 Vai al contenuto
Vai al contenuto 

Introduzione: Lo stampaggio a iniezione è un metodo di produzione piuttosto interessante. Esiste da tempo e rende la produzione più veloce. La velocità e la facilità di produzione sono considerazioni fondamentali nella produzione, soprattutto in quella di massa, in quanto comportano numerosi vantaggi. Questi vantaggi includono costi di sviluppo più bassi, maggiore accuratezza delle previsioni, innovazione più rapida e maggiore quota di mercato.
Cosa significa stampaggio a iniezione?
Lo stampaggio a iniezione è un processo di produzione in cui si prende del materiale fuso e lo si spruzza in uno stampo. Poi si lascia raffreddare e indurire. Dopodiché, si estrae dallo stampo. È possibile utilizzare questo processo per produrre una sola cosa, ma di solito lo si usa per produrre grandi volumi.
Il materiale che si spruzza nello stampo è solitamente plastica o gomma. Perché produce un sacco di roba molto velocemente ed è sempre buona, stampaggio a iniezione è utilizzato ovunque per produrre parti elettriche, parti di automobili, materiale plastico a basso costo, parti di mobili e ogni altro genere di cose.
Quali sono i principali parametri dello stampaggio a iniezione?
Il ciclo di stampaggio a iniezione prevede molti elementi da controllare per realizzare buone parti in plastica. Alcuni di questi aspetti sono:

Pressione di iniezione: Si tratta della forza con cui si spinge la plastica nello stampo. È importante assicurarsi che lo stampo si riempia correttamente e che i pezzi escano bene.
Temperatura di stampaggio: È la temperatura dello stampo quando si producono i pezzi. Influisce sulla fluidità della plastica, sul raffreddamento e sulla qualità dei pezzi.
Pressione dell'ugello: È la forza con cui si spinge la plastica nello stampo dall'ugello. Fa parte della pressione di iniezione, ma è solo la pressione nello stampo.
Tasso di recupero: La velocità con cui il materiale rimbalza dopo essere stato schiacciato durante il processo di iniezione.
Tasso di restringimento: Quanto si restringe il pezzo stampato dallo stato fuso allo stato solido.
Forza di serraggio: La forza che tiene unite le metà dello stampo mentre la plastica viene iniettata e raffreddata.

Velocità della vite: La velocità di rotazione della vite all'interno del cilindro della pressa a iniezione. La velocità della vite controlla la velocità con cui la plastica viene spinta nella cavità dello stampo e influisce sul tempo necessario per il riempimento e il raffreddamento.
Quali sono le condizioni del processo di stampaggio a iniezione?
Controllo della temperatura
Temperatura del barile
Le temperature che devono essere controllate nel processo di stampaggio a iniezione sono la temperatura del cilindro, la temperatura dell'ugello e la temperatura dello stampo. Le prime due temperature influiscono principalmente sulla plastificazione e sul flusso della plastica, mentre l'ultima temperatura influisce principalmente sul flusso e sul raffreddamento della plastica. Ogni tipo di plastica ha una temperatura di flusso diversa.
Diverse fonti o marche dello stesso tipo di plastica hanno temperature di scorrimento e di decomposizione diverse. Questo perché hanno pesi molecolari medi e distribuzioni di peso molecolare diversi. Anche il processo di plastificazione delle materie plastiche nei diversi tipi di macchine a iniezione è diverso, quindi anche la temperatura del cilindro è diversa.

Temperatura dell'ugello
La temperatura dell'ugello è solitamente leggermente inferiore alla temperatura massima della canna. Questo per evitare il "fenomeno della sbavatura" che può verificarsi nell'ugello a passaggio diretto. La temperatura dell'ugello non può essere troppo bassa, per evitare di causare una coagulazione prematura della massa fusa e di bloccare l'ugello, oppure di compromettere le prestazioni del prodotto a causa dell'iniezione di coagulazione prematura nella cavità dello stampo.
Temperatura dello stampo
La temperatura dello stampo è molto importante per le prestazioni intrinseche e la qualità apparente del prodotto. La temperatura dello stampo è determinata dalla presenza o dall'assenza di cristallinità della plastica, dalle dimensioni e dalla struttura del prodotto, dai requisiti prestazionali e da altre condizioni di processo (temperatura del fuso, velocità e pressione di iniezione, ciclo di stampaggio, ecc.)

Controllo della pressione
La pressione nel processo di stampaggio a iniezione comprende la pressione di plastificazione e la pressione di iniezione, che influiscono direttamente sulla plastificazione della plastica e sulla qualità del prodotto.
Pressione di plastificazione
(Contropressione) Quando si utilizza una macchina a iniezione a vite, la pressione sulla parte superiore della vite quando questa ruota all'indietro è chiamata pressione di plastificazione, nota anche come contropressione. L'entità di questa pressione può essere regolata dalla valvola di troppopieno del sistema idraulico.
Quando si inietta, l'entità della pressione di plastificazione non cambia con la velocità della vite. Se si aumenta la pressione di plastificazione, si aumenta la temperatura della massa fusa, ma si rallenta la plastificazione. Inoltre, aumentando la pressione di plastificazione si può spesso rendere uniforme la temperatura della colata, il colorante si mescola in modo uniforme e si scarica il gas presente nella colata.

In generale, per fondere la plastica e ottenere un buon pezzo si deve usare la pressione più bassa possibile. Il valore esatto dipende dalla plastica, ma di solito è inferiore a 20 kg/cm2.
Pressione di iniezione
Nella maggior parte delle macchine a iniezione di oggi, la pressione di iniezione è determinata dalla pressione applicata dallo stantuffo o dalla parte superiore della vite alla plastica (convertita dalla pressione del circuito dell'olio). Lo scopo della pressione di iniezione nello stampaggio a iniezione è quello di vincere la resistenza al flusso della plastica dal cilindro alla cavità, controllare la velocità di riempimento della colata e confezionare la colata.

Ciclo di stampaggio
Il ciclo di stampaggio è direttamente correlato alla produttività della manodopera e all'utilizzo delle attrezzature. Pertanto, nel processo di produzione, il tempo rilevante del ciclo di stampaggio deve essere ridotto il più possibile, pur garantendo la qualità. Nell'intero ciclo di stampaggio, il tempo di iniezione e il tempo di raffreddamento sono i più importanti e hanno un'influenza decisiva sulla qualità del prodotto.
L'altro momento del ciclo di stampaggio è legato al fatto che il processo di produzione sia continuo e automatizzato, nonché al grado di continuità e automazione.

Quali sono i materiali comunemente utilizzati per lo stampaggio a iniezione?
La scelta dei materiali plastici non è casuale, ma è una decisione strategica basata su ciò che si sta producendo. Che si tratti della trasparenza del policarbonato nelle parti ottiche o della resistenza all'usura del nylon nelle parti meccaniche, ogni materiale svolge un ruolo fondamentale per il successo del processo di stampaggio a iniezione.

Polipropilene (PP)
Il PP, o polipropilene, è una termoplastica versatile che viene utilizzata in stampaggio a iniezione. È leggero, resistente agli agenti chimici e può sopportare un'usura notevole. Ecco perché è così popolare per la produzione di oggetti come imballaggi, contenitori e parti di automobili.

Acrilonitrile Butadiene Stirene (ABS)
L'ABS è noto per la sua forza, la resistenza agli urti e la stabilità dimensionale. Queste proprietà, insieme alla sua capacità di essere facilmente modellato e colorato, rendono l'ABS la scelta migliore per la produzione di beni di consumo, componenti automobilistici e alloggiamenti elettronici.
Polietilene (PE)
Il polietilene (PE) è una plastica leggera, nota per essere flessibile ed economica. Ne esistono diversi tipi, come l'HDPE e l'LDPE, che possono essere utilizzati in molti settori diversi, dagli imballaggi ai contenitori, dai prodotti agricoli ai giocattoli.

Polistirolo (PS)
Il polistirene (PS) è chiaro, duro ed economico. Il PS è spesso utilizzato per prodotti usa e getta, come imballaggi, contenitori per alimenti e posate usa e getta, ed è apprezzato per la facilità di stampaggio e l'economicità.
Nylon (PA 6)
Il nylon, in particolare il nylon 6 o PA 6, è noto per essere forte, tenace e resistente all'abrasione. È ottimo per la produzione di componenti meccanici ed è molto utilizzato in oggetti come ingranaggi, cuscinetti e altri componenti che devono essere prodotti in grandi quantità, durare a lungo ed essere realizzati con grande precisione.

Policarbonato (PC)
Il PC, o policarbonato, è noto per essere trasparente, resistente e in grado di sopportare il calore elevato. Per questo motivo viene utilizzato per produrre oggetti come lenti per occhiali, parti di computer e oggetti trasparenti che non si rompono in molti settori diversi.
Poliossimetilene (POM)
Il POM, noto anche come acetale o Delrin, è un tecnopolimero super resistente con una grande stabilità dimensionale. È perfetto per la produzione di ingranaggi, boccole e altri componenti di precisione, perché ha un basso attrito e una bassa usura e si adatta bene alle sostanze chimiche.

Che cos'è l'attrezzatura per lo stampaggio a iniezione?
Quali sono i tipi di macchine per lo stampaggio a iniezione?
Esistono macchine per lo stampaggio a iniezione di tipo verticale, orizzontale, ad angolo retto, rotativo ed eccentrico, in base alle loro caratteristiche estetiche. Attualmente, il tipo orizzontale è il più utilizzato. In base al modo in cui i tecnopolimeri vengono fusi e plastificati nel cilindro, si distinguono due tipi comunemente utilizzati: a stantuffo e a vite.

La macchina a iniezione a pistone si è sviluppata raramente negli ultimi anni a causa dei suoi svantaggi, come la bassa capacità di plastificazione, la plastificazione non uniforme, la grande perdita di pressione di iniezione e la bassa velocità di iniezione. La più utilizzata è la macchina a iniezione a vite alternata.
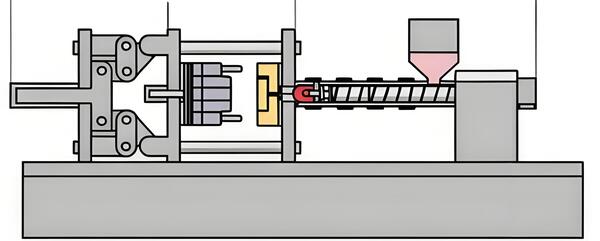
Quali sono i componenti di una macchina per lo stampaggio a iniezione?
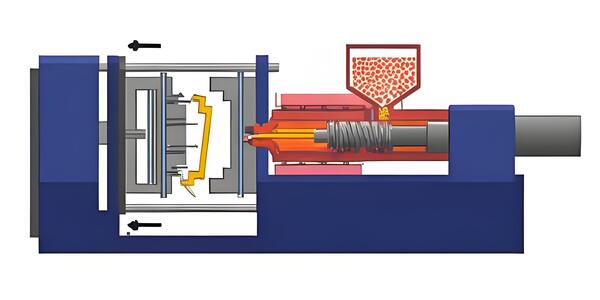
Hopper: È un contenitore situato nella parte superiore della pressa a iniezione che contiene le materie prime (di solito pellet di plastica o resina). Il contenitore alimenta il materiale nel cilindro della macchina di stampaggio.

Canna: È un lungo tubo all'interno della macchina per lo stampaggio a iniezione dove le materie prime vengono fuse e mescolate. Al suo interno si trovano la vite e il riscaldatore.
Vite: È la cosa che va avanti e indietro all'interno della botte. Fonde e mescola le materie prime e poi le spruzza nello stampo.

Riscaldatori: Vengono utilizzati per riscaldare il cilindro della macchina di stampaggio a iniezione, mantenendo la temperatura necessaria per fondere le materie prime. Assicurano che il materiale fluisca correttamente e che lo stampo sia corretto.
Piastra: Si tratta di una delle due piastre che tengono insieme le due metà durante il processo di stampaggio a iniezione. Può muoversi avanti e indietro per aprire e chiudere lo stampo, in modo da poter estrarre il pezzo e cambiare lo stampo.
Ugello: È il punto in cui la plastica fusa esce dal cilindro e va nello stampo. Assicura che la plastica entri nello stampo in modo uniforme.

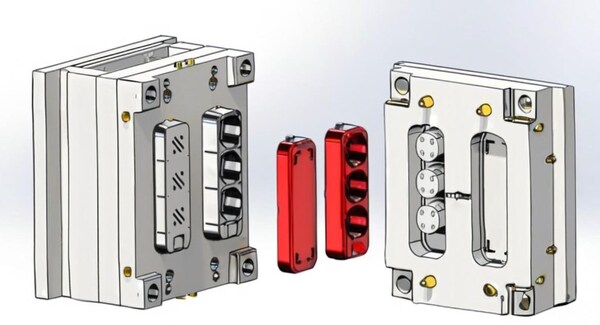
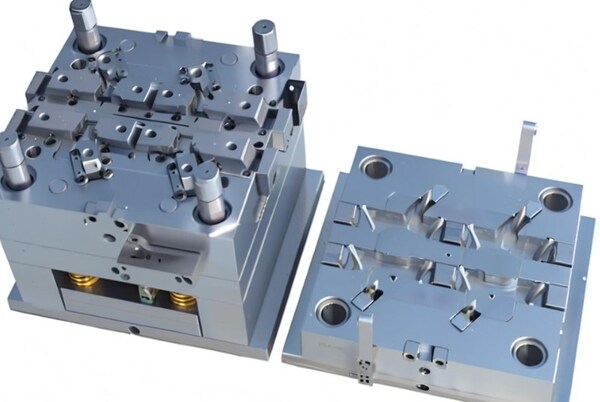
Stampi a iniezione di plastica: Strumento di fantasia, solitamente in acciaio o alluminio, che crea la forma di una parte in plastica. Ha due metà (nucleo e cavità) che si uniscono per creare un foro in cui la plastica fusa va a finire e poi si indurisce.
Cavità dello stampo: È il foro o l'ammaccatura dello stampo in cui la plastica fusa va a formare il pezzo finale. Ha la forma esatta del pezzo che si vuole realizzare.
Quali sono i tipi di stampaggio a iniezione?
Sovrastampaggio
Il sovrastampaggio è un processo che prevede l'utilizzo di due materiali diversi per realizzare un pezzo. Si modella il primo materiale e poi si modella il secondo materiale sopra il primo stampo prima che si raffreddi. In questo modo si crea un forte legame tra i due materiali. Con questa tecnologia è possibile realizzare pezzi dall'aspetto e dal funzionamento migliori, senza dover fare alcun lavoro aggiuntivo per la finitura del pezzo.
Stampaggio a inserti
Lo stampaggio a inserto è simile al sovrastampaggio. In questa tecnica di stampaggio a iniezione, si inserisce un oggetto preformato nello stampo prima di versare il materiale fuso. L'idea è di inserire il materiale preformato nell'oggetto stampato. Un uso dello stampaggio a inserto è quello di inserire fori per viti metalliche in parti in plastica.

Stampaggio a iniezione di metalli
In questo metodo, si mescola il metallo finemente polverizzato con cera, legante polipropilenico o altri polimeri per ottenere una miscela di materie prime. Quindi si inietta nello stampo e si raffredda. Una volta indurito, si toglie parte della mascheratura utilizzando processi catalitici e solventi.
La pressofusione, nota anche come pressofusione ad alta pressione, è il processo che consiste nel forzare il metallo fuso in una cavità ad alta pressione. Ecco come funziona:

Per prima cosa si prepara lo stampo (matrice), cioè si lubrifica la cavità dello stampo in modo che la colata esca facilmente e si controlla la temperatura. Quindi si chiude la colata e si inietta il metallo fuso a una pressione relativamente elevata, compresa tra 1500 e 25400 psi. I prodotti pressofusi sono realizzati in metalli non ferrosi come rame, zinco, alluminio e piombo.
Iniezione a parete sottile
Questo processo di stampaggio a iniezione è utilizzato per realizzare parti in plastica con pareti molto sottili, come imballaggi per alimenti, parti di apparecchiature e strumenti di laboratorio. Le dimensioni di questi pezzi sono maggiori del loro spessore. Questo processo di produzione di pareti sottili è più difficile di altri processi.

Microstampaggio
Il microstampaggio è un processo di stampaggio utilizzato per produrre minuscoli pezzi di plastica del peso di circa 1 - 0,1 grammi. Consente di produrre micropezzi di varie geometrie complesse con la massima precisione e accuratezza.
Stampaggio a iniezione assistito da gas
Quando si utilizza lo stampaggio a iniezione per produrre parti in plastica spesse, c'è la possibilità che la plastica fusa si deformi durante il raffreddamento. L'iniezione assistita da gas evita questo problema. Quando la plastica fusa si indurisce, il gas entra nello stampo attraverso un canale di gas per creare una superficie liscia.

Come funziona lo stampaggio a iniezione?
Per lo stampaggio a iniezione è necessaria una macchina per lo stampaggio a iniezione. Il processo prevede alcune fasi:
Serraggio
Innanzitutto, lo stampo viene chiuso per evitare che la plastica fusa fuoriesca a causa dell'espansione termica. L'unità di serraggio esercita una pressione per tenere insieme le metà dello stampo e creare una buona tenuta. Questa fase è importante perché prepara il terreno per le fasi successive e mantiene tutto stabile mentre la plastica viene iniettata e raffreddata.
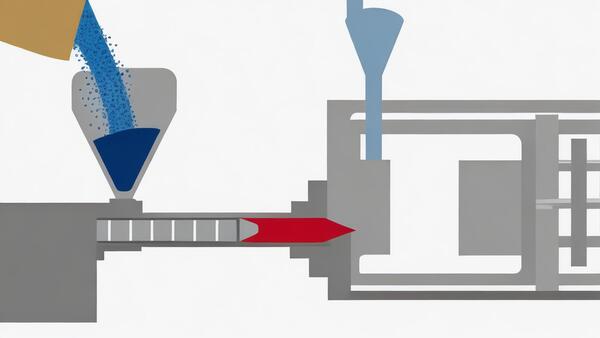
Iniezione
La fase di iniezione inizia con l'iniezione di plastica fusa nella cavità dello stampo ad alta pressione. La plastica fusa è la plastica che è stata fusa fino al suo punto di fusione. Questa fase richiede un controllo preciso della velocità di iniezione, della pressione e della temperatura per garantire che il materiale riempia completamente e uniformemente la cavità.
Di solito, una vite all'interno della macchina per lo stampaggio a iniezione spinge il materiale fuso in avanti nello stampo in condizioni controllate. Quando si applica la pressione di iniezione, la plastica fusa fluisce attraverso il sistema di canali e nella cavità dello stampo, dove assume la forma del pezzo desiderato.
Tenuta
Una volta che la plastica calda viene sparata nello stampo, c'è una piccola pausa chiamata fase di mantenimento. Durante questa fase, il materiale rimane fermo nello stampo metallico, lasciando che si assesti e si compatti in modo uniforme. È importante dare al materiale il tempo necessario per distribuirsi e riempire tutti gli angoli e le fessure del pezzo. Questa fase aiuta a ridurre al minimo i difetti, come le sacche d'aria o i vuoti, e assicura che il pezzo sia solido e uniforme.

Raffreddamento
Dopo la fase di mantenimento, lo stampo passa alla fase di raffreddamento, in cui la plastica fusa all'interno della cavità dello stampo si indurisce. Il raffreddamento può avvenire in diversi modi, ad esempio facendo scorrere un refrigerante attraverso i canali dello stampo o lasciando che lo stampo si raffreddi da solo nell'aria.

Il raffreddamento è importantissimo per ottenere le proprietà desiderate, per assicurarsi che il pezzo sia della dimensione giusta e per evitare che si deformi o si rovini. Controlliamo la velocità con cui il pezzo si raffredda e ci assicuriamo che si raffreddi allo stesso modo dappertutto, in modo che non si stressi all'interno e che si raffreddi allo stesso modo in tutto lo stampo.
Apertura
Una volta che la plastica si è indurita, lo stampo passa alla fase di apertura, in cui le due metà dello stampo si separano per mostrare il nuovo pezzo.

L'apertura dello stampo viene solitamente effettuata con un sistema idraulico o meccanico che applica una forza al meccanismo di bloccaggio dello stampo, provocandone il rilascio e l'apertura. L'accuratezza e la coerenza sono importanti in questa fase per garantire che il pezzo venga espulso senza problemi e senza danni. Una corretta apertura dello stampo aiuta anche a prevenire qualsiasi deformazione o distorsione del pezzo quando esce dalla cavità.
Espulsione (rimozione del prodotto)
Una volta aperto lo stampo, la parte finale in plastica viene estratta dalla cavità dello stampo, l'ultima fase del processo di stampaggio a iniezione della plastica. Il pezzo espulso può essere estratto manualmente da un operatore o automaticamente utilizzando perni di espulsione o piastre di espulsione integrate nella struttura dello stampo.

Quando si tolgono i pezzi dalla matrice, fare attenzione a non danneggiarli o piegarli. Si può anche tagliare la plastica in eccesso, chiamata "flash", per migliorare l'aspetto e l'adattamento del pezzo.
Quali sono i vantaggi dello stampaggio a iniezione?
Alta precisione
Lo stampaggio a iniezione è un processo in grado di produrre pezzi con tolleranze strettissime e dimensioni costanti. Lo stampaggio a iniezione di gomma può migliorare l'efficienza produttiva ottimizzando le impostazioni dell'unità di iniezione.

Dettagli complicati
Uno degli aspetti che rendono lo stampaggio a iniezione così grande è la possibilità di realizzare pezzi con molti dettagli e caratteristiche complicate. Ciò include pareti sottili, modelli complicati, sottosquadri, filettature e altri dettagli che potrebbero essere difficili o impossibili da realizzare con altri metodi di produzione.
Ci vuole più tempo per iniziare
La messa a punto e l'avvio dello stampaggio a iniezione richiedono in genere più tempo rispetto ad alcuni metodi di prototipazione rapida, come la stampa 3D. È necessario progettare e costruire gli stampi, eseguire prove di stampaggio e regolare i parametri di processo prima di poter iniziare a produrre pezzi in volume. Pertanto, il tempo che intercorre tra l'idea e il pezzo finito può essere più lungo rispetto ai metodi di prototipazione rapida.

Durata
I pezzi stampati a iniezione sono resistenti. Sono fatti per essere forti. Il processo assicura che il materiale sia distribuito uniformemente, in modo che i pezzi siano solidi e in grado di sopportare i colpi. Non si usurano facilmente. Possono sopportare i colpi. Possono resistere alle intemperie. Per questo motivo, possono essere utilizzati per qualsiasi tipo di applicazione in tutti i settori.
Automazione
Lo stampaggio a iniezione è super automatizzato, il che lo rende veloce e consente di risparmiare sul personale. Le macchine per lo stampaggio a iniezione automatizzate possono funzionare sempre senza l'ausilio di personale, quindi i pezzi vengono sempre bene e se ne possono produrre molti. Ciò significa anche che è possibile produrre molti pezzi in tempi molto rapidi, in modo da poterli realizzare in tempo e produrne molti se necessario.
Quali sono gli svantaggi dello stampaggio a iniezione?
Costi iniziali elevati per lo stampo
Uno dei grandi svantaggi dello stampaggio a iniezione è il costo elevato dello stampo. Progettare e realizzare uno stampo per adattarlo alla forma di un pezzo specifico può essere molto costoso, soprattutto per i progetti complessi o di fantasia. Questo costo iniziale può essere un ostacolo per le aziende con piccole produzioni o budget limitati.
Limitazioni di dimensione
Stampaggio a iniezione possono avere dei limiti dimensionali, soprattutto per i pezzi più grandi. Le dimensioni della macchina per lo stampaggio a iniezione e la capacità delle cavità possono limitare la dimensione massima del pezzo che può essere prodotto. La produzione di pezzi di dimensioni eccessive può richiedere attrezzature speciali o più cavità dello stampo, con un aggravio di costi e di complessità.

Limitazioni del progetto
Lo stampaggio a iniezione è estremamente versatile per la realizzazione di tutti i tipi di forme e dettagli, ma ci sono ancora alcuni aspetti a cui bisogna pensare quando si progetta il pezzo. Alcune forme, come gli angoli vivi, le pareti sottili o i fori profondi, possono rendere più difficile il riempimento dello stampo, il raffreddamento del pezzo o l'uscita dallo stampo.

Quando si progetta un pezzo stampato a iniezione, è necessario considerare aspetti quali gli angoli di sformo, lo spessore delle pareti e altre regole di progettazione per assicurarsi che il pezzo possa essere realizzato e sia di buona qualità. A volte, se il pezzo presenta sottosquadri o forme strane, potrebbero essere necessari altri elementi nello stampo o altri passaggi per la produzione, il che può rendere il pezzo più costoso e difficile da realizzare.
Quali sono i difetti più comuni nello stampaggio a iniezione?
Curvatura
La deformazione nello stampaggio a iniezione si verifica quando il pezzo esce piegato o contorto. Ciò accade perché la plastica si restringe in modo non uniforme durante il raffreddamento. Ciò può essere causato da un raffreddamento non uniforme nello stampo, che sottopone il pezzo a stress.

Per evitare la deformazione, assicuratevi che le pareti dello stampo abbiano lo stesso spessore su tutto il perimetro e date al pezzo il tempo necessario per raffreddarsi lentamente. I materiali con struttura semicristallina sono particolarmente soggetti a deformazioni.
Delaminazione superficiale
La delaminazione superficiale si verifica quando la superficie di un pezzo si separa in strati sottili, simili a quelli di un rivestimento pelabile. Questo problema è causato da contaminanti nel materiale o dall'uso di una quantità eccessiva di agenti distaccanti.
La delaminazione può compromettere l'aspetto e la resistenza del materiale. È possibile evitare che si verifichi modificando la temperatura dello stampo, utilizzando una minore quantità di distaccante e assicurandosi che la plastica sia asciutta prima di stamparla.
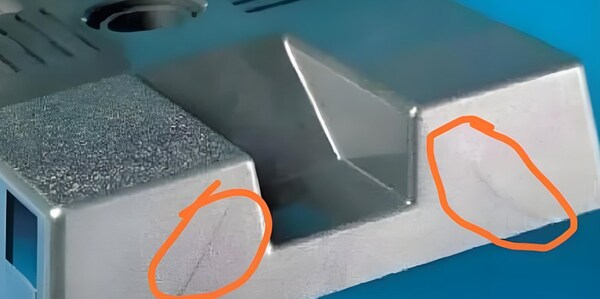
Segni di lavandino
I segni di affondamento sono quelle piccole ammaccature o depressioni che a volte si vedono sulla superficie di un pezzo stampato. Sono causati da un raffreddamento non uniforme o dal materiale che non riempie completamente lo stampo. In questo articolo spiegheremo cosa sono i segni di affondamento, quali sono le cause e come risolverli per ottenere una superficie liscia e perfetta.

Linee di tessitura o saldatura
Le linee di fusione o linee di saldatura sono linee in cui due flussi di resina fusa si incontrano durante il loro percorso attraverso lo stampo. Queste linee si formano di solito intorno a fori di forma geometrica. Quando la plastica scorre intorno al foro, l'intersezione dei due flussi forma una linea visibile.
Le linee di saldatura non vanno bene. Rendono il pezzo debole e suscettibile di rottura. Le linee di saldatura si formano se la resina è troppo fredda, se l'iniezione è troppo lenta o se la pressione non è sufficiente. È possibile correggere le linee di saldatura cambiando lo stampo. Si possono eliminare gli elementi che creano le linee di saldatura.
Quali sono gli usi principali delle parti stampate a iniezione?
Industria automobilistica
Le parti in plastica rendono la carrozzeria e le varie parti del veicolo più aerodinamiche. Con l'evoluzione delle esigenze di questo settore, lo stampaggio a iniezione per le applicazioni automobilistiche è la strada da seguire per i produttori.

Industria dell'imballaggio
L'industria dell'imballaggio si avvale di componenti efficaci nello sviluppo di design creativi di imballaggi che attraggono i clienti. Oltre all'aspetto e all'estetica accattivanti, i prodotti devono anche rispettare rigorose norme di sicurezza e igiene. Stampaggio a iniezione può migliorare la qualità complessiva del prodotto senza causare grossi problemi.
Industria medica
I componenti medicali utilizzano spesso parti in plastica personalizzate che presentano eccellenti proprietà meccaniche e tolleranze ristrette. L'industria medica è all'avanguardia in termini di precisione e sostenibilità. La produzione di componenti medicali in plastica è altamente regolamentata. I componenti medicali necessitano inoltre di composti e proprietà strutturali adeguate per essere durevoli e resistere alle temperature più elevate.

Industria dei beni di consumo
L'industria della produzione di arredi per la casa si affida molto alla tecnologia di stampaggio delle materie plastiche. Il principale vantaggio di questo metodo per i beni di consumo è la capacità di fornire la finitura e l'estetica desiderate.
Sintesi
Lo stampaggio a iniezione è un ottimo modo per produrre molti pezzi di plastica in una sola volta. È veloce e può produrre molti pezzi contemporaneamente. È anche molto utile per produrre pezzi sempre uguali. Ma lo stampo è costoso e ci vuole molto tempo per iniziare.

A volte i pezzi non hanno un bell'aspetto perché si piegano o presentano dei fori. Lo stampaggio a iniezione viene utilizzato per produrre molte cose, come parti di automobili, imballaggi e materiale medico. È un modo molto importante di fare le cose.







