 Vai al contenuto
Vai al contenuto 

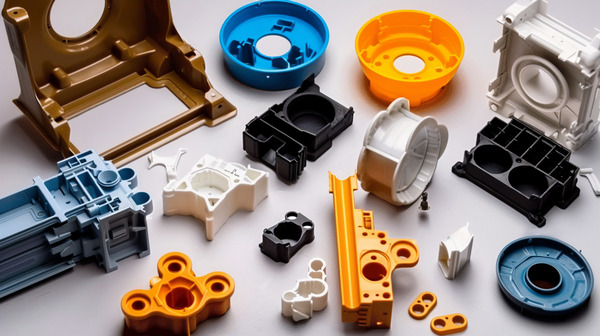
Introduzione: Le materie plastiche sono utilizzate in molti settori diversi, dagli elettrodomestici ai dispositivi medici, alle parti di automobili e altro ancora. Lo stampaggio a iniezione è quindi un processo produttivo utilizzato in molti settori diversi. Se volete sapere cos'è lo stampaggio a iniezione, siete nel posto giusto.

In questo articolo parleremo delle condizioni per lo stampaggio a iniezione, delle fasi del processo di stampaggio a iniezione, dei pro e dei contro dello stampaggio a iniezione. stampaggio a iniezione. E parleremo di cosa si usa nello stampaggio a iniezione.
Che cos'è lo stampaggio a iniezione?
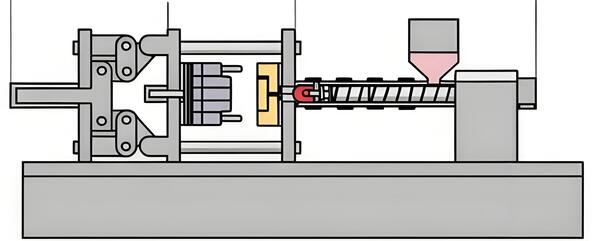
Lo stampaggio a iniezione è un modo per produrre oggetti. È un processo in cui il materiale fuso viene iniettato in uno stampo, poi si raffredda e assume la forma dello stampo. Poi si estrae dallo stampo. Si può usare lo stampaggio a iniezione per produrre una cosa sola, ma di solito si usa per fare una serie di cose uguali. I materiali utilizzati per lo stampaggio a iniezione sono solitamente plastica o gomma.

Lo stampaggio a iniezione è utilizzato in molti settori per produrre componenti elettrici, parti di automobili, materiali plastici di consumo, parti di mobili e altro ancora. È popolare perché è veloce e produce prodotti di qualità.
Quali sono i parametri del processo di stampaggio a iniezione?
Pressione di iniezione
L'impianto idraulico del sistema di stampaggio a iniezione fornisce la pressione di iniezione. La pressione del cilindro idraulico viene trasmessa al materiale plastico fuso attraverso la vite delle presse a iniezione elettriche.

Sotto pressione, il materiale plastico fuso entra nel canale di flusso verticale (anche il canale di flusso principale per alcuni stampi), nel canale di flusso principale e nel canale di flusso secondario dello stampo attraverso l'ugello della pressa a iniezione ed entra nella cavità dello stampo attraverso la porta.
Questo processo è il processo di stampaggio a iniezione o il processo di riempimento. La pressione esiste per vincere la resistenza nel processo di flusso della massa fusa o, viceversa, la resistenza nel processo di flusso deve essere compensata dalla pressione della macchina di stampaggio a iniezione per garantire un processo di riempimento regolare.

Quando si effettua lo stampaggio a iniezione, la pressione all'ugello della macchina è la più alta, perché si deve superare la resistenza al flusso della massa fusa durante l'intero processo.
Quindi, la pressione diminuisce gradualmente lungo la lunghezza del flusso fino all'estremità anteriore del fronte d'onda della colata. Se lo scarico all'interno della cavità dello stampo è buono, la pressione finale all'estremità anteriore della colata è quella atmosferica.

Sono molti i fattori che influenzano la pressione di riempimento della massa fusa. Essi possono essere riassunti in tre categorie: fattori materiali, fattori strutturali ed elementi del processo di stampaggio. I fattori materiali includono il tipo e la viscosità della plastica.
I fattori strutturali includono il tipo, il numero e la posizione del sistema di chiusura, la forma della cavità dello stampo e lo spessore del prodotto. Gli elementi del processo di stampaggio comprendono la velocità di iniezione, la pressione di iniezione e la pressione di mantenimento.

Tempo di iniezione
Per tempo di iniezione si intende il tempo necessario alla plastica per riempire lo stampo, escluso il tempo di apertura e chiusura dello stampo. Sebbene il tempo di iniezione sia molto breve e abbia un effetto limitato sul ciclo di stampaggio, la regolazione del tempo di iniezione ha un grande effetto sul controllo della pressione della porta, del canale e della cavità dello stampo.
Un tempo di iniezione ragionevole aiuta la plastica a riempire bene lo stampo, il che è molto importante per migliorare la qualità superficiale del prodotto e ridurre la tolleranza dimensionale.

Il tempo di iniezione dovrebbe essere molto inferiore al tempo di raffreddamento, circa 1/10 - 1/15 del tempo di raffreddamento. Questa regola può essere utilizzata come base per prevedere il tempo totale di stampaggio dei pezzi in plastica.
Quando si esegue l'analisi del flusso dello stampo, il tempo di iniezione nel risultato dell'analisi è uguale al tempo di iniezione impostato nelle condizioni di processo solo quando la massa fusa viene completamente spinta dalla vite per riempire la cavità.

Se il pressostato di mantenimento della vite si verifica prima del riempimento della cavità, il risultato dell'analisi sarà superiore all'impostazione delle condizioni di processo.
Temperatura di iniezione
La temperatura di iniezione è un fattore importante che influisce sulla pressione di iniezione. Il cilindro della macchina per lo stampaggio a iniezione è dotato di 5-6 sezioni di riscaldamento e ogni materia prima ha una temperatura di lavorazione appropriata (per le temperature di lavorazione dettagliate, consultare i dati forniti dal fornitore del materiale). La temperatura di stampaggio a iniezione deve essere controllata entro un certo intervallo.
Se la temperatura è troppo bassa, il materiale fuso non si plastifica bene, il che influisce sulla qualità dei pezzi stampati e aumenta la difficoltà del processo; se la temperatura è troppo alta, le materie prime si decompongono facilmente.
Nell'effettivo processo di stampaggio a iniezione, la temperatura di stampaggio è spesso superiore alla temperatura del cilindro. Il valore più alto è legato alla velocità di stampaggio a iniezione e alle prestazioni del materiale e può raggiungere i 30°C.

Ciò è dovuto all'elevato calore generato dal taglio del materiale fuso durante il passaggio attraverso la porta di iniezione. Esistono due modi per compensare questa differenza quando si esegue l'analisi del flusso dello stampo. Uno è quello di cercare di misurare la temperatura del materiale fuso quando si inietta nell'aria, l'altro è quello di includere l'ugello nella modellazione.
Pressione e tempo di mantenimento
Quando il processo di stampaggio a iniezione sta per terminare, la vite smette di ruotare e si sposta solo in avanti. A questo punto, lo stampaggio a iniezione entra nella fase di mantenimento della pressione. Durante il processo di mantenimento della pressione, l'ugello della pressa a iniezione aggiunge continuamente materiale alla cavità per riempire il volume lasciato libero dal ritiro del pezzo.

Se la cavità viene riempita e la pressione non viene mantenuta, il pezzo si restringe di circa 25%. In particolare, le nervature si restringeranno troppo e si formeranno segni di ritiro. La pressione di mantenimento è generalmente pari a circa 85% della pressione massima di riempimento. Questa pressione deve essere determinata in base alla situazione reale.
Contropressione
La contropressione è la pressione che la vite deve superare quando si inverte e si ritrae per immagazzinare il materiale. Una contropressione elevata favorisce la dispersione del colore e la fusione della plastica,

Ma prolunga anche il tempo di retrazione della vite, riduce la lunghezza delle fibre plastiche e aumenta la pressione della stampaggio a iniezione macchina. Pertanto, la contropressione deve essere inferiore, generalmente non superiore a 20% della pressione di iniezione.
Quando si iniettano materie plastiche espanse, la contropressione deve essere superiore alla pressione formata dal gas, altrimenti la vite verrà spinta fuori dal cilindro. Alcune presse a iniezione possono programmare la contropressione per compensare la riduzione della lunghezza della vite durante la fusione, riducendo così il calore in ingresso e la temperatura.

Tuttavia, poiché il risultato di questo cambiamento è difficile da stimare, non è facile effettuare le regolazioni corrispondenti alla macchina.
Quali sono le condizioni di processo per lo stampaggio a iniezione?
Le condizioni di processo più importanti per lo stampaggio a iniezione sono la temperatura, la pressione e il tempo di azione corrispondente che influenzano la plastificazione, il flusso e il raffreddamento.
Condizioni di temperatura
Per realizzare lo stampaggio a iniezione, è necessario riscaldare i pellet di plastica fino a farli fondere. La macchina per lo stampaggio a iniezione imposta il barile di riscaldamento, il barile e il riscaldatore dello stampo per fornire le condizioni di riscaldamento. Materiali plastici diversi necessitano di temperature di riscaldamento diverse. Di solito, prima della produzione, è necessario eseguire un debug di prova dello stampo per individuare le condizioni di temperatura corrette.

Condizioni di pressione
Lo stampaggio a iniezione richiede l'applicazione di una certa pressione nello stampo, in modo che la plastica possa riempire completamente la cavità dello stampo, e il mantenimento di un certo tempo di pressione per evitare difetti come fori da ritiro e bolle. L'entità della pressione deve essere ragionevolmente impostata in base all'intervallo di pressione della macchina per lo stampaggio a iniezione e alla forma e alle dimensioni del prodotto.
Condizioni di velocità di iniezione
La velocità di iniezione è la velocità con cui la plastica entra nello stampo. Se la velocità di iniezione è troppo elevata, si verificano difetti come bolle, segni di scorrimento e scarsa saldatura. Se la velocità di iniezione è troppo bassa, la superficie del prodotto sarà ruvida e il ciclo di stampaggio a iniezione sarà più breve. Pertanto, la velocità di iniezione deve essere regolata durante la prova dello stampo.

Condizioni del tempo di raffreddamento
Il tempo di raffreddamento è il tempo necessario affinché i prodotti plastici formati nello stampo si raffreddino al suo interno prima di poter essere estratti, in modo da evitare difetti come deformazioni e ritiri. La durata del tempo di raffreddamento deve essere stabilita in base alle dimensioni e allo spessore del prodotto e deve essere regolata durante il processo di produzione.
Condizioni dei materiali per lo stampaggio a iniezione
Quando si tratta di stampaggio a iniezione, è necessario scegliere la plastica giusta e regolare la temperatura, la pressione, la velocità di iniezione e altre impostazioni in base alle proprietà della plastica. Le materie plastiche hanno punti di fusione e velocità di flusso diversi, quindi è necessario modificare le impostazioni di conseguenza.

Condizioni di muffa
Lo stampo è la parte più importante del processo di stampaggio a iniezione. Deve soddisfare i requisiti del prodotto, come la forma, le dimensioni, la qualità della superficie, ecc. Allo stesso tempo, è necessario considerare anche il materiale e il processo di produzione dello stampo per garantirne la resistenza all'usura, la resistenza alla corrosione e la precisione.
Quali sono le fasi del processo di stampaggio a iniezione della plastica?
Dopo aver appreso la storia dello stampaggio a iniezione e il motivo per cui è così importante nell'industria manifatturiera, è ora di imparare il processo passo dopo passo per ottenere il massimo dal vostro progetto.

Progettazione dello stampo
La realizzazione dello stampo è un passo importante. I macchinisti utilizzano la progettazione CAD e la lavorazione CNC per definire i dettagli dello stampo, come le dimensioni, la forma e la struttura della superficie.
Lo stampo è progettato con caratteristiche quali cavità, anima, porta, materozza, canale di colata, sistema di espulsione e parti mobili. La cavità è la parte fissa in cui viene iniettata la plastica fusa, mentre l'anima è la parte mobile utilizzata per modellare il pezzo finale.

I produttori utilizzano in genere acciaio o alluminio di alta qualità per realizzare stampi resistenti in grado di gestire più cicli di produzione. Per i progetti a breve termine, la stampa 3D può contribuire a ridurre i costi di produzione. Questa fase richiede un alto livello di abilità e precisione, con prove e simulazioni rigorose per assicurarsi che lo stampo soddisfi i requisiti specifici.
La progettazione, la realizzazione e l'approvazione dello stampo sono di solito la parte più lunga del processo di stampaggio a iniezione e possono essere costose. Alcuni tipi comuni di stampi sono: stampi a cavità singola, stampi a più cavità, stampi a pila, stampi a iniezione 2K.

Selezione del materiale plastico
Prima di iniziare lo stampaggio, è necessario scegliere la resina plastica che funzionerà meglio per il pezzo. Al momento della scelta, è necessario pensare a come il materiale e lo stampo lavoreranno insieme, perché alcune resine non funzionano con determinati modelli di stampo.
È importante testare il materiale scelto con il proprio strumento per assicurarsi che il prodotto finale abbia le proprietà desiderate. I diversi materiali plastici hanno strutture molecolari diverse, che conferiscono loro proprietà meccaniche e termiche diverse. Queste proprietà determinano se un materiale funzionerà nello stampo e per il prodotto.

Installazione della macchina
Una delle fasi più importanti del processo di stampaggio è l'impostazione della pressa a iniezione. L'installazione dello stampo richiede un'attenta cura dei dettagli per assicurarsi che lo stampo sia correttamente allineato e fissato al piano della macchina. Prima di installare lo stampo, è importante verificare le specifiche della macchina per assicurarsi che possa gestire le dimensioni e il peso dello stampo.
Il piano della macchina deve essere pulito e privo di detriti o contaminanti che potrebbero interferire con il processo di stampaggio o danneggiare lo stampo. Quando la macchina è pronta, lo stampo viene posizionato con cura sul piano e allineato con l'ugello della macchina. L'allineamento corretto è necessario per garantire che la resina plastica fusa fluisca uniformemente nella cavità dello stampo, producendo pezzi di alta qualità con dimensioni costanti.

Dopo averla posizionata, imbullonata, bloccata o fissata in altro modo alla piastra della macchina, è necessario eseguire dei test per assicurarsi che funzioni correttamente. I test consistono nel far passare un po' di resina fusa attraverso la macchina di stampaggio per vedere se ci sono intasamenti, perdite o altri problemi con i pellet.
L'impostazione di una macchina per lo stampaggio a iniezione richiede abilità e know-how. Se la si imposta correttamente, si otterranno pezzi di alta qualità sempre uguali e si ridurrà il rischio di danneggiare lo stampo o la macchina.

Processo di stampaggio a iniezione della plastica
È un ciclo. Si chiude lo stampo, si riscalda la resina plastica e la si introduce nella macchina. Si applica la giusta pressione all'utensile e alla vite, si apre il cancello e si sposta la vite in avanti. Si inietta la plastica fusa nello stampo, riempiendolo.
Quando la plastica fusa raggiunge l'estremità del cilindro, si chiude la porta che controlla l'iniezione della plastica. Si sposta la vite indietro e si aspira una quantità predeterminata di plastica, creando una pressione nella vite per l'iniezione.
Allo stesso tempo, la pressione di serraggio aiuta a tenere insieme le due parti dello stampo. Il bilanciamento della pressione di iniezione e della pressione di serraggio è fondamentale per garantire che il pezzo sia stampato correttamente e che la plastica non fuoriesca dallo stampo durante il processo di iniezione.
Raffreddamento e solidificazione
Una volta che lo stampo è stato riempito di plastica, comprese le materozze, le guide, le porte e altri componenti, viene mantenuto a una temperatura specifica per consentire al materiale di solidificarsi uniformemente nella forma desiderata del pezzo. Il mantenimento della pressione di mantenimento durante questo periodo aiuta a prevenire il riflusso nel cilindro e riduce gli effetti del ritiro.

La pressione di mantenimento è importante per assicurarsi che la plastica sia imballata e stampata correttamente, in modo da ottenere un buon pezzo. Le dimensioni e la complessità del pezzo, il tipo di plastica utilizzata e alcuni altri fattori determinano il tempo di mantenimento.
Dopo la fase di mantenimento, la vite si ritira, rilasciando la pressione e lasciando raffreddare il pezzo appena stampato nello stampo. Durante questa fase, il pezzo rimane nello stampo e la temperatura dello stampo rimane invariata per garantire che il pezzo si raffreddi in modo uniforme.
Il tempo di raffreddamento è molto importante per assicurarsi che la parte in plastica diventi dura e mantenga la forma che è stata creata nello stampo. Se si estrae il pezzo troppo presto, potrebbe piegarsi o cambiare forma, con conseguenti difetti nello stampaggio a iniezione.
A seconda delle dimensioni e della durezza del pezzo, questo tempo può variare da pochi secondi a qualche minuto. L'unità di iniezione inietta in modo efficiente la plastica fusa nello stampo per completare lo stampaggio e il raffreddamento del prodotto. È ampiamente utilizzata in vari settori industriali per soddisfare le diverse esigenze di produzione.

Espulsione della parte
Una volta che la parte in plastica si è raffreddata, lo stampo si apre e un perno o una piastra di espulsione spinge la parte finita fuori dallo stampo. Il pezzo stampato viene collocato in un cubo o in un trasportatore in attesa della finitura. La finitura può essere la lucidatura, la verniciatura o la spruzzatura. La lucidatura può aiutare a lisciare le superfici ruvide o le imperfezioni del pezzo, mentre la verniciatura può aggiungere colore al pezzo.
Ispezione e controllo qualità
Una volta terminati, i pezzi vengono controllati per verificare che siano della dimensione e della forma giusta. Se non lo sono, potrebbero dover essere riparati o buttati via. Se le dimensioni e la forma sono corrette, possono essere messi in scatole e inviati ai negozi e alle persone che vogliono acquistarli.
Quali sono i vantaggi dello stampaggio a iniezione della plastica?
Ottimo rapporto qualità/prezzo
Lo stampaggio a iniezione è un processo economico che non comporta grandi sprechi perché utilizza materiali riciclabili. La plastica è di solito più economica di altri materiali come il metallo e la gomma, per cui si preferisce utilizzarla per molte cose. Inoltre, è possibile riciclare la plastica in eccesso e riutilizzarla in seguito, con un ulteriore risparmio di denaro.

Una volta superato il costo iniziale di progettazione e realizzazione dello stampo, i costi di manodopera sono generalmente bassi. È un processo ad alta produttività, quindi si può dire che gli stampi si ripagano da soli nel tempo. Ecco perché è un ottimo modo per produrre parti in plastica di alta qualità e in grandi volumi.
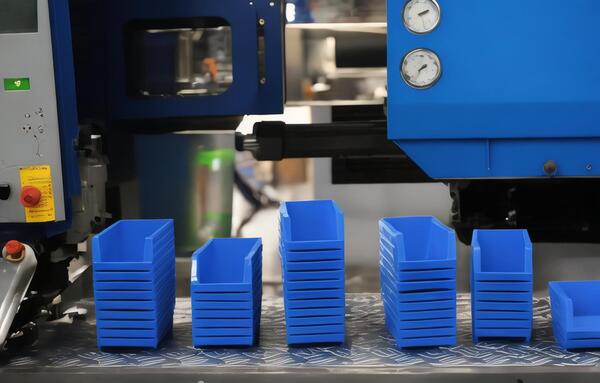
Alta efficienza produttiva
Lo stampaggio della plastica è veloce ed efficiente. È ottimo per i grandi lavori perché consente di risparmiare denaro. È ottimo anche perché produce sempre la stessa cosa, quindi non si spreca molto.

Un singolo stampo può produrre centinaia o migliaia di pezzi prima di dover essere sostituito. Molti stampi in alluminio durano fino a 10.000 cicli, mentre quelli in acciaio possono superare i 100.000 cicli. Questo garantisce un processo ripetibile e ad alta produttività che soddisfa i requisiti di tolleranza ed estetica. Tenete presente che le velocità di produzione dipendono spesso dalle dimensioni e dalla complessità del pezzo stampato a iniezione.
Alta efficienza produttiva
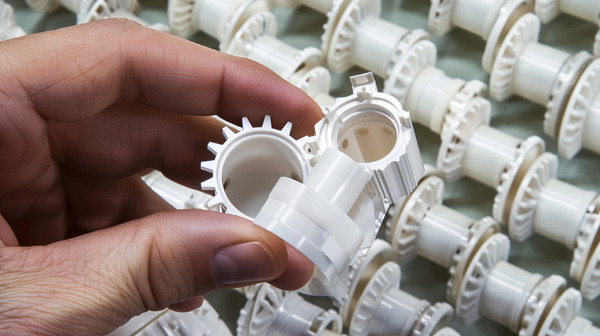
Alta velocità moderna stampaggio a iniezione è in grado di produrre costantemente pezzi di plastica stampati con precisione. Il processo è ottimo per produrre componenti di qualità identica, con tolleranze strette e dimensionalmente stabili. Per le applicazioni che devono essere molto precise, come gli ingranaggi e i connettori, lo stampaggio a iniezione di plastica è spesso la soluzione migliore. È possibile ottenere tolleranze fino a +/-0,0002".

Inoltre, i produttori spesso installano sistemi di controllo avanzati sulle macchine di stampaggio. Questi sistemi automatizzati controllano e modificano i parametri di processo in tempo reale. In questo modo, i pezzi di plastica possono essere stampati secondo le specifiche esatte.
Versatilità del design
Lo stampaggio a iniezione è un processo che consente ai produttori di produrre pezzi dalle forme complesse. Per assicurarsi che i pezzi vengano prodotti nel modo desiderato, i produttori regolano le impostazioni della macchina. Cambiano aspetti come la velocità con cui la plastica entra nello stampo, la temperatura e la pressione.

Inoltre, i macchinisti possono utilizzare software di simulazione, automazione e stampa 3D. Queste tecnologie aiutano a progettare e testare stampi, parametri di processo e pezzi stampati. Tuttavia, la versatilità di progettazione dello stampaggio a iniezione dipende dal materiale plastico, dalla complessità del pezzo e dal design dello stampo.
Ampia gamma di materiali
Come ho già detto, lo stampaggio a iniezione è compatibile con un'ampia gamma di materiali e colori. Offriamo oltre 25.000 materiali tecnici, tra cui termoplastici, termoindurenti, siliconi, resine e altro ancora. Queste opzioni consentono di ottenere il perfetto equilibrio tra le proprietà meccaniche, chimiche e fisiche dei materiali.

È possibile combinare facilmente i materiali per rendere il prodotto più rigido, più forte o più resistente agli urti. Ad esempio, è possibile stampare materiali plastici su un substrato metallico utilizzando il design del sovrastampaggio.
Quali sono gli svantaggi dello stampaggio a iniezione?
Elevato investimento iniziale
Ogni pezzo stampato necessita di un proprio stampo. La realizzazione di questi stampi può aumentare il costo iniziale dello stampaggio a iniezione. Inoltre, rende più difficile produrre piccoli numeri di pezzi in modo economico. I costi degli stampi per pezzi semplici e piccole quantità possono arrivare a $5.000. D'altra parte, gli stampi per grandi produzioni con pezzi complessi costano molto di più.

Flessibilità limitata
A differenza della lavorazione CNC, in cui i pezzi possono essere realizzati a partire da file di progettazione computerizzati che possono essere modificati in qualsiasi momento dagli ingegneri del software, apportare modifiche importanti agli stampi in plastica dopo che sono stati lavorati può essere un problema. Esistono due modi principali per modificare uno stampo in plastica.

Un modo è quello di ingrandire la cavità dello stampo tagliando parti dello stampo in metallo. In questo modo si può aggiungere plastica al pezzo. Estrarre la plastica dal pezzo può essere più difficile. A volte è possibile saldare il metallo nella cavità, ma non sempre. Potrebbe quindi essere necessario creare un nuovo tipo di cavità o uno stampo completamente nuovo.
Tempi di consegna lunghi
La lavorazione CNC può fornire pezzi in 5-10 giorni, mentre la stampa 3D industriale richiede solitamente 3-5 giorni. I processi di stampaggio, invece, richiedono più tempo. Si parla di 5-7 settimane per la realizzazione dell'utensile e di altre 2-4 settimane per la produzione e la spedizione.

I buoni stampi per plastica durano a lungo e sono dotati di guide di scorrimento e sistemi di raffreddamento ad acqua per far fluire e raffreddare più velocemente la plastica. Poiché gli stampi sono così complicati da progettare, prototipare, testare e lavorare, la loro realizzazione può richiedere mesi, un tempo molto lungo rispetto ad altri metodi di produzione della plastica.
Ma una volta che si è proceduto alla progettazione e alla lavorazione, uno stampo può produrre milioni di pezzi nel corso della sua vita. La capacità di produrre pezzi in grandi quantità spesso compensa il tempo e il denaro investiti nel processo iniziale.

Materiale di scarto
Ci sono alcuni fattori che possono causare sprechi nella processo di stampaggio a iniezione. Uno di questi è la progettazione dello stampo. Se lo stampo non è progettato o costruito correttamente, i pezzi possono riempirsi in modo improprio, imballarsi in modo improprio o raffreddarsi in modo improprio. Tutti questi fattori possono causare sprechi.
Sovraimballaggio: Quando si mette troppa plastica nello stampo, si deve tagliare la plastica in più. Ciò significa che si producono altri rifiuti.

Rifiuti di cancelli e guide: I canali in cui scorre la plastica sono più grandi del pezzo che si sta realizzando. Quando li si taglia, si produce uno scarto.
Movimentazione dei materiali: Se non si maneggiano bene i pellet di plastica grezzi, si possono rovinare e non funzionano.
Problemi ambientali
Come qualsiasi altro processo industriale, anche lo stampaggio a iniezione presenta alcuni problemi ambientali. Le macchine per lo stampaggio utilizzano molta energia per riscaldare e raffreddare il materiale, far funzionare i macchinari e alimentare le apparecchiature ausiliarie. Tutto questo consumo energetico contribuisce all'inquinamento atmosferico attraverso le emissioni gassose. Anche i rifiuti generati dal processo possono finire in discarica, causando inquinamento ambientale.

Quali sono i principali utilizzi dei pezzi stampati a iniezione?
Lo stampaggio a iniezione è un modo molto interessante per realizzare qualsiasi tipo di prodotto. Si possono realizzare oggetti come tostapane, parti di automobili e persino dispositivi medici. È un modo davvero importante di fare le cose.

Industria automobilistica
Le parti in plastica rendono le auto più aerodinamiche. Vengono utilizzati su tutta l'auto. Lo stampaggio a iniezione è il modo migliore per produrre componenti per auto. Produce pezzi resistenti ma leggeri. In questo modo si risparmia benzina e si riduce l'inquinamento. I pezzi non cambiano molto forma. Non vengono danneggiati dagli agenti atmosferici o dallo sfregamento.

Alcuni esempi di parti stampate a iniezione nelle automobili sono i cruscotti, i paraurti e piccole parti come i porta-specchietti, i porta-bicchieri e molte altre parti che si vedono nelle automobili.
Industria dell'imballaggio
L'industria dell'imballaggio si avvale di componenti efficaci nello sviluppo di design creativi di imballaggi che attraggono i clienti. Oltre all'aspetto e all'estetica accattivanti, i prodotti devono anche rispettare rigorose norme di sicurezza e igiene. Lo stampaggio a iniezione può migliorare la qualità complessiva del prodotto senza causare grossi problemi.

Industria medica
I componenti medicali richiedono spesso parti in plastica personalizzate che offrano proprietà meccaniche eccezionali e dimensioni precise. L'industria medicale è nota per i suoi standard elevati e il suo impegno per la sostenibilità.
La produzione di parti in plastica per uso medico è un processo altamente regolamentato. Oltre a essere durevoli, i pezzi medicali devono essere realizzati con materiali in grado di resistere alle alte temperature e con la giusta composizione chimica.

Lo stampaggio a iniezione è un'ottima scelta perché è super resistente, flessibile, forte e facile da modificare. Sono tutte caratteristiche necessarie se si producono articoli per l'industria sanitaria. Cose come le dentiere, le attrezzature chirurgiche, gli oggetti che si usano per prepararsi all'intervento e cose come le staffe per le ossa rotte sono tutte realizzate con lo stampaggio a iniezione di plastica.
Industria dei beni di consumo
L'industria della produzione di articoli per la casa si affida molto alle tecniche di stampaggio della plastica. Il principale vantaggio di questo metodo per i beni di consumo è la possibilità di dare la finitura e l'aspetto desiderati.

I componenti realizzati con questa tecnologia sono resistenti e di alta qualità. Da quando i prodotti in plastica sono diventati popolari, gli articoli per la casa hanno utilizzato questo processo, dimostrando quante cose può fare. Tra gli oggetti che si acquistano in questo modo ci sono le staffe per le finestre, i portaposate, le maniglie, le mensole e molto altro ancora.
Industria aerospaziale
L'industria aerospaziale è soggetta a rigide normative in materia di resistenza strutturale e precisione. Lo stampaggio a iniezione di materie plastiche viene utilizzato per produrre i componenti aerodinamici della maggior parte degli aerei di oggi. L'industria aerospaziale sta cambiando il paradigma per adottare questo metodo di produzione dei pezzi.

Molti prodotti dell'industria, dalle piccole parti ai componenti complessi, utilizzano lo stampaggio a iniezione. Esempi di tali parti sono le pale e gli involucri delle turbine, i pannelli, i componenti del telaio, i pannelli, gli alloggiamenti, ecc.
Conclusione
Stampaggio a iniezione di plastica è un buon metodo per realizzare pezzi di plastica. È veloce e può produrre molti pezzi in una volta sola. È anche economico. Lo stampaggio a iniezione viene utilizzato per produrre molte cose. È buona perché produce pezzi sempre uguali.
Viene utilizzato per produrre parti di automobili, oggetti per la casa, materiale medico, oggetti di uso quotidiano e oggetti che contengono altri oggetti. Le persone migliorano continuamente lo stampaggio a iniezione. Si creano sempre nuove cose con esso.







