 Vai al contenuto
Vai al contenuto 

Introduzione
Quando si progetta parti stampate a iniezioneCi sono molti aspetti da considerare che influiscono sul buon funzionamento e sull'aspetto del pezzo una volta terminato. Ci sono molte cose che possono andare storte durante lo stampaggio dei pezzi, come segni di affossamento, linee di flusso, deformazioni e altro ancora. È quindi molto importante comprendere le linee guida per la progettazione di pezzi per lo stampaggio a iniezione, in modo da ottenere ottimi risultati.

In questo articolo vi fornirò le regole di progettazione per lo stampaggio a iniezione che vi aiuteranno a realizzare i migliori pezzi in plastica. Vi fornirò anche alcuni dettagli sul controllo del processo, alcune importanti linee guida per la progettazione degli stampi e alcuni suggerimenti su come evitare alcuni problemi di progettazione comuni.
Progettazione dello stampaggio a iniezione
Lo stampaggio a iniezione è un processo in cui si fonde la plastica e la si spara in uno stampo per realizzare un pezzo. La progettazione dello stampo e del pezzo che si sta realizzando è molto importante per il buon funzionamento del processo. Ecco alcuni motivi per cui la progettazione è importante per lo stampaggio a iniezione.

Determinare la complessità della produzione
Dopo aver visto il progetto, i progettisti e gli ingegneri possono pensare a tutte le cose che potrebbero andare storte quando realizzano il prodotto. Il progetto dice loro cosa fare, in modo che non debbano tirare a indovinare cosa fare quando realizzano il prodotto.
Garantire la fattibilità della produzione
Quando si inizia un nuovo processo di progettazione e produzione di parti in plastica, non si sa con certezza se il pezzo progettato sarà producibile. La progettazione dello stampaggio a iniezione può aiutarvi a capire se il modo in cui state cercando di realizzare il pezzo funzionerà. È possibile capire se si verificheranno problemi di produzione in cui i pezzi rimarranno bloccati nello stampo.

Prevenzione dei guasti alle parti
Se non si progetta il proprio parti stampate a iniezione correttamente, non funzioneranno bene. Potrebbero non fare ciò che dovrebbero fare a causa di difetti di iniezione o altri guasti meccanici. Le linee guida per la progettazione dello stampaggio a iniezione vi aiuteranno a scegliere i parametri di stampaggio corretti e a evitare i problemi più gravi, che renderanno i vostri pezzi non funzionanti.
Considerazioni sulla progettazione di parti stampate a iniezione
Lo stampaggio a iniezione è un processo complesso che richiede un'attenta progettazione per garantire il successo della produzione. Una volta avviato il processo, gli errori di progettazione possono causare ritardi e spese significative. Per evitare questi errori, è quindi indispensabile seguire le linee guida per la progettazione dello stampaggio a iniezione. Ecco alcune considerazioni chiave da tenere a mente quando si progettano pezzi stampati a iniezione.

Spessore della parete della camera
Questo è uno degli aspetti principali da considerare quando si progettano pezzi stampati a iniezione. Lo spessore della parete influisce su molti aspetti di un pezzo, come l'aspetto, il funzionamento e il costo. Pertanto, è necessario determinare il giusto spessore della parete in base al funzionamento del pezzo. È necessario pensare a quante sollecitazioni può sopportare il pezzo e a quanto tempo deve durare per determinare la parete più sottile possibile.
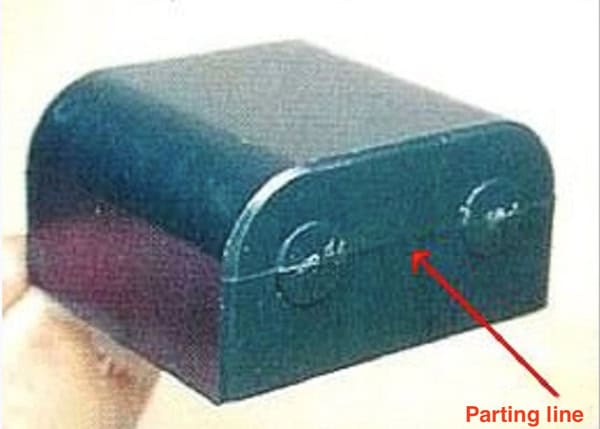
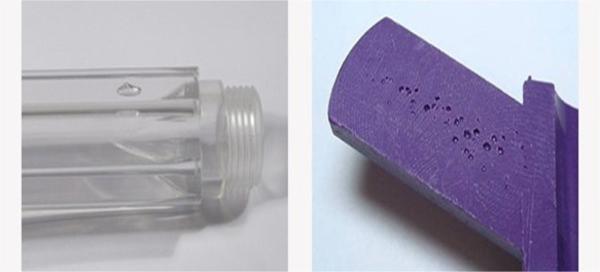
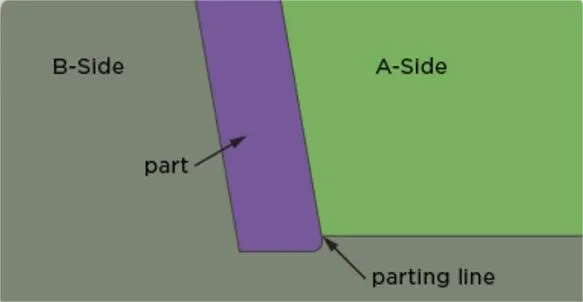
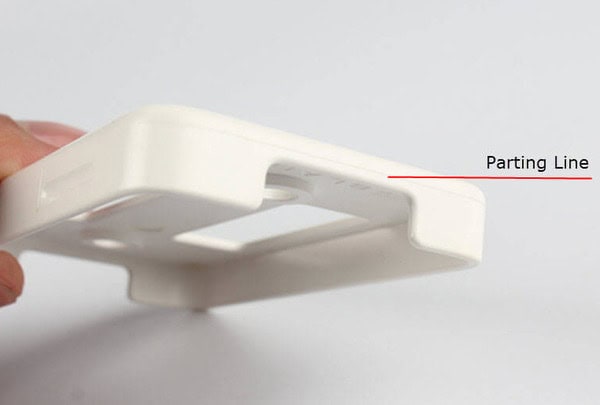
Linea di separazione
La linea di divisione è il punto in cui le due metà dello stampo si incontrano per realizzare il prodotto finale. Se c'è un disallineamento o un errore nella progettazione della linea di divisione, si possono verificare dei difetti di fusione nel pezzo stampato. È quindi importante progettare una linea di divisione semplice e diritta per ridurre al minimo questi difetti.
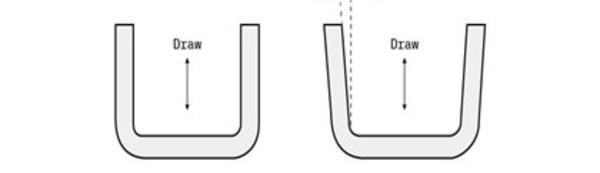
Angolo di sformo
L'angolo di sformo è l'angolo sulla superficie di un pezzo stampato a iniezione che consente di rimuoverlo facilmente dallo stampo senza danni. L'angolo di sformo richiesto dipende da fattori quali lo spessore della parete, il ritiro del materiale, le esigenze di finitura post-lavorazione, ecc.
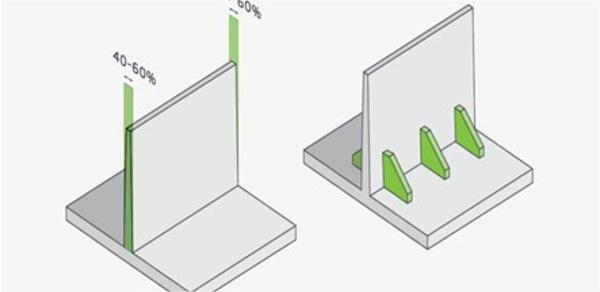
Costole e capi
Le nervature sono utilizzate per rafforzare le pareti di un pezzo dove due pareti si incontrano con un angolo di 90 gradi. Contribuiscono a rendere il pezzo più resistente e in grado di sostenere un peso maggiore. Le sporgenze sono aree rialzate di un pezzo che vengono utilizzate per collegare e allineare altri pezzi. Inoltre, rendono i pezzi più resistenti in punti come i fori per le viti e le scanalature.

Posizione e tipo di cancello
Il gate nello stampaggio a iniezione è una parte molto importante che è direttamente collegata alla parte in plastica e controlla il flusso della resina plastica fusa nella cavità. Le dimensioni, la forma e la posizione del cancello hanno un grande impatto sul prodotto finito. Influisce sulla resistenza e sull'aspetto del prodotto.
Perni di espulsione
Si tratta di un elemento importante nella configurazione dello stampaggio a iniezione. Aiuta a spingere il pezzo fuori dallo stampo dopo che si è raffreddato a sufficienza. Spesso lasciano segni sul pezzo. Pertanto, è necessario progettarli su un piano perpendicolare alla direzione di movimento del perno.

Sottotagli e filettature
I sottosquadri e le filettature sono elementi incassati o sporgenti che rendono difficile l'estrazione della parte in plastica dallo stampo con una sola trazione. È necessario assicurarsi che il pezzo possa essere espulso con una sola trazione. Ciò contribuirà a mantenere bassi i costi dello stampaggio a iniezione. Pertanto, quando si progetta parti stampate a iniezioneSi vogliono evitare filettature e sottosquadri.

Filetti
Per migliorare lo stampaggio a iniezione, è necessario avere caratteristiche arrotondate anziché angoli e spigoli vivi. Gli spigoli vivi richiedono una maggiore pressione per essere riempiti, il che può danneggiare il pezzo e causare difetti al momento dell'espulsione. Gli angoli interni ed esterni arrotondati aiutano la plastica a fluire meglio, riducendo le sollecitazioni e le crepe.

Finiture di superficie
I pezzi in plastica possono avere diverse finiture superficiali che ne influenzano la consistenza, l'aspetto e la sensazione al tatto. La scelta della giusta finitura è importante durante la fase di progettazione perché determina gli strumenti e i materiali necessari. Le finiture grezze richiedono un maggior numero di bozze e influiscono sulla scelta dei materiali. Può anche essere necessario preparare la superficie dello stampo per ottenere la finitura desiderata. Qualsiasi imperfezione nella superficie dello stampo sarà visibile sul pezzo stampato.

Selezione del materiale
Quando si producono oggetti con lo stampaggio a iniezione, si possono utilizzare diversi tipi di plastica. Ogni tipo di plastica ha proprietà fisiche e meccaniche particolari. Il tipo di plastica scelto influisce sul funzionamento del pezzo nel mondo in cui si vuole che funzioni. I fattori principali a cui si pensa quando si sceglie una plastica per lo stampaggio a iniezione sono quanto si restringe, quanto si adatta bene e quanto costa.

Guida alla progettazione degli stampi a iniezione
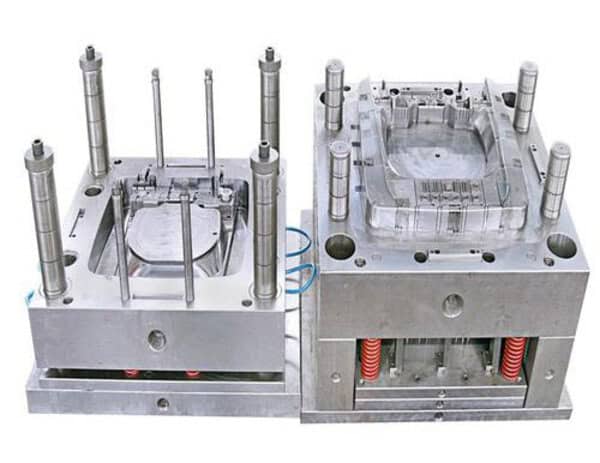
La progettazione e la produzione di stampi a iniezione è un aspetto importante nella produzione di parti in plastica. L'attrezzaggio dello stampo aiuta a definire la forma della parte in plastica prevista. Pertanto, tutti i componenti dello stampo devono essere nelle giuste condizioni per uno stampaggio a iniezione senza problemi.
Layout della base dello stampo e delle cavità
Lo stampo deve essere robusto e durevole, di facile manutenzione e facile da smontare e rimontare per le riparazioni e la manutenzione. L'attrezzatura dello stampo deve essere realizzata con precisione in modo che la cavità e l'anima siano allineate correttamente. Anche la disposizione della cavità della base dello stampo deve consentire di raggiungere facilmente gli inserti della cavità e dell'anima per la manutenzione e le riparazioni. In questo modo si riducono i difetti e si migliorano i pezzi.

Progettazione del sistema di raffreddamento
Il sistema di raffreddamento è un elemento importante nella progettazione degli stampi a iniezione. Controlla la temperatura della cavità dello stampo e del materiale plastico. Il raffreddamento è importante perché aiuta a solidificare la plastica e a controllare il ritiro.
Progettazione di guide e cancelli
Il sistema di guide e cancelli controlla il flusso di plastica fusa nella cavità dello stampo. Il cancello è l'ingresso della plastica nella cavità e il sistema di guide di scorrimento guida la plastica verso il cancello. Il design del sistema di cancelli e guide influisce sull'efficienza del processo di stampaggio e sulla qualità del prodotto finito.
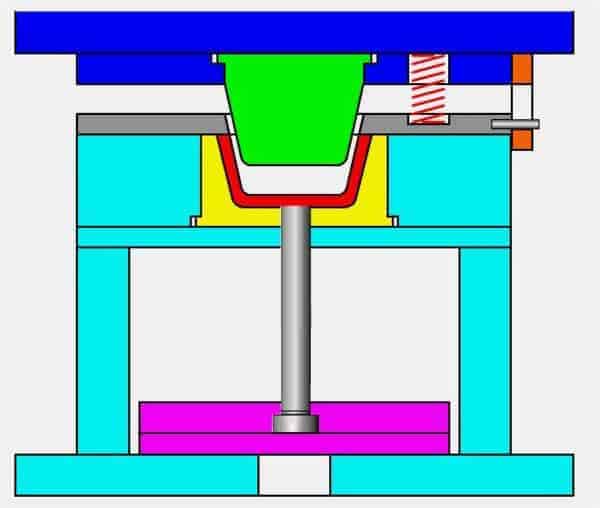
Progettazione del sistema di espulsione
Il sistema di espulsione è ciò che fa uscire il pezzo finito dallo stampo. Quando si progetta il sistema di espulsione, occorre considerare la forma del pezzo, il numero di sottosquadri e la sua resistenza. Per assicurarsi che il pezzo non venga rovinato quando lo si estrae, è possibile utilizzare perni di espulsione, manicotti o sistemi di espulsione idraulici.
Materiale dello stampo e trattamento superficiale
Il materiale utilizzato per lo stampo influisce sulla sua durata e sulla qualità del pezzo finito. Per ottenere le migliori prestazioni, il materiale dello stampo deve avere un'elevata temperatura di fusione, una buona conducibilità termica e un'eccellente resistenza all'usura. La scelta del materiale giusto può aiutarvi a ridurre i tempi di ciclo, a prolungare la durata dello stampo e a ridurre il rischio di difetti dei pezzi.

Zetar Mold è il migliore nei servizi di stampaggio a iniezione per migliorare il processo di stampaggio e i pezzi stampati. Eseguiamo un'analisi DFM completa per il vostro progetto di stampaggio a iniezione per migliorare la progettazione dello stampo e dei pezzi. In questo modo, si risparmia tempo e denaro e si ottiene un prodotto migliore.
Processo di stampaggio a iniezione Controllo qualità parti in plastica
Stampaggio a iniezione è un modo super preciso ed efficiente per produrre pezzi di plastica. Ma se si vogliono produrre buoni pezzi di plastica, è necessario controllare molto bene il processo.

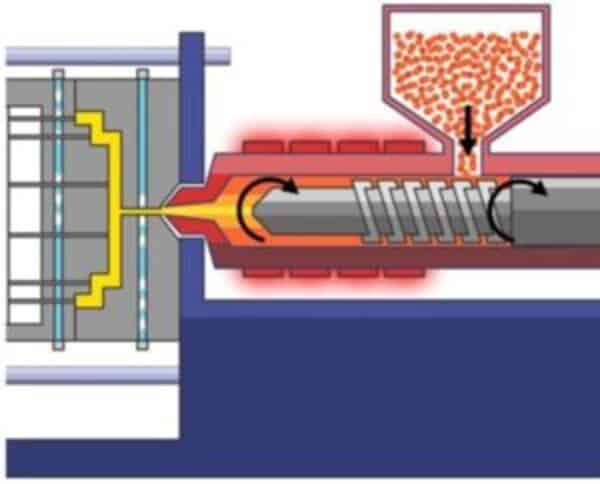
Panoramica del processo di stampaggio a iniezione
Lo stampaggio a iniezione è il processo di fusione della plastica e successiva solidificazione sotto pressione in uno stampo per darle una forma. Questo processo avviene in un ciclo continuo e prevede diverse fasi. Dopo aver riscaldato la resina plastica, il cancello si apre quando lo stampo è sottoposto alla giusta pressione. A questo punto, la plastica fusa viene iniettata nello stampo.
Quando la resina fusa raggiunge l'estremità del cilindro, la porta si chiude. Le due metà dello stampo si chiudono contemporaneamente e vengono tenute insieme dalla pressione di serraggio. Dopo la fase di pressione di mantenimento, la vite si ritira e il pezzo si raffredda nello stampo. Dopo il raffreddamento del pezzo, lo stampo si apre e il perno di espulsione o la piastra di espulsione spingono il pezzo fuori. Il pezzo finito è quindi pronto per la finitura.

Parametri di processo e ottimizzazione
Il controllo del processo di stampaggio a iniezione comporta il monitoraggio e la regolazione di più parametri per ottenere i migliori risultati. Ecco alcuni dei parametri chiave da considerare:
Pressione e velocità di iniezione: questi parametri determinano la velocità con cui la plastica fusa riempie la cavità dello stampo. La pressione di iniezione deve essere sufficientemente alta da riempire completamente la cavità dello stampo. Tuttavia, non deve essere troppo elevata, per evitare di provocare un'infiammatura o una distorsione del pezzo. Il materiale deve essere in grado di riempire la cavità nel più breve tempo possibile, senza degradarsi.
Temperatura di iniezione: La temperatura di iniezione influisce sul modo in cui la plastica scorre e sulla sua viscosità. La plastica deve essere riscaldata al punto di fusione e mantenuta a una temperatura costante durante il processo di stampaggio a iniezione. È possibile utilizzare termocoppie in diversi punti della cavità dello stampo per verificare e controllare la temperatura.
Pressione e tempo di mantenimento: La pressione di mantenimento deve impedire al materiale di rifluire nel dispositivo di iniezione. Il tempo di mantenimento deve permettere alla plastica di raffreddarsi e indurirsi completamente. Il tempo dipende dallo spessore delle pareti e dalla complessità del pezzo.
Tempo di raffreddamento: Il tempo di raffreddamento deve basarsi sulle proprietà termiche del materiale e sullo spessore della parete del pezzo. Anche le termocoppie possono aiutare a monitorare il tempo di raffreddamento. È possibile regolare il tempo modificando la disposizione dei canali di raffreddamento o aumentandone le dimensioni.

Espulsione: Il sistema di espulsione deve garantire un'espulsione uniforme e costante per evitare danni al pezzo e allo stampo. La forza di espulsione deve dipendere anche dalle dimensioni e dalla complessità del pezzo.
Il controllo e l'ispezione della qualità vengono effettuati per assicurarsi che i pezzi stampati siano di qualità. Ci sono diverse cose che si fanno, come gli studi sulla capacità di processo, le ispezioni visive e dimensionali e i test funzionali. Questi aiutano a capire cosa c'è di sbagliato e come migliorarlo.
Problemi comuni di progettazione dello stampaggio a iniezione e relative soluzioni

A volte le cose vanno storte quando si producono oggetti con lo stampaggio a iniezione. Questi problemi possono far sì che l'oggetto non funzioni correttamente. A volte, i problemi si verificano a causa del modo in cui si produce l'oggetto.
Alcuni tipici problemi di progettazione dello stampaggio a iniezione e come risolverli
Segni di affondamento e deformazioni
I segni di affondamento sono un difetto di stampaggio a iniezione che si manifestano come piccole ammaccature sulla superficie piana del pezzo stampato. I segni di affondamento sono solitamente causati dal ritiro del materiale all'interno del pezzo stampato, che fa sprofondare il materiale dall'esterno verso l'interno.

Cause: Temperatura di fusione o dello stampo troppo elevata, pressione di mantenimento o di iniezione troppo bassa, difetti di progettazione della struttura dello stampo, tempo e pressione di mantenimento o di raffreddamento insufficienti.
Soluzioni: Raffreddare lentamente e a lungo lo stampo per evitare che si stressi. Mantenere le pareti dello stesso spessore in modo che la plastica possa fluire attraverso lo stampo in un'unica direzione. Usare una pressione e un tempo sufficienti per raffreddare il materiale vicino all'esterno del pezzo. Rendere più freddo lo stampo o il materiale.

Flash e incollaggio delle parti
Il flash, lo splatter o la bava si verificano quando il materiale di stampaggio in eccesso si presenta come una linea sottile sul bordo del pezzo. Di solito si verifica quando il materiale fuoriesce dal punto in cui dovrebbe andare. Il flash è un difetto minore, ma può diventare un problema grave se altera il funzionamento del pezzo.

Cause: Cattiva progettazione e controllo del sistema di scarico, forza di chiusura insufficiente, problemi di progettazione dello stampo e cattive condizioni di stampaggio, pressione di iniezione o temperatura dello stampo troppo elevata, agente distaccante insufficiente, tempo di raffreddamento insufficiente.
Soluzioni: Assicurarsi che il canale di sfiato sia sufficientemente grande, esercitare una forte forza di serraggio sulla piastra, non lasciare spazi vuoti, riprogettare lo stampo in modo che il materiale fuso scorra senza problemi e ci sia una buona ventilazione, applicare il giusto agente distaccante sullo stampo, utilizzare la giusta pressione di iniezione, la temperatura dello stampo e il tempo di raffreddamento per il materiale che si sta utilizzando.

Colpi brevi e bruciature
Le riprese brevi si verificano quando la plastica non riempie completamente lo stampo. Ciò significa che il pezzo che si ottiene dallo stampo non è completo. I colpi corti sono un problema perché rendono il pezzo brutto e non funzionante.

Le bruciature sono segni neri o color ruggine sulla superficie o sul bordo del pezzo stampato. Di solito non compromettono l'integrità del pezzo, ma diventano un grosso problema quando bruciano il pezzo stampato, causandone la degradazione.
Cause: Pressione di iniezione insufficiente, sacche d'aria intrappolate che bloccano il libero flusso della plastica fusa, utilizzo di materiali con viscosità estremamente elevata, cattiva progettazione dei sistemi di gate e runner, temperature di fusione estremamente elevate.

Soluzioni: Allargare le aperture o aggiungerne altre per ottenere una migliore ventilazione, utilizzare la giusta temperatura dello stampo per evitare un raffreddamento rapido e incoerente del materiale, rallentare la velocità di iniezione per ridurre il rischio di aria intrappolata, aumentare la velocità e la pressione di iniezione o utilizzare un substrato più sottile per migliorare il flusso.
Tasche e vuoti d'aria
I difetti delle sacche d'aria sono tra i più gravi nello stampaggio a iniezione. Si manifestano come bolle d'aria intrappolate nel pezzo stampato. Queste bolle intrappolate possono causare difetti strutturali ed estetici. Inoltre, se l'aria iniziale nello stampo si riscalda e viene compressa in modo sufficientemente stretto, può esplodere, distruggendo il pezzo stampato e lo stampo.
Cause: Scarsa ventilazione nello stampo, riempimento non uniforme della cavità, compressione e accensione dell'aria intrappolata, pressione di stampaggio insufficiente, materiali soggetti a vuoti a causa di variazioni significative della densità.
Soluzioni: Aumentare la temperatura dello stampo, riprogettare o modificare il sistema di canali e il posizionamento delle porte, utilizzare materiali con viscosità inferiore per evitare la formazione di bolle, limitare il tempo di ciclo per evitare la compressione e l'accensione dell'aria intrappolata, aumentare la pressione di iniezione, scaricare efficacemente l'aria intrappolata nella cavità.

Disallineamento e deviazione della linea di demarcazione
Il disallineamento della linea di divisione si verifica quando le due metà dello stampo non sono allineate correttamente. Si crea una cucitura o uno spazio visibile lungo la linea di separazione del pezzo stampato. La deformazione si verifica quando il pezzo stampato si deforma o si piega durante il raffreddamento. Entrambi questi difetti possono rendere il pezzo non conforme alle specifiche richieste. Ciò significa più scarti e meno produttività.
Cause: Forza di serraggio non uniforme, variazioni delle dimensioni dei pezzi stampati, pressione e temperatura di iniezione troppo elevate, lo stampo diventa più grande quando si scalda, non c'è abbastanza tempo per il raffreddamento del pezzo.
Soluzioni: Assicurarsi che lo stampo sia fissato correttamente e allineato, mantenere lo stampo sempre alla stessa temperatura, utilizzare le impostazioni di stampaggio a iniezione corrette per il materiale e riscaldare il pezzo dopo lo stampaggio per eliminare le tensioni.
Come ottenere parti stampate ad iniezione di qualità
Se volete avere dei buoni componenti in plastica, dovete lavorare con una buona azienda di componenti in plastica. Zetar Mold è una buona azienda di componenti in plastica. Produciamo buone parti in plastica. Abbiamo brave persone e buone macchine. Realizziamo pezzi di plastica di qualità e di bell'aspetto.
Zetar Mold vi offre una varietà di materiali e servizi di finitura per migliorare la qualità dei vostri stampi a iniezione e delle vostre parti in plastica. I nostri tecnici esperti possono darvi consigli su come ottimizzare la progettazione dello stampo e raccomandare i materiali e le finiture superficiali giusti per i vostri pezzi in plastica.

Sappiamo che i progetti di stampaggio a iniezione possono essere complicati. Ecco perché abbiamo un processo di quotazione semplificato e forniamo rapporti di analisi DFM per aiutarvi a confermare i vostri concetti di progettazione prima di iniziare la produzione.
Il nostro team di ingegneri esperti è in grado di supportarvi anche durante il processo di produzione. Inviate oggi stesso i file del vostro progetto per ottenere un preventivo immediato e iniziare la vostra stampaggio a iniezione viaggio.

Conclusione
Lo stampaggio a iniezione è una tecnologia versatile ed efficiente in grado di produrre parti in plastica personalizzate di alta qualità per un'ampia gamma di settori. Tuttavia, il processo è incompleto senza seguire una serie di linee guida per la progettazione dello stampaggio a iniezione. Questo vi consentirà di dettagliare e approfondire ciò che vi serve e come completare il processo.

Le regole di progettazione dello stampaggio a iniezione illustrate in questo articolo vi aiuteranno a ottimizzare il processo, a garantire una produzione economicamente vantaggiosa e a ridurre i tempi di ciclo. Gli errori di progettazione sono costosi. Contattate oggi stesso Zetar Mold per la vostra progettazione di stampaggio a iniezione. Siamo pronti ad aiutarvi a ottenere risultati migliori.






