 Vai al contenuto
Vai al contenuto 

Introduzione: Lo stampaggio a iniezione è un processo utilizzato per produrre molte parti in plastica. Funziona spruzzando la plastica fusa in uno stampo, dove si raffredda e si indurisce nella forma del pezzo desiderato. Lo stampaggio a iniezione viene utilizzato per produrre pezzi per automobili, elettronica, oggetti d'uso e prodotti medicali, perché consente di produrre molti pezzi della giusta dimensione. Questo articolo illustra le fasi dello stampaggio a iniezione e i motivi per cui è apprezzato.

Progettazione e creazione di stampi
Prima della preparazione del progetto
Dichiarazione del compito di progettazione, familiarizzare con il pezzo in plastica, compresa la sua forma geometrica, i requisiti di utilizzo del pezzo in plastica, le materie prime del pezzo in plastica, controllare il processo di stampaggio del pezzo in plastica e chiarire il modello e le specifiche della macchina per lo stampaggio a iniezione.

Creare una scheda del processo di stampaggio
Riepilogo del prodotto, come disegno, peso, spessore delle pareti, area proiettata, dimensioni complessive e presenza di sottosquadri e inserti. Riassunto della plastica utilizzata nel prodotto, come il nome del prodotto, il modello, il produttore, il colore e le condizioni di essiccazione.

I principali parametri tecnici della macchina di stampaggio a iniezione scelta, come le dimensioni rilevanti tra la macchina di iniezione e lo stampo di montaggio, il tipo di vite e la potenza. Pressione e corsa della pressa a iniezione. Stampaggio a iniezione condizioni, come temperatura, pressione, velocità, forza di serraggio, ecc.

Fasi di progettazione della struttura di uno stampo a iniezione
Determinare il numero di cavità . considerando fattori quali il volume massimo di iniezione, la forza di chiusura, i requisiti di precisione del prodotto e l'economicità. Scegliere la superficie di separazione. La struttura dello stampo deve essere semplice, facile da separare e non influenzare l'aspetto e l'uso delle parti in plastica. Determinare la disposizione della cavità dello stampo e cercare di ottenere una disposizione equilibrata. Determinare il sistema di colata, compresi i canali principali, i canali di scorrimento, le porte, i fori di colata a freddo, ecc.

Determinare il metodo di sformatura . progettare diversi metodi di demolding per le diverse parti dello stampo in cui vengono lasciate le parti in plastica. Determinare la struttura del sistema di controllo della temperatura. Il sistema di controllo della temperatura è determinato principalmente dal tipo di plastica. Nel decidere se lo stampo o l'anima debbano utilizzare una struttura a inserti, occorre considerare la possibilità di dividere gli inserti in modo proporzionale e di installarli contemporaneamente, nonché la lavorabilità e i metodi di installazione e fissaggio.

Determinare il metodo di scarico. In genere, lo scarico può essere ottenuto attraverso la superficie di separazione dello stampo e lo spazio tra il meccanismo di espulsione e lo stampo. Per gli stampi a iniezione di grandi dimensioni e ad alta velocità, è necessario progettare il metodo di scarico corrispondente.

Innanzitutto, è necessario determinare le dimensioni principali dello stampo a iniezione. Quindi, è possibile utilizzare le formule per calcolare le dimensioni di lavoro dei pezzi stampati. In seguito, è possibile determinare lo spessore della parete laterale della cavità dello stampo, lo spessore del pavimento della cavità, il cuscinetto d'anima, la sagoma mobile e la piastra della cavità modulare. È inoltre necessario determinare lo spessore e l'altezza di chiusura dello stampo a iniezione.

In base alle dimensioni principali dello stampo a iniezione che avete progettato e calcolato, potete scegliere una base standard per lo stampo a iniezione. Si dovrebbe cercare di scegliere parti di stampo standard. Disegnare lo schizzo strutturale dello stampo, disegnare lo schizzo strutturale completo dello stampo a iniezione e disegnare il diagramma della struttura dello stampo sono tutti compiti molto importanti nella progettazione dello stampo.

Controllare le dimensioni dello stampo e della pressa di iniezione. Controllare i parametri della macchina a iniezione utilizzata: tra cui il volume massimo di iniezione, la pressione di iniezione, la forza di chiusura e le dimensioni della parte di montaggio dello stampo, la corsa di apertura dello stampo e il meccanismo di espulsione. Nella revisione della progettazione strutturale dello stampo a iniezione, si effettua una revisione preliminare e si ottiene il consenso dell'utente. Allo stesso tempo, è necessario confermare e modificare i requisiti dell'utente.

Creare un disegno di assemblaggio dello stampoMostrare come i pezzi si incastrano tra loro, le dimensioni che devono avere, i numeri che hanno, le tabelle di marcia, i titoli che hanno e i requisiti tecnici per ogni parte dello stampo a iniezione (i requisiti tecnici sono cose come il funzionamento dello stampo, come il funzionamento del sistema di espulsione, come il funzionamento del sistema di estrazione dell'anima).

come lo stampo deve essere assemblato, ad esempio quanto spazio c'è tra le due metà dello stampo, quanto sono parallele le due metà dello stampo; come lo stampo deve essere utilizzato; come lo stampo deve essere protetto dalla ruggine, come lo stampo deve essere numerato, come lo stampo deve essere inciso, come lo stampo deve essere sigillato con l'olio, come lo stampo deve essere conservato; requisiti per lo stampo e l'ispezione.

Disegnare i disegni delle parti dello stampo. L'ordine di disegno delle parti dai disegni di assemblaggio dello stampo o dai disegni dei componenti è: prima l'interno, poi l'esterno, prima le parti complesse, poi quelle semplici, prima le parti di formatura e poi quelle strutturali. Revisione dei disegni di progetto. La revisione finale della progettazione dello stampo a iniezione è il controllo finale della progettazione dello stampo a iniezione. Prestare maggiore attenzione alle prestazioni di lavorazione dei pezzi.

Preparazione del materiale
I materiali per lo stampaggio a iniezione includono principalmente: polistirene (PS). Comunemente noto come colla dura, è un polistirene granulare incolore, trasparente e lucido con le seguenti proprietà: buone proprietà ottiche, eccellenti proprietà elettriche, facilità di stampaggio e lavorazione e buone proprietà coloranti.

Polipropilene (PP)
Si tratta di un materiale granulare incolore, trasparente o lucido, denominato PP, comunemente noto come colla morbida 100%, ed è una plastica cristallina. Le proprietà del polipropilene sono le seguenti: buona fluidità, ottime prestazioni di stampaggio, eccellente resistenza al calore, può essere bollito e sterilizzato a 100 gradi Celsius, elevato carico di snervamento; buone proprietà elettriche.

Nylon (PA)
Il nylon (PA) è un tecnopolimero costituito da resina poliammidica, denominata PA. Esistono PA6 PA66 PA610 PA1010, ecc. Il nylon ha un'elevata cristallinità, un'alta resistenza meccanica, una buona tenacità, un'alta resistenza alla trazione e alla compressione, un'eccezionale resistenza alla fatica, all'usura, alla corrosione, al calore, non tossicità ed eccellenti proprietà elettriche.

Poliossimetilene (POM)
Il poliossimetilene (POM), noto anche come Delrin, è un tecnopolimero. Il POM ha una struttura altamente cristallina, eccellenti proprietà meccaniche, un elevato modulo elastico, un'elevata rigidità e durezza superficiale ed è noto come "sostituto del metallo". Ha un basso coefficiente di attrito, una buona resistenza all'usura e proprietà autolubrificanti, seconde solo al nylon, ma più economiche di quest'ultimo.

Buona resistenza ai solventi, soprattutto quelli organici, ma non agli acidi forti, agli alcali e agli ossidanti. Ha una buona stabilità dimensionale e può produrre pezzi di precisione. Il ritiro di stampaggio è elevato, la stabilità termica è scarsa e si decompone facilmente quando viene riscaldato.
Acrilico-butadiene-stirene (ABS)
La plastica ABS è un tipo di polistirene modificato ad alta resistenza, composto da tre composti: butadiene e stirene in un certo rapporto. È di colore avorio chiaro, opaco, non tossico e insapore. Ha un'elevata resistenza meccanica, una forte resistenza agli urti, una buona resistenza al creep e possiede le caratteristiche di durezza, tenacità e rigidità. La superficie delle parti in plastica ABS può essere galvanizzata e miscelata con altre materie plastiche e gomma per migliorarne le proprietà, come ad esempio (ABS + PC).

Policarbonato (PC)
Noto anche come vetro antiproiettile, è un materiale trasparente, atossico, insapore e inodore, infiammabile ma in grado di autoestinguersi se allontanato dal fuoco. Ha una particolare tenacità e durezza. Tra tutti i materiali termoplastici, ha una buona resistenza agli urti, un'eccellente resistenza al creep, una buona stabilità dimensionale, un'elevata precisione di stampaggio e una buona resistenza al calore (120 gradi).

Lega PC+ABS (PC+ABS)
Combina i vantaggi del PC (tecnopolimero) e dell'ABS (plastica generica) e migliora le prestazioni di entrambi. Contiene i componenti chimici dell'ABS e del PC, con la buona fluidità dell'ABS e le prestazioni di stampaggio, e la resistenza agli urti e alle variazioni dei cicli di freddo e di calore del PC. . La superficie può essere spruzzata con olio, galvanica o metallizzata.

Iniezione
Fasi di iniezione della macchina per lo stampaggio a iniezione
Aggiunta di materiali
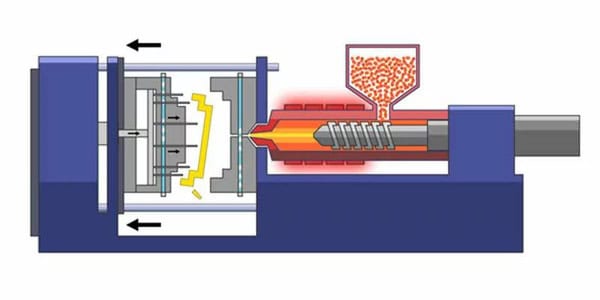
Prima di iniziare la lavorazione con la macchina a iniezione, è necessario inserire i granuli di plastica grezzi nella tramoggia della macchina a iniezione. Quindi, è necessario impostare la temperatura della macchina a iniezione in base ai requisiti del prodotto. Successivamente, è necessario preriscaldare e fondere i granuli di plastica per trasformarli in una fusione di plastica fluida.
Assemblaggio e fissaggio dello stampo
Lo stampo del prodotto stampato viene fissato sulla camera dello stampo o sul tavolo di iniezione della macchina a iniezione e le dimensioni, la struttura, ecc. dello stampo vengono regolate attraverso vari sistemi di posizionamento.

Chiudere lo stampo
Dopo aver regolato lo stampo, avviare il dispositivo di chiusura della pressa a iniezione per chiudere lo stampo. Durante la chiusura dello stampo, fare attenzione a non urtare la superficie dello stampo per evitare di danneggiarlo.

Processo di stampaggio a iniezione
Avviare il sistema di plastificazione della macchina a iniezione e la vite della macchina a iniezione inizia a ruotare, trasportando la massa fusa di plastica all'ugello di iniezione; quindi, avviare il sistema di iniezione della macchina a iniezione e iniettare la massa fusa nella cavità di stampaggio dello stampo; durante lo stampaggio a iniezione Durante il processo, i parametri come il volume di iniezione e la velocità di iniezione vengono impostati in base alla struttura, allo spessore e ad altri requisiti del prodotto. Al termine dell'iniezione, si spegne la macchina stampaggio a iniezione e attendere che la plastica si raffreddi.

Apertura dello stampo e rimozione del materiale
Dopo un certo periodo di raffreddamento, la plastica fusa sulla superficie dello stampo si solidifica gradualmente in un prodotto plastico solido. A questo punto, il dispositivo di apertura dello stampo della macchina a iniezione viene attivato per separare lo stampo e il sistema di sformatura viene avviato per rimuovere il prodotto dalla cavità dello stampo. Questo processo richiede una certa abilità ed esperienza a seconda della superficie irregolare del prodotto.

Raffreddamento e solidificazione
Negli stampi a iniezione, la progettazione del sistema di raffreddamento è molto importante. Infatti, solo quando i prodotti plastici stampati sono raffreddati e solidificati fino a raggiungere una certa rigidità, è possibile evitare che i prodotti plastici si deformino a causa di forze esterne dopo lo sformaggio.

Poiché il tempo di raffreddamento rappresenta circa 70% - 80% dell'intero ciclo di stampaggio, un sistema di raffreddamento ben progettato può ridurre in modo significativo il tempo di stampaggio, migliorare la qualità della produzione e la qualità del prodotto. stampaggio a iniezione produttività e ridurre i costi. Un sistema di raffreddamento non correttamente progettato allunga i tempi di stampaggio e aumenta i costi; un raffreddamento non uniforme provoca inoltre deformazioni dei prodotti in plastica.

In base agli esperimenti, il calore che entra nello stampo dalla fusione viene generalmente dissipato in due modi. Il 5% del calore viene trasferito all'atmosfera per irraggiamento e convezione, mentre il restante 95% viene condotto dalla fusione allo stampo.

Grazie ai tubi dell'acqua di raffreddamento nello stampo, il calore viene condotto dalla plastica nella cavità dello stampo ai tubi dell'acqua di raffreddamento attraverso il telaio dello stampo per conduzione e poi trasportato via dal refrigerante per convezione. Una piccola quantità di calore che non viene trasportata dall'acqua di raffreddamento continua a essere condotta nello stampo e poi fuoriesce nell'aria dopo essere entrata in contatto con il mondo esterno.

Il processo di stampaggio a iniezione prevede diverse fasi: chiusura dello stampo, riempimento, imballaggio, raffreddamento ed espulsione. Il raffreddamento richiede il tempo più lungo, di solito da 70% a 80% del tempo totale del ciclo. Pertanto, il tempo di raffreddamento influisce sul tempo di ciclo e sul numero di pezzi prodotti. Durante l'espulsione, il pezzo deve essere raffreddato al di sotto della sua temperatura di deformazione termica per evitare che si deformi quando viene rimosso dallo stampo.

Espulsione e post-elaborazione
Lo stampaggio a iniezione è un processo di produzione comune in cui si inietta la plastica fusa in uno stampo e poi la si raffredda per renderla solida. Tuttavia, a causa di alcuni problemi nel processo di produzione dei pezzi stampati a iniezione, come bolle, deformazioni e così via, è necessario eseguire una post-elaborazione per migliorarli. Di seguito presenteremo alcune soluzioni comuni di post-lavorazione per migliorare i pezzi stampati a iniezione.

Problema delle bolle nelle parti stampate a iniezione
Per risolvere il problema delle bolle nelle parti stampate a iniezione, è possibile procedere come segue. Innanzitutto, assicurarsi che lo stampo abbia una buona ventilazione, in modo che la plastica possa rilasciare il gas quando viene iniettata. In secondo luogo, regolare la temperatura e la pressione di iniezione in modo che la plastica non diventi troppo calda o troppo pressurizzata, riducendo così le bolle. Infine, spruzzare un agente antibolle sulla superficie del pezzo stampato a iniezione per evitare che il gas penetri nella plastica.

Problema di deformazione delle parti stampate a iniezione ComInjection
Per risolvere il problema della deformazione dei pezzi stampati a iniezione, è possibile procedere come segue. In primo luogo, è possibile aumentare lo spessore della parte stampata a iniezione per renderla più rigida e meno soggetta a deformazioni. In secondo luogo, è possibile ottimizzare la velocità e la pressione di iniezione per evitare la deformazione causata da un'iniezione troppo veloce o troppo lenta. In terzo luogo, è possibile aggiungere alcune strutture di supporto al progetto del pezzo stampato a iniezione per renderlo più stabile.

In quarto luogo, è possibile migliorare il processo di post-lavorazione cambiando il materiale utilizzato per il pezzo stampato a iniezione. Ad esempio, si può scegliere un materiale con un tasso di ritiro inferiore per ridurre la quantità di pezzi che si restringono durante il raffreddamento. Si può anche scegliere un materiale con migliori proprietà di scorrimento per ridurre la possibilità di bolle e deformazioni. La scelta del materiale giusto può anche migliorare la resistenza e l'aspetto dei pezzi stampati a iniezione.

Oltre ai piani di miglioramento dei processi di cui sopra, dovremmo anche rafforzare il controllo di qualità dei processi di post-lavorazione. Ad esempio, dovremmo assicurarci che le parti stampate a iniezione si raffreddino in modo uniforme durante il processo di raffreddamento, per evitare deformazioni causate da un ritiro non uniforme. Inoltre, dovremmo ispezionare e testare in modo approfondito la parti stampate a iniezione per garantire che la loro qualità soddisfi i requisiti.

In sintesi, se si vogliono produrre pezzi stampati a iniezione migliori, è necessario farlo anche dopo averli stampati. A tal fine, è possibile assicurarsi che lo stampo disponga di buoni sfiati, regolare la temperatura e la pressione dell'iniezione, rendere i pezzi più spessi e utilizzare i materiali giusti. Se si adottano questi accorgimenti, è possibile eliminare le bolle e le deformazioni. Bisogna anche assicurarsi di controllare i pezzi per verificare che siano buoni. Se si adottano questi accorgimenti, si possono realizzare pezzi migliori e più velocemente, e si possono rendere felici i propri clienti.

Vantaggi dello stampaggio a iniezione
Lo stampaggio a iniezione consente di progettare parti complesse
Lo stampaggio a iniezione è ottimo per la produzione di pezzi complessi, per la produzione di molti pezzi tutti uguali e per la produzione di pezzi tutti uguali e molto buoni. Per realizzare molti pezzi tutti uguali e di ottima qualità, è necessario considerare alcuni aspetti importanti nella progettazione del pezzo.

È necessario progettare il pezzo in modo che funzioni molto bene con il modo in cui funziona lo stampaggio a iniezione. Se si progetta bene il pezzo, si possono realizzare molti pezzi tutti uguali e di ottima qualità, con la complessità che si desidera.

Lo stampaggio a iniezione può migliorare l'efficienza e la velocità di produzione
Ci sono molte buone ragioni per cui questa è la forma di stampaggio più comune ed efficiente. In primo luogo, rispetto ad altri metodi, il processo di stampaggio a iniezione è più veloce e gli alti tassi di produzione lo rendono più efficiente.

La velocità dipende dalla complessità e dalle dimensioni dello stampo, ma l'intervallo tra un ciclo di stampaggio e l'altro è di circa 15-120 secondi. Poiché i tempi tra un ciclo e l'altro sono più brevi, è possibile produrre più pezzi stampati a iniezione in un determinato tempo di produzione.

Lo stampaggio a iniezione è più resistente
Nel corso degli anni, le materie plastiche sono diventate molto più resistenti e durevoli. I moderni materiali termoplastici leggeri sono in grado di affrontare anche gli ambienti più difficili, se non meglio, dei componenti in metallo. Inoltre, ci sono oltre 25.000 materiali tecnici tra cui scegliere per lavori complessi di stampaggio a iniezione. È anche possibile creare miscele e ibridi di plastica ad alte prestazioni per soddisfare requisiti e proprietà specifiche dei pezzi, come l'elevata resistenza alla trazione.

Applicazione dello stampaggio a iniezione
Cibo e bevande
Lo stampaggio a iniezione è un ottimo modo per realizzare pezzi in materiali diversi. Questo è importante per settori come quello alimentare e delle bevande, che devono rispettare molte regole sulla sicurezza dei contenitori per alimenti. Lo stampaggio a iniezione consente di utilizzare materie plastiche sicure per il contatto con gli alimenti e prive di sostanze chimiche nocive. Inoltre, possono sopportare temperature calde e fredde. Poiché lo stampaggio a iniezione non ha costi elevati, è perfetto per la produzione di contenitori per alimenti, coperchi per bevande, filtri e altro ancora.

Parti di costruzione
Un altro settore che utilizza la tecnologia dello stampaggio a iniezione è quello dell'edilizia, dove i pezzi di plastica complessi e personalizzati svolgono un ruolo importante nella costruzione di case e strutture. Spesso questi pezzi devono essere molto buoni e adattarsi perfettamente. Ad esempio, quando si realizzano parti in plastica per porte e finestre, queste devono essere perfette, ma anche resistenti e dotate di qualità speciali in grado di resistere alle intemperie. Oggi lo stampaggio a iniezione viene utilizzato anche per produrre pezzi che possono sostituire quelli in metallo, funzionando meglio e costando meno.

Farmaci
Grazie a stampaggio a iniezioneLe aziende del settore medicale sono in grado di produrre strumenti e parti importanti in modo più economico, contribuendo a rendere l'assistenza sanitaria più accessibile alle persone in tutto il mondo. Molti dispositivi medici integrali, come pompe cardiache, monitor vari e una serie di dispositivi medici, si affidano alla precisione dello stampaggio a iniezione, rendendo questa tecnologia insostituibile nel settore.

Conclusione
Lo stampaggio a iniezione è un processo versatile che supporta una varietà di materiali e finiture, rendendolo una scelta popolare per innumerevoli settori con obiettivi e requisiti completamente diversi.

Questa tecnologia è ampiamente utilizzata in settori come quello aerospaziale, dei dispositivi medici e automobilistico, dove tecniche avanzate come il sovrastampaggio e lo stampaggio a inserti possono essere utilizzate per produrre i pezzi più complessi con una precisione impeccabile.








