 Vai al contenuto
Vai al contenuto 

Introduzione: Il ciclo di stampaggio a iniezione è una questione importante. Incide sulla quantità di lavoro e sul guadagno. Nel processo di produzione, quindi, si vuole svolgere il lavoro velocemente, ma anche assicurarsi che i pezzi siano buoni.Questo articolo tratta principalmente di come ridurre il tempo di ciclo dello stampaggio a iniezione nel settore dello stampaggio a iniezione.

Quali sono i tempi del ciclo di stampaggio a iniezione?
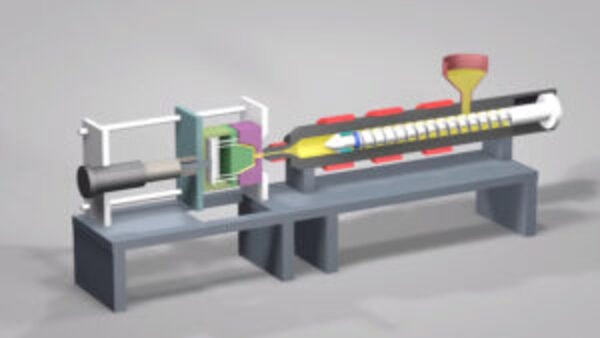
Il ciclo di stampaggio è il tempo totale necessario per il stampaggio a iniezione per realizzare un pezzo in plastica. In un ciclo di stampaggio, le parti mobili dell'unità di iniezione e dell'unità di bloccaggio della macchina di stampaggio a iniezione si muovono una volta in un ordine prestabilito.
Componenti del ciclo di stampaggio a iniezione
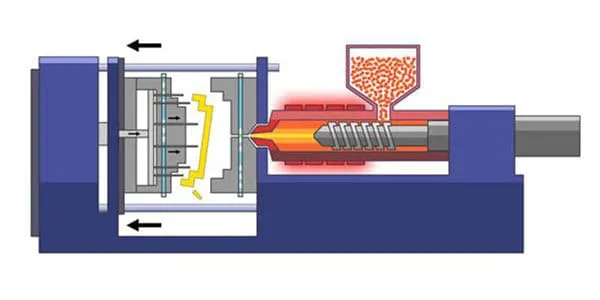
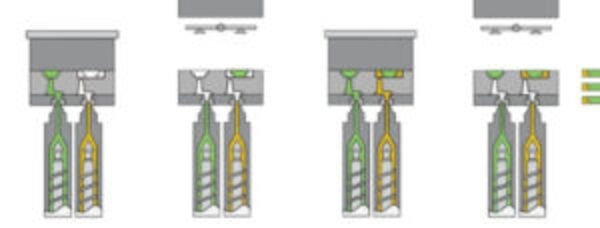
Il ciclo di iniezione è composto da tempo di iniezione (riempimento dello stampo), tempo di mantenimento, tempo di raffreddamento e alimentazione (inclusa la preplastificazione), apertura dello stampo (rimozione del prodotto), operazioni ausiliarie (come l'applicazione di distaccanti, il posizionamento di inserti, ecc.

Nell'intero ciclo di stampaggio, il tempo di raffreddamento e il tempo di iniezione sono i più importanti e hanno un'influenza decisiva sulle prestazioni e sulla qualità del prodotto. Il ciclo di iniezione è un importante fattore di processo che influisce sullo stampaggio a iniezione. In generale, gli elementi che compongono il ciclo di stampaggio comprendono.
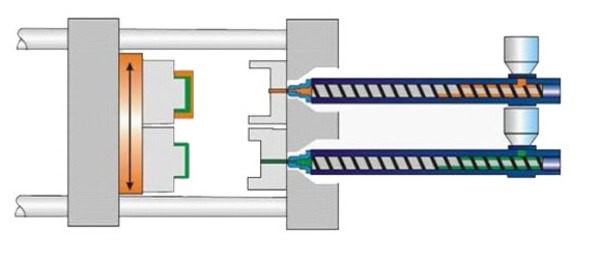
Orario di chiusura
È il tempo necessario per la chiusura dello stampo. Il tempo di apertura e chiusura dello stampo è determinato dalla corsa di apertura dello stampo e dalla velocità di chiusura dello stampo della pressa a iniezione.

Poiché lo stampo ha una massa, se la velocità di chiusura dello stampo è troppo elevata, lo stampo potrebbe danneggiarsi a causa dell'energia cinetica durante la chiusura dello stampo.
Tempo di riempimento
Il tempo di riempimento è il tempo necessario alla resina fusa per riempire la cavità dopo essere entrata nello stampo attraverso il canale.
Il tempo di riempimento dipende dalla velocità di iniezione della stampaggio a iniezione (nelle applicazioni reali, dipende dalla velocità di movimento della vite o del pistone di iniezione e dal diametro del cilindro di iniezione, volume di iniezione/tempo = velocità di iniezione (cm3/sec)).
Inoltre, è influenzato dalla viscosità della resina fusa. Se il tempo di riempimento è breve, la velocità di riempimento della resina è troppo elevata e ciò può causare la combustione della resina o la generazione di gas. Se invece il tempo di riempimento è troppo lungo, sulla superficie del prodotto stampato possono comparire evidenti segni di flusso e linee di saldatura.
Tempo di mantenimento
Il tempo di mantenimento è il tempo necessario per mantenere la pressione dopo che lo stampo è stato riempito di plastica fino a quando il cancello non si congela. Se il tempo di mantenimento è troppo lungo, sarà difficile far uscire il pezzo dallo stampo.
Tempo di raffreddamento
Il tempo di raffreddamento è il tempo necessario affinché il pezzo stampato, il canale di colata e il canale di colata si raffreddino e si solidifichino in una certa misura dopo la pressione di mantenimento.

Di solito, il tempo del processo di raffreddamento è il più lungo del ciclo di stampaggio. La parte più spessa dello stampo determina il tempo di raffreddamento. Questo vale non solo per il pezzo stampato, ma anche per il canale di colata e la materozza.
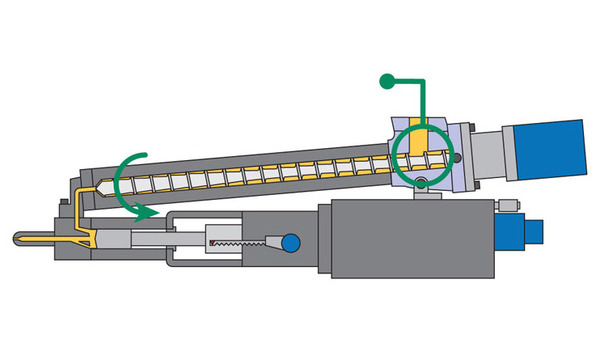
Tempo di plastificazione
Il tempo necessario per fondere la plastica è chiamato tempo di plastificazione. Di solito, il tempo di plastificazione viene eseguito contemporaneamente al tempo di raffreddamento ed è più breve del tempo di raffreddamento. Se si aumenta la velocità della vite più del necessario per ridurre il tempo di plastificazione, l'aria potrebbe rimanere intrappolata nella plastica o bruciare.

Tempo di apertura dello stampo
È il tempo necessario per l'apertura dello stampo. Il tempo di apertura e chiusura dello stampo dipende dalla corsa di chiusura dello stampo e dalla velocità di apertura dello stampo della pressa a iniezione. Inoltre, a volte la velocità di apertura dello stampo deve essere aperta lentamente all'inizio per evitare graffi o una cattiva sformatura quando il pezzo viene sformato dalla cavità.

Tempo di rimozione
Il tempo necessario per far uscire il pezzo stampato dallo stampo. Questo include il tempo necessario per spingere il pezzo fuori e il tempo necessario al robot per afferrarlo.
I principali modi per abbreviare il ciclo di stampaggio
Il motivo principale per l'utilizzo di stampi automatici ad alta velocità è quello di abbreviare il ciclo di stampaggio a iniezione fino al limite del stampaggio a iniezione capacità di plastificazione della macchina, in modo da migliorare la qualità dei pezzi in plastica, risparmiare manodopera e migliorare l'efficienza produttiva. I principali metodi per abbreviare il ciclo di stampaggio sono i seguenti.

Riduzione del tempo di iniezione
Tempo di iniezione: Il tempo di iniezione comprende il tempo di alimentazione e il tempo di mantenimento. Il tempo di alimentazione si riferisce al momento in cui la vite avanza rapidamente per spingere il materiale fuso plastificato nello stampo. Il tempo necessario per riempire la cavità dello stampo è solitamente di 3-5 secondi.
Per i pezzi in plastica con elevata viscosità del materiale fuso e velocità di raffreddamento, è opportuno utilizzare l'iniezione rapida per ridurre il tempo di alimentazione del materiale fuso. Il tempo di mantenimento si riferisce al tempo di permanenza dopo l'avanzamento della vite e l'iniezione, cioè ai canali di raffreddamento conformi del materiale fuso che entra nella cavità e al tempo di alimentazione della pressione di iniezione.
Durante questo periodo di iniezione, la proporzione di tempo è relativamente grande, di solito da 20 a 120 s. La forma della parte in plastica è semplice, la forma è piccola e il tempo di mantenimento è breve. Se la parte in plastica è grande e lo spessore della parete è elevato, il tempo di mantenimento è più lungo.
Per ridurre il tempo di iniezione, è necessario utilizzare una pressione di iniezione più elevata per ridurre il tempo di riempimento della colata. Ciò richiede l'uso di porte con sezioni trasversali più piccole, come le porte puntiformi e le porte laterali.
Poiché queste porte hanno una sezione trasversale ridotta, quando il materiale solidificato passa attraverso di esse, genera un'elevata velocità di taglio e nuovo calore a causa dell'attrito ad alta velocità, che aumenta la fluidità del materiale fuso e fa sì che il materiale riempia rapidamente la cavità.
A tal fine, il canale deve essere il più corto possibile. Se si utilizza un sistema di chiusura a canale o a canale caldo, l'estremità anteriore dell'ugello può essere direttamente a contatto con la porta, il che riduce notevolmente la resistenza del flusso e favorisce la riduzione del tempo di iniezione.
Mantenere tutte le parti stampate a una temperatura adeguata. Durante il processo di iniezione, a causa della dissipazione del calore del canale e del corpo dello stampo, quando la plastica fusa raggiunge la fine del processo, la sua temperatura diminuisce gradualmente, causando l'incompletezza della cavità finale.
Per evitare questo fenomeno, la temperatura dello stampo dovrebbe essere più alta alla fine del processo. Per evitare segni di saldatura, la temperatura dello stampo dovrebbe essere leggermente più alta nelle aree in cui i segni di saldatura sono inclini a verificarsi.

Per questo motivo, a volte si ricorre a metodi di riscaldamento locale o si utilizza la densità dei canali di circolazione dell'acqua per bilanciare il calore, ovvero si imposta l'uscita del canale di circolazione dell'acqua alla fine del processo (la temperatura dell'acqua all'uscita del canale è più alta di quella all'ingresso) per regolare l'equilibrio della temperatura dello stampo e garantire la fluidità del materiale fuso alla fine della colata.
Installare i necessari dispositivi di scarico e di troppopieno. Durante lo stampaggio ad alta velocità, poiché la pressione di iniezione è elevata e la plastica fusa riempie rapidamente la cavità, se l'aria presente nella cavità non può essere scaricata rapidamente e in tempo, la qualità della parte in plastica ne risentirà e causerà difetti di iniezione. Pertanto, è necessario tenerne conto in fase di progettazione.
Se necessario, predisporre scanalature di scarico. In generale, sulla superficie di separazione e alla fine di ogni processo è necessario predisporre le opportune scanalature di scarico e i necessari dispositivi di troppopieno.
Riduzione del tempo di raffreddamento e solidificazione della massa fusa
Tempo di raffreddamento: Il tempo di raffreddamento è il tempo necessario alla parte in plastica per raffreddarsi e solidificarsi dopo l'iniezione della massa fusa. Il tempo di raffreddamento è legato allo spessore della parte in plastica, alle proprietà del materiale e alla temperatura dello stampo.

In generale, quanto più breve è il tempo di raffreddamento, tanto meglio è, a patto che la parte in plastica non si deformi quando viene sformata. Il tempo di raffreddamento delle parti in plastica è solitamente compreso tra 30 e 120 secondi.
Il tempo di raffreddamento e solidificazione della massa fusa rappresenta una parte importante del processo di iniezione. Pertanto, il miglioramento dell'efficienza di raffreddamento dello stampo e la riduzione del tempo di raffreddamento e solidificazione sono uno dei modi più efficaci per ridurre il ciclo di stampaggio.

Migliorare l'efficienza complessiva del raffreddamento dello stampo. In generale, il raffreddamento del corpo dello stampo è ottenuto grazie all'acqua del circuito di circolazione dell'acqua che sottrae il calore per ottenere il raffreddamento dello stampo.
Dopo aver impostato un buon circuito di raffreddamento, il problema più importante è aumentare il flusso di acqua di raffreddamento e cercare di ridurre la differenza di temperatura tra l'uscita e l'ingresso dell'acqua di raffreddamento; in particolare, per gli stampi automatizzati ad alta velocità, la differenza di temperatura tra l'uscita e l'ingresso dovrebbe essere controllata entro 3°C.

Il metodo di collegamento in parallelo del canale di raffreddamento dell'acqua è più efficace, ma soprattutto in estate, quando si utilizza l'acqua del rubinetto, è necessario predisporre uno speciale dispositivo di raffreddamento e di erogazione dell'acqua. La sua funzione è quella di far sì che l'acqua che fuoriesce dall'uscita del canale dell'acqua del corpo stampo abbia una certa temperatura.
Dopo il raffreddamento attraverso il dispositivo di raffreddamento, l'acqua fluisce all'ingresso del canale dell'acqua con una speciale pompa dell'acqua, che può migliorare l'efficienza di raffreddamento e può essere riciclata per risparmiare acqua.
Il circuito dell'acqua di raffreddamento viene posizionato il più vicino possibile alla parte in plastica stampata e sulla parete laterale viene realizzata una struttura di blocco del flusso a forma di gradino o di filo grosso. A questo punto, il flusso dell'acqua di raffreddamento si scontra con la parte a gradini quando ritorna e ottiene calore dal nucleo.
L'acqua di raffreddamento che sottrae calore schizza sulla parte a gradini e si scontra con l'acqua di raffreddamento in entrata, aumentando così l'area di contatto tra l'acqua di raffreddamento e il corpo centrale e incrementando l'effetto di raffreddamento.
Quando la forma desiderata dell'anima è sottile, poiché il volume dell'anima è piccolo, è facile che la temperatura aumenti durante lo stampaggio e non è facile dissipare il calore e raffreddarsi, il che ha un grande impatto sul ciclo di stampaggio.
Tuttavia, quando il canale dell'acqua di raffreddamento non può essere realizzato dall'interno, è possibile scegliere una lega di rame berillio con una buona conducibilità termica.
Per ottenere un raffreddamento equilibrato degli stampi per lo stampaggio automatico ad alta velocità, a volte è necessario un raffreddamento locale e un riscaldamento locale in una determinata parte. Nel processo di stampaggio automatico ad alta velocità, il problema del raffreddamento del canale di colata non può essere ignorato.
Se il sistema a canale freddo viene utilizzato per lo stampaggio per colata, poiché il canale principale e il canale secondario sono relativamente grandi, il loro tempo di raffreddamento sarà relativamente prolungato, ovvero il ciclo di stampaggio sarà prolungato allo stesso tempo. Pertanto, è necessario creare un circuito di raffreddamento sul canale di colata.

Accorciare il tempo ausiliario
Il tempo ausiliario è il tempo del ciclo di stampaggio, ad eccezione del mantenimento della pressione di iniezione e del processo di raffreddamento e solidificazione, cioè il tempo che intercorre tra l'apertura e la chiusura dello stampo.
Durante questo periodo, le parti in plastica e la condensa fusa vengono sformate per cadere automaticamente dallo stampo, i detriti nell'area di stampaggio del corpo dello stampo vengono rimossi e le parti mobili vengono ripristinate durante il processo di chiusura dello stampo.

La percentuale di tempo che occupano non è elevata, ma ogni secondo è importante nel processo di stampaggio automatizzato ad alta velocità. Per abbreviare i tempi ausiliari, si ricorre spesso al metodo di soffiaggio dell'aria compressa per rimuovere automaticamente i detriti prima della chiusura dello stampo.
Utilizzare la macchina per lo stampaggio a iniezione ad alta velocità
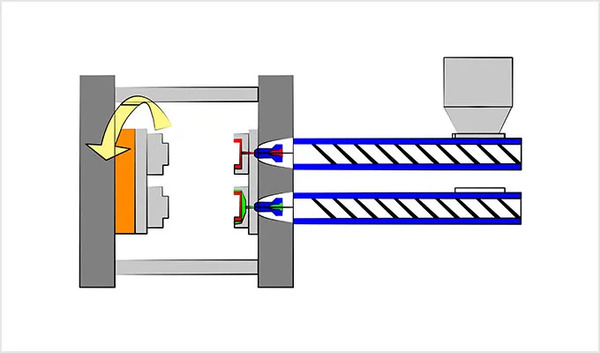
Il stampaggio a iniezione La macchina si articola nelle seguenti fasi: fusione della plastica, stampaggio a iniezione, apertura dello stampo, chiusura dello stampo e sformatura. La funzione stessa della macchina per lo stampaggio a iniezione è una delle ragioni principali che influenzano il tempo del ciclo di stampaggio a iniezione. Le macchine per lo stampaggio a iniezione ad alta velocità presentano numerosi vantaggi in termini di velocità.

Mantenere la struttura dello stampo semplice e facile da lavorare, in altre parole, rendere la progettazione dello stampo il più semplice possibile. La maggior parte degli stampi può essere progettata in modi diversi e ci sono molti modi per smodellare. Una progettazione semplificata dello stampo può ridurre il tempo di ciclo dello stampaggio a iniezione.
Utilizzare un buon sistema di dissipazione del calore.
Raffreddare lo stampo con acqua fredda. Oltre a perdere tempo durante il processo di stampaggio a iniezione, il raffreddamento richiede anche molto tempo del ciclo di stampaggio a iniezione. Pertanto, l'utilizzo di acqua di raffreddamento a bassa temperatura e il passaggio rapido dell'acqua di raffreddamento attraverso il sistema di raffreddamento possono contribuire a ridurre il tempo di ciclo durante il processo di stampaggio a iniezione.
Conclusione
In sintesi, i modi principali per ridurre il ciclo di stampaggio a iniezione sono: ridurre il tempo di iniezione, ridurre il tempo di raffreddamento e solidificazione della massa fusa, ridurre il tempo di raffreddamento e solidificazione della massa fusa, utilizzare una macchina di stampaggio a iniezione ad alta velocità e utilizzare un buon sistema di dissipazione del calore.

Ciò contribuisce a ridurre i costi di produzione delle parti in plastica. E consente di stampaggio a iniezione macchina per produrre più prodotti contemporaneamente con lo stesso consumo energetico.







