 Vai al contenuto
Vai al contenuto 

Introduzione: il libroQuando si progettano pezzi stampati a iniezione, bisogna pensare a molte cose. Tutte queste cose possono rovinare il pezzo e farlo sembrare un rifiuto. È possibile che si verifichino restringimenti, affossamenti, deformazioni e ogni altro tipo di problema. Quindi, se si vogliono realizzare pezzi di qualità, è necessario conoscere le regole per la progettazione di pezzi stampati a iniezione.
Questo articolo contiene le regole più importanti per la progettazione dello stampaggio a iniezione che possono aiutarvi a ottenere i migliori pezzi in plastica. Inoltre, vi fornirà informazioni dettagliate sul controllo del processo, importanti linee guida per la progettazione degli stampi e suggerimenti su come evitare i problemi di progettazione più comuni.
L'importanza della progettazione dello stampaggio a iniezione
Stampaggio a iniezione è un modo per produrre oggetti di plastica. Si mette la plastica fusa in uno stampo e si lascia raffreddare e indurire. Il design dello stampo e il materiale che si sta producendo possono fare una grande differenza in termini di efficacia. Ecco alcuni motivi per cui la progettazione è importante per lo stampaggio a iniezione.
Determinare la complessità della produzione
Analizzando il progetto, i progettisti e gli ingegneri del prodotto possono prevedere varie situazioni complesse che possono verificarsi durante il processo di produzione. Il progetto fornisce istruzioni dettagliate per ridurre l'incertezza prima della fase di produzione.

Inoltre, una comprensione preventiva della complessità può chiarire la forma e la struttura dello stampo. Questo aiuterà a progettare e realizzare stampi adatti ai prodotti richiesti.
Garantire la fattibilità della produzione
Quando si progetta e si produce un pezzo in plastica, non si sa con certezza se il pezzo progettato sarà producibile. La progettazione dello stampaggio a iniezione può determinare la producibilità fin dall'inizio.

In questo modo è possibile scoprire se si verificheranno problemi di produzione in cui i pezzi rimarranno bloccati nello stampo. Ma soprattutto, si risparmia tempo e denaro, in modo da avere prezzi ragionevoli e produrre i pezzi in tempi più brevi.
Prevenire i guasti dei componenti
Se non progettate correttamente il vostro pezzo stampato a iniezione, vi ritroverete con un pezzo scadente. Non funzionerà bene, non avrà un aspetto corretto e sarà una gran rottura di scatole. Dovrete fare i conti con difetti di stampaggio a iniezione e altri guasti meccanici che impediranno al vostro pezzo di fare ciò che deve fare.
Le linee guida per la progettazione dello stampaggio a iniezione vi aiuteranno a scegliere i giusti parametri di stampaggio e a evitare i grandi errori che impediranno al vostro pezzo di funzionare.
Considerazioni sulla progettazione di parti stampate a iniezione
Lo stampaggio a iniezione è un processo complesso che richiede un'attenta progettazione per essere sicuri di farlo bene. Se si sbaglia la progettazione, se ne pagherà il prezzo in seguito. È quindi necessario seguire le giuste linee guida per la progettazione dello stampaggio a iniezione per evitare di sbagliare. Ecco alcuni elementi a cui pensare quando si progettano parti stampate a iniezione.

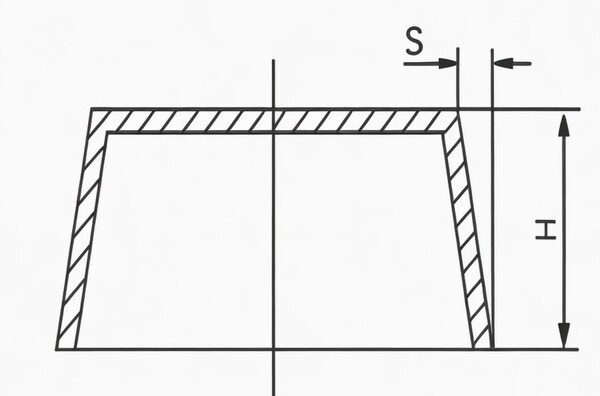
Spessore della parete
Questo è uno dei fattori importanti da considerare durante la fase di progettazione dei pezzi stampati a iniezione. Lo spessore della parete può influenzare diverse caratteristiche chiave del componente, tra cui le prestazioni, l'estetica e il costo.
Pertanto, lo spessore nominale della parete deve essere determinato in base ai requisiti di prestazione funzionale. Per determinare lo spessore minimo della parete è necessario considerare le sollecitazioni ammissibili e la durata di vita prevista dei pezzi stampati.
La regola generale è quella di mantenere lo spessore della parete costante in tutto il pezzo stampato a iniezione. L'ideale è mantenere lo spessore uniforme delle pareti tra 1,2 e 3 mm. Le pareti sottili richiedono un'elevata pressione della plastica e possono causare sacche d'aria. Le pareti spesse costano di più perché richiedono più tempo per il raffreddamento e utilizzano più materiale.

Ogni volta che si ha un pezzo che cambia spessore di parete, è necessario assicurarsi di avere una transizione fluida tra ogni pezzo. A tal fine, è possibile aggiungere smussi ai bordi o agli angoli inclinati. Allo stesso modo, l'uso di angoli arrotondati per gli angoli o i bordi arrotondati farà sì che la plastica fusa riempia completamente lo stampo e si raffreddi in modo uniforme.
Linea di classificazione
La linea di divisione è il punto in cui le due metà dello stampo si incontrano per realizzare il prodotto finale. Se c'è un errore di progettazione o un disallineamento nella linea di divisione, si possono verificare difetti di fusione nei pezzi stampati.

È quindi importante progettare una linea di separazione semplice e diritta per ridurre al minimo questi difetti. Le linee di separazione semplici sono più facili da realizzare, richiedono meno manutenzione e possono garantire una migliore scorrevolezza complessiva del prodotto finale.
Quando si progettano le linee di divisione, in genere è meglio posizionarle su spigoli vivi piuttosto che su superfici arrotondate. In questo modo si riduce la necessità di stampi con tolleranze strette, che aumentano il costo di produzione. Bisogna anche pensare all'aspetto che la linea di divisione avrà sul prodotto finale.

Il design della linea dovrebbe renderla il più possibile invisibile e non attraversare superfici o caratteristiche critiche (come testi o loghi). In questo modo si garantisce che il prodotto finale abbia l'aspetto desiderato e si migliora la qualità complessiva del prodotto. processo di stampaggio a iniezione.
Angolo di sformo
L'angolo di sformatura sulla superficie dei pezzi stampati a iniezione consente una facile rimozione dallo stampo senza causare danni. L'angolo di sformatura richiesto dipende da fattori quali lo spessore della parete, il tasso di ritiro del materiale e i requisiti di post-trattamento e finitura.

L'angolo di sformo medio dovrebbe aumentare di 1 grado per ogni pollice di profondità, ma per la maggior parte dei pezzi, almeno 1,5-2 gradi sono generalmente sicuri. Per la testurizzazione pesante può essere necessario un massimo di 5 gradi per pollice. Un tiraggio insufficiente può causare difetti estetici come i segni di trascinamento.
È possibile aggiungere angoli di sformo durante la progettazione di parti stampate a iniezione con sistemi CAD, ma è meglio farlo alla fine del processo di progettazione per mantenere le cose il più semplici possibile.
Costole e sporgenze
Le nervature sono utilizzate per rinforzare le pareti dove due pareti si incontrano con un angolo di 90 gradi. Contribuiscono a rendere il pezzo più forte e in grado di sostenere un peso maggiore. Le protuberanze aiutano anche ad allineare e ad attaccare le parti. Inoltre, rendono il pezzo più resistente in punti come i fori per le viti e le fessure.

Lo spessore massimo della parte inferiore della nervatura di supporto deve essere pari a 2/3 dello spessore della parete adiacente. L'altezza delle barre di rinforzo non deve superare 2,5 volte lo spessore nominale della parete (2,5T). È importante considerare la contrazione. Per evitare segni di ritiro, lo spessore della sporgenza non deve superare 60% dello spessore complessivo della parete.
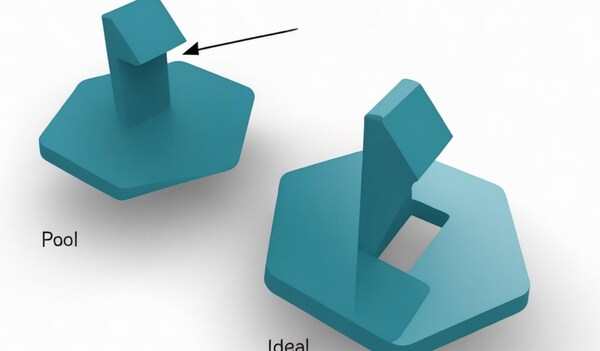
Posizione e tipo di cancello
Il canale di colata è una parte molto importante del processo di stampaggio a iniezione. È la parte direttamente collegata alla parte in plastica e controlla il flusso della resina plastica fusa nella cavità dello stampo. Le dimensioni, la forma e la posizione del gate hanno un grande impatto sul prodotto finito. Influisce sulla resistenza e sull'aspetto del pezzo.

Esistono quattro tipi comuni di gate utilizzati per diversi tipi di stampi a iniezione: edge, submarine, hot tip e sprue. Come suggerisce il nome, il gate per bordi si trova sul bordo di un pezzo piatto e lascia delle cicatrici sulla linea di separazione.
Le porte sottomarine sono molto comuni e presentano diverse varianti, come la porta a banana, la porta a sorriso e la porta a tunnel. Richiedono la rifilatura automatica con un perno superiore e aiutano a spostare la posizione del cancello dalla linea di separazione per un migliore riempimento.

Le porte a punta calda sono utilizzate solo per gli stampi a iniezione a canale caldo. Di solito si trovano nella parte superiore degli stampi di forma rotonda o conica. Il canale di colata è invece una buona scelta per gli stampi cilindrici a cavità singola di grandi dimensioni. Di solito lasciano grandi segni nei punti di contatto, ma sono facili da realizzare e da curare.
Il design e il tipo di porta dipendono dal design del pezzo, dalla scelta del materiale, dai requisiti dimensionali e dalle esigenze estetiche del prodotto finale. Una considerazione importante per la progettazione è quella di posizionare il cancello lontano da aree ad alta sollecitazione o ad alto impatto per ridurre al minimo il rischio di difetti.

È inoltre importante eliminare le operazioni secondarie di rimozione delle porte e posizionare le porte nelle aree più spesse per un riempimento ottimale. In alcuni casi, possono essere necessarie più porte a seconda delle dimensioni, della geometria e del tipo di polimero plastico del pezzo.
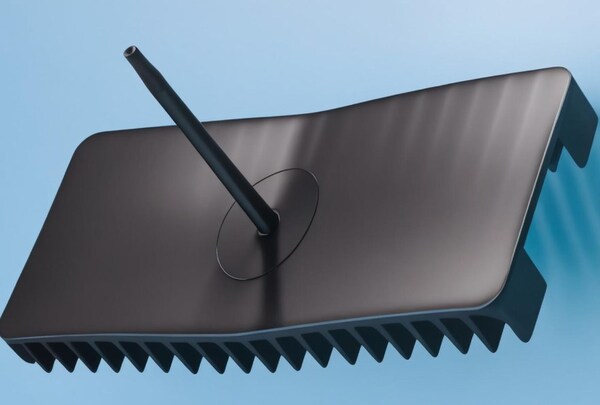
Ago superiore
Si tratta di una parte fondamentale della configurazione dello stampaggio a iniezione, che aiuta a spingere il pezzo fuori dallo stampo dopo che si è raffreddato a sufficienza. Spesso lasciano segni sui pezzi. Pertanto, è necessario progettarli su un piano perpendicolare alla direzione di movimento del perno.

La forma del pezzo, l'angolo di sformo, la profondità e la struttura della parete determinano il numero e la posizione dei perni. Questi fattori influiscono sul modo in cui i pezzi aderiscono alla parete dello stampo. Anche il materiale scelto influisce sulle dimensioni e sulla posizione dei perni.
Ad esempio, le resine con una viscosità più elevata richiedono una forza maggiore per essere estratte. Allo stesso modo, i polimeri plastici più morbidi richiederanno perni più larghi o più numerosi per aiutare a distribuire la forza ed evitare difetti di stampaggio.

Taglio e filettatura del fondo
I sottosquadri e le filettature sono caratteristiche concave o pendenti che rendono difficile l'espulsione dei pezzi in plastica dallo stampo con un'unica trazione. La progettazione deve garantire che i pezzi possano essere espulsi con una singola trazione unidirezionale. Ciò contribuirà a mantenere bassi i costi dello stampaggio a iniezione. Pertanto, è molto importante evitare filettature e sottosquadri quando si progettano pezzi stampati a iniezione.
Per evitare i sottosquadri, è possibile orientare gli elementi parallelamente alla linea di demarcazione e incorporare i sollevatori e le guide nel progetto. I sollevatori aiutano a liberare i sottosquadri interni senza bozze. Dopo il raffreddamento dei pezzi, il sollevatore può essere spinto verso l'alto con un angolo per rimuovere il sottosquadro dallo stampo. La slitta, invece, utilizza perni angolati collegati allo stampo centrale per liberare i sottosquadri esterni.
Filetto
Per migliorare lo stampaggio a iniezione, è necessario avere caratteristiche arrotondate anziché angoli e spigoli vivi. Gli spigoli vivi richiedono una maggiore pressione per essere riempiti, il che può danneggiare il pezzo e causare difetti al momento dell'espulsione. Gli angoli interni ed esterni arrotondati aiutano la plastica a fluire meglio, riducendo le sollecitazioni e le crepe.

Il raggio dell'angolo interno deve essere pari ad almeno 50% dello spessore della parete adiacente. L'angolo esterno, invece, deve essere pari a 150% dello spessore della parete adiacente. Per gli elementi verticali, come le sporgenze e gli incastri, la base deve essere circolare. Il raggio della sporgenza deve essere pari a 25% della parete adiacente, con un raggio minimo di 0,381 mm (0,015 in).
Trattamento della superficie
I pezzi in plastica possono avere diversi trattamenti superficiali che ne influenzano l'aspetto, la sensazione e il tatto. La scelta della giusta finitura è importante perché determina gli strumenti e i materiali necessari. Le finiture grezze necessitano di una maggiore stesura e influenzano il materiale che si può utilizzare.

Potrebbe essere necessario intervenire sulla superficie dello stampo per renderla liscia. Qualsiasi piccola imperfezione sulla superficie dello stampo si vedrà sui pezzi. Più si deve intervenire dopo che i pezzi sono usciti dallo stampo, più costa e più tempo ci vuole per fare lo stampo.
Selezione del materiale
Quando si tratta di stampaggio a iniezioneLa scelta è tra diverse resine plastiche. Ognuna di esse ha proprietà fisiche e meccaniche uniche. Il materiale scelto influenzerà il funzionamento dei vostri pezzi nel mondo reale.

Quando si sceglie un materiale per lo stampaggio a iniezione, bisogna pensare a quanto il materiale si restringe, a come si assemblano i pezzi e a quanto costerà il materiale.
Il tasso di ritiro dei materiali varia a seconda del tipo di plastica e delle condizioni di lavorazione, il che può influire sulle prestazioni e sulla forma geometrica dei pezzi. Occorre inoltre considerare la capacità di gestire la movimentazione dei materiali e i processi di assemblaggio, come il fissaggio meccanico e la saldatura.

Sebbene le proprietà ideali dei materiali plastici siano fondamentali, è necessario considerare anche i costi di acquisto, lavorazione e finitura delle materie plastiche per ridurre al minimo i costi di produzione.
Linee guida per la progettazione di stampi a iniezione di plastica
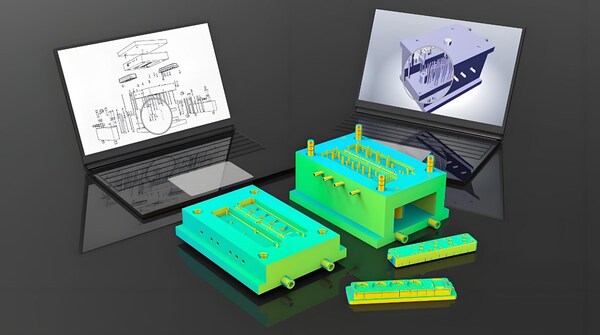
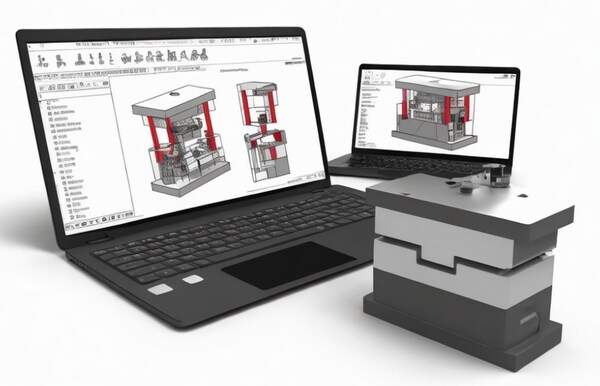
La progettazione e la realizzazione di stampi in plastica a iniezione è un'attività importante nel mondo della produzione di componenti in plastica. Gli strumenti dello stampo contribuiscono a definire la forma delle parti in plastica. Pertanto, tutti i componenti dello stampo devono essere nelle giuste condizioni per uno stampaggio a iniezione senza problemi.

Ad esempio, come si può vedere, quando si pianifica la progettazione di stampi per la pressofusione, si capisce che il punto importante è che la progettazione dello stampo per la pressofusione è molto importante, e ha la capacità di migliorare il design dello strumento, ma ha anche la capacità di evitare problemi e presentare la massima qualità di qualità.
Ecco alcuni elementi a cui pensare quando si progetta il processo di fabbricazione degli stampi a iniezione.
Struttura dello stampo e layout delle cavità
Gli stampi sono costituiti da basi, cavità, inserti e altre parti. La base dello stampo è il fondamento dello stampo, mentre la cavità e gli inserti dell'anima danno forma al pezzo. La progettazione dei componenti dello stampo influisce sulla precisione e sulla coerenza del processo di stampaggio.

Lo stampo deve essere robusto, resistente, facile da curare e facile da smontare e rimontare per ripararlo e curarlo. Gli attrezzi dello stampo devono essere realizzati con molta attenzione in modo che la cavità e l'anima si allineino correttamente. La disposizione della cavità del telaio dello stampo deve anche consentire di raggiungere gli inserti della cavità e dell'anima per ripararli e prendersene cura. In questo modo si riduce la probabilità di avere problemi e si migliorano i pezzi.
Progettazione del sistema di raffreddamento
Il sistema di raffreddamento è un elemento importante nella progettazione degli stampi a iniezione. Controlla la temperatura della cavità dello stampo e del materiale plastico. Il raffreddamento è importante perché aiuta a solidificare la plastica e a controllare il ritiro.

Il sistema di raffreddamento è un elemento importante nella progettazione degli stampi a iniezione. Controlla la temperatura della cavità dello stampo e del materiale plastico. Il raffreddamento è importante perché aiuta a solidificare la plastica e a controllare il ritiro.
Il sistema di raffreddamento deve raffreddare uniformemente l'intera cavità dello stampo. I canali di raffreddamento devono essere vicini alle aree con tempi di raffreddamento più lunghi, in modo da non interferire con i sistemi di chiusura e di scorrimento. Gli ingegneri meccanici devono inoltre ottimizzare il progetto per ottenere il tempo di ciclo più breve possibile.

Design del canale di flusso e della porta
Il sistema di canali e materozze è un elemento importante nella progettazione degli stampi a iniezione. Controlla il flusso di plastica fusa nella cavità dello stampo. Il canale di colata è l'ingresso della plastica nella cavità dello stampo e il sistema di canali di colata guida la plastica verso il canale di colata. La progettazione dei sistemi di gate e runner influisce sull'efficienza del processo di stampaggio e sulla qualità del prodotto finito.

Il cancello è importante. Deve essere della giusta dimensione, al posto giusto e della giusta forma. Deve aiutare la plastica a fluire nello stampo senza causare problemi. Anche il sistema di guide è importante. Deve aiutare la plastica a fluire nello stampo senza causare problemi.
Progettazione del sistema di lancio
Il sistema di espulsione è quello che fa uscire i pezzi dallo stampo. Quando si progetta il sistema di espulsione, occorre considerare la forma dei pezzi, il numero di tagli inferiori e la rigidità dei pezzi. È possibile utilizzare perni di espulsione, manicotti o sistemi di espulsione idraulica per assicurarsi di non danneggiare i pezzi durante l'espulsione.

È inoltre necessario assicurarsi che il sistema di espulsione sia abbastanza forte da spingere i pezzi fuori dallo stampo. Bisogna anche pensare a dove si trova il sistema di iniezione rispetto al canale di colata e al sistema di scorrimento, in modo da evitare interferenze.
Materiali dello stampo e trattamento della superficie
I materiali utilizzati nello stampo influiscono sulla durata e sull'aspetto dei pezzi. I materiali da utilizzare sono quelli in grado di sopportare il calore, di condurlo bene e di non usurarsi. La scelta dei materiali giusti può aiutarvi a produrre pezzi più velocemente, a far durare gli stampi più a lungo e a realizzare pezzi migliori.

Ogni stampo è diverso dall'altro e deve essere studiato attentamente durante la lavorazione. I materiali utilizzati devono essere lavorati con precisione per evitare difetti superficiali che potrebbero trasferirsi ai pezzi stampati.
È molto importante eliminare i segni visibili lasciati dalle frese sulla superficie dello stampo attraverso un'ulteriore lavorazione di precisione, come la sabbiatura o la lucidatura. Il grado di lavorazione di precisione richiesto influisce sui costi e sui tempi del processo di lavorazione dello stampo.

Controllo di qualità del processo di stampaggio a iniezione
Lo stampaggio a iniezione è un metodo efficiente e di alta precisione per la produzione di parti in plastica. Per garantire prodotti in plastica di alta qualità, è necessario attuare un rigoroso controllo del processo durante l'intero processo di produzione. Prima di addentrarci nelle fasi critiche dell'implementazione del controllo del processo di stampaggio a iniezione, illustriamo brevemente il processo di stampaggio a iniezione.
Panoramica del processo di stampaggio a iniezione
Lo stampaggio a iniezione è il processo di fusione di polimeri plastici e successiva solidificazione sotto pressione in uno stampo per dare forma al componente. Questo ciclo continuo comprende molte fasi. Dopo aver riscaldato la resina plastica, la porta si apre quando viene applicata la pressione appropriata allo stampo. Quindi si inietta la plastica fusa nello stampo.
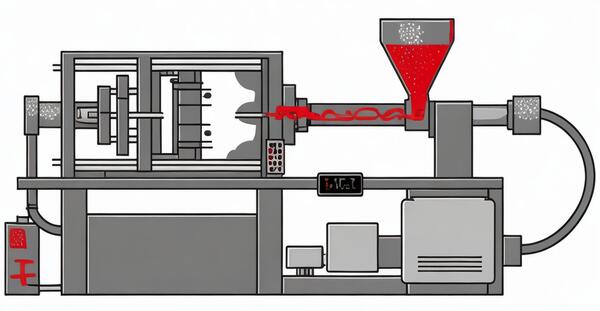
Quando la resina fusa raggiunge l'estremità del cilindro, lo sportello si chiude. Le due parti dello stampo vengono quindi chiuse simultaneamente e tenute insieme dalla pressione di serraggio. Dopo la fase di mantenimento della pressione, la vite si ritrae e i pezzi si raffreddano nello stampo. Dopo il raffreddamento dei pezzi, lo stampo si apre e il perno di espulsione o la piastra superiore spingono i pezzi fuori. I pezzi completati sono pronti per la lavorazione di precisione.
In considerazione di ciò, esaminiamo i vari aspetti del controllo del processo di stampaggio a iniezione:
Selezione e impostazioni della macchina
Scegliere la macchina di stampaggio a iniezione giusta e configurarla correttamente vi aiuterà a controllare il processo e a produrre sempre pezzi di qualità.

Considerate i seguenti fattori
Forza di bloccaggio: Quando si effettua lo stampaggio a iniezione, è necessario assicurarsi che la macchina abbia una forza di bloccaggio sufficiente a tenere insieme lo stampo.
Dimensioni dell'unità di iniezione: L'unità di iniezione deve essere abbastanza grande da fornire una quantità di plastica sufficiente a riempire lo stampo senza riempirlo troppo o troppo poco.
Tipo e dimensioni della vite: La vite deve garantire una buona qualità della fusione e una buona portata. Anche il diametro della vite deve garantire la giusta quantità di plastica e la giusta densità di fusione.

Deviazione della temperatura: La macchina deve avere un buon sistema di controllo della temperatura per mantenere la stessa temperatura in tutto lo stampo.
Gestione dei materiali: La macchina deve essere dotata di un buon sistema di movimentazione dei materiali, in grado di spostarli dall'area di stoccaggio senza sporcarli. In generale, deve esserci spazio per tenere traccia di elementi importanti del processo, come la temperatura, la pressione e il tempo necessario. Gli ingegneri meccanici devono essere in grado di vedere se qualcosa cambia e di correggerlo subito, in modo che il prodotto finito non abbia problemi.

Parametri di processo e ottimizzazione
Quando si tratta di controllare il processo di stampaggio a iniezione, è necessario tenere sotto controllo una serie di elementi diversi per essere certi di ottenere i migliori risultati. Ecco alcuni degli aspetti più importanti a cui prestare attenzione:
Pressione e velocità di iniezione: questi due elementi controllano la velocità con cui la plastica fusa entra nello stampo. La pressione deve essere sufficientemente alta da riempire completamente lo stampo, ma non così alta da provocare scossoni o deformazioni. Inoltre, bisogna assicurarsi che la plastica entri nello stampo il più velocemente possibile senza rovinarsi.

Temperatura di iniezione: La temperatura dell'iniezione influisce sul flusso e sulla viscosità della plastica. La plastica deve essere riscaldata fino al suo punto di fusione e mantenuta a una temperatura costante per tutto il processo di iniezione. I meccanici possono utilizzare termocoppie per monitorare e controllare la temperatura in diversi punti della cavità dello stampo.
Tenuta della pressione e tempo: Il mantenimento della pressione deve essere in grado di impedire al materiale di rifluire nel dispositivo di iniezione. Il tempo di isolamento deve consentire al materiale plastico di raffreddarsi e solidificarsi completamente. Il tempo dipende dallo spessore delle pareti e dalla complessità dei pezzi.

Tempo di raffreddamento: La scelta del tempo di raffreddamento deve basarsi sulle proprietà termiche del materiale e sullo spessore della parete del componente. Anche le termocoppie possono aiutare a monitorare il tempo di raffreddamento. Gli ingegneri meccanici possono regolare il tempo modificando la disposizione del canale di raffreddamento o aumentandone le dimensioni.
Lancio: Il sistema di espulsione deve fare in modo che i pezzi e gli stampi non si danneggino, espellendo in modo fluido e costante. La forza di spinta deve dipendere anche dalle dimensioni e dalla complessità dei pezzi.

Controllo qualità e ispezione
Il controllo qualità e l'ispezione sono importanti per assicurarsi che i pezzi stampati siano buoni. Ci sono diverse cose che facciamo, come controllare se il processo è buono, guardare i pezzi per vedere se hanno un buon aspetto e testare i pezzi per vedere se funzionano bene. Queste operazioni servono a scoprire cosa rende i pezzi non buoni e a migliorare il processo.

Un buon controllo qualità è importante per assicurarsi che i pezzi stampati siano privi di difetti e di problemi superficiali e che soddisfino le giuste tolleranze e i requisiti funzionali. È necessario eseguire regolarmente controlli e ispezioni di qualità per assicurarsi che i pezzi soddisfino i giusti standard di qualità, sicurezza e prestazioni.
Problemi comuni di progettazione dello stampaggio a iniezione di materie plastiche e relative soluzioni
I difetti di stampaggio a iniezione possono verificarsi durante la produzione di pezzi e possono influire direttamente sulla funzionalità del prodotto. Questi difetti possono essere causati da diversi fattori, tra cui i parametri di stampaggio e il materiale utilizzato.

Ma è possibile evitare i difetti di progettazione modificando il processo di stampaggio. A volte è necessario riprogettare lo stampo o dotarsi di nuove attrezzature di produzione per risolvere il problema.
Vediamo alcuni problemi comuni di progettazione dello stampaggio a iniezione e come risolverli.
Restringimento e deformazione
I segni di ritiro sono un tipo di difetto di stampaggio a iniezione che si presenta come piccole depressioni sulla superficie del pezzo stampato. Sono in genere causati dal ritiro delle caratteristiche interne del pezzo stampato, che fa sprofondare il materiale dall'esterno verso l'interno.
Il warping è una piegatura e torsione indesiderata delle parti stampate a iniezione, dovuta a un ritiro interno non uniforme durante il processo di raffreddamento. Ciò crea una pressione non uniforme nelle diverse aree del pezzo stampato. Questo stress fa sì che il pezzo si pieghi e si torca durante il raffreddamento. È possibile osservare questo fenomeno in parti che dovrebbero essere piatte, ma che presentano spazi vuoti quando vengono posizionate su una superficie piana.
Motivo
Temperatura di fusione o di stampo molto elevata; pressione di mantenimento o di iniezione molto bassa; difetti nella progettazione della struttura dello stampo; isolamento o tempo e pressione di raffreddamento insufficienti.

Soluzione
Assicuratevi di raffreddarlo lentamente e a lungo, in modo che non si stressi all'interno; assicuratevi che le pareti siano tutte dello stesso spessore, in modo che la plastica possa fluire attraverso lo stampo in un'unica direzione; tenetelo fermo e raffreddatelo, in modo che l'esterno del pezzo si raffreddi; rendete più freddo lo stampo o la plastica.
Bordo volante e adesione dei componenti
Quando si notano sottili linee di materiale in più sui bordi del pezzo, si parla di "flashing". Si verifica quando una parte del materiale va a finire dove non dovrebbe. Il flashing è un piccolo problema, ma se impedisce al pezzo di funzionare correttamente, è un grosso problema.

Quando il pezzo si attacca allo stampo e non si riesce ad estrarlo, si parla di adesione del pezzo.
Motivo
Cattiva progettazione e controllo del sistema di scarico; forza di chiusura insufficiente; cattiva progettazione dello stampo e condizioni dello stampo non ottimali; pressione di iniezione eccessiva o stampo troppo caldo; agente distaccante insufficiente; tempo di raffreddamento insufficiente.

Soluzione
Assicurarsi che il passaggio dello scarico sia corretto; serrare bene la tavola in modo che non ci siano spazi vuoti; rifare lo stampo in modo che il materiale fuso scorra senza problemi e ci sia abbastanza aria; mettere lo stampo con il materiale giusto in modo che si stacchi; ottenere la pressione di iniezione, la temperatura dello stampo e il tempo di raffreddamento giusti per il materiale che si sta usando.
Colpo corto e segni di bruciatura
Quando il materiale fuso non riesce a riempire l'intero stampo, si ha una ripresa breve. Ciò significa che il pezzo non è completo quando si raffredda e si estrae dallo stampo. Le riprese brevi sono negative perché possono alterare l'aspetto e il funzionamento del pezzo.

Le bruciature sono macchie nere di ruggine sulla superficie o sui bordi del pezzo. Di solito non danneggiano il pezzo, ma possono essere un grosso problema se bruciano il pezzo e lo fanno funzionare male.
Motivo
Non c'è abbastanza pressione; l'aria si blocca e impedisce alla plastica di scorrere; si usano materiali molto spessi; i sistemi di cancelli e guide sono progettati male; la temperatura è troppo alta.

Soluzione
Aprire o aggiungere altri sfiati per garantire una migliore ventilazione; utilizzare una temperatura dello stampo sufficiente per evitare di raffreddare il materiale troppo velocemente e in modo non uniforme; rallentare la velocità di iniezione per ridurre la possibilità di intrappolare aria; aumentare la velocità e la pressione di iniezione o utilizzare parti più sottili per far scorrere meglio il materiale.
Fori d'aria e spazi vuoti
Le sacche d'aria sono uno dei problemi più gravi in stampaggio a iniezione. Si presentano come bolle o aria intrappolata nei pezzi stampati. Queste bolle intrappolate possono causare problemi strutturali ed estetici. Se l'aria iniziale nello stampo si riscalda e si comprime a sufficienza, esplode e danneggia i pezzi stampati e lo stampo.

I vuoti a vuoto sono bolle nelle parti stampate a iniezione. I produttori a volte chiamano questi problemi sacche d'aria. Sebbene i responsabili del controllo qualità affermino che i vuoti sono problemi minori, un numero maggiore di vuoti può indebolire i pezzi stampati.
Motivo
Lo stampo ha una cattiva ventilazione; la cavità dello stampo non è riempita in modo uniforme; l'aria viene intrappolata e compressa, quindi si incendia; la pressione di stampaggio non è sufficiente; il materiale ha grandi variazioni di densità, quindi è facile che ci siano vuoti.

Soluzione
Aumentare la temperatura dello stampo; rielaborare o modificare il sistema di guide e il posizionamento delle porte; utilizzare materiali a bassa viscosità per evitare la formazione di bolle; ridurre il tempo di ciclo per evitare di schiacciare e incendiare l'aria intrappolata; aumentare la pressione di iniezione e liberarsi dell'aria intrappolata nella cavità dello stampo.
Disallineamento e deviazione delle linee di demarcazione
Le linee di divisione non corrispondenti sono un problema quando le due metà dello stampo non sono allineate correttamente. In questo caso, sulla linea di divisione del pezzo stampato possono comparire cuciture o spazi vuoti. Quando le parti stampate si piegano o si deformano durante il raffreddamento, si parla di deformazione. Entrambi questi problemi possono far sì che i pezzi non soddisfino le specifiche previste, il che significa che più pezzi vengono buttati via e meno prodotti.

Motivo
La forza di serraggio non è uniforme; Le parti dello stampo cambiano dimensione; Pressione e temperatura di iniezione troppo elevate; Lo stampo si espande a caldo; Non c'è tempo sufficiente per raffreddare lo stampo
Soluzione
Assicurarsi che lo stampo sia fissato e allineato correttamente; mantenere lo stampo a una temperatura costante durante l'intero processo di stampaggio; ottimizzare le impostazioni di stampaggio a iniezione per i materiali utilizzati; il trattamento termico dopo lo stampaggio può contribuire a ridurre le sollecitazioni.

Conclusione
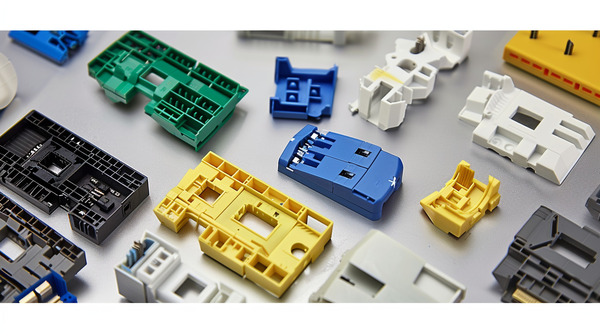
La tecnica dello stampaggio a iniezione è una tecnologia versatile ed efficiente, in grado di produrre parti in plastica personalizzate di alta qualità per una varietà di settori. Tuttavia, senza seguire una serie di linee guida per la progettazione dello stampaggio a iniezione, il processo è incompleto. Questo articolo vi fornirà una comprensione completa di ciò che è necessario e di come completare il processo.
Le regole di progettazione dello stampaggio a iniezione illustrate in questo articolo vi aiuteranno a ottimizzare il processo, a garantire una produzione economicamente vantaggiosa e a ridurre i tempi di ciclo. Il costo degli errori di progettazione è elevato. Contattate subito Zetar Mold per avere informazioni sui vostri stampaggio a iniezione design. Siamo sempre pronti ad aiutarvi a ottenere risultati migliori.






