 Vai al contenuto
Vai al contenuto 

Introduzione: Metallo stampaggio a iniezione (MIM) è una cosa fantastica che combina lo stampaggio a iniezione di plastica e la metallurgia delle polveri. Si mescola la polvere metallica con un legante polimerico, la si fonde e la si spara in uno stampo utilizzando una normale macchina per lo stampaggio a iniezione.
Poi si raffredda e si indurisce nella forma desiderata. Il prodotto finale viene utilizzato in tutti i settori, come quello medico, dentale, aerospaziale e automobilistico. Il processo di stampaggio a iniezione dei metalli è diverso dai metodi di produzione tradizionali.

Rappresenta una tecnologia di produzione avanzata ed efficiente, adatta alla fabbricazione di parti metalliche che richiedono alta precisione, geometria complessa o produzione su larga scala. Questo articolo analizza principalmente lo stampaggio a iniezione dei metalli.
Che cos'è il MIM?
Lo stampaggio a iniezione di metalli combina i tradizionali processi di stampaggio a iniezione di materie plastiche e di metallurgia delle polveri, che è un modo per mescolare polvere di metallo e legante per lo stampaggio a iniezione.

Per prima cosa si mescola la polvere desiderata con un legante. Poi si fanno delle palline con la miscela e la si spara nella forma desiderata. Si toglie il legante bruciandolo e si ottiene la parte metallica desiderata, oppure si possono fare altre cose, come modellarla di nuovo, renderla più bella, riscaldarla o tagliarla per renderla ancora più bella.
MIM = Metallurgia delle polveri + stampaggio a iniezione
Il MIM è un tipico prodotto interdisciplinare. Integra due tecnologie di lavorazione completamente diverse (metallurgia delle polveri e stampaggio a iniezione di materie plastiche) per consentire agli ingegneri di liberarsi dai vincoli tradizionali e di ottenere parti di acciaio inossidabile, nichel, ferro, rame, titanio e altri metalli a basso prezzo e di forma speciale attraverso lo stampaggio a iniezione di materie plastiche, con una maggiore libertà di progettazione rispetto a molti altri processi produttivi.

Che cos'è il processo MIM?
Le fasi dello stampaggio a iniezione del metallo sono: innanzitutto, si sceglie la polvere di metallo che soddisfa i requisiti dello stampaggio a iniezione del metallo e la si mescola con un legante organico a una certa temperatura con un metodo adeguato per ottenere un'alimentazione uniforme; quindi, dopo la granulazione, si utilizza una macchina per lo stampaggio a iniezione per iniettarla nella cavità dello stampo in uno stato plastico riscaldato per ottenere un pezzo grezzo formato, quindi lo si sgrassa con un'estrazione chimica o con un solvente e infine si ottiene il prodotto finale mediante sinterizzazione e densificazione.
Polvere di metallo
La dimensione delle particelle della polvere metallica utilizzata nel processo di stampaggio a iniezione dei metalli è generalmente compresa tra 0,5 e 20 micrometri. In teoria, più fini sono le particelle, maggiore è l'area superficiale specifica e più facile è lo stampaggio e la sinterizzazione. Il processo tradizionale di metallurgia delle polveri utilizza polveri più grossolane, con dimensioni superiori a 40 micrometri.

Adesivo organico
L'adesivo organico viene utilizzato per legare le particelle di polvere metallica, in modo che la miscela abbia proprietà reologiche e lubrificanti quando viene riscaldata nel cilindro della macchina a iniezione, ovvero sia un vettore che spinge la polvere a scorrere.

Pertanto, la scelta dell'adesivo è la chiave dell'intero processo di stampaggio a iniezione di polveri. Requisiti degli adesivi organici: dosaggio ridotto, cioè l'utilizzo di una quantità minore di adesivo può migliorare le proprietà reologiche della miscela; non reattività, nessuna reazione chimica con la polvere di metallo durante la rimozione dell'adesivo; facilità di rimozione, nessun residuo carbonioso nel prodotto.
Miscelazione e granulazione
Durante la miscelazione, la polvere metallica e l'adesivo organico vengono mescolati insieme in modo uniforme per regolare le loro proprietà reologiche allo stato adatto a stampaggio a iniezione.

L'uniformità della miscela influisce direttamente sulla sua fluidità, influenzando così i parametri del processo di stampaggio a iniezione e persino la densità e altre proprietà del materiale finale. Gli scarti e i rifiuti generati durante il processo di stampaggio a iniezione possono essere frantumati, granulati e riciclati.
Stampaggio a iniezione
Il processo di questa fase è sostanzialmente identico a quello dello stampaggio a iniezione di materie plastiche e le condizioni delle attrezzature sono sostanzialmente le stesse.

Durante il processo di stampaggio a iniezione, la miscela viene riscaldata nel cilindro della macchina a iniezione per formare un materiale plastico con proprietà reologiche, e iniettata nello stampo sotto un'adeguata pressione di iniezione per formare un pezzo grezzo. La densità dello spezzone stampato a iniezione deve essere uniforme a livello microscopico, in modo che il prodotto si restringa uniformemente durante il processo di sinterizzazione.

Il controllo dei parametri di stampaggio, quali temperatura di iniezione, temperatura dello stampo, pressione di iniezione e tempo di mantenimento, è fondamentale per ottenere un peso verde stabile. È necessario evitare la separazione e la segregazione dei componenti nel materiale di iniezione, altrimenti si verificheranno perdite dimensionali, distorsioni e scarti.Debonding
Il legante organico presente nello spezzone stampato deve essere rimosso prima della sinterizzazione. Questa operazione è chiamata debonding. Il processo di debonding deve garantire che il legante venga gradualmente scaricato dalle diverse parti del grezzo lungo i piccoli canali tra le particelle, senza ridurre la resistenza del grezzo.

Dopo che il solvente ha estratto parte del legante, anche il legante rimanente deve essere rimosso mediante debonding termico. Durante il debonding, il contenuto di carbonio nel grezzo deve essere controllato e il contenuto di ossigeno deve essere ridotto.
Sinterizzazione
La sinterizzazione avviene in un forno di sinterizzazione con atmosfera controllata. L'alta densità dei pezzi MIM è ottenuta grazie all'elevata temperatura di sinterizzazione e al lungo tempo di sinterizzazione, che aumenta e migliora notevolmente le proprietà meccaniche del materiale del pezzo.

Post-elaborazione
Per i pezzi con requisiti dimensionali più precisi e prestazioni speciali, è necessario eseguire un post-trattamento. Questo processo è lo stesso del trattamento termico dei componenti metallici convenzionali di forma complessa.
Quali sono i vantaggi del MIM?
Il MIM combina i vantaggi della metallurgia delle polveri e dello stampaggio a iniezione della plastica. Supera le limitazioni dei processi tradizionali di stampaggio di polveri metalliche per quanto riguarda la forma del prodotto. Utilizza la tecnologia dello stampaggio a iniezione di plastica per la produzione di massa e la formatura efficiente di pezzi di forma complessa. È diventata una tecnologia di formatura quasi a rete per la produzione moderna di pezzi di precisione di alta qualità.
Ha vantaggi incomparabili rispetto alla metallurgia delle polveri convenzionale, alla lavorazione e alla colata di precisione.La lavorazione cnc può essere utilizzata per la lavorazione secondaria dei pezzi MIM, come la lavorazione dei fori, la filettatura, la rettifica delle superfici, ecc. per soddisfare requisiti ingegneristici specifici.
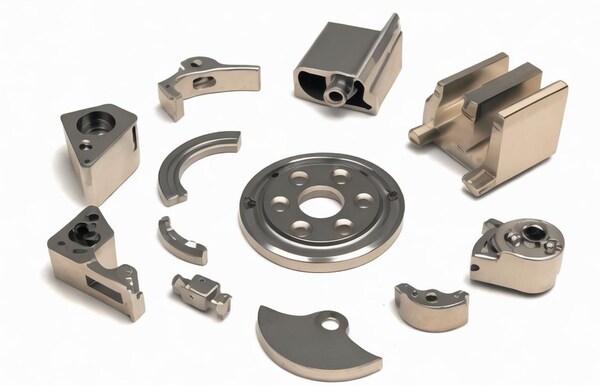
Parti altamente complesse che possono essere formate
Rispetto ad altri processi di formatura dei metalli, come lo stampaggio della lamiera, il MIM può realizzare pezzi con forme molto complesse.

Il MIM può anche realizzare le stesse forme complesse che si possono ottenere con lo stampaggio a iniezione della plastica.
Per questo motivo, il MIM può realizzare in un unico pezzo parti che un tempo venivano realizzate con altri processi di formatura del metallo.

La lavorazione CNC può essere utilizzata per la lavorazione secondaria dei pezzi MIM, come la lavorazione dei fori, la filettatura, la rettifica delle superfici, ecc. per soddisfare requisiti ingegneristici specifici.
Alto tasso di utilizzo dei materiali
La formatura MIM è un processo di formatura quasi a rete. La forma delle sue parti è vicina a quella del prodotto finale e il tasso di utilizzo del materiale è elevato, il che è particolarmente importante per la perdita di lavorazione dei metalli preziosi.

Le tecniche di metallo poroso e i processi di stampaggio a iniezione dei metalli possono completarsi e svilupparsi a vicenda all'intersezione tra produzione e applicazione dei materiali, spingendo la tecnologia di produzione dei materiali verso una direzione più efficiente e complessa.
La microstruttura delle parti è uniforme, la densità è elevata e le prestazioni sono buone.
Il MIM è un processo che permette di creare oggetti a partire da liquidi. La colla fa aderire la polvere in modo che l'oggetto realizzato non abbia buchi. Poi si può rendere l'oggetto pesante come dovrebbe essere.

Di solito, il MIM produce oggetti pesanti da 95% a 99%. Se le cose sono pesanti, diventano più forti. Diventano anche più resistenti, più elastici e migliori nel trasportare elettricità e calore. Diventano anche migliori come magneti.
La densità dei pezzi stampati con il tradizionale stampaggio a polvere può raggiungere al massimo 85% della densità teorica. Ciò è dovuto principalmente all'attrito tra la parete dello stampo e la polvere e tra le polveri, che fa sì che la pressione di pressatura sia distribuita in modo non uniforme, con conseguente microstruttura non uniforme del pezzo stampato.

Questo fa sì che i pezzi pressati di metallurgia delle polveri si restringano in modo non uniforme durante il processo di sinterizzazione, per cui la temperatura di sinterizzazione deve essere abbassata per ridurre questo effetto, con conseguente grande porosità, scarsa densità del materiale e bassa densità dei prodotti, con gravi ripercussioni sulle proprietà meccaniche dei pezzi.
Alta efficienza, facilità di produzione di massa e su larga scala
MIM utilizza stampaggio a iniezione macchine per lo stampaggio di billette verdi, che migliora notevolmente l'efficienza dei consumi ed è adatto alla produzione di massa; allo stesso tempo, la consistenza e la ripetibilità dei prodotti stampati a iniezione sono buone, il che fornisce una garanzia per la produzione industriale di massa e su larga scala.

La tecnologia di stampaggio a iniezione dei metalli presenta notevoli vantaggi nella produzione di componenti in leghe magnetiche morbide e può soddisfare i requisiti di forme complesse e alta precisione, riducendo i costi di produzione e migliorando l'efficienza produttiva.
Ampia gamma di materiali applicabili e ampi campi di applicazione
Sono molti i materiali metallici che possono essere utilizzati per il MIM. Fondamentalmente, qualsiasi materiale in polvere che può essere fuso ad alta temperatura può essere trasformato in pezzi con il MIM, compresi i materiali difficili da lavorare e quelli che hanno punti di fusione elevati nel processo di produzione tradizionale.

I materiali metallici che possono essere lavorati con il MIM comprendono acciai debolmente legati, acciai inossidabili, acciai per utensili, leghe a base di nichel, leghe di tungsteno, carburo cementato, leghe di titanio, materiali magnetici, leghe di Kovar, ceramiche di precisione e così via.
Inoltre, la MIM è in grado di ricercare le formule dei materiali in base alle esigenze dell'utente, di produrre materiali in lega di qualsiasi combinazione e di trasformare i materiali compositi in parti.

Lo stampaggio MIM di leghe non ferrose di alluminio e rame è tecnicamente fattibile, ma di solito viene realizzato con altri metodi più economici, come la pressofusione o la lavorazione meccanica.
Quali sono le caratteristiche dei prodotti MIM?
Complessità
Il MIM, come lo stampaggio a iniezione, non ha restrizioni di forma. Poiché il MIM è un processo di stampaggio, l'aggiunta di funzioni non comporta costi aggiuntivi, il che rende il MIM un ottimo modo per combinare le parti in prodotti multifunzionali. Le regole di progettazione del MIM sono molto simili a quelle dello stampaggio a iniezione, il che lo rende adatto a quasi tutti i prodotti.

Precisione
Il progetto di riferimento della precisione di stampaggio netto MIM è di solito ± 0,5% della dimensione. Lo stampaggio netto di alcune caratteristiche può raggiungere ± 0,3%. Come per altre tecnologie, più alti sono i requisiti di precisione, più alto è il costo, quindi si incoraggia un moderato allentamento dei requisiti di tolleranza se la qualità lo consente. Le tolleranze che non possono essere raggiunte con il MIM in una sola passata possono essere ottenute con l'aiuto del trattamento superficiale.
Peso e dimensioni
Il MIM è ottimo per i pezzi di peso inferiore a 100 grammi, e sotto i 50 grammi è il più conveniente. Tuttavia, è possibile realizzare pezzi fino a 250 grammi. Il costo principale del MIM è la materia prima, quindi il MIM utilizza nuove tecnologie per ridurre il più possibile il peso dei pezzi.

Come per i componenti in plastica, il peso dei pezzi può essere ridotto utilizzando anime e staffe senza compromettere l'integrità del prodotto. Il MIM è ottimo per pezzi molto piccoli e micro, e sono possibili pesi inferiori a 0,1 grammi. Il peso non è un fattore limitante e si possono realizzare pezzi lunghi oltre 250 mm.
Diradamento
Per il MIM è preferibile uno spessore di parete inferiore a 6 mm. È possibile aumentare lo spessore, ma costerà di più perché ci vorrà più tempo e si utilizzerà più materiale. Si può anche scendere a uno spessore inferiore, fino a 0,5 mm, ma è più difficile da progettare.

Produzione
Il MIM è un processo estremamente flessibile e consente di produrre migliaia o milioni di pezzi all'anno in modo molto economico. Come le fusioni e lo stampaggio a iniezione, il MIM richiede l'acquisto di stampi e attrezzature, quindi per piccole quantità di pezzi, di solito incide sul costo.
Materie prime
Il MIM può lavorare molte cose, come le ferroleghe, le superleghe, le leghe di titanio, le leghe di rame, i metalli refrattari, i carburi cementati, le ceramiche e i compositi a matrice di particelle metalliche. Le leghe non ferrose di alluminio e rame sono tecnicamente possibili, ma di solito vengono realizzate con altri metodi più economici, come la pressofusione o la lavorazione meccanica.

Quali sono le applicazioni del MIM?
Il MIM è utilizzato nell'elettronica di consumo, nei componenti automobilistici, nei dispositivi medici, negli utensili elettrici, nelle attrezzature industriali e nei beni di uso quotidiano.
Elettronica di consumo
I prodotti di elettronica di consumo includono tipicamente smartphone, tablet, computer portatili, fotocamere digitali, indossabili intelligenti, droni, ecc.

Nel 2010, la tecnologia del processo MIM è stata utilizzata per la comparsa delle insegne del telefono cellulare BlackBerry, aprendo così la strada all'applicazione di massa dei componenti MIM nei telefoni cellulari.
Anche Apple ha iniziato a utilizzare componenti MIM dal 2010 e ha ampliato e guidato l'ambito di applicazione del MIM. Nei telefoni cellulari sono stati utilizzati con successo componenti MIM come le interfacce di alimentazione, i vassoi per le schede, le cerniere, gli anelli per le fotocamere, i pulsanti e così via.

Mentre gli smartphone e gli indossabili intelligenti diventano sempre più leggeri e sottili, i componenti al loro interno diventano sempre più raffinati e complicati. Ecco perché il MIM diventerà un grande affare.
Parti di ricambio per autoveicoli
Nel campo della produzione di componenti automobilistici, la tecnologia MIM è un processo di formatura di parti metalliche senza taglio che consente di risparmiare materiali e ridurre i costi di produzione. Per questo motivo, la tecnologia MIM ha ricevuto grande attenzione da parte dell'industria automobilistica e ha iniziato a essere utilizzata nel mercato dei ricambi per auto negli anni '90.

Attualmente, l'industria automobilistica utilizza la tecnologia MIM per la produzione di parti bimetalliche di forma complessa e di micro-piccole parti raggruppate, come parti di turbocompressori, anelli di regolazione, parti di iniettori di carburante, lame, cambi, parti di servosterzo e così via.
Dispositivi medici
Nel campo dei dispositivi medici, gli accessori medicali realizzati con il processo MIM sono di alta precisione e possono soddisfare i requisiti di piccole dimensioni, elevata complessità, elevate proprietà meccaniche e altri requisiti degli accessori richiesti dalla maggior parte dei dispositivi medici di precisione.

Negli ultimi anni, l'applicazione della tecnologia MIM è diventata sempre più ampia, come maniglie chirurgiche, forbici, pinzette, parti dentali, parti di articolazioni ortopediche, ecc.
Utensili elettrici
La lavorazione delle parti di utensili elettrici è molto complicata, il costo di lavorazione è elevato, il tasso di utilizzo del materiale è basso e la dipendenza dal MIM è elevata. I prodotti tipici includono frese di forma speciale, utensili da taglio, elementi di fissaggio, microingranaggi, macchine allentatrici/tessili/ parti di macchine crimpatrici sviluppate negli ultimi anni, ecc.

Conclusione
Lo stampaggio a iniezione di metallo (MIM) è un modo elegante di produrre oggetti. Si tratta di un mix di metallurgia delle polveri e plastica. stampaggio a iniezione. Si mescola la polvere di metallo con altre sostanze per ottenere una pasta. Poi la si spruzza in uno stampo. Dopodiché si elimina l'altra roba e si riscalda.

Una volta terminato, si ottiene una parte metallica molto buona. Le persone usano il MIM per produrre ogni genere di cose. Lo si usa in medicina, in odontoiatria, nello spazio e nelle automobili. È possibile utilizzare il MIM anche per realizzare oggetti difficili da produrre. È un buon modo per produrre oggetti.







