema di raffreddamento: Progettare correttamente i canali di raffreddamento per ottenere un raffreddamento rapido e uniforme, abbreviare il ciclo di produzione e ridurre la deformazione.
3. Impostazione e messa a punto della macchina di stampaggio a iniezione:
Selezione della macchina: Scegliere la giusta macchina per lo stampaggio a iniezione in base alle caratteristiche del materiale LCP e alle dimensioni del prodotto, assicurandosi di avere una forza di serraggio e una pressione di iniezione sufficienti.
Impostazioni dei parametri: Include la velocità della vite, la contropressione, la velocità di iniezione, la pressione di iniezione, il tempo di mantenimento e il tempo di raffreddamento. L'iniezione di LCP richiede una velocità e una pressione di iniezione più elevate per superare l'alta viscosità del materiale.
Preriscaldamento e messa a punto: Preriscaldare i componenti della macchina alla temperatura appropriata ed eseguire un tiro di prova per mettere a punto la macchina nelle sue condizioni ottimali di funzionamento.
4. Iniezione di plastica fusa:
Controllo della temperatura di fusione: L'intervallo di temperatura di fusione dell'LCP è piuttosto ristretto, quindi è necessario controllare bene la temperatura della canna, solitamente impostata tra i 300 e i 350°C.
Processo di iniezione: Iniettare l'LCP fuso nella cavità dello stampo ad alta velocità e ad alta pressione, controllando attentamente la velocità di iniezione e la curva di pressione per evitare difetti come bolle o segni di flusso.
5. Pressione di mantenimento, raffreddamento e solidificazione:
Fase di mantenimento: Dopo aver iniettato il materiale, applicare una certa pressione per compensare la contrazione del materiale quando si raffredda. In questo modo si assicura che il prodotto abbia le dimensioni e la forma giuste.
Raffreddamento e solidificazione: Lasciare che lo stampo si raffreddi a sufficienza. Una volta che la parte in LCP è sufficientemente rigida e stabile, aprire lo stampo.
6. Apertura dello stampo, rimozione del pezzo e rifilatura:
Apertura dello stampo: Assicurarsi che il prodotto sia completamente raffreddato, quindi aprire delicatamente lo stampo per evitare di graffiare il prodotto.
Rimozione e rifilatura del pezzo: Rimuovere il prodotto, ritagliare il pezzo, verificare la presenza di elementi extra, come cancelli e lampi, e rifilare se necessario. Potrebbe essere necessaria una post-elaborazione.
7. Ispezione e controllo della qualità:
Ispezione dell'aspetto: Osservare il prodotto per vedere se ci sono graffi, crepe, bolle o altri problemi.
Misurazione dimensionale: Usare gli strumenti di misura per misurare le dimensioni importanti del prodotto, assicurandosi che corrispondano alle specifiche del progetto.
Test delle prestazioni: Testano le proprietà meccaniche, la resistenza al calore e le prestazioni elettriche per assicurarsi che il prodotto soddisfi gli standard di prestazione.
Linee guida di progettazione per lo stampaggio ad iniezione di LCP
Quando si progettano pezzi stampati a iniezione con polimeri a cristalli liquidi (LCP), è necessario pensare a molti aspetti per assicurarsi che funzionino bene e che possano essere prodotti. Ecco alcuni aspetti importanti a cui pensare quando si progettano parti in LCP per lo stampaggio a iniezione:
1. Design della parte:
Mantenere una progettazione semplice ed evitare geometrie complesse.
Utilizzare uno spessore di parete costante per garantire un raffreddamento uniforme e ridurre al minimo le deformazioni.
Evitare pareti sottili (<0,5 mm) e spigoli vivi, poiché possono causare fessurazioni o delaminazioni.
2. Progettazione del cancello:
Utilizzare un cancello al centro o vicino alla linea di congiunzione delle due metà dello stampo per ridurre la deformazione del pezzo.
Non collocare le porte dove ci sono già molte sollecitazioni (come in prossimità di fori o di punti in cui il pezzo è più sottile).
Fare in modo che il cancello sia della dimensione giusta per il pezzo, in modo che si riempia correttamente.
3. Sistema di espulsione:
Progettare il sistema di espulsione per assicurarsi di poter estrarre il pezzo senza danneggiarlo o danneggiarne lo stampo.
Utilizzare un rivestimento antiaderente o un agente distaccante per evitare che il pezzo si attacchi.
4. Sistema di raffreddamento:
Progettare il sistema di raffreddamento per garantire che il pezzo si raffreddi in modo uniforme e non si deformi.
Utilizzate una combinazione di canali di raffreddamento e prese d'aria per far uscire il calore e impedire che il pezzo si deformi.
5. Progettazione dello stampo:
Utilizzare uno stampo solido, robusto e rigido per gestire elevate pressioni di iniezione.
Assicurarsi che lo stampo sia adeguatamente ventilato per eliminare l'aria e prevenire i vuoti.
Utilizzare un rivestimento antiaderente o un agente distaccante per ridurre l'attaccamento dei pezzi.

6. Spessore della parete:
Linee guida generali: Mantenere lo spessore delle pareti tra 0,3 mm e 1 mm. Non si tratta di regole ferree, ma di un buon intervallo per la maggior parte delle applicazioni. Per evitare concentrazioni di tensioni e migliorare la formabilità, è importante che le transizioni tra i diversi spessori di parete siano fluide.
Uniformità: Cercare di mantenere uniforme lo spessore della parete per evitare problemi come deformazioni e segni di affondamento. Lo spessore della parete dovrebbe essere idealmente compreso tra 40% e 60% dello spessore della parete adiacente.
7. Raggio e angoli:
Raggio: I raggi esterni dovrebbero essere pari ad almeno 1,5 volte lo spessore della parete, mentre i raggi interni dovrebbero essere pari a 0,5 volte lo spessore della parete. Raggi più grandi aiutano a ridurre le concentrazioni di stress e facilitano la modellazione.
Angoli interni: Utilizzare filetti sugli angoli interni per renderli più resistenti e alleviare le tensioni, mentre gli angoli esterni appuntiti vanno bene.
8. Angoli di sformo:
Angoli di sformo: Gli angoli di sformo dovrebbero essere compresi tra 0,5° e 1° per i pezzi a parete sottile e tra 1° e 2° per i pezzi più spessi, per facilitare il distacco dallo stampo. Negli stampi molto lucidi, può essere sufficiente un angolo di sformo minimo.
9. Tolleranze:
Tolleranze dei pezzi: L'LCP offre un'elevata precisione e una bassa espansione e contrazione termica. I pezzi realizzati con stampi in acciaio hanno tolleranze più strette rispetto a quelli realizzati con stampi in alluminio.
10. Linee di saldatura:
Ridurre al minimo le linee di saldatura: L'LCP è soggetto a linee di saldatura, che possono indebolire il pezzo. I progettisti devono posizionare le porte nei punti giusti per eliminare questi difetti e assicurarsi che lo stampo possa respirare.
Quali sono i vantaggi dello stampaggio a iniezione LCP?
Lo stampaggio a iniezione di LCP (polimeri a cristalli liquidi) è straordinario per le sue proprietà uniche. È utilizzato in molti settori diversi. Ecco perché è così eccezionale:

1. Eccellente resistenza alle alte temperature:
I materiali LCP sono in grado di sopportare il calore, bellezza! Possono sopportare il calore fino a 200°C e oltre. Altre materie plastiche possono iniziare a fondersi, deformarsi o semplicemente arrendersi quando le cose si scaldano, ma non l'LCP. Rimane forte e continua a funzionare. Questo è un aspetto importante per molte cose, come l'elettronica, le automobili e gli aerei. Ad esempio, le parti dell'auto che si trovano vicino al motore devono essere in grado di gestire il calore e l'LCP è in grado di farlo. Inoltre, l'LCP non ha problemi a essere colpito da sostanze chimiche quando è caldo, quindi è perfetto per i luoghi in cui le cose si fanno davvero folli.
2. Alta resistenza e rigidità:
La LCP è forte e può sopportare molte sollecitazioni meccaniche. È anche rigido, quindi mantiene la sua forma e non si piega quando lo si appoggia. Anche quando si surriscalda, l'LCP rimane resistente, il che è importante per i pezzi che devono essere della giusta dimensione. Quando si realizzano pezzi piccoli o che devono essere di dimensioni giuste, l'LCP è ottimo perché è forte e rigido. È per questo che lo si usa per oggetti come le spine e le parti dell'elettronica. Aiuta a tenere tutto insieme e non intralcia.
3. Basso restringimento e deformazione minima:
L'LCP ha una struttura cristallina unica che lo fa ritirare meno quando lo si modella. Ciò significa che i pezzi realizzati con l'LCP hanno maggiori probabilità di essere della dimensione giusta. Inoltre, è meno probabile che si deformino o si attorciglino perché non si ritirano in modo irregolare quando si raffreddano. Questo aspetto è molto importante quando si realizzano pezzi che devono combaciare perfettamente o che hanno forme complicate. Rispetto ad altre materie plastiche, i pezzi realizzati con LCP hanno superfici più lisce e meno deformazioni, per cui si possono realizzare più pezzi in meno tempo e con meno errori.
4. Grande resistenza chimica:
I materiali LCP presentano una grande resistenza a un'ampia gamma di sostanze chimiche, tra cui acidi, basi e solventi organici. Sono praticamente impenetrabili alla corrosione o alla degradazione, il che li rende particolarmente adatti alle applicazioni esposte ad ambienti corrosivi o a sostanze chimiche. Ad esempio, nelle apparecchiature per l'automazione industriale, alcune parti entrano spesso in contatto con sostanze chimiche o solventi, e l'LCP è in grado di mantenere le proprie prestazioni in tali ambienti senza subire cambiamenti fisici o chimici. Questo lo rende ampiamente utilizzato in settori come quello chimico, petrolifero e farmaceutico che trattano sostanze chimiche.
5. Prestazioni elettriche eccezionali:
I materiali LCP non hanno solo buone proprietà meccaniche, ma anche eccellenti caratteristiche di isolamento elettrico. Hanno una costante dielettrica e un fattore di perdita bassi, che garantiscono la stabilità nelle applicazioni elettroniche ad alta frequenza. Questo li rende ideali per la realizzazione di circuiti stampati, connettori, interruttori e altri componenti dell'industria elettrica ed elettronica. Soprattutto nel campo della microelettronica, con la riduzione delle dimensioni dei dispositivi, i materiali devono avere un'elevata precisione di stampaggio e allo stesso tempo buone proprietà di isolamento elettrico, come l'LCP. Inoltre, il basso assorbimento di umidità dell'LCP aiuta a mantenere buone prestazioni elettriche in ambienti ad alta umidità, evitando cortocircuiti e scosse elettriche.
6. Basso assorbimento di umidità:
I materiali LCP non assorbono molta umidità, quindi non cambiano forma o prestazioni anche in luoghi molto umidi. Questo è un vantaggio per oggetti come i dispositivi medici e alcune parti elettroniche che devono rimanere asciutti, perché l'acqua può farli gonfiare o non funzionare correttamente. Il fatto che non assorbano l'umidità significa che i componenti in LCP funzionano allo stesso modo in luoghi diversi, il che è importante per gli oggetti che devono funzionare bene per molto tempo.
7. Leggero e resistente:
L'LCP è più leggero dei metalli normali, il che è ottimo per i settori che devono alleggerire le cose, come quello aerospaziale e automobilistico. Anche se è leggero, l'LCP è comunque molto resistente, per cui si possono realizzare tutti i tipi di oggetti interessanti. Ad esempio, le aziende automobilistiche possono utilizzare l'LCP per realizzare componenti più leggeri che aiutano le auto a consumare meno gas senza rompersi.

8. Capacità di stampaggio a parete sottile:
L'LCP scorre molto bene, quindi può riempire gli spazi più piccoli negli stampi. Per questo motivo è ottimo per realizzare pezzi molto sottili che devono essere estremamente precisi. Questo è importante per le piccole parti elettroniche e per le forme più strane. L'LCP è in grado di creare pareti più sottili di altre materie plastiche, ma comunque resistenti. In questo modo è possibile realizzare pezzi più piccoli e precisi che non si rompono. Per questo motivo, l'LCP viene utilizzato in molti settori come i telefoni, i dispositivi medici e i connettori elettrici.
9. Ritardo di fiamma intrinseco:
I materiali LCP sono naturalmente ignifughi. Possono spegnersi da soli in situazioni di alta temperatura, il che significa che è meno probabile che prendano fuoco. A differenza di altre materie plastiche che necessitano di sostanze chimiche aggiuntive per diventare ignifughe, l'ignifugazione naturale dell'LCP lo rende più sicuro e impedisce alle sostanze chimiche di alterare il funzionamento del materiale. Ciò è particolarmente utile per l'elettronica, le automobili e gli aerei, dove è necessario assicurarsi che le cose non prendano fuoco quando le cose si fanno difficili.
Quali sono gli svantaggi dello stampaggio a iniezione di LCP?
Lo stampaggio a iniezione LCP (Liquid Crystal Polymer) offre numerosi vantaggi, ma presenta anche alcuni svantaggi:
1. Costi elevati della muffa:
Lo stampaggio a iniezione di LCP richiede stampi e attrezzature speciali, che possono essere costosi da progettare e realizzare. È necessario utilizzare stampi di alta precisione con tolleranze ristrette, soprattutto per i progetti a pareti sottili e per il controllo stretto, il che fa lievitare i costi iniziali di attrezzaggio.
2. Costi elevati dei materiali:
I materiali LCP sono generalmente più costosi di altre materie plastiche, il che aumenta i costi di produzione complessivi. Rispetto ai tecnopolimeri standard, l'LCP è spesso più costoso. Gli elevati costi delle materie prime lo rendono meno conveniente per le applicazioni a basso budget o ad alto volume, soprattutto nei settori sensibili ai costi.
3. Opzioni di materiale limitate:
I materiali LCP hanno opzioni limitate in termini di colore, struttura e additivi, il che limita la flessibilità di progettazione.
4. Vincoli di progettazione:
Quando si realizzano pezzi in LCP, ci sono alcune cose da tenere a mente per assicurarsi che lo stampaggio vada bene. Non si possono avere bordi taglienti o sottosquadri e bisogna pensare a dove posizionare il gate e i canali di raffreddamento. Questi elementi potrebbero rendere più difficile la progettazione del pezzo rispetto ad altri materiali.
5. Temperature di lavorazione elevate:
I materiali LCP richiedono temperature di lavorazione elevate (circa 320°C/608°F), il che può rappresentare un problema per alcune macchine di stampaggio a iniezione. Rispetto a molti altri materiali termoplastici, l'LCP richiede temperature di lavorazione molto più elevate, con un punto di fusione compreso tra i 340°C e i 400°C. Ciò significa che è necessaria un'attrezzatura speciale e che potrebbe essere necessario pagare di più per l'energia quando lo si produce.
6. Requisiti di alta pressione:
I materiali LCP richiedono pressioni di iniezione elevate (in genere superiori a 1000 bar/14500 psi), che possono essere difficili per alcune macchine di stampaggio.
7. Capacità di stampaggio limitate:
I materiali LCP non hanno grandi capacità di stampaggio, quindi non è sempre possibile realizzare pezzi grandi o molti di essi. L'LCP scorre abbastanza bene, ma si ritira in modo diverso nelle varie direzioni, il che può rendere difficile lo stampaggio, soprattutto se si utilizza un tipo con fibre. Questo può far deformare i pezzi e rendere difficile il controllo delle loro dimensioni, quindi è necessario creare stampi molto buoni e fare molta attenzione durante lo stampaggio.
8. Sfide della lavorazione post-stampaggio:
I pezzi in LCP possono richiedere ulteriori fasi dopo lo stampaggio, come la ricottura o l'attenuazione delle tensioni, rendendo il processo di produzione più complicato e costoso.
9. Resistenza limitata agli urti:
L'LCP è forte e rigido, ma anche fragile. Ciò significa che non è l'ideale per le applicazioni in cui è necessario un oggetto in grado di sopportare forti impatti o di flettersi molto. Se lo si colpisce con forza o lo si sottopone a forti sollecitazioni in una sola volta, potrebbe incrinarsi o rompersi. Altre plastiche come il policarbonato o l'ABS potrebbero essere migliori per questo tipo di applicazioni.
10. Opzioni di riciclaggio limitate:
È possibile riciclare le LCP, ma il riciclaggio è ancora nuovo e non ci sono ancora molti posti che lo fanno.
11. Potenziali cambiamenti delle proprietà del materiale nel tempo:
I materiali LCP possono subire variazioni nel tempo, come il creep o il rilassamento, che possono influire sul loro funzionamento.
12. Problemi di compatibilità con alcuni materiali per stampi:
Alcuni materiali per stampi possono non essere compatibili con i materiali LCP, il che può causare difetti nei pezzi o problemi con gli utensili.
13. Rischio di degrado dei materiali:
I materiali LCP possono deteriorarsi nel tempo, soprattutto se esposti a calore, luce o sostanze chimiche, il che può influire sul loro funzionamento.
14. Sensibilità ambientale durante la lavorazione:
I materiali LCP sono altamente resistenti all'umidità, ma sono sensibili all'umidità prima della lavorazione. Se il materiale assorbe umidità dall'ambiente prima dello stampaggio, può causare difetti come vuoti o bolle nel prodotto finale. Ciò significa che è necessario asciugare il materiale prima della lavorazione, aggiungendo ulteriori fasi e tempi di produzione.
Quali sono le applicazioni dello stampaggio a iniezione di LCP?
Lo stampaggio a iniezione di LCP (polimeri a cristalli liquidi) è ampiamente utilizzato in diversi settori grazie alle sue proprietà uniche. Ecco alcune applicazioni:

1. Aerospaziale:
I materiali LCP sono utilizzati nelle applicazioni aerospaziali perché sono in grado di gestire le alte temperature, non si deformano e sono molto resistenti. Alcuni esempi sono:
Parti di aeromobili (come parti di motori e serbatoi di carburante)
Materiale spaziale (come parti di satelliti e astronavi)

2. Automotive:
Nel settore automobilistico, l'LCP viene utilizzato per le parti che devono essere super resistenti e non fondere, come nei motori elettrici e in altri componenti importanti. Alcuni esempi sono:
Parti del motore (come la parte superiore del motore e la parte grande del motore)
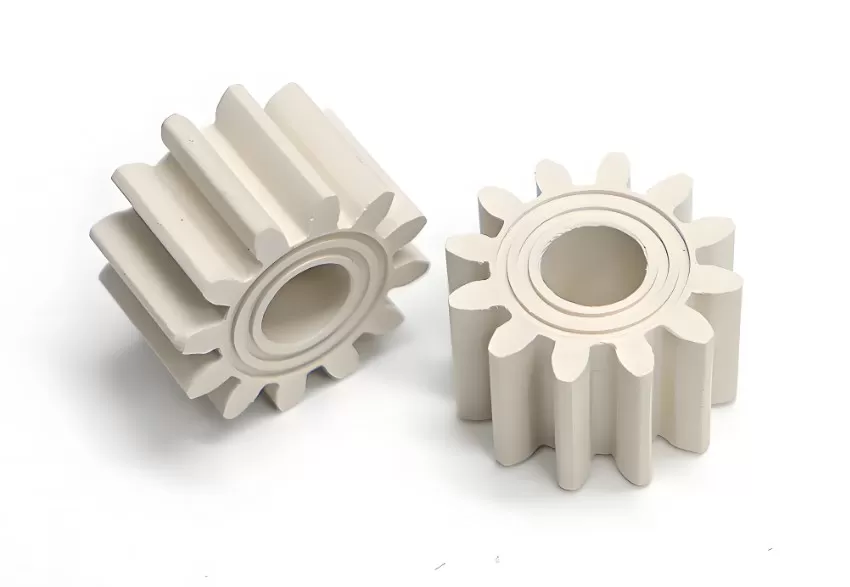
Parti della trasmissione (come gli ingranaggi e gli elementi che li tengono)

3. Dispositivi medici:
I materiali LCP sono utilizzati nei dispositivi medici perché sono biocompatibili, sterilizzabili e hanno un'elevata resistenza meccanica. Ne sono un esempio:
Strumenti chirurgici (come bisturi e pinze)
Dispositivi impiantabili (come pacemaker e defibrillatori cardioverter impiantabili)
4. Apparecchiature industriali:
L'LCP viene utilizzato nelle apparecchiature industriali perché è in grado di resistere alle alte temperature. L'LCP può essere utilizzato per realizzare parti che devono resistere a sostanze chimiche aggressive. Per esempio:
Pompe e valvole
Ingranaggi e cuscinetti
5. Elettronica di consumo:
I materiali LCP sono utilizzati nell'elettronica di consumo perché resistono alle alte temperature, non si deformano e sono molto resistenti. Ecco alcuni esempi:
Custodie e cover per telefoni cellulari
Parti per computer portatili e tablet (come cerniere e pulsanti)

6. Attrezzature sportive:
I materiali LCP sono utilizzati per le attrezzature sportive perché sono super resistenti, non si piegano e possono sopportare le botte. Alcuni esempi sono:
Materiale per biciclette (come telai e ruote)
Articoli per il golf (come shaft e impugnature)

7. Energia e servizi di pubblica utilità:
I materiali LCP sono utilizzati nelle applicazioni per l'energia e i servizi pubblici perché sono in grado di gestire le alte temperature, non si deformano e sono molto resistenti. Ecco alcuni esempi:
Apparecchiature per la generazione di energia (come turbine e generatori)
Apparecchiature di trasmissione e distribuzione (come trasformatori e quadri elettrici)

8. Cibo e bevande:
I materiali LCP sono utilizzati nelle applicazioni alimentari e delle bevande perché sono biocompatibili, sterilizzabili e super resistenti. Ad esempio:
Attrezzature per la lavorazione degli alimenti (come pompe e valvole)
Attrezzature per bevande (come linee di imbottigliamento e macchine per l'inscatolamento)

9. Componenti elettrici:
L'LCP è ottimo per i componenti elettrici perché isola bene e ha un'elevata rigidità dielettrica. Alcuni esempi sono:
Cose su circuiti stampati
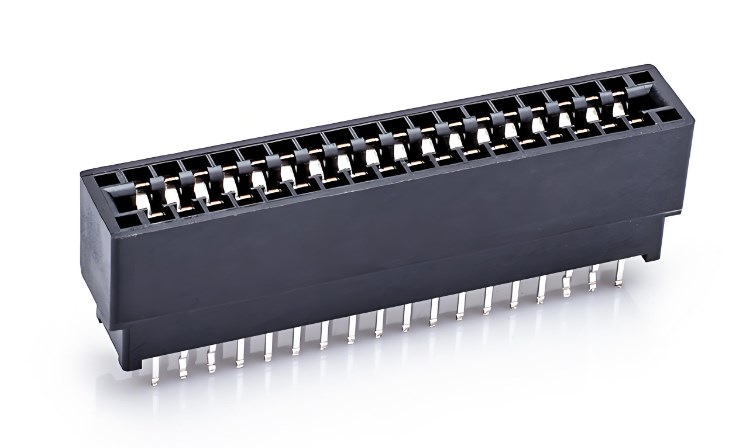
Connettori

Primo piano di mattoncini colorati in plastica di vari colori, tra cui viola, blu, verde e giallo, impilati insieme.
Punti Chiave – Una macchina per lo stampaggio a iniezione ad alta velocità è definita da velocità di iniezione di 300–600 mm/s e velocità di chiusura superiori a 500 mm/s, rispetto alle 100–200 mm/s delle macchine standard—consentendo cicli

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

Che cos'è una macchina per lo stampaggio a iniezione ad alta velocità?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

