

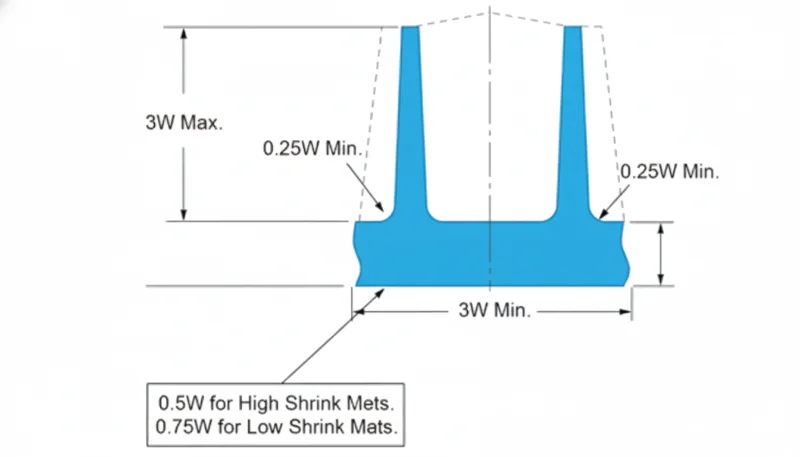
L'ottimizzazione del design delle nervature implica un equilibrio tra rigidità strutturale e producibilità. Le nervature aumentano il **momento di inerzia** di un pezzo, migliorando la rigidità senza aumentare significativamente lo spessore della parete o il tempo di ciclo. La "regola d'oro" è mantenere uno spessore della nervatura compreso tra **50% e 70%** dello spessore nominale della parete per evitare segni di affondamento. Angoli di sformo adeguati (da 0,5° a 1,5°) e raggi di base sono essenziali per l'espulsione e la riduzione delle sollecitazioni.
Definizione
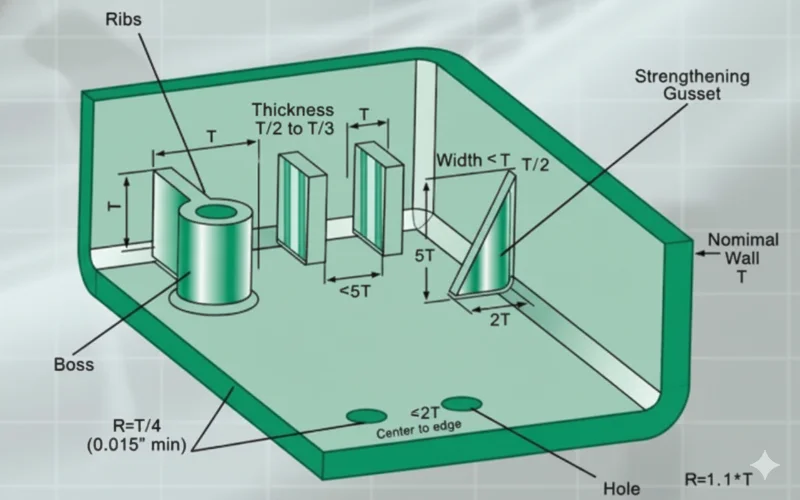
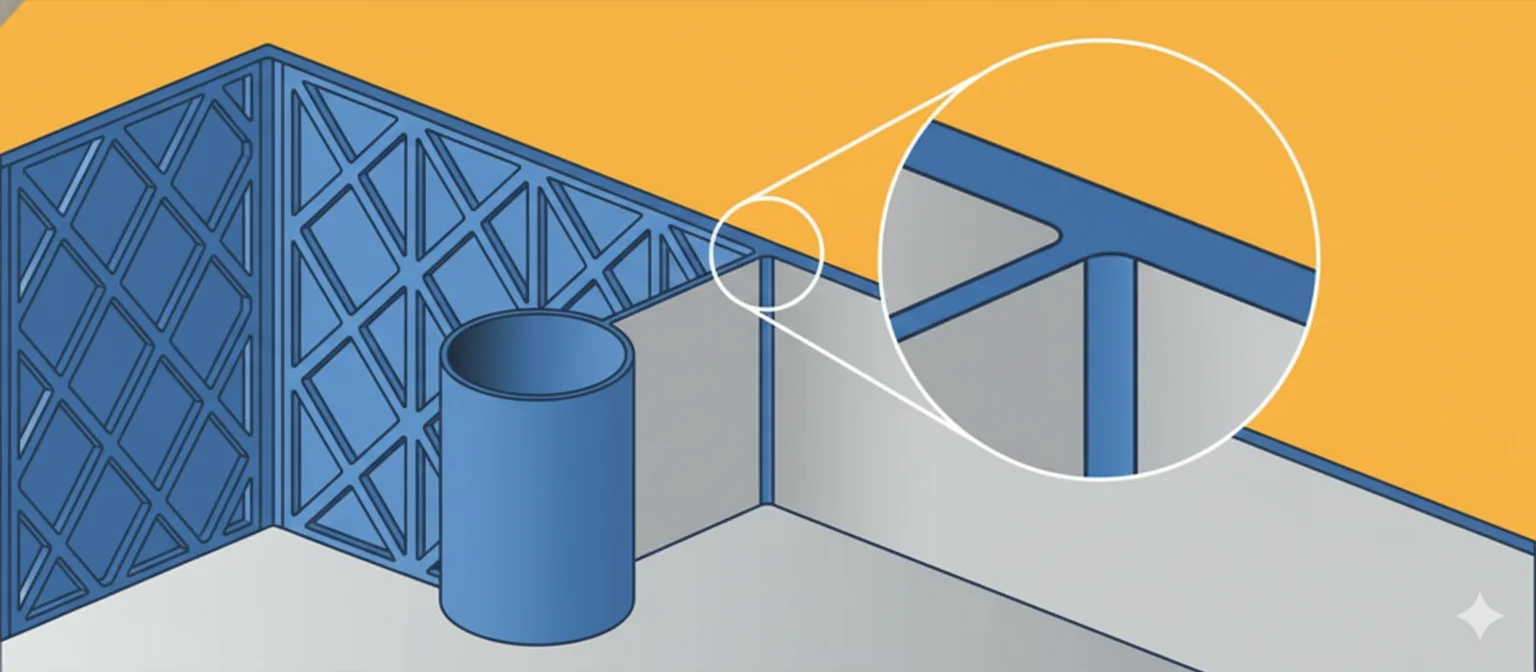
Costole sono sottili elementi simili a pareti che si estendono perpendicolarmente dalla parete nominale di un pezzo in plastica. Vengono utilizzati principalmente per migliorare la rigidità flessionale e la resistenza di un componente senza aumentare lo spessore complessivo della parete.
In Stampaggio a iniezioneL'utilizzo di nervature piuttosto che di pareti spesse è fondamentale perché le pareti spesse comportano tempi di raffreddamento più lunghi, costi di materiale più elevati e difetti come vuoti o deformazioni. Le nervature fungono anche da guida del flusso, favorendo lo scorrimento della plastica fusa, come ad esempio Polipropilene (PP)1 o Acrilonitrile Butadiene Stirene (ABS)2nelle aree dello stampo difficili da riempire.
Le nervature spesse garantiscono la massima integrità strutturale senza alcun inconveniente.Falso
Le nervature spesse in genere provocano segni di affossamento sulla superficie estetica e vuoti interni a causa della diversa velocità di raffreddamento.
Lo spessore della nervatura deve essere generalmente compreso tra 50% e 70% dello spessore nominale della parete.Vero
Questo rapporto bilancia la rigidità strutturale e riduce al minimo il rischio di segni di affondamento sulla superficie opposta.
Parametri di progettazione fondamentali per le nervature
I parametri seguenti utilizzano le linee guida standard del settore (ad esempio, le linee guida DFM, gli standard SPI).
| Parametro | Simbolo | Intervallo consigliato | Unità | Note chiave |
|---|---|---|---|---|
| Spessore della base | w | 40% - 70% di t | mm | t = spessore nominale della parete. 40% per i pezzi lucidi; fino a 70% per i pezzi strutturali/testurizzati. |
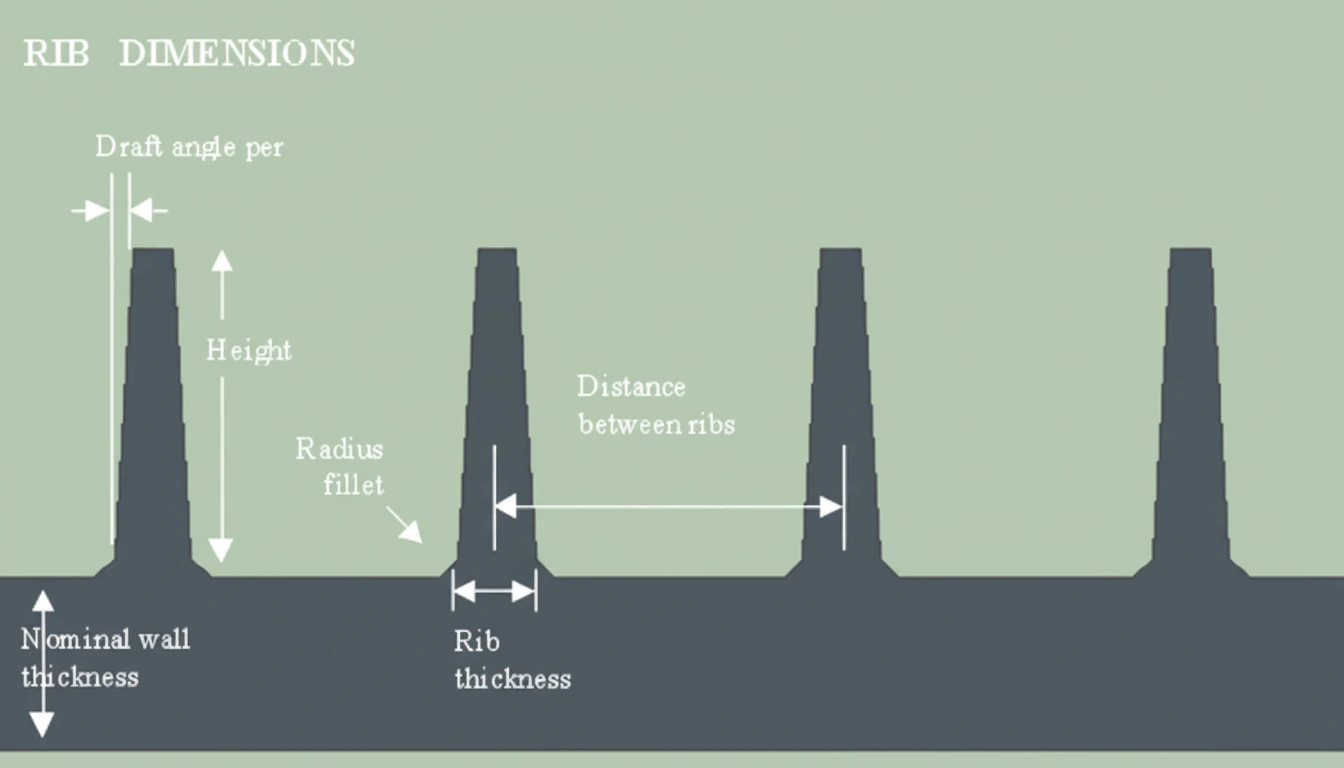
| Altezza della nervatura | h | ≤ 3 × t | mm | Un'altezza eccessiva complica lo sfiato e l'espulsione; può provocare un'instabilità. |
| Angolo di sformo | α | 0.5° - 1.5° | deg | Necessario per l'espulsione. La struttura richiede un tiraggio supplementare (1° per 0,025 mm di profondità). |
| Raggio di base | R | 25% - 50% di t | mm | Impedisce la concentrazione delle sollecitazioni. Un R troppo grande crea sezioni spesse (rischio di affondamento). |
| Distanza tra le nervature | S | ≥ 2 × t | mm | Distanza tra le nervature. Una distanza troppo ravvicinata causa problemi di "sicurezza dell'acciaio" e punti caldi termici. |
| Spessore della punta | t(punta) | ≥ 0.75 | mm | Spessore minimo nella parte superiore della nervatura per garantire il corretto riempimento dello stampo. |
Vantaggi e svantaggi
| Caratteristica | Vantaggi | Svantaggi |
|---|---|---|
| Forza-peso | Aumenta notevolmente la rigidità e la capacità di carico con un'aggiunta minima di peso. | Una progettazione inadeguata porta a difetti estetici come segni di lavandino3 sul lato visibile (lato A). |
| Tempo di ciclo | Consente un raffreddamento più rapido rispetto all'aumento dello spessore dell'intera parete. | Le nervature profonde possono intrappolare il gas (effetto diesel) o causare difficoltà di espulsione (segni di trascinamento). |
| Flusso di materiale | Agiscono come corridori interni (flow leader) per aiutare a riempire sezioni sottili o angoli distanti. | Le nervature complesse aumentano i costi di attrezzaggio (è necessario un lavoro di elettroerosione). |
| Controllo della deformazione | Riduce la deformazione spezzando le grandi superfici piane e ridistribuendo le sollecitazioni. | Gli spigoli vivi alle basi delle nervature diventano concentratori di sollecitazioni, con conseguente cedimento in caso di impatto. |
La costruzione di una costola più alta è sempre il modo migliore per aumentare la rigidità del pezzo.Falso
Le nervature troppo alte tendono a deformarsi sotto carico e richiedono cavità dello stampo profonde e difficili da ventilare.
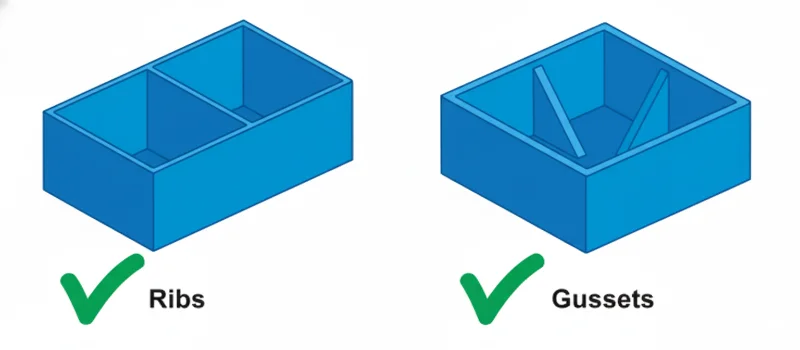
L'aggiunta di più costole più corte è spesso strutturalmente superiore a una costola molto alta.Vero
Le nervature multiple distribuiscono il carico in modo più efficace e mantengono una più facile modellabilità rispetto agli elementi stretti e profondi.
Scenari di applicazione
- Interni per autoveicoli: I substrati dei cruscotti e dei pannelli delle porte utilizzano spesso schemi di nervature a nido d'ape per ridurre il peso e mantenere gli standard di sicurezza in caso di incidente.
- Elettronica di consumo: Gli alloggiamenti per computer portatili o telefoni utilizzano le micro-centine per supportare i circuiti stampati interni e prevenire lo schiacciamento senza aggiungere ingombro.
- Componenti strutturali: Involucri per elettroutensili in Polimero rinforzato con fibra di vetro (GFRP)4 utilizzano nervature incrociate per resistere a coppie elevate e a impatti di caduta.
- Coperchi dei contenitori: Gli imballaggi a parete sottile utilizzano nervature radiali per evitare l'inarcamento o la deformazione durante l'impilamento.
Raccomandazioni per il processo a tappe
Per ottenere un design ottimizzato della nervatura, seguire questo flusso di lavoro:
- Stabilire la parete nominale (t): Determinare lo spessore della parete di base necessario per la funzione generale del pezzo.
- Calcolare lo spessore della base della nervatura:
- Per Materiali amorfi (ad esempio, policarbonato (PC), ABS): Impostare lo spessore della nervatura su ~60-70% di t.
- Per Materiali semicristallini (ad esempio, polipropilene (PP), polietilene (PE)): Impostare lo spessore della nervatura a ~40-50% di t a causa dei tassi di ritiro più elevati.
- Definire i limiti di altezza: Assicurarsi che l'altezza delle nervature (h) non superi 3 × t. Se è necessaria una maggiore rigidità, aggiungere altre nervature anziché aumentare l'altezza.
- Applicare gli angoli di sformo: Aggiungere un tiraggio minimo di 0,5° per lato. Per costole più alte (>50 mm), aumentare il tiraggio a 1,0°-1,5° per evitare il blocco del vuoto durante l'espulsione.
- Progettare il raggio della radice: Aggiungere un raggio di raccordo di 0,25 × t alla base. Esempio: Se la parete è di 4 mm, il raggio deve essere di 1 mm. In questo modo si riduce la sensibilità dell'intaglio.
- Verificare la spaziatura: Assicurarsi che lo spazio tra le nervature sia di almeno 2 × t. Ciò garantisce che l'acciaio dello stampo tra le nervature sia abbastanza robusto da dissipare il calore e non affaticarsi.
- Simulazione: Utilizzare un software di analisi del flusso dello stampo per verificare la presenza di restringimenti volumetrici e di potenziali trappole d'aria sulle punte delle nervature.
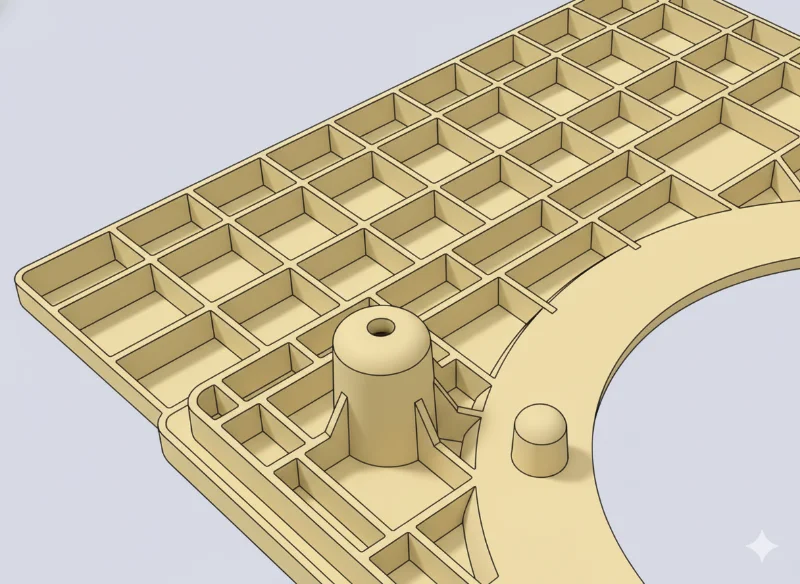
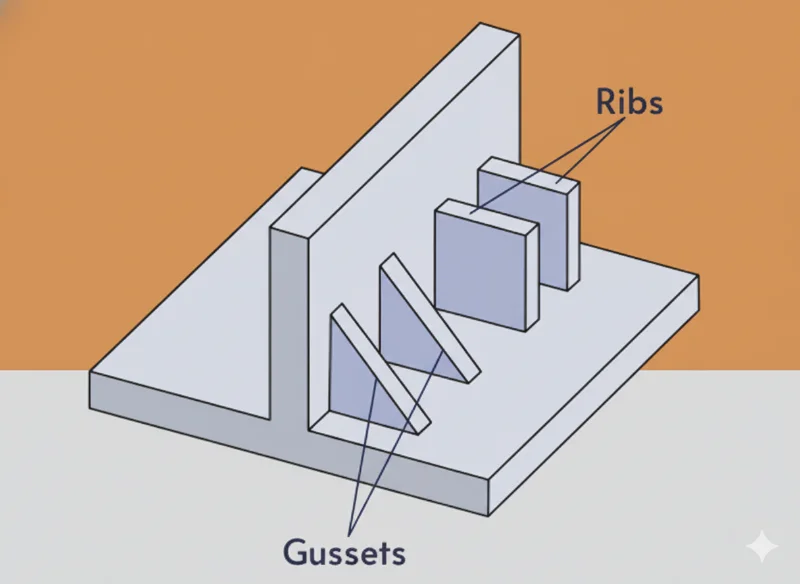
I tasselli sono una forma di nervatura utilizzata per sostenere i bordi.Vero
I tasselli sono nervature triangolari utilizzate per sostenere le pareti laterali o le bocche, seguendo le stesse regole di spessore per evitare l'affondamento.
Le nervature possono essere posizionate arbitrariamente senza considerare il raffreddamento dello stampo.Falso
Nervature troppo ravvicinate creano punti caldi nell'acciaio dello stampo, con conseguenti tempi di ciclo più lunghi e deformazioni.
FAQ
D1: Qual è la regola più importante per la progettazione delle costole per prevenire i difetti estetici?
Lo spessore della base della nervatura deve essere generalmente compreso tra 50% e 70% dello spessore nominale della parete. Il superamento di questo rapporto aumenta la massa del materiale all'intersezione, causando un raffreddamento differenziale che si traduce in un visibile segni di lavandino5 sulla superficie opposta.
D2: In che modo la selezione dei materiali influisce sulla progettazione delle nervature?
I materiali ad alto ritiro (plastiche semicristalline come la PA66 o il PP) sono più inclini a subire segni di affondamento e deformazioni. Per questi materiali, le nervature dovrebbero essere più sottili (più vicine a 40-50% della parete nominale) rispetto ai materiali amorfi a basso ritiro (come PC o ABS).
D3: Le nervature possono sostituire lo spessore della parete piena per la resistenza?
Sì. L'utilizzo di nervature per aumentare il momento d'inerzia è meccanicamente più efficiente rispetto all'ispessimento dell'intera parete. Si risparmia materiale, si riduce il peso del pezzo e si abbassa notevolmente il tempo di raffreddamento necessario per il ciclo di stampaggio.
D4: Cosa succede se l'angolo di sformo di una nervatura è troppo piccolo?
Un tiraggio insufficiente comporta difficoltà di espulsione. Il pezzo può aderire alla metà dello stampo ferma (lato A) o in movimento (lato B), oppure possono comparire "segni di trascinamento" (scuffie) sulla superficie della nervatura. Nei casi più gravi, la costola può staccarsi o rompersi durante l'espulsione.
D5: Perché il raggio di radice è importante?
Gli angoli vivi alla base di una nervatura fungono da concentratori di sollecitazioni. In caso di impatto o di carico ciclico, le cricche si formano in corrispondenza di questi angoli acuti. Un raggio distribuisce il flusso di sollecitazioni; tuttavia, non deve essere troppo grande, altrimenti si crea una sezione spessa che provoca segni di affondamento.
Sintesi
L'ottimizzazione della progettazione delle nervature è un'abilità critica nello stampaggio a iniezione che influisce direttamente sul costo, sull'estetica e sulle prestazioni del pezzo. Rispettando il rapporto standard di spessore della nervatura alla parete nominale (40-70%)limitando l'altezza a Spessore della parete 3xe garantire un'adeguata tiraggio e raggiI progettisti possono massimizzare la stabilità strutturale evitando i difetti più comuni, come i segni di affondamento e la deformazione.
-
Polipropilene (PP) Proprietà: Fornisce una panoramica completa delle caratteristiche del PP, essenziale per determinare i tassi di ritiro e il dimensionamento delle nervature nelle applicazioni semicristalline. ↩
-
ABS Guida al materiale: Dettagli sulle proprietà dell'acrilonitrile butadiene stirene, un comune materiale amorfo in cui i rapporti di progettazione delle nervature differiscono leggermente dalle plastiche semicristalline. ↩
-
Prevenzione dei segni di affondamento: Spiega la fisica che sta alla base dei segni di affondamento, un difetto primario causato da un rapporto improprio tra spessore delle nervature e spessore delle pareti. ↩
-
Applicazioni strutturali del GFRP: contesto scientifico dettagliato su come il rinforzo in fibra interagisce con le strutture a nervatura per migliorare le proprietà meccaniche. ↩
-
Suggerimenti per la progettazione delle costine: Offre linee guida pratiche per la progettazione, specificamente incentrate sulla minimizzazione dei difetti estetici e sul mantenimento dell'integrità strutturale. ↩







