 Vai al contenuto
Vai al contenuto 

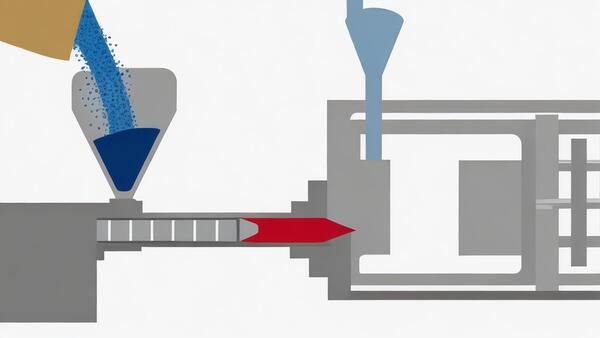
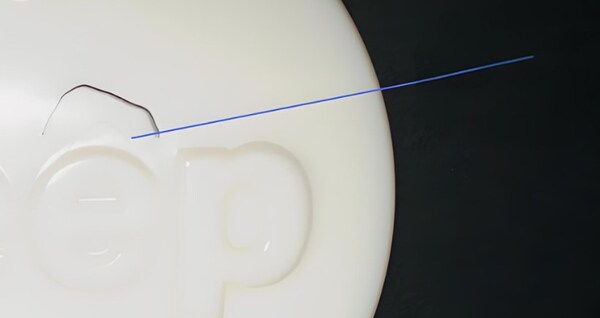
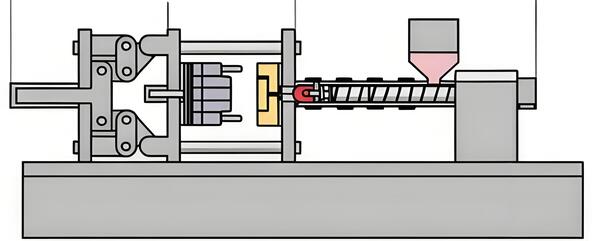
Prefazione: Lo stampaggio a iniezione è un ottimo modo per realizzare prototipi e parti in plastica di qualità. Ma se non disponete di un buon sistema di controllo del processo, potreste ottenere pezzi stampati con difetti come le macchie di flusso.Le macchie di flusso sono un comune difetto estetico dei prodotti stampati a iniezione. Esistono soprattutto in prossimità dell'ingresso della colla e si diffondono in modo ondulatorio fino alla profondità dello stampo.
I segni di flusso sono un difetto difficile da eliminare in produzione. Se si conosce il motivo per cui si verificano e le condizioni di processo che li peggiorano, è possibile eliminarli più rapidamente e più facilmente quando si cerca di far funzionare correttamente lo stampo. Questo vi aiuterà a produrre più pezzi in modo più rapido. causando linee di flusso a causa delle diverse velocità e direzioni del fluido nei vari punti.

Analisi delle cause dei segni di flusso
La temperatura dello stampo è troppo bassa
La temperatura dello stampo è troppo bassa, il che provoca un abbassamento troppo rapido della temperatura del materiale, mentre la pressione di iniezione e la pressione di mantenimento non sono sufficienti a premere la pelle condensata contro la superficie dello stampo, lasciando segni di scorrimento della massa fusa nella direzione del flusso.

Problemi del processo produttivo
Il processo di produzione dei prodotti in PC stampati a iniezione ha un grande impatto sull'aspetto e sulle prestazioni del prodotto. Se la temperatura di iniezione è troppo alta o troppo bassa, la velocità di iniezione è troppo veloce o troppo lenta e la pressione di mantenimento non è corretta, sul prodotto appariranno segni di flusso.
Problemi di selezione dei materiali
Anche la scelta del materiale per i prodotti in PC stampati a iniezione ha un grande impatto sulle prestazioni e sull'aspetto. Se i materiali non corrispondono, se il flusso del materiale è scarso, se il controllo dell'umidità non è corretto e se ci sono troppi additivi, i segni di flusso appariranno sul prodotto.

Problemi del processo di elaborazione
Durante la lavorazione, la temperatura dello stampo, il tempo di iniezione, il tempo di mantenimento, ecc. influiscono sull'aspetto e sulle prestazioni del prodotto. Se la temperatura dello stampo è troppo bassa o troppo alta, il tempo di iniezione è troppo lungo o troppo corto e il tempo di mantenimento non è corretto, sul prodotto compariranno segni di scorrimento.
Scarso flusso di fusione
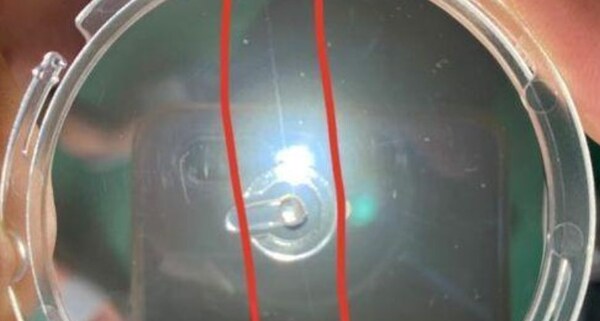
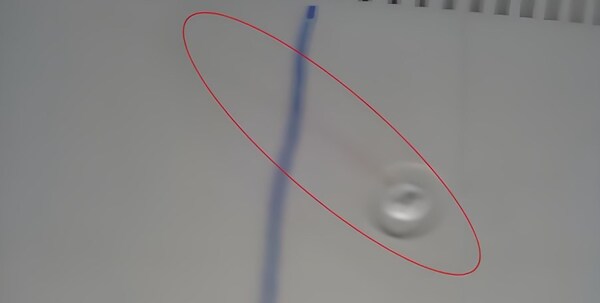
Quando il flusso di fusione è scarso, si ottengono questi segni di flusso a forma di anello sulla superficie del pezzo in plastica, proprio intorno al gate. Quando il materiale fuso è freddo e spesso e non scorre bene, viene iniettato nella cavità in uno stato ondulato e semisolido nella porta e nel canale.
Scorre lungo la superficie della cavità dello stampo e viene spremuto dal successivo getto di colata che arriva, risale e si blocca, creando così questi segni di flusso a forma di anello sulla superficie della parte in plastica, proprio intorno alla porta.
Per risolvere questo problema, è possibile aumentare la temperatura dello stampo e dell'ugello, aumentare la velocità di iniezione e di riempimento, aumentare la pressione di iniezione e di mantenimento e aumentare il tempo di mantenimento. È inoltre possibile installare un riscaldatore sul gate per aumentare la temperatura locale del gate. È inoltre possibile aumentare in modo appropriato la sezione trasversale del gate e del canale di colata.
La sezione trasversale della porta e del canale dovrebbe essere possibilmente rotonda, perché è il modo migliore per riempire lo stampo. Ma se la porta deve trovarsi in un punto debole della parte in plastica, allora si dovrebbe usare una sezione trasversale quadrata.
Inoltre, si dovrebbe mettere un pozzetto più grande per il freddo in fondo al cancello e alla fine del canale. La temperatura del materiale ha un grande effetto sulla fluidità della fusione. È necessario prestare attenzione alle dimensioni del pozzetto per la colata fredda. Il pozzetto deve essere posizionato alla fine della colata, nella direzione in cui la colata fluisce dal gate.
Se il motivo principale dei segni di flusso ad anello annuali è la scarsa prestazione della resina, è possibile scegliere una resina a bassa viscosità se le condizioni lo consentono.

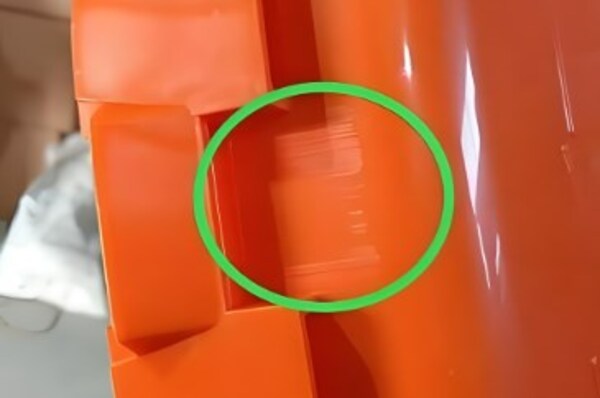
La massa fusa non scorre senza problemi nel corridore
La colata non scorre in modo fluido nel canale di colata, causando segni di flusso a spirale sulla superficie del pezzo in plastica. Quando la colata fluisce da una sezione trasversale stretta del canale di colata in una cavità con una sezione trasversale più ampia o il canale di colata dello stampo è stretto e la finitura è molto scadente, è facile che si formino turbolenze, con conseguenti segni di flusso a spirale sulla superficie del pezzo in plastica.
In questo caso, è possibile rallentare la velocità di iniezione o controllare la velocità di iniezione in modo da renderla lenta, veloce e poco intensa. La porta dello stampo deve essere posizionata in una parte di parete spessa o direttamente sul lato della parete. La forma della porta deve essere a maniglia, a ventaglio o a diaframma. L'area della sezione trasversale del canale e della porta può essere aumentata in modo appropriato per ridurre la resistenza al flusso del materiale.
Inoltre, è necessario controllare il flusso di acqua di raffreddamento nello stampo per mantenere lo stampo a una temperatura più elevata. Se si aumentano le temperature del cilindro e dell'ugello all'interno dell'intervallo di temperatura operativa del processo, si contribuirà a migliorare le prestazioni di flusso della massa fusa.
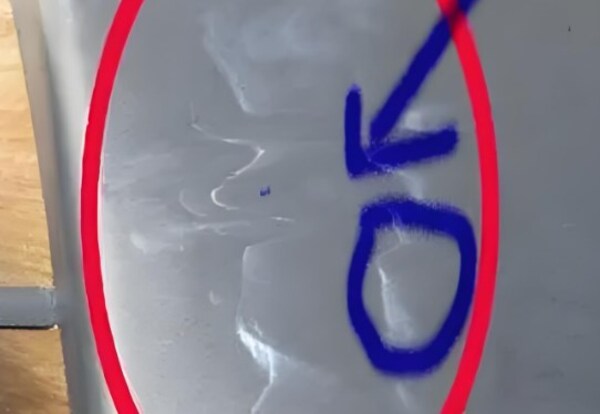
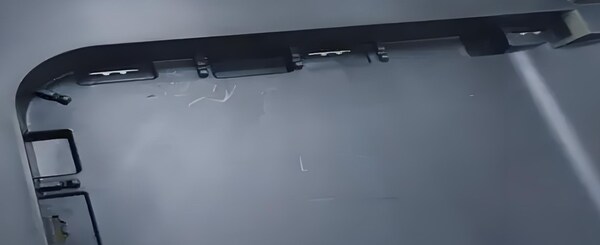
I gas volatili causano segni di flusso d'onda simili a quelli delle nuvole
Quando si utilizza l'ABS o altre materie prime a base di resina copolimerica, se la temperatura di lavorazione è elevata, la resina e il lubrificante generano gas volatili che causano segni di flusso ondulatorio simili a nuvole sulla superficie delle parti in plastica.

A tal fine, è necessario ridurre adeguatamente la temperatura dello stampo e del cilindro, migliorare le condizioni di scarico dello stampo, ridurre la temperatura del materiale e la velocità di riempimento, espandere adeguatamente la sezione della porta e modificare il tipo o la quantità di lubrificante.
Soluzione ai segni di flusso
Plastica
Ridurre la quantità di materiale
Anche una quantità eccessiva di materiale può causare un problema di marcatura. Se il segno è causato da una quantità eccessiva di materiale, è possibile ridurre l'alimentazione della pressa a iniezione, facendo però attenzione a non ridurla troppo e a non compromettere la qualità del prodotto.

Migliorare la fluidità della plastica
È necessario riempire la cavità con una plastica che scorre facilmente. Se la plastica fusa non scorre bene, la fusione rallenta e più rallenta, più si raffredda. La pressione di iniezione e la pressione di mantenimento non sono sufficienti a spingere la pelle condensata contro la superficie dello stampo.
In questo modo si ottengono segni di restringimento nella direzione del flusso. I fornitori di materiali possono darvi consigli in base al vostro progetto: utilizzate la plastica più fluida che non si ritira.
Se si vuole realizzare un pezzo di plastica lungo e sottile, occorre una plastica che scorra bene. Se non si dispone di una plastica che scorre bene, si può aggiungere un po' di qualcosa per farla scorrere meglio. Di solito si aggiunge meno di 1% di questa sostanza. Se il pezzo è molto lungo e sottile, potrebbe essere necessario aggiungerne di più.
Uso improprio dei lubrificanti per stampaggio
In genere, il contenuto di lubrificante è inferiore a 1%. Quando la lunghezza del flusso è relativamente lunga rispetto allo spessore della parete, il contenuto di lubrificante deve essere aumentato per garantire che lo strato di condensa rimanga attaccato alla superficie dello stampo fino alla formazione del prodotto e che non si creino segni di flusso. L'aumento del contenuto di lubrificante deve essere approvato dal fornitore del materiale.
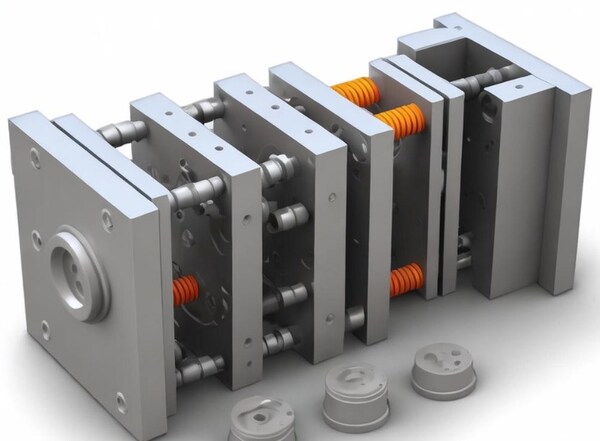
Stampo
Aumento della temperatura dello stampo
Se la temperatura dello stampo è troppo bassa, la temperatura del materiale si abbassa troppo rapidamente e la pressione di iniezione e la pressione di mantenimento non sono sufficienti a premere la superficie condensata contro la superficie dello stampo, lasciando segni di ritiro della massa fusa nella direzione del flusso.
Aumentando la temperatura dello stampo e mantenendo alta la temperatura del materiale, la pressione di iniezione e la pressione di mantenimento premeranno lo strato di condensazione contro la superficie dello stampo fino alla formazione del prodotto e all'assenza di segni di scorrimento.
Impostare la temperatura dello stampo in base al valore consigliato dal produttore del materiale. Ogni regolazione può essere aumentata o diminuita di 6℃. Dopo 10 riprese, se lo stampo è stabile, decidere se effettuare ulteriori regolazioni in base ai risultati.
Migliorare il corridore
Il canale, i canali o la porta sono troppo piccoli. Il canale, le guide o il cancello sono troppo piccoli e la resistenza al flusso aumenta. Se la pressione di iniezione non è sufficiente, il fronte di fusione si sposta sempre più lentamente e la plastica diventa sempre più fredda. La pressione di iniezione e la pressione di mantenimento non sono sufficienti a premere la pelle condensata contro la superficie dello stampo, per cui vengono lasciati segni di ritiro nella direzione del flusso di fusione.
Migliorare lo scarico
Se lo scarico non è sufficiente o non è buono, il riempimento della colata ne risentirà. Il fronte d'onda della colata non può premere la pelle condensata contro la superficie dello stampo, lasciando segni di ritiro nella direzione del flusso della colata. Considerare lo scarico alla fine di ogni canale per evitare che il gas entri nella cavità. Lo scarico della cavità non deve essere ignorato ed è meglio utilizzare uno scarico a cerchio completo.
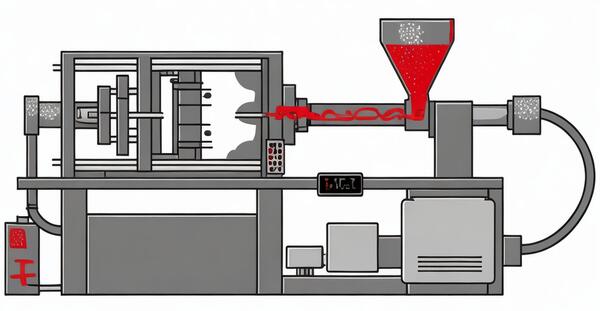
Macchina per lo stampaggio a iniezione
Regolare la velocità di iniezione
Se la velocità di iniezione è troppo elevata, la massa fusa non sarà in grado di rimuovere l'aria durante il flusso sulla superficie dello stampo, con conseguente formazione di macchie di flusso. La velocità di iniezione deve essere regolata in modo appropriato, in base alla situazione specifica, per ovviare al problema dei segni di flusso.
Regolare la pressione di iniezione
Un'altra causa dei segni di scorrimento è la pressione di iniezione della macchina insufficiente. È quindi necessario aumentare la pressione di iniezione per far fluire meglio la plastica nello stampo e ridurre i segni di flusso.
Aumentare la pressione di iniezione e la pressione di mantenimento
Se la pressione di iniezione e la pressione di mantenimento non sono sufficienti, la pelle condensata non verrà premuta saldamente contro la superficie dello stampo e appariranno segni di ritiro nella direzione del flusso della massa fusa. Aumentare la pressione di iniezione e la pressione di mantenimento in modo che lo strato condensato possa essere premuto saldamente contro la superficie dello stampo fino alla finalizzazione del prodotto e non compaiano segni di ritiro.
Migliorare il tempo di permanenza
La plastica rimane nel cilindro per un tempo troppo breve e la temperatura di fusione è bassa. Anche se la cavità è appena riempita, la plastica non può essere compattata durante la pressione di mantenimento, lasciando segni di ritiro nella direzione del flusso della fusione. Il rapporto tra il materiale della graniglia e quello del cilindro dovrebbe essere compreso tra 1/1,5 e 1/4.
Estensione del tempo di ciclo
Quando il tempo di ciclo è troppo breve, la plastica non si riscalda in tempo nel tubo del materiale e la temperatura di fusione è bassa. Anche se la cavità è appena riempita, la plastica non può essere compattata durante la pressione di mantenimento, lasciando segni di ritiro nella direzione del flusso della fusione.
Il tempo di ciclo deve essere prolungato fino a quando la plastica è completamente fusa e la temperatura di fusione è sufficientemente alta da evitare segni di ritiro nella direzione del flusso.
Aumentare l'impostazione della temperatura della canna
Quando la temperatura del cilindro è troppo bassa, la temperatura della colata è bassa e la pressione di iniezione e la pressione di mantenimento non sono sufficienti a premere la superficie condensata sulla superficie dello stampo, lasciando segni di ritiro nella direzione del flusso della colata.
Aumentare il calore, la pressione di iniezione e la pressione di mantenimento per comprimere la pelle contro la superficie dello stampo fino a quando il pezzo non si stabilizza e non si vedono segni di flusso. Le impostazioni della temperatura del materiale possono essere richieste al fornitore del materiale stesso.
La canna è divisa in quattro zone: posteriore, centrale, anteriore e ugello. L'impostazione della temperatura del materiale dalla parte posteriore a quella anteriore deve essere aumentata gradualmente e ogni zona deve essere aumentata di 6°C. Se necessario, a volte il valore di impostazione della temperatura del materiale della zona dell'ugello e/o della zona anteriore è uguale a quello della zona centrale.

Aumentare l'impostazione della temperatura dell'ugello
La plastica assorbe il calore rilasciato dal nastro riscaldante e il calore di attrito generato dal movimento relativo delle molecole di plastica causato dalla rotazione della vite nel cilindro, e la temperatura aumenta gradualmente.
L'ultima zona di riscaldamento della canna è l'ugello. Qui la fusione dovrebbe raggiungere la temperatura ideale del materiale, ma deve essere riscaldata moderatamente per rimanere nello stato migliore.
Se la temperatura dell'ugello non è sufficientemente alta, l'ugello e lo stampo si toccano e sottraggono troppo calore, la temperatura del materiale si abbassa e la pressione di iniezione e la pressione di mantenimento non sono sufficienti a premere la pelle condensata contro la superficie dello stampo, lasciando segni di ritiro nella direzione del flusso della massa fusa. Aumentare la temperatura dell'ugello.
In genere, la temperatura della zona ugelli è impostata su 6 gradi Celsius in più rispetto alla temperatura della zona anteriore.
Conclusione
Uno dei difetti estetici più comuni dei prodotti stampati a iniezione durante la produzione è rappresentato dai segni di scorrimento, soprattutto in prossimità della porta del prodotto. Le ragioni principali della formazione di macchie di flusso sono la bassa temperatura dello stampo, i parametri impropri del processo di stampaggio a iniezione, la selezione impropria del materiale e la scarsa fluidità della colata.

Per evitare e regolare efficacemente il problema della tacca di flusso, i produttori possono adottare una serie di misure. In primo luogo, regolare la temperatura dello stampo e dell'ugello per garantire che il materiale fuso possa fluire uniformemente e riempire lo stampo durante il processo di riempimento.
In secondo luogo, ottimizzare la velocità di iniezione e il controllo della pressione per garantire il riempimento e la compattazione della plastica.
Inoltre, la selezione e il controllo ragionevoli di vari parametri nel processo di lavorazione, come il tempo di mantenimento e il design del canale di flusso, possono migliorare significativamente la qualità della superficie del prodotto. Grazie a questi aggiustamenti, il problema delle macchie di flusso può essere efficacemente ridotto o addirittura eliminato, migliorando l'efficienza produttiva e la qualità dei prodotti stampati a iniezione.







