 Vai al contenuto
Vai al contenuto 

Prefazione
Lo stampaggio a iniezione, noto anche come stampaggio a iniezione della plastica, è un metodo comune di produzione di prodotti in plastica. Essendo una tecnologia di lavorazione della plastica matura, i materiali per lo stampaggio a iniezione hanno ampie prospettive di sviluppo. Con l'emergere di nuove tecnologie, nuovi materiali e nuove esigenze, lo stampaggio a iniezione continuerà ad adattarsi ai cambiamenti del mercato e agli sviluppi innovativi, fornendo prodotti in plastica di qualità superiore per la produzione industriale e i consumatori.
Questo capitolo si concentra sulle sei fasi del processo di iniezione: chiusura dello stampo, riempimento, mantenimento della pressione, raffreddamento, apertura dello stampo e rimozione dello stampo.
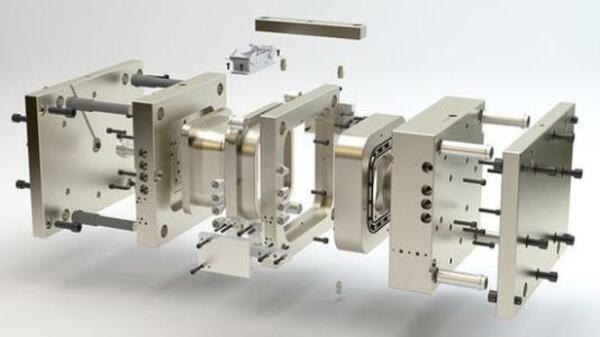
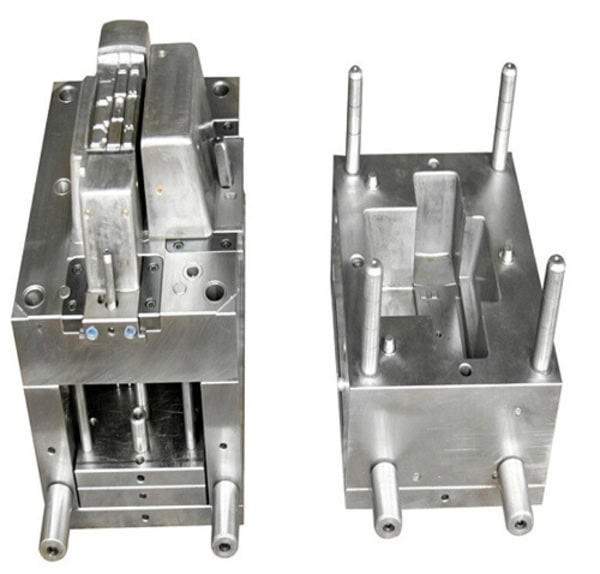
Fase di serraggio dello stampo
Il sistema di chiusura dello stampo deve avere azioni affidabili di apertura e chiusura dello stampo e un effetto tampone durante l'apertura e la chiusura dello stampo. La velocità di scorrimento del piano mobile deve avere un requisito di cambio di velocità "lento-veloce-lento" durante la chiusura e l'apertura dello stampo per evitare danni allo stampo e ai prodotti ed evitare il rumore causato dalle forti vibrazioni della macchina, in modo da ottenere un funzionamento sicuro e prolungare la vita utile della macchina e dello stampo.

La corsa massima di apertura e chiusura della sagoma determina lo spessore massimo dello stampo che può essere installato nella macchina di stampaggio a iniezione e quindi anche lo spessore massimo dei prodotti stampati a iniezione che possono essere prodotti. Pertanto, la corsa della dima deve essere regolabile.
La sagoma deve avere una resistenza e una rigidità sufficienti a garantire che non si deformi a causa delle diverse e frequenti pressioni che si verificano durante il processo di produzione. produzione di stampaggio a iniezione, influenzando così l'accuratezza delle dimensioni e della forma dei prodotti stampati a iniezione.
Condizioni di base per la fase di chiusura dello stampo
Forza di serraggio sufficiente e regolabile per garantire che lo stampo non venga espulso sotto l'azione della pressione della cavità dello stampo.

La sagoma dello stampo fisso ha un'area, una corsa e una distanza di apertura sufficienti, che possono adattarsi a stampi di diverse forme e dimensioni, e la distanza di apertura può essere regolata liberamente.
La velocità di movimento della sagoma è impostata su due livelli: marcia veloce e marcia lenta. La marcia veloce richiede scorrevolezza, sicurezza e controllabilità. La forza motrice del sistema di serraggio proviene da una forza meccanica o idraulica o da una combinazione idraulico-meccanica tramite una biella o un meccanismo a ginocchiera ad azionamento idraulico.

Per sformare ed estrarre i pezzi senza problemi, il sistema di chiusura dello stampo è progettato con un dispositivo di espulsione del prodotto alimentato da energia pneumatica, idraulica o meccanica.

Parametri tecnici della fase di chiusura dello stampo
I parametri tecnici del sistema di bloccaggio dello stampo comprendono la forza di bloccaggio, le dimensioni di base del dispositivo di bloccaggio dello stampo, la velocità di apertura e chiusura dello stampo e il tempo di ciclo a vuoto. La forza di bloccaggio è particolarmente importante. Si riferisce alla forza di bloccaggio massima che il meccanismo di bloccaggio dello stampo può esercitare sullo stampo. Deve essere superiore alla pressione media della massa fusa nella cavità dello stampo.

Più sottile è la parete del prodotto, maggiore è la pressione di iniezione e la forza di serraggio necessaria per chiudere lo stampo durante lo stampaggio a iniezione. Ad esempio, la pressione della cavità dello stampo dei normali contenitori da imballaggio è generalmente di circa 25MPa, mentre i contenitori a parete sottile possono richiedere 30MPa. L'effettiva forza di chiusura impostata è determinata dal prodotto della pressione di iniezione e dell'area proiettata del prodotto.

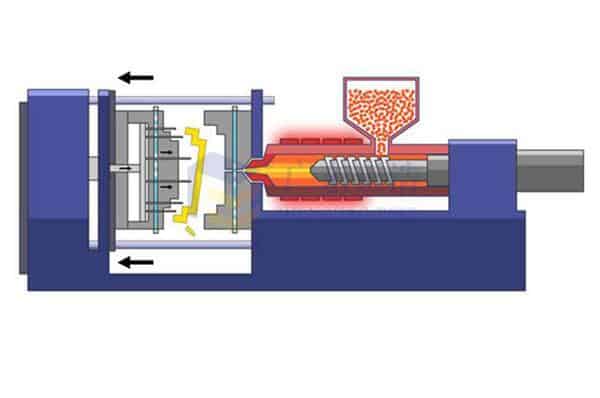
Fase di iniezione
L'iniezione è la prima fase del normale processo di colata. Quando lo stampo è chiuso e inizia la colata, la cavità dello stampo può essere iniettata direttamente fino a 95%. In teoria, il tempo di iniezione è molto più breve e l'efficienza di stampaggio è molto più elevata. Tuttavia, nella produzione reale, ci sono molte limitazioni condizionali sul tempo di stampaggio (o sulla velocità di iniezione).

Iniezione ad alta velocità: Se la velocità di taglio è elevata durante l'iniezione ad alta velocità, l'assottigliamento del taglio riduce la viscosità della plastica e la resistenza al flusso complessiva. Per effetto del riscaldamento viscoso locale, anche lo spessore dello strato solidificato diminuisce.

Pertanto, l'operazione di iniezione nella fase di controllo del flusso dipende generalmente dalle dimensioni del volume da iniettare. In altre parole, nella fase di controllo della portata, l'effetto di assottigliamento del metallo fuso è spesso elevato a causa dell'iniezione ad alta velocità, ma l'effetto di raffreddamento dovuto alle pareti sottili non è evidente, quindi l'effetto della velocità ha la priorità.
Iniezione lenta. Quando l'iniezione è controllata da una conduzione termica lenta, la velocità di taglio è bassa, la viscosità locale è elevata e la resistenza al flusso è grande. La velocità di riempimento lenta determina un flusso relativamente lento di plastica calda e un flusso di materiale scarso. Pertanto, l'effetto di conduzione del calore è più pronunciato e il calore viene rilasciato rapidamente attraverso la parete fredda dello stampo. In combinazione con una minore quantità di riscaldamento viscoso, lo spessore dello strato solidificato aumenta ulteriormente, incrementando la resistenza al flusso nelle sezioni a parete sottile.

Il flusso della fontana allinea le catene di polimeri plastici davanti all'onda di flusso in modo approssimativamente parallelo al fronte dell'onda di flusso. Quando due filamenti di plastica fusa entrano in contatto, le catene polimeriche sulla superficie di contatto sono parallele tra loro. Inoltre, le due fusioni hanno proprietà diverse (tempi di permanenza diversi nella cavità dello stampo, temperatura della fusione, temperature e pressioni di fusione diverse), il che porta a una minore resistenza strutturale microscopica della regione di intersezione della fusione.

Posizionare il pezzo sotto una luce con un'angolazione adeguata e osservare visivamente se ci sono cuciture evidenti. Questo è il meccanismo con cui si creano i segni di saldatura. Non solo i segni di saldatura compromettono l'aspetto dei pezzi in plastica, ma la microstruttura allentata tende a creare concentrazioni di tensioni che possono ridurre la resistenza del pezzo e provocarne il cedimento.
In genere, le linee di saldatura sono più forti se si verificano in aree ad alta temperatura. Questo perché alle alte temperature la mobilità delle catene polimeriche è relativamente buona e possono penetrare l'una nell'altra e aggrovigliarsi. Inoltre, le temperature delle due fusioni nella zona calda sono relativamente vicine e le proprietà termiche delle fusioni sono quasi le stesse, il che aumenta la resistenza della zona di saldatura. D'altra parte, la resistenza della saldatura diminuisce a basse temperature.

Fase di mantenimento
La funzione dello stadio di mantenimento della pressione è quella di applicare continuamente la pressione, comprimere la massa fusa, aumentare la densità della plastica (densificazione) e compensare il comportamento di ritiro della plastica. Durante il processo di confezionamento, la cavità dello stampo viene riempita di plastica, creando un'elevata contropressione.
Nel processo di mantenimento della pressione e di compressione, la vite della stampaggio a iniezione La macchina può avanzare solo lentamente e leggermente, e anche la portata dei flussi di plastica fusa è relativamente lenta. Il flusso in questo momento è chiamato flusso di mantenimento della pressione. Durante la fase di mantenimento della pressione, la parete dello stampo in plastica si raffredda e si solidifica più rapidamente e il materiale fuso aumenta rapidamente, per cui la resistenza all'interno della cavità dello stampo diventa molto grande.
Nelle fasi finali dell'imballaggio, la densità del materiale fuso continua ad aumentare e le parti in plastica si formano gradualmente. La fase di mantenimento della pressione continua fino a quando lo sportello si solidifica e si sigilla. A questo punto, la pressione nella cavità dello stampo raggiunge il valore massimo durante la fase di condizionamento.

Durante la fase di mantenimento, la pressione è così elevata che la plastica presenta proprietà parzialmente comprimibili. Nelle aree ad alta pressione, la plastica diventa sempre più densa. Nelle aree a pressione più bassa, la plastica diventa più sciolta e meno densa, e la distribuzione della densità cambia a seconda della posizione e del tempo.

Durante il processo di mantenimento della pressione, il flusso di plastica è molto basso. Di conseguenza, il flusso di materiale è debole e non può svolgere un ruolo di guida. La pressione è il fattore principale che influenza il processo di mantenimento della pressione. Durante il processo di mantenimento della pressione, la plastica riempie la cavità dello stampo e la massa fusa che si solidifica gradualmente agisce come mezzo di trasmissione della pressione.

Per la chiusura dello stampo è necessaria una forza di serraggio adeguata, poiché la pressione all'interno della cavità dello stampo viene trasmessa attraverso la plastica alle pareti dello stampo e tende a provocare l'apertura dello stampo. In circostanze normali, la forza di espansione dello stampo apre leggermente lo stampo, facilitando la ventilazione dello stesso. Tuttavia, se la forza di espansione dello stampo è eccessiva, possono verificarsi bave e trafilamenti e lo stampo può aprirsi.

Pertanto, quando si sceglie una macchina per lo stampaggio a iniezione, è necessario scegliere una macchina per lo stampaggio a iniezione con una forza di serraggio sufficiente a prevenire l'espansione dello stampo e a mantenere efficacemente la pressione.

Le nuove condizioni ambientali per lo stampaggio a iniezione richiedono la considerazione di diversi nuovi processi di stampaggio a iniezione, tra cui lo stampaggio assistito da gas, lo stampaggio assistito da acqua e lo stampaggio a iniezione di schiuma.

Fase di raffreddamento
Negli stampi a iniezione, la progettazione del sistema di raffreddamento è molto importante. Infatti, solo dopo aver raffreddato e solidificato un prodotto stampato in plastica fino a un certo grado di rigidità, è possibile evitare la deformazione dovuta a forze esterne dopo lo stampaggio.

Il tempo di raffreddamento rappresenta circa il 70-80% dell'intero ciclo di stampaggio. Pertanto, un sistema di raffreddamento adeguatamente progettato può ridurre significativamente i tempi di stampaggio, migliorare la qualità del lavoro e la qualità del prodotto. stampaggio a iniezione Un sistema di raffreddamento mal progettato può allungare i tempi di stampaggio e aumentare i costi. Un raffreddamento non uniforme provoca una maggiore deformazione e ingrossamento dei prodotti in plastica.

Gli esperimenti hanno dimostrato che il calore che entra nello stampo dalla ghisa viene solitamente perso in due parti, di cui 5% viene trasferito all'atmosfera per irraggiamento e convezione, mentre il restante 95% viene trasportato dalla ghisa allo stampo. Riscaldare lo stampo fino alla temperatura dello stampo.

A causa del ruolo del tubo dell'acqua di raffreddamento del prodotto plastico nello stampo, il calore viene trasferito dalla plastica nella cavità dello stampo al tubo dell'acqua di raffreddamento per conduzione termica attraverso il telaio dello stampo e viene scaricato attraverso il liquido di raffreddamento per convezione termica. La piccola quantità di calore che non viene rimossa dall'acqua di raffreddamento continua a essere trasferita allo stampo e viene dissipata nell'aria dopo il contatto con il mondo esterno.

Il ciclo di stampaggio a iniezione comprende il tempo di chiusura dello stampo, il tempo di riempimento, il tempo di mantenimento, il tempo di raffreddamento e il tempo di sformatura.

Il tempo di raffreddamento è la parte più importante, circa 70-80%. Pertanto, il tempo di raffreddamento influisce direttamente sul ciclo di stampaggio e sulla resa dei prodotti in plastica.

Nel processo di distacco dallo stampo, la temperatura del prodotto plastico deve essere raffreddata a una temperatura inferiore alla temperatura di distorsione termica del prodotto plastico, per evitare che il prodotto plastico si deformi a causa del rilassamento delle tensioni residue o della deformazione dovuta alla forza esterna durante il distacco dallo stampo.

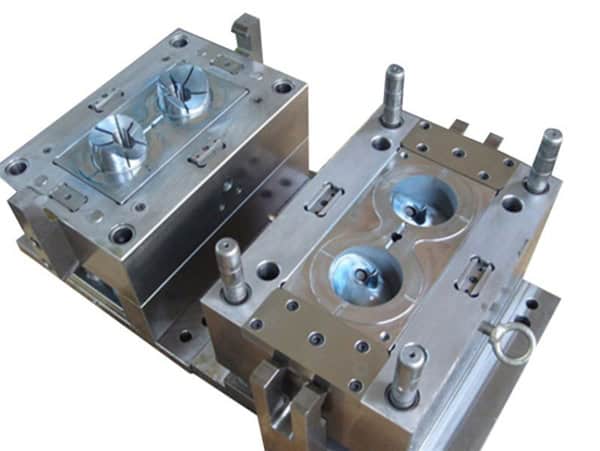
Fase di apertura dello stampo
Il processo di apertura di uno stampo a iniezione è generalmente suddiviso in disegno dello stampo, correzione e revisione dei disegni, prova e riparazione dello stampo, organizzazione e archiviazione dei dati.

Disegnare i disegni dello stampo: Prima di disegnare il disegno di assemblaggio finale dello stampo a iniezione, è necessario disegnare un disegno di processo che deve essere conforme ai requisiti del disegno del pezzo e dei dati di processo. Le dimensioni garantite dal processo successivo devono essere contrassegnate con la dicitura "dimensioni di processo" sul disegno. Se dopo lo stampaggio non vengono eseguite altre lavorazioni meccaniche, ad eccezione della riparazione delle bave, il disegno di processo sarà esattamente uguale al disegno del pezzo.

Correzione di bozze e revisione dei disegni: Verificare se il materiale plastico, la durezza, la precisione dimensionale, la struttura, ecc. dello stampo a iniezione e delle parti dello stampo soddisfano i requisiti dei disegni delle parti in plastica.

Prova dello stampo e riparazione dello stampo: La progettazione dello stampo viene effettuata nelle condizioni di processo previste quando si selezionano i materiali e le attrezzature di stampaggio, ma la comprensione da parte delle persone è spesso incompleta; la prova dello stampo deve essere effettuata dopo il completamento della lavorazione dello stampo a iniezione. Testiamo e confermiamo la qualità dei getti. Una volta scoperto, ripareremo lo stampo per eliminare l'errore.

Organizzare e archiviare i dati: Dopo il collaudo dello stampo a iniezione, se non viene utilizzato temporaneamente, i residui di sformatura, la polvere, l'olio, ecc. devono essere completamente eliminati, ricoperti con burro o altro olio antiruggine o agente antiruggine e conservati in un luogo di stoccaggio.

Il principio di base dello stampaggio a iniezione: La macchina per lo stampaggio a iniezione sfrutta il fatto che la plastica può fondersi in un liquido quando viene riscaldata a una certa temperatura. Il liquido fuso viene iniettato ad alta pressione in una cavità chiusa dello stampo. Dopo il raffreddamento e la modellazione, lo stampo viene aperto ed espulso per ottenere i prodotti di plastica desiderati. corpo.

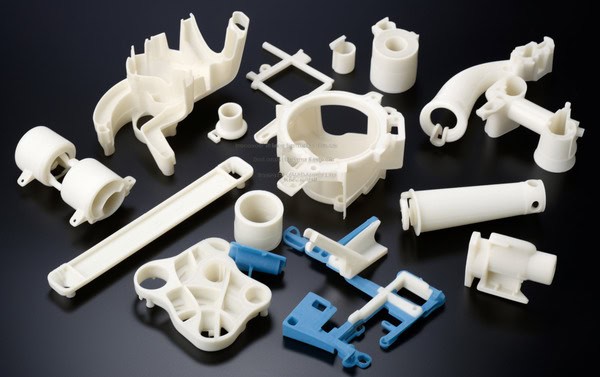
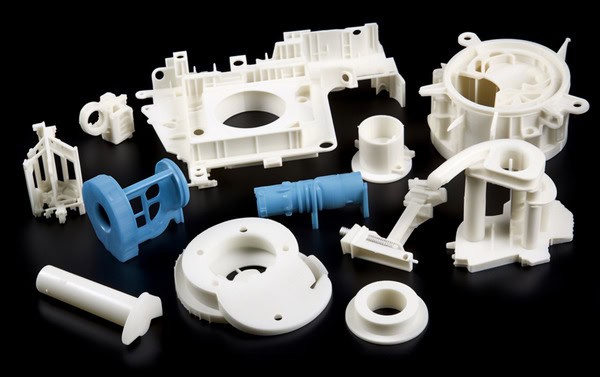
Fase di sformatura
La sformatura è l'ultima fase del ciclo di stampaggio a iniezione. Sebbene il prodotto sia stato stampato a freddo, lo stampaggio ha comunque un grande impatto sulla qualità del prodotto. L'utilizzo di un metodo di sformatura non corretto può causare difetti come una forza non uniforme applicata al prodotto durante lo sformatura o la deformazione del prodotto durante l'espulsione.

Esistono due metodi di taglio principali. Lo stampaggio dell'espulsore e della piastra di stampaggio. Quando si progetta uno stampo, è necessario selezionare un metodo di sformatura appropriato in base alle caratteristiche strutturali del prodotto per garantirne la qualità.

Per gli stampi che utilizzano espulsori per il rilascio dello stampo, posizionare gli espulsori nel modo più uniforme possibile e scegliere posizioni che garantiscano la massima resistenza al rilascio dello stampo e la massima resistenza e rigidità della parte in plastica per evitare distorsioni o danni. parte in plastica.

Le piastre di rilascio sono comunemente utilizzate per rilasciare contenitori a parete sottile con cavità profonde o prodotti trasparenti in cui non sono tollerati segni di spinta. Questo meccanismo è caratterizzato da una forza di rilascio ampia e uniforme, da un funzionamento regolare e dall'assenza di tracce.

Conclusione
In altre parole, il stampaggio a iniezione Il processo di stampaggio a iniezione comprende principalmente sei fasi: chiusura dello stampo - iniezione - mantenimento della pressione - raffreddamento - apertura dello stampo - sformatura. Queste sei fasi determinano direttamente la qualità di formatura del prodotto e costituiscono un processo completamente continuo che ha contribuito alla formazione del mondo moderno. Lo stampaggio a iniezione è un segno distintivo dell'innovazione, che guida i progressi della produzione e apre infinite possibilità.

Lo stampaggio a iniezione di plastica incarna l'efficienza e la precisione della produzione di parti in plastica. Dalla progettazione dello stampo all'espulsione, ogni fase è eseguita con cura per produrre pezzi di alta qualità su scala. La sua versatilità e i suoi continui progressi in tutti i settori industriali ne garantiscono la rilevanza e il contributo alla formazione del mondo moderno. Lo stampaggio a iniezione è una testimonianza di innovazione, che guida il progresso e apre infinite possibilità nella produzione.








