 Vai al contenuto
Vai al contenuto 

Introduzione
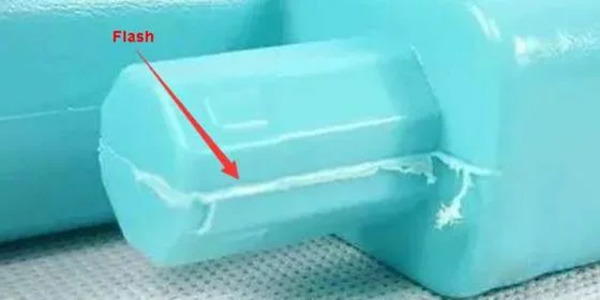
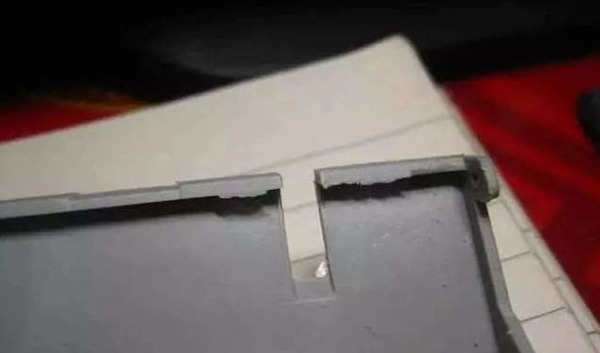
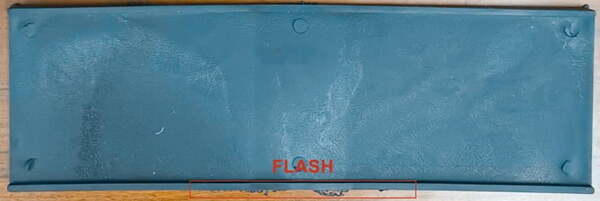
Il flash è uno dei difetti più comuni nello stampaggio a iniezione. Si tratta di un sottile strato di plastica sulla linea di divisione o su qualsiasi altra parte in cui due diverse superfici dello stampo si incontrano e formano un confine. Queste aree producono differenze nell'espansione e in altri parametri, che possono contribuire ad aumentare la probabilità di flash.

Affrontare il problema delle scorie nello stampaggio a iniezione è facile, ma richiede più tempo e rende il processo meno efficiente. Inoltre, la rimozione delle bave, sia a mano che con una macchina, può compromettere la qualità del prodotto e danneggiare lo stampo, con conseguenti costi aggiuntivi e altri inconvenienti. Ecco perché è così importante ridurre al minimo i difetti di appassimento nei vostri stampi. stampaggio a iniezione progetti.
Per risolvere i problemi di stampaggio a iniezione di materie plastiche, è necessario innanzitutto identificarli e poi risolverli efficacemente con un approccio mirato. In questo modo si otterranno i risultati più rapidi e si potrà seguire la giusta direzione per ottimizzare il processo di stampaggio a iniezione ed eliminare tutti i difetti.

Che cos'è il flash nello stampaggio a iniezione?
Il flash è un difetto che si verifica quando un pezzo presenta plastica in eccesso in corrispondenza della linea di divisione, del confine o di qualsiasi altro punto in cui si incontrano forme e aree diverse dello stampo. Nella maggior parte dei casi, il flash nello stampaggio della plastica si trova sulla linea di divisione. Ma può verificarsi anche in altri punti. Indipendentemente dal punto in cui si trova, la causa e l'effetto sono gli stessi.
Le scintille nei pezzi stampati sono comuni nell'industria odierna e la maggior parte dei produttori di stampaggio a iniezione di materie plastiche sono in grado di ridurle in modo significativo, ma non di eliminarle completamente. Il motivo principale è il costo totale dello stampaggio a iniezione. Gli stampi privi di flash sono molto costosi, ma la maggior parte delle aziende trova un compromesso tra costi, qualità ed estetica.
Cause principali dell'infiammabilità dello stampaggio a iniezione
L'infiammabilità nello stampaggio a iniezione può verificarsi per una serie di motivi. A volte, la causa del problema può essere più di una. Si può avere un disallineamento della linea di divisione o un flusso insufficiente, ma il risultato è lo stesso: difetti di flash sui pezzi stampati a iniezione.

Una cosa da notare riguardo al problema del flash nello stampaggio a iniezione è che non è limitato a un solo caso o sottoprocesso. L'infiammabilità ha molteplici cause e può verificarsi per una serie di motivi, da problemi durante la fase di iniezione a difetti nelle attrezzature o ad altri motivi come la viscosità, la pressione o la velocità.
Ecco le cause più comuni di un'infiammatura da stampaggio di materie plastiche e quando si verificano.
Appassimento dello stampo durante la fase di iniezione
Disadattamento della linea di separazione
Una delle cause principali della mancata corrispondenza della linea di divisione è la presenza di contaminanti ambientali, come polvere e detriti, che tengono aperto lo stampo. Di conseguenza, il materiale in eccesso fuoriesce e provoca difetti di fusione. Inoltre, anche i difetti dello stampo possono causare questo problema.

Questi difetti si propagano principalmente nel tempo a causa dell'uso. Anche se si dispone di uno stampo perfetto e ci si assicura che non vi siano contaminanti, il flash può verificarsi quando si ha a che fare con una pressione di serraggio impropria o con forme molto complesse. Le cavità e altre caratteristiche complesse aumentano la pressione complessiva sullo stampo e causano perdite e difetti in determinate aree.
Ventilazione non corretta
Lo stampaggio a iniezione è un processo complesso. È necessario prestare attenzione alla temperatura, alla pressione, alle sacche d'aria e ad altri fattori. Ad esempio, le bolle d'aria intrappolate sono un grosso problema in qualsiasi progetto di stampaggio a iniezione. Esse compromettono la resistenza del pezzo.

Inoltre, i pezzi stampati a iniezione hanno un intervallo di temperatura specifico per un buon stampaggio. Gli sfiati servono a far funzionare bene tutti questi elementi. Se qualcosa va storto in uno di questi elementi, si possono verificare molti problemi, non solo le scintille.
Fuga di muffa durante l'imballaggio o la conservazione
Bassa pressione di serraggio
L'infiammabilità può verificarsi sia nella fase di confezionamento che in quella di mantenimento. La fase di impaccamento tiene conto del ritiro del materiale durante il raffreddamento. Il modo migliore per gestire questo problema è aggiungere altro materiale, mentre la fase di mantenimento mantiene l'intero sistema in equilibrio di pressione fino al raffreddamento.

In entrambi i casi, la pressione di serraggio deve essere corretta. Se la forza di serraggio è sbagliata, la linea di separazione può essere danneggiata e il liquido in entrata può fuoriuscire e causare un flash.
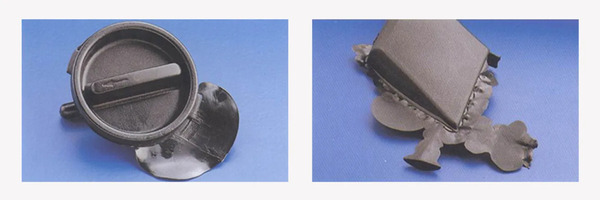
Problemi con le boccole del canale di colata
Le boccole del canale di colata sono la parte dello stampo che trasferisce la plastica fusa nella cavità. Con il tempo, possono perdere il supporto per mantenere la forza della pressione di iniezione e deteriorare la loro funzione. In questo caso, i pezzi stampati a iniezione presentano difetti, il più comune dei quali è il flash.
Flash dello stampo a iniezione durante il processo
Oltre alla fase del processo, ci sono anche fattori che possono provocare stampaggio a iniezione L'infiammabilità è dovuta alle caratteristiche del processo e del flusso. L'entità dell'infiammabilità del pezzo in plastica dipende dalle caratteristiche del processo.
Viscosità
La viscosità è la proprietà del flusso di qualsiasi liquido ed è al centro del processo di stampaggio a iniezione. Una viscosità più bassa significa che il liquido fuso uscirà facilmente dalla forma dello stampo e produrrà una deformazione sotto forma di flash. In genere, la viscosità è una funzione della temperatura, delle proprietà del materiale, della pressione e della velocità.
Temperatura del cilindro e dell'ugello
La pressione non è l'unica cosa che rende la plastica più spessa e causa il flash sui pezzi. Anche la temperatura della canna e dell'ugello ha un effetto importante. Quando si riscalda la plastica, questa diventa più sottile e più soggetta a perdite. Per questo motivo, quando la macchina per lo stampaggio a iniezione è più calda, si verifica un maggior numero di bagliori.
Riempimento eccessivo
Qualsiasi configurazione di stampaggio a iniezione avrà dei limiti basati sulle dimensioni e sulla geometria. Se la plastica fusa viene riempita eccessivamente, la pressione di iniezione supererà naturalmente la pressione di serraggio e causerà una perdita. Ciò aumenta la possibilità di flash e altri difetti. Tuttavia, è necessario prestare attenzione quando si regolano le impostazioni di avanzamento, poiché il raffreddamento restringe la plastica e non si vuole un pezzo incompleto a causa di uno stampaggio a iniezione insufficiente.

Alta pressione
La pressione è una delle caratteristiche di processo più comuni che possono aumentare la probabilità di un flash. La fisica di base mostra che l'alta pressione porta a temperature e caratteristiche di flusso più elevate in un ambiente chiuso. L'aumento della pressione e il conseguente aumento della viscosità possono portare a diversi difetti, tra cui l'infiammabilità.
Sovraimballaggio
Il design è complesso e lo stampo presenta percorsi intricati. Ciò può causare un'intermittenza nei pezzi stampati a iniezione. In un'area ristretta, una piccola quantità di liquido fuso può solidificarsi e bloccare il flusso. Questo crea una pressione nello stampo. Non ci sarà solo il flash. Si avranno deformazioni, densità non uniforme e altri problemi correlati.

Cause dell'infiammabilità nei prodotti stampati ad iniezione
Temperatura del materiale troppo alta
La massa fusa ad alta temperatura ha una bassa viscosità, una buona fluidità e può fluire negli interstizi più piccoli dello stampo per produrre il flash. Pertanto, dopo la comparsa del flash, è necessario ridurre adeguatamente la temperatura della canna, dell'ugello e dello stampo per abbreviare il ciclo di iniezione.
Per le fusioni a bassa viscosità, come la poliammide, è difficile risolvere il difetto di flash semplicemente modificando le condizioni di stampaggio. Pur riducendo adeguatamente la temperatura del materiale, lo stampo deve essere lavorato con precisione e riparato il più possibile per ridurre il gap dello stampo.

Forza di serraggio insufficiente
Se la pressione di iniezione è superiore alla forza di serraggio, la superficie di divisione dello stampo non è ben montata e può verificarsi una fiammata. A questo proposito, occorre verificare se la pressione di sovralimentazione è eccessiva e se il prodotto dell'area proiettata della parte in plastica e della pressione di stampaggio supera la forza di serraggio dell'attrezzatura.
La pressione di stampaggio è la pressione media nello stampo, calcolata in 40mpa in circostanze normali. Quando si producono parti in plastica a forma di scatola, il valore della pressione di stampaggio di polietilene, polipropilene, polistirene e ABS è di circa 30mpa; quando si producono parti in plastica con forme profonde, la pressione di stampaggio è di circa 36MPa; quando si producono piccole parti in plastica con un volume inferiore a 10cm3, la pressione di stampaggio è di circa 60MPa.

Se si calcola che la forza di chiusura è inferiore al prodotto dell'area proiettata della parte in plastica e della pressione di stampaggio, significa che la forza di chiusura non è sufficiente o che la pressione di posizionamento dell'iniezione è troppo elevata. È possibile ridurre la pressione di iniezione o ridurre l'area della sezione trasversale della porta di iniezione. È inoltre possibile ridurre il tempo di pressione di mantenimento, accorciare la corsa di iniezione o ridurre il numero di cavità e utilizzare una macchina per lo stampaggio a iniezione con una forza di chiusura elevata.
Difetti di muffa
Se la distribuzione delle cavità dello stampo non è bilanciata o il parallelismo non è sufficiente, si verificherà uno sbilanciamento della forza, una fiammata locale e un'insoddisfazione locale. Il canale di colata deve essere posizionato il più possibile al centro di simmetria della massa senza compromettere l'integrità del pezzo. I difetti dello stampo sono la causa principale dell'infiammabilità.

In presenza di un maggior numero di bagliori, è necessario controllare attentamente lo stampo. È necessario ricontrollare la superficie di separazione per allineare lo stampo mobile con lo stampo fisso e verificare che la superficie di separazione sia ben aderente e che il gioco di usura delle parti scorrevoli della cavità e dell'anima non sia fuori tolleranza.
Se le sagome sono parallele, se ci sono deformazioni da flessione, se la distanza di apertura della sagoma è regolata nella posizione corretta in base allo spessore dello stampo, se la superficie del perno di guida è danneggiata, se l'asta di trazione è deformata in modo non uniforme e se la fessura di scarico è troppo grande o troppo profonda. In base ai risultati dell'ispezione passo-passo di cui sopra, gli errori possono essere eliminati con la lavorazione meccanica.

Controllo improprio delle condizioni di processo
Se la velocità di iniezione è troppo elevata, il tempo di iniezione è troppo lungo, la pressione di iniezione è distribuita in modo non uniforme nella cavità dello stampo, la velocità di riempimento è irregolare, la quantità di alimentazione è eccessiva e il lubrificante è utilizzato in modo eccessivo, si verificherà una fiammata. È necessario adottare misure adeguate in base alla situazione specifica durante il funzionamento.
Vale la pena notare che per eliminare il difetto di flash, è necessario iniziare con l'eliminazione del difetto dello stampo. Se le condizioni di stampaggio o la formula della materia prima vengono modificate a causa del flash, spesso si hanno effetti negativi su altri aspetti ed è facile che si verifichino altri difetti di stampaggio.
Materie prime
Il flash può verificarsi quando la viscosità della plastica è troppo alta o troppo bassa. Per le materie plastiche a bassa viscosità, come il nylon, il polietilene e il polipropilene, aumentare la forza di serraggio; le materie plastiche con forte assorbimento di acqua o sensibilità all'acqua ridurranno notevolmente la viscosità del flusso alle alte temperature, aumentando la possibilità di flash; queste materie plastiche devono essere accuratamente asciugate.
Anche le plastiche con una quantità eccessiva di materiale riciclato avranno una viscosità inferiore e, se necessario, i componenti di ritenzione dovranno essere integrati. Se la viscosità della plastica è troppo alta, la resistenza al flusso aumenterà e si genererà una forte contropressione che aumenterà la pressione della cavità, con conseguente forza di serraggio insufficiente e flash. Se le dimensioni delle particelle della materia prima plastica non sono uniformi, la quantità di materiale aggiunto varia e il pezzo potrebbe non essere pieno o avere un flash.
Soluzioni per lo stampaggio a iniezione Flash
Senza dubbio, il flash è un problema importante. Può causare ogni sorta di problema funzionale ed estetico. Ma è possibile eliminare le bolle nello stampaggio a iniezione.
Ecco i 6 modi migliori per controllare il flash nei pezzi stampati.
Progettazione per la producibilità
Il modo migliore per assicurarsi che i pezzi stampati a iniezione non presentino bagliori è progettare per la producibilità. Ciò significa assicurarsi di avere il modo più semplice ed efficace per fare ciò che si vuole fare, non il più complesso.

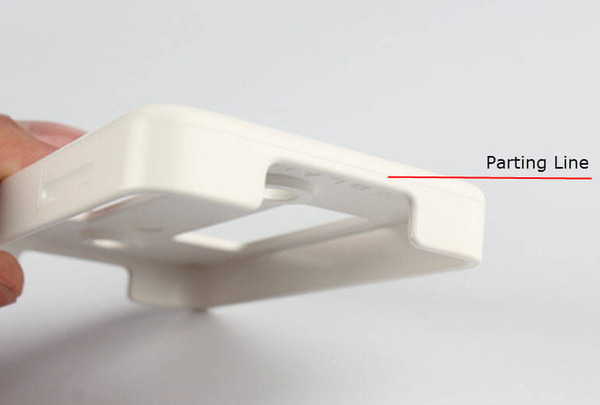
Per capire questo aspetto dal punto di vista del processo di stampaggio a iniezione, si pensi alla linea di separazione. Gli esperti del settore dicono di posizionare la linea di separazione sul bordo, non sulla superficie. Ciò comporta vantaggi sia estetici che funzionali. Non si vedrà la linea di divisione sul bordo. Inoltre, il design ridurrà la possibilità di formazione di bagliori, perché la cucitura compenserà qualsiasi disallineamento della linea di divisione.
Oggi l'uso dell'analisi DFM è un must per qualsiasi progetto di stampaggio a iniezione industriale. Esistono strumenti software speciali in grado di simulare i risultati e di mostrare le caratteristiche del flusso e di prevedere i problemi più comuni nello stampaggio a iniezione, come deformazioni, flash e flusso di calore. Ad esempio, presso Zetar Mold è possibile caricare i file di progettazione del pezzo su una piattaforma di produzione online e ottenere gratuitamente un'analisi DFM del pezzo. Tutte le informazioni e i caricamenti sono sicuri e riservati.
Rallentare la velocità di iniezione
Un altro ottimo modo per ridurre l'infiammabilità nello stampaggio a iniezione è controllare le variabili di processo. La velocità di iniezione ha un impatto diretto sulla viscosità, sulla pressione e sulla temperatura che possono causare l'infiammabilità. Questa è spesso la prima cosa che molti esperti fanno quando si tratta di flash, poiché la maggior parte delle variabili di processo è legata alla velocità di iniezione.

Specificare uno stampo senza fiamma
Il modo migliore per eliminare il flash nei pezzi stampati a iniezione è utilizzare uno stampo senza flash. È la soluzione migliore, ma è costosa. Non è pratico per molte aziende e applicazioni. Se si tratta di un'applicazione delicata in cui l'estetica, la funzionalità e tutto il resto sono importanti e il costo non è un problema, questa è la strada da seguire per assicurarsi di ottenere pezzi privi di difetti.
Pulizia corretta della muffa
Una delle ragioni principali della mancata corrispondenza della linea di divisione è l'accumulo di polvere, detriti e altre impurità nello stampo. Inoltre, le particelle presenti nelle cavità strette possono causare un'eccessiva tenuta, compromettendo ulteriormente i difetti complessivi del pezzo. Mantenere lo stampo pulito e curato aiuta a minimizzare la possibilità di questi problemi e a garantire i migliori risultati.
Manutenzione corretta degli stampi e miglioramento del processo
Infine, è importante mantenere lo stampo e ottimizzare il processo per ottenere risultati coerenti e affidabili. A volte, la forza di serraggio e la pressione possono danneggiare lo stampo e causare deformazioni, che possono portare a vari difetti nel pezzo.

Riduzione della pressione di iniezione
La pressione di iniezione è elevata. Dovrebbe essere ridotta in modo appropriato e l'intervallo di impostazione è 60mpa-100mpa.
Si può anche ricorrere all'abbassamento della temperatura del cilindro. Abbassare la temperatura dello stampo e ridurre la velocità di iniezione per ridurre la fluidità del materiale plastico fuso per impostare i parametri.
Tuttavia, si deve tenere presente che ciò causerà tensioni interne residue nel prodotto. In termini di trattamento, è possibile ridurre la pressione di iniezione, la temperatura della canna di riscaldamento e la velocità di iniezione.

La superficie dello stampo in cui si verifica il flash può essere rettificata e lo stampo può essere risolto utilizzando materiali in acciaio duro. A causa della differenza tra i materiali, i materiali con una buona fluidità sono soggetti a flash, quindi la superficie di divisione dello stampo deve essere stretta. I materiali cristallini devono avere una viscosità molto bassa quando vengono fusi e la superficie di divisione dello stampo deve essere stretta.
Conclusione
Flash in stampaggio a iniezione è un dato di fatto e il modo migliore per ridurlo è ottimizzare continuamente il processo e prestare attenzione ai segnali. È possibile acquistare stampi privi di flash, ma costano di più. È invece più pratico affrontare le cause più comuni migliorando la progettazione, la manutenzione degli stampi e ottimizzando i processi di stampaggio a iniezione per ottenere i risultati migliori.







