 Vai al contenuto
Vai al contenuto 
Fabbrica di stampaggio ad iniezione PA46 personalizzata
Guida alla produzione e alla progettazione dello stampaggio a iniezione PA46

Risorse per La guida completa allo stampaggio a iniezione di PA46
Che cos'è il PA46?
Il polibutilene adipamide, noto anche come poliammide 46, o nylon 46, o in breve PA46, è un tecnopolimero poliammidico resistente alle alte temperature. È noto per l'elevata stabilità termica, l'alta resistenza chimica, la buona conducibilità termica, la buona resistenza al calore, le buone proprietà meccaniche, il bassissimo assorbimento d'acqua e la stabilità dimensionale. La PA46 ha una temperatura di utilizzo a lungo termine di 160 ˚C e una resistenza al calore a breve termine ancora più elevata. Queste proprietà la rendono molto utile in settori che richiedono una resistenza alle alte temperature e un'elevata forza, come le parti automobilistiche, l'elettronica, gli aerei e le attrezzature meccaniche.
Il PA46 si ottiene mescolando la dibutilammina e l'acido adipico. Ha una struttura chimica speciale che la rende molto dura e non in grado di assorbire l'acqua. La catena chimica della PA46 è più regolare e si compatta meglio di altre poliammidi.
In questo modo è più facile ottenere una struttura cristallina molto forte, che lo rende più resistente e in grado di gestire meglio il calore. Inoltre, quando si produce il PA46, bisogna fare molta attenzione a quanto è caldo, a quanta pressione c'è e a che tipo di materiale si usa per produrlo. In questo modo ci si può assicurare che sia abbastanza buono per quello che si vuole fare.
Poliammide (PA) Famiglia:
I materiali della serie PA includono PA6, PA66, PA610, PA612, PA1010, PA11, PA12, PA6T, PA9T, ammide aromatiche MXD-6, ecc. oltre a PA46. La PA (poliammide), comunemente nota come nylon, è un polimero con lunghe catene di gruppi amidici. Ha eccellenti proprietà meccaniche, resistenza all'usura, autolubrificazione e inerzia chimica.
Esistono molti tipi di nylon, come PA6, PA 66, PA510, PA11, PA12, ecc. Sono ampiamente utilizzati nelle parti automobilistiche, negli apparecchi elettronici, ecc. Ad esempio, il nylon 6 (PA6) e il nylon 66 (PA66) sono spesso utilizzati per realizzare parti meccaniche di macchinari, automobili e apparecchi elettrici, come ingranaggi, rulli, pulegge, ecc. Il nylon 11 (PA 11) e il nylon 12 (PA 12) hanno un basso punto di fusione e buone prestazioni a bassa temperatura e sono adatti per tubi di carburante per autoveicoli, tubi per freni, guaine per cavi di comunicazione in fibra ottica, ecc.
Quali sono le caratteristiche della poliammide 46 (PA46)?
La PA46 è un prodotto poliammidico ottenuto dalla combinazione di butanediamina e acido adipico. È un nuovo tipo di resina poliammidica con un elevato punto di fusione e un'alta cristallinità, quindi ha un punto di fusione più alto (295 gradi Celsius), una temperatura di deformazione termica più elevata e una temperatura di utilizzo a lungo termine (CUT 5000hours) fino a 163 gradi Celsius. È ampiamente utilizzato nelle automobili e in altri settori e può offrire grandi proprietà meccaniche alle alte temperature, grande resistenza all'usura e basso attrito e grande fluidità, che ne facilita la lavorazione.
1. Punto di fusione elevato:
Il PA46 ha un punto di fusione fino a 295°C, superiore a quello di molti tecnopolimeri, che lo rende stabile alle alte temperature e molto resistente. Il PA46 ha un punto di fusione elevato ed è resistente alle alte temperature, il che lo rende adatto alle applicazioni in cui sono presenti temperature elevate. La PA46 ha un'eccellente resistenza all'invecchiamento termico e può mantenere a lungo le sue proprietà meccaniche sotto stress termico.
2. Alta cristallinità:
Il PA46 ha una cristallinità di circa 70%, superiore a quella di altri materiali poliammidici, come il PA66 (cristallinità di circa 50%). Il PA46 cristallizza più velocemente e ha una temperatura di distorsione termica più elevata.
3. Temperatura di utilizzo a lungo termine:
La PA46 può essere utilizzata a lungo a temperature fino a 163°C, molto più a lungo della maggior parte degli altri tecnopolimeri.
4. Temperatura di deflessione del calore:
La resina PPA46 pura ha una temperatura di distorsione termica di 190°C e può arrivare a 290°C dopo l'aggiunta di un rinforzo in fibra di vetro, a dimostrazione della sua elevata stabilità termica.
5. Forza e rigidità:
Il PA46 ha un'ottima resistenza meccanica a temperatura ambiente normale, e anche il suo modulo elastico, la durata a fatica e la resistenza al creep sono ottimi. Queste proprietà possono essere mantenute anche in ambienti ad alta temperatura. Il PA46 ha anche un'elevata resistenza alla trazione, quindi è ottimo per le applicazioni che richiedono un'elevata resistenza.
6. Resistenza all'usura:
Il PA46 ha un'eccellente resistenza all'usura ed è in grado di mantenere prestazioni ottimali anche nelle condizioni operative più severe, rendendolo ideale per le applicazioni soggette a usura.
7. Ciclo di stampaggio breve:
Poiché la PA46 cristallizza più rapidamente, il ciclo di stampaggio è più breve. Ciò significa che è possibile produrre più pezzi in meno tempo, con un conseguente risparmio economico.
8. Facile da elaborare:
La PA46 è facile da lavorare in forme e dimensioni diverse e presenta buone caratteristiche di lavorazione e stampaggio.

9. Resistenza chimica:
Il PA46 è resistente a un'ampia gamma di sostanze chimiche, compresi gli acidi e le basi, ed è quindi adatto alle applicazioni in cui è possibile un contatto chimico. Il PA46 ha anche una buona resistenza chimica agli oli e ai solventi, che lo rende ideale per le applicazioni automobilistiche e industriali.
10. Isolamento elettrico:
Presenta inoltre un'elevata resistività superficiale e volumetrica e un'alta rigidità dielettrica, per cui può essere utilizzato in applicazioni elettriche ed elettroniche ed è adatto ad applicazioni in cui è richiesto l'isolamento elettrico.
11. Igroscopicità:
Il PA46 può assorbire l'umidità dall'ambiente fino a raggiungere l'equilibrio, cosa di cui bisogna tenere conto quando si progettano gli stampi e le condizioni del prodotto.
12. Buona stabilità dimensionale:
Il PA46 ha una buona stabilità dimensionale ed è quindi adatto ad applicazioni che richiedono dimensioni precise.
13. Buona resistenza ai raggi UV:
Il PA46 ha un'eccellente resistenza ai raggi UV, che lo rende adatto alle applicazioni in cui vi è la possibilità di esposizione ai raggi UV.
14. Buona resistenza agli urti:
Il PA46 ha un'eccellente resistenza agli urti, che lo rende perfetto per le applicazioni in cui può essere soggetto a impatti.
15. Resistenza allo scorrimento:
Il PA46 ha un'eccellente resistenza al creep, importante per le applicazioni che prevedono carichi costanti a lungo termine.
Quali sono le proprietà del PA46?
La poliammide 46 (PA46), nota anche come nylon 46, è un tecnopolimero ad alte prestazioni che si distingue per le sue eccezionali proprietà termiche e meccaniche. Di seguito sono riportate le principali proprietà della PA46:
| Proprietà | Metrico | Inglese |
|---|---|---|
| Densità | 1,27 g/cc | 0,0459 lb/in³ |
| Contenuto massimo di umidità | 0.01 | 0.01 |
| Restringimento lineare dello stampo, flusso |
0,017 - 0,020 cm/cm @Tempo 86400 sec |
0,017 - 0,020 in/in @Ora 24.0 |
| Ritiro lineare dello stampo, trasversale |
0,017 - 0,020 cm/cm @Tempo 86400 sec |
0,017 - 0,020 in/in @Ora 24.0 |
| Temperatura di stoccaggio | <= 30.0 ℃ | <= 86.0 ℉ |
| Resistenza alla trazione, snervamento | 60,0 MPa | 8700 psi |
| Allungamento a snervamento | 2.5% | 2.5% |
| Modulo di trazione | 2,70 GPa | 392 ksi |
| Resistenza alla flessione | 110 MPa | 16000 psi |
| Modulo di flessione | 2,80 GPa | 406 ksi |
| Impatto Charpy Non intagliato | 2,50 J/cm² | 11,9 ft-lb/in² |
| Impatto Charpy, intaglio | 0,400 J/cm² | 1,90 ft-lb/in² |
| Temperatura di deflessione a 1,8 MPa (264 psi) | 90.0 ℃ | 194 ℉ |
| Punto di rammollimento Vicat | 275 ℃ | 527 ℉ |
| Temperatura di fusione | 305 - 320 ℃ | 581 - 608 ℉ |
| Temperatura dello stampo | 40.0 - 100 ℃ | 104 - 212 ℉ |
| Temperatura di asciugatura |
80.0 ℃ Tempo 7200 - 43200 sec. |
176 ℉ Ora 2.00 - 12.0 |
| Polimero di base | Poliammide 4.6 | |
I materiali PA46 possono essere stampati a iniezione?
Sì, è possibile stampare a iniezione il PA46. La PA46 (poliammide 46) è una termoplastica ad alte prestazioni. Lo stampaggio a iniezione è un metodo molto diffuso per produrre pezzi in PA46. Il PA46 ha un punto di fusione piuttosto elevato e un'alta viscosità, che lo rendono difficile da lavorare, ma con l'attrezzatura e le condizioni di lavorazione giuste è sicuramente possibile stamparlo a iniezione.

Tuttavia, lo stampaggio a iniezione di PA46 richiede considerazioni particolari:
1. Temperatura di lavorazione: La PA46 necessita di temperature di lavorazione più elevate, di solito temperature del fusto di circa 290-320 °C e temperature dello stampo di circa 80-120 °C. Questo è importante per assicurarsi che la plastica fluisca bene e che il pezzo sia buono.
2. Sensibilità all'umidità: La PA46, come altre poliammidi, è igroscopica, cioè assorbe l'umidità dall'aria. Pertanto, deve essere adeguatamente essiccata prima dello stampaggio per evitare difetti come bolle, macchie o proprietà meccaniche ridotte. La temperatura di essiccazione consigliata è di circa 80-100°C per 4-6 ore.
3. Progettazione dello stampo: Una buona progettazione dello stampo è importante per assicurarsi che la plastica scorra bene e non abbia problemi. Il PA46 si ritira molto (di solito 1,2-1,8%), quindi la progettazione dello stampo deve essere fatta in modo da tenerne conto.
4. Velocità di elaborazione: Il PA46 cristallizza abbastanza velocemente, il che significa che si raffredda e si solidifica rapidamente. Ciò può ridurre i tempi di ciclo, ma può richiedere l'ottimizzazione del sistema di raffreddamento nello stampo per mantenere la stabilità dimensionale.
Quali sono le considerazioni chiave per lo stampaggio a iniezione di PA46?
Quando si stampano pezzi in PA46, ci sono alcune cose da tenere a mente per essere sicuri di produrre pezzi di qualità. È necessario conoscere il materiale, il processo, lo stampo e l'ambiente. Ecco alcuni elementi a cui pensare:
1. Selezione del materiale: Scegliete il materiale PA46 giusto per la vostra applicazione. Considerate fattori come la forza, la resistenza alle alte temperature e la resistenza chimica.
2. Sensibilità all'umidità del materiale: Il PA46 è un materiale che assorbe l'umidità dall'aria. Per evitare che si rompa, è necessario asciugarlo prima di utilizzarlo. Il modo migliore per farlo è essiccarlo a 80°C per 2-8 ore. Il contenuto di umidità deve essere ridotto a 0,1% o meno, se si tratta di un materiale importante.
3. Progettazione dello stampo: Quando si progetta lo stampo, si dovrebbe prendere in considerazione l'utilizzo di PA46. Si deve anche pensare a dove collocare la porta, a come progettare il canale di scorrimento e a quale tipo di sistema di espulsione utilizzare.
4. Pressione e velocità di iniezione: La PA46 necessita di un'elevata pressione di iniezione per riempire lo stampo e assicurarsi che si riempia e mantenga correttamente. Le pressioni di iniezione tipiche sono di 1000-2000 bar. La velocità di iniezione deve essere regolata durante la lavorazione per evitare problemi come linee di flusso o cavitazione. Le alte velocità di iniezione possono aiutare a riempire lo stampo, ma possono anche causare difetti se non vengono controllate correttamente.
5. Temperatura di iniezione: La temperatura di fusione della PA46 deve essere mantenuta tra i 300-330°C durante l'iniezione, per assicurarsi che fluisca e riempia correttamente lo stampo.
6. Temperatura dello stampo: Il PA46 beneficia di un'elevata temperatura di stampo per ridurre la viscosità e migliorare la fluidità. La temperatura tipica dello stampo è di 80-120°C per ottimizzare la cristallizzazione dei pezzi e ridurre al minimo difetti come deformazioni o instabilità dimensionale.
7. Tempo di raffreddamento: Il PA46 ha un'elevata diffusività termica, il che significa che potrebbe richiedere più tempo per raffreddarsi e solidificarsi. Per assicurarsi che il pezzo si formi correttamente, è necessario prevedere un tempo di raffreddamento più lungo.
8. Posizione del cancello: La posizione del cancello influisce sull'aspetto e sul funzionamento del pezzo. Pensate ad esempio a dove si trova la linea di saldatura, a dove sono i segni di affondamento e a quanto si deforma il pezzo.
9. Progettazione del canale di flusso: La progettazione dei canali di flusso ha un grande impatto sull'aspetto e sulle prestazioni del pezzo. Pensate a quanto sono grandi i canali di flusso, alla loro forma e alla loro posizione.
10. Sistema di espulsione: Il sistema di espulsione influisce sull'aspetto e sul funzionamento del pezzo. Pensate ad esempio alla forza con cui l'espulsore spinge, alla velocità con cui si muove e alla direzione in cui va.
11. Espulsione delle parti: I pezzi in PA46 tendono a deformarsi e ad aderire allo stampo. Utilizzare un sistema di espulsione delicato e considerare l'uso di un agente distaccante per migliorare l'espulsione dei pezzi.
12. Operazioni di post-stampaggio: Potrebbe essere necessario eseguire alcuni interventi supplementari sui pezzi PA46 per ottenere un aspetto e un montaggio corretti. Potrebbe essere necessario tagliarli, rettificarli o lucidarli.
13. Controllo dell'umidità: Il PA46 è sensibile all'umidità, che ne influenza le caratteristiche e le prestazioni. Controllare il livello di umidità nel materiale, nello stampo e nell'ambiente di lavorazione per garantire i migliori risultati.
14. Condizioni di lavorazione: Per ottenere i migliori risultati con la PA46, è necessario farlo nel modo giusto. Pensate ad esempio alla velocità di iniezione, alla forza di iniezione e al tempo di raffreddamento per essere sicuri di modellare bene il pezzo.
15. Comporre il materiale: È possibile miscelare la PA46 con additivi per migliorarla. Pensate a quanto riempitivo, lubrificante e antiossidante inserire per ottenere ciò che desiderate.
16. Geometria della parte: I pezzi in PA46 sono suscettibili di deformazioni e di incrinature. Considerare fattori quali la geometria del pezzo, lo spessore della parete e le proprietà del materiale per garantire uno stampaggio ottimale.
17. Controllo di qualità: Impostate un programma di controllo della qualità per assicurarvi che i pezzi prodotti siano come dovrebbero essere. Effettuerete ispezioni e test regolari per individuare eventuali problemi o difetti.
Linee guida di progettazione per lo stampaggio a iniezione di PA46
Quando si progettano pezzi stampati a iniezione con PA46 (poliammide 46), è necessario pensare a una serie di fattori che influiscono sulla stampabilità, sul funzionamento e sulla qualità del prodotto una volta terminato. Ecco alcuni elementi a cui pensare quando si progettano pezzi per lo stampaggio a iniezione di PA46.

1. Spessore della parete: Il PA46 è resistente ma può deformarsi. Mantenere pareti spesse ed evitare pareti sottili per evitare la deformazione. Lo spessore minimo delle pareti dovrebbe essere di 1,5 mm, ma dipende dal pezzo e da ciò che deve fare.
2. Geometria della parte: I pezzi in PA46 possono deformarsi. Realizzate pezzi con forme simmetriche ed evitate angoli vivi o forme complesse.
3. Angolo di sformo : L'aggiunta di un angolo di sformo da 1 a 3 gradi sulle superfici verticali può aiutare i pezzi a espellere più facilmente dallo stampo e a ridurre l'usura dello stampo. Per le geometrie più complesse, può essere utile un angolo di sformo maggiore.
4. Posizione del cancello: PA46 è sensibile alla posizione del cancello. Posizionare il cancello in un'area che non interferisca con la funzione o l'estetica del pezzo.
5. Progettazione del canale di flusso: Il canale di flusso nel PA46 deve essere progettato in modo da ridurre al minimo le perdite di carico e garantire un riempimento costante. Per ridurre le perdite di carico, utilizzare un canale di flusso "ad albero".
6. Linea di separazione: Quando possibile, allineare le caratteristiche con la linea di demarcazione. Questo allineamento consente di semplificare le operazioni di espulsione del pezzo e di mantenerne le dimensioni.
7. Raggio e smussi: L'aggiunta di un raggio o di uno smusso agli angoli vivi può facilitare la formazione del pezzo e ridurre la possibilità di cricche da stress nel pezzo finale.
8. Temperatura dello stampo: La PA46 beneficia di un'elevata temperatura di stampaggio (80-120°C) per ridurre la viscosità e migliorare la fluidità.
9. Pressione di iniezione: La PA46 richiede un'elevata pressione di iniezione (1000-2000 bar) per riempire lo stampo e garantire una corretta pressione di riempimento e mantenimento.
10. Velocità di iniezione: Per evitare la cristallizzazione precoce durante l'iniezione, utilizzare velocità di iniezione medio-alte. La curva di velocità deve passare da un riempimento veloce di porte e guide a una velocità media di riempimento dei pezzi.
11. Tempo di raffreddamento: Il PA46 ha una maggiore diffusività termica, il che significa che impiega più tempo per raffreddarsi e solidificarsi. Si consiglia di prevedere un tempo di raffreddamento più lungo per garantire la corretta formazione del pezzo.
12. Selezione del materiale: Scegliete il materiale PA46 giusto per la vostra applicazione. Considerate fattori come la forza, la resistenza alle alte temperature e la resistenza chimica.
13. Progettazione dello stampo: Quando si progetta lo stampo, è necessario considerare la PA46. Si deve pensare a dove collocare la porta, a come progettare il canale di scorrimento e a come espellere il pezzo.
14. Sistema di espulsione: I pezzi in PA46 tendono a deformarsi e ad aderire allo stampo. Utilizzare un sistema di espulsione delicato e considerare l'uso di un agente distaccante per migliorare l'espulsione dei pezzi.
15. Espulsione della parte: Alcuni pezzi in PA46 possono richiedere fasi aggiuntive come la lavorazione, la rettifica o la lucidatura per ottenere la giusta finitura superficiale e la giusta precisione.
16. Operazioni di post-stampaggio: I pezzi in PA46 possono richiedere fasi aggiuntive come la lavorazione, la rettifica o la lucidatura per ottenere la finitura superficiale e la precisione desiderate.
17. Comporre il materiale: È possibile miscelare la PA46 con additivi per migliorarla. Pensate a quanto riempitivo, lubrificante e antiossidante inserire per ottenere ciò che desiderate.
18. Orientamento delle parti: I pezzi in PA46 sono soggetti a deformazioni e distorsioni. Progettare pezzi con geometria simmetrica e orientarli nello stampo per ridurre al minimo le deformazioni.
19. Cavità dello stampo: I pezzi in PA46 sono soggetti a deformazioni e distorsioni. Progettare la cavità dello stampo per ridurre al minimo la deformazione e garantire un corretto stampaggio dei pezzi.
Produzione di stampaggio a iniezione PA46
Guida alla produzione dello stampaggio a iniezione PA46

Risorse per la Guida completa alla produzione di stampi a iniezione PA46
Come eseguire lo stampaggio a iniezione di PA46: Una guida passo-passo
La PA46 è un tecnopolimero ad alte prestazioni con eccellenti proprietà meccaniche e stabilità termica. Per garantire qualità ed efficienza, il processo di stampaggio a iniezione della PA46 prevede diverse fasi chiave. Ecco una guida passo passo per eseguire lo stampaggio a iniezione della PA46.

1. Progettazione e prototipazione:
Prototipazione: Realizzate prototipi con metodi come la stampa 3D o la lavorazione CNC prima di realizzare l'intero progetto. In questo modo è possibile individuare tempestivamente i problemi del progetto.
Progettazione finale: Ottimizzare il progetto di stampaggio a iniezione, tenendo conto di fattori quali lo spessore della parete, l'angolo di sformo e le nervature per facilitarne la realizzazione.
2. Preparazione dello stampo:
Creazione di stampi: Gli stampi a iniezione sono realizzati mediante lavorazione CNC e sono solitamente in acciaio per utensili o alluminio. Gli stampi devono essere progettati per resistere alle alte temperature e pressioni generate dalla PA46.
Trattamento della superficie: Fate ciò che dovete fare alla superficie dello stampo per ottenere l'aspetto desiderato e rendere più facile l'estrazione del pezzo.
Pulito e asciutto: Pulire e asciugare lo stampo per assicurarsi che sia privo di contaminanti o residui, applicare un agente distaccante allo stampo per evitare che la parte in PA46 vi si attacchi e assicurarsi che lo stampo sia correttamente allineato e fissato alla macchina di stampaggio a iniezione.
3. Preparazione del materiale:
Selezione del materiale: Scegliete i migliori pellet di resina PA46 che soddisfano le vostre specifiche applicative.
Asciugatura: Il PA46 è igroscopico, quindi deve essere essiccato prima della lavorazione per evitare difetti legati all'umidità. La temperatura di essiccazione consigliata è solitamente di circa 80°C.
4. Processo di stampaggio a iniezione:
Serraggio: È ciò che tiene lo stampo nella macchina per lo stampaggio a iniezione. Assicura che lo stampo sia ben chiuso, in modo che la plastica non possa fuoriuscire mentre la macchina inietta la plastica nello stampo.
Stampaggio a iniezione: Riscaldare i pellet di PA46 fino alla loro fusione (circa 315-325°C). Iniettare la resina fusa nella cavità dello stampo a velocità e pressione controllate per riempire tutte le aree dello stampo.
Pressione di mantenimento: Mantenere la pressione nello stampo per un breve periodo di tempo per assicurarsi che la plastica fusa riempia tutte le cavità dello stampo e compensi il ritiro quando si raffredda.
Raffreddamento: Lasciare raffreddare il pezzo iniettato all'interno dello stampo finché non si indurisce. Il tempo di raffreddamento varia a seconda dello spessore e della complessità del pezzo, ma è molto importante per ottenere le dimensioni corrette.
5. Espulsione:
Apertura dello stampo: Dopo il raffreddamento, lo stampo viene aperto utilizzando il meccanismo di bloccaggio.
Espulsione: Rimuovere il pezzo finito dallo stampo utilizzando perni di espulsione o piastre di espulsione senza danneggiarlo. Controllare la qualità e la consistenza dei pezzi.
6. Post-elaborazione:
Rifinitura e rifinitura: Tagliare l'eventuale materiale in eccesso (bava) dal bordo del pezzo. Altri processi di finitura possono includere la levigatura o la verniciatura, a seconda del prodotto che si sta realizzando.
Controllo qualità: Le ispezioni, come la First Article Inspection (FAI) o il Production Part Approval Process (PPAP), vengono eseguite per garantire che i pezzi soddisfino le tolleranze e gli standard di qualità specificati.
Quali sono i vantaggi dello stampaggio a iniezione di PA46?
Lo stampaggio a iniezione di PA46 (poliammide 46) è un grande affare nel mondo della produzione. È migliore di altri materiali e processi per molti aspetti. Ecco alcuni dei motivi per cui lo stampaggio a iniezione di PA46 è così eccezionale:
1. Alta resistenza al calore e alta cristallinità:
Il PA46 ha un punto di fusione di circa 295°C e una cristallinità di circa 70%. È ideale per lo stampaggio a iniezione di parti che devono lavorare ad alte temperature. Anche la temperatura di deformazione termica della PA46 è superiore a quella di molti altri tecnopolimeri. La PA46 ha una grande stabilità termica e può essere utilizzata in modo continuo a temperature fino a 220°C (428°F) e in modo intermittente a temperature fino a 250°C (482°F). Ciò la rende perfetta per le applicazioni che prevedono alte temperature.
2. Eccellente resistenza all'usura e basso attrito:
Il PA46 è un materiale molto tenace con un'elevata resistenza all'usura e può essere utilizzato in applicazioni con un comportamento di attrito molto elevato, come ingranaggi e cuscinetti.
3. Eccellenti prestazioni di lavorazione:
Questi aspetti includono anche: La PA46 ha una buona fluidità, un ciclo di stampaggio breve e una lavorazione efficiente, che migliora l'efficienza produttiva e contribuisce a ridurre i costi. È stata introdotta per lo stampaggio a iniezione di parti a parete sottile, ad esempio lo spessore della parte è di soli 0,1 mm, e non c'è flash, come si può vedere dalla necessità di una post-lavorazione minima.
4. Buone proprietà meccaniche:
Il PA46 ha eccellenti proprietà meccaniche e un'elevata resistenza, in grado di soddisfare i requisiti prestazionali di una varietà di parti stampate a iniezione ad alta tecnologia. L'elevata resistenza agli urti, il basso creep, l'eccellente resistenza alla fatica e le caratteristiche di bassa usura contribuiscono a migliorare la durata dei pezzi stampati a iniezione, migliorando così l'affidabilità del prodotto.
5. Ampia gamma di applicazioni:
Il PA46 è ampiamente utilizzato nei settori elettrico ed elettronico, automobilistico, delle attrezzature industriali e in altre applicazioni: Parti elettriche SMD, connettori, ingranaggi, cuscinetti, sensori, ecc., a ulteriore dimostrazione delle eccellenti prestazioni e della popolarità di questo materiale.

6. Bassa emissione di gas:
Il PA46 ha un basso tasso di degassamento, importante per le applicazioni che richiedono ambienti sotto vuoto o a bassa pressione, come il settore aerospaziale, i dispositivi medici e la produzione di semiconduttori.
7. Basso assorbimento di umidità:
Il PA46 ha un basso tasso di assorbimento dell'umidità, che riduce il rischio di deformazioni, crepe o delaminazioni. Questa proprietà lo rende adatto ad applicazioni in cui la stabilità dimensionale è fondamentale.
8. Elevato rapporto resistenza/peso:
Il PA46 ha un elevato rapporto resistenza/peso, che lo rende ideale per applicazioni come quelle aerospaziali e automobilistiche in cui è necessario ridurre il peso.
9. Bassa deformazione:
Il PA46 ha una bassa deformazione, che riduce il rischio di deformazione del pezzo durante il processo di stampaggio. Questa proprietà lo rende ideale per le applicazioni in cui è necessario che il pezzo abbia la forma giusta.
10. Buon isolamento elettrico:
Il PA46 ha ottime proprietà di isolamento elettrico, che lo rendono perfetto per gli oggetti che necessitano di isolamento elettrico, come connettori elettrici, interruttori e sensori.
11. Biocompatibilità:
Il PA46 ha ottime proprietà di isolamento elettrico, che lo rendono perfetto per gli oggetti che necessitano di isolamento elettrico, come connettori elettrici, interruttori e sensori.
12. Riciclabile:
È possibile riciclare il PA46, il che contribuisce a ridurre i rifiuti e a risparmiare risorse.
13. Ampia gamma di colori:
Il PA46 può essere stampato in una varietà di colori, il che lo rende perfetto per le applicazioni in cui l'estetica è importante.
14. Basso restringimento:
Il PA46 ha un basso tasso di ritiro, il che significa che non si deforma molto quando si producono pezzi con esso. Questo è un vantaggio quando si ha bisogno di pezzi con forme molto precise.
15. Bassa infiammabilità:
Il PA46 ha un basso grado di infiammabilità, che lo rende adatto alle applicazioni che richiedono sicurezza antincendio.
16. Ampia gamma di applicazioni:
Il PA46 è utilizzato in molte applicazioni diverse, tra cui quelle aerospaziali, automobilistiche, dispositivi medici, beni di consumo e attrezzature industriali.
17. Flusso elevato:
Il PA46 ha un'elevata fluidità ed è quindi adatto alla produzione di geometrie complesse e di pezzi a parete sottile.
18. Bassa temperatura di fusione:
Il PA46 ha un basso punto di fusione, il che significa che non si rompe quando si scalda. Questo lo rende ottimo per gli oggetti che devono essere prodotti ad alte temperature.
19. Buona stabilità dimensionale:
Il PA46 ha un'eccellente stabilità dimensionale, che lo rende ideale per le applicazioni che richiedono una geometria precisa dei componenti.
20. Basso Creep:
Il PA46 ha un basso creep ed è quindi adatto per applicazioni in cui i pezzi sono sottoposti a stress a lungo termine.
21. Buona resistenza alla fatica:
Il PA46 ha un'eccellente resistenza alla fatica, che lo rende perfetto per le applicazioni in cui i componenti sono sottoposti a carichi e scarichi ripetuti.

Quali sono gli svantaggi dello stampaggio a iniezione di PA46?
Lo stampaggio a iniezione della PA46 (poliammide 46) ha molti vantaggi, ma anche alcuni svantaggi. Ecco i principali svantaggi, organizzati per categoria:
1. Problemi di costo:
① Alto costo del materiale: Il PA46 è un materiale ad alte prestazioni, generalmente più costoso di altri tecnopolimeri, il che lo rende poco competitivo nelle applicazioni orientate ai costi.
② Alto costo dello stampo: Il PA46 necessita di stampi speciali, che sono costosi, soprattutto nella produzione di piccoli lotti, e il costo iniziale è elevato.
③ Grande investimento iniziale: Il costo iniziale della produzione di uno stampo per lo stampaggio a iniezione è elevato e varia da migliaia a decine di migliaia di dollari.
④ Requisiti elevati delle apparecchiature di post-elaborazione: Il PA46 richiede apparecchiature di post-trattamento di alta precisione, che aumentano ulteriormente i costi.
2. Limiti di lavorazione e progettazione:
① Lavorabilità limitata: Il PA46 è un materiale duro, difficile da lavorare e da rifinire, il che può complicare le cose.
② Limitazioni della progettazione: Quando si progetta per lo stampaggio a iniezione, è necessario pensare a elementi di progettazione speciali (come angoli di sformo, bordi arrotondati, ecc.) che aiutano i pezzi a uscire dallo stampo. Questo rende la progettazione più difficile.
③ Tempi di consegna lunghi: Dalla progettazione alla produzione dello stampo possono passare da 5 a 12 settimane, il che influisce sul calendario del progetto.
④ Opzioni di colore limitate: Il PA46 può essere stampato solo in un numero limitato di colori e non è adatto per applicazioni in cui la selezione dei colori è importante.

3. Limitazioni delle prestazioni:
① Sensibilità all'umidità: Il PA46 è molto sensibile all'umidità e ha una forte tendenza ad assorbirla. L'umidità influisce sulle sue proprietà meccaniche e sulla stabilità dimensionale. Il contenuto di umidità deve essere rigorosamente controllato durante il processo di stampaggio a iniezione.
② Scarsa resistenza alla luce: Se lo si lascia al sole o in un luogo caldo per molto tempo, si ossida e diventa giallo o si crepa. Non può quindi essere utilizzato in luoghi illuminati a lungo.
③ Stabilità chimica limitata: Il PA46 ha una buona resistenza chimica, ma non si comporta bene in ambienti fortemente acidi e alcalini ed è facilmente intaccabile da alcune sostanze chimiche.
④ Bassa conducibilità termica ed elettrica: Il PA46 ha una bassa conducibilità termica ed elettrica, che ne limita l'uso in applicazioni in cui il calore e la conduzione elettrica sono importanti.
⑤ Resistenza agli urti e flessibilità limitate: Il PA46 è un materiale piuttosto rigido con una bassa resistenza agli urti e potrebbe rompersi o incrinarsi in caso di urti molto forti.
4. Limitazioni d'uso:
① Opzioni di saldatura limitate: Il PA46 non è facile da saldare, il che aumenta la complessità dell'assemblaggio, soprattutto quando si hanno parti complesse da saldare.
② Non ampiamente disponibile: La PA46 non è disponibile sul mercato come altri tecnopolimeri, il che la rende più difficile da acquistare.
③ Biocompatibilità limitata: Il PA46 non è biocompatibile per tutte le applicazioni mediche e potrebbe non essere compatibile con alcuni fluidi o tessuti corporei.
④ Riciclabilità limitata: Il PA46 è riciclabile, ma è difficile da riciclare perché ha una struttura molecolare complessa.
Problemi e soluzioni comuni nello stampaggio a iniezione di PA46
La PA46 (poliammide 46) è un tecnopolimero molto diffuso e utilizzato in diverse applicazioni, tra cui lo stampaggio a iniezione. Tuttavia, può essere una spina nel fianco con cui lavorare a causa delle sue proprietà uniche e dei potenziali problemi che possono verificarsi durante il processo di stampaggio. Ecco alcuni problemi e soluzioni comuni nello stampaggio a iniezione della PA46:

1. Deformazione e ritiro:
Cause: ritiro elevato, cattiva progettazione dello stampo, raffreddamento insufficiente.
Soluzione: Ottimizzare la progettazione dello stampo, utilizzare stampi ventilati e regolare i sistemi di raffreddamento. Considerare l'utilizzo di algoritmi di compensazione del ritiro nel software di simulazione dello stampaggio.
2. Difetti di superficie:
Cause: Non sufficiente demolding, cattiva superficie dello stampo, processo errato, densità insufficiente, bassa velocità di riempimento, bassa temperatura dello stampo.
Soluzione: Migliorare la superficie dello stampo, inserire più plastica e sparare più forte, controllare meglio la temperatura dello stampo, usare materiale che faciliti l'uscita e modificare il processo (come la temperatura, la pressione e la velocità di sparo).
3. Difetti della linea di separazione:
Cause: Cattiva progettazione dello stampo, posizione errata della linea di divisione, cattivo allineamento dello stampo.
Soluzione: Progettare meglio lo stampo, spostare la linea di separazione e allineare correttamente lo stampo.
4. Difetti del cancello:
Cause: Posizione errata del cancello, cancello troppo piccolo, progettazione errata del cancello.
Soluzione: Correggere la posizione del cancello, ingrandire il cancello, migliorare il cancello (ad esempio, utilizzare un canale caldo).
5. Degradazione del materiale:
Cause: Temperatura troppo alta, manipolazione errata, asciugatura insufficiente.
Soluzione: Abbassare la temperatura, maneggiare meglio, asciugare bene.
6. Consistenza del colore:
Cause: Colore del materiale incoerente, miscelazione del colore non corretta, controllo del colore insufficiente.
Soluzione: Assicurarsi che il colore del materiale sia coerente, migliorare il modo in cui si mescolano i colori, utilizzare sensori di colore per controllare il colore.
7. Controllo della temperatura dello stampo:
Cause: Controllo insufficiente della temperatura, impostazione errata della temperatura, cattiva distribuzione della temperatura.
Soluzione: Migliorare il controllo della temperatura, modificare le impostazioni della temperatura, migliorare la distribuzione della temperatura.
8. Velocità e pressione di iniezione:
Cause: velocità e pressione di iniezione errate, cattiva progettazione dello stampo e cattive condizioni di lavorazione.
Soluzione: Correggere la velocità e la pressione di iniezione, la progettazione dello stampo e le condizioni di lavorazione.
9. Flusso di materiale e riempimento:
Cause: Flusso di materiale insufficiente, progettazione errata dello stampo, condizioni di lavorazione inadeguate.
Soluzione: Migliorare il flusso del materiale, migliorare la progettazione degli stampi e modificare le condizioni di lavorazione.
10. Lavorazione post-stampaggio:
Causa: Essiccazione insufficiente, errata lavorazione post-stampaggio e cattiva gestione del materiale.
Soluzione: Asciugare bene, lavorare meglio, maneggiare con cura.

11. Imbottitura insufficiente:
Cause: Bassa pressione di iniezione, bassa velocità di iniezione, bassa temperatura della massa fusa, progettazione inadeguata dello sfiato e dimensioni ridotte della porta.
Soluzioni: Aumentare la pressione di iniezione per assicurarsi che si riempia completamente, regolare la velocità di iniezione a un tasso più elevato, aumentare la temperatura del cilindro per far fluire meglio la massa fusa, aumentare la ventilazione dello stampo per far uscire l'aria intrappolata, aumentare le dimensioni della porta o ottimizzare il design del canale per favorire il flusso del materiale.
12. Cambio di colore:
Cause: Elevata temperatura di fusione, velocità di iniezione elevata e scarso design dello scarico.
Soluzione: Ridurre la temperatura del cilindro e dello stampo, ridurre la velocità e la pressione di iniezione, migliorare lo scarico dello stampo e prevenire la decolorazione causata dal gas intrappolato.
13. Crepe interne:
Causa: I pezzi si raffreddano troppo velocemente e si formano tensioni residue nel materiale.
Soluzione: Riscaldare lo stampo, rallentare la velocità di raffreddamento dei pezzi e farli raffreddare lentamente una volta usciti dallo stampo. È anche possibile raffreddare maggiormente i pezzi mettendoli in acqua calda.
14. Segni di bruciatura:
Cause: Elevata temperatura di fusione e scarso scarico che provoca l'intrappolamento dell'aria.
Soluzione: Ridurre la temperatura del cilindro e la velocità di iniezione, migliorare lo sfiato nella progettazione dello stampo e rimuovere efficacemente l'aria intrappolata.
15. Sformatura difficile:
Causa: Lo stampo ha un angolo di sformo o una finitura superficiale insufficiente.
Soluzione: Aumentare l'angolo di sformo dello stampo per facilitare la rimozione del pezzo e lucidare la superficie dello stampo per ridurre l'attrito durante la rimozione del pezzo.
Quali sono le applicazioni dello stampaggio a iniezione di PA46?
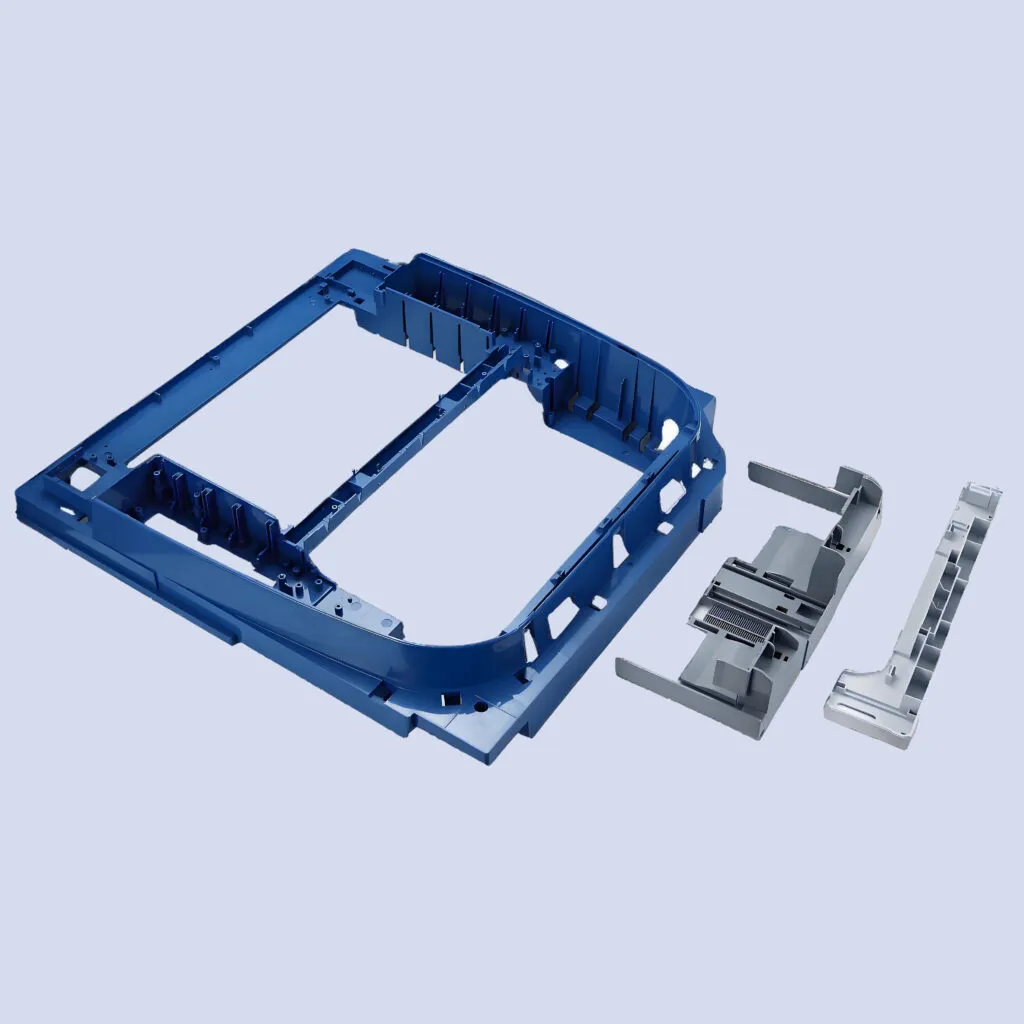
La PA46 (poliammide 46) è un tecnopolimero versatile utilizzato in numerose applicazioni perché è forte, rigido, resistente agli agenti chimici, all'usura e alle alte temperature. Ecco alcuni prodotti comuni realizzati con lo stampaggio a iniezione di PA46:

1. Industria aerospaziale:
Nell'industria aerospaziale abbiamo bisogno di materiali resistenti, in grado di sopportare il calore elevato, che non si rompano, non si arrugginiscano e non cambino forma. Il PA46 può fare tutto questo. Lo utilizziamo in motori, sistemi di alimentazione, sistemi idraulici e molte altre parti meccaniche. Alcuni dei componenti che produciamo con la PA46 stampata a iniezione sono ingranaggi, cuscinetti, boccole e alloggiamenti.
① Componenti di aeromobili (ad es. supporti del motore, elementi di fissaggio)
② Componenti del satellite (ad es. parti strutturali, connettori)
③ Componenti per l'esplorazione spaziale (ad es. scudi termici, parti meccaniche)
2. Industria automobilistica:
Il PA46 è ampiamente utilizzato nell'industria automobilistica per la produzione di collettori di aspirazione, coperchi delle testate, coppe dell'olio e componenti del sistema di condizionamento. La sua grande resistenza al calore, le sue proprietà meccaniche e la sua resistenza chimica la rendono perfetta per la produzione di componenti automobilistici ad alte prestazioni.
① Parti del motore (ad es. coppa dell'olio, coperchio delle valvole)
② Componenti della trasmissione (ad es. ingranaggi, alberi)
③ Componenti elettrici (ad es. connettori, interruttori)
④ Parti interne (ad es. rivestimento del cruscotto, maniglie delle porte)
3. Industria elettronica ed elettrica:
Il PA46 ha eccellenti caratteristiche di isolamento elettrico, resistenza meccanica e stabilità termica, che lo rendono ideale per un'ampia gamma di applicazioni elettroniche ed elettriche, tra cui connettori, interruttori, sensori, interruttori automatici e altri componenti elettronici. La capacità del materiale di resistere alle alte temperature e di mantenere la stabilità dimensionale è fondamentale per garantire l'affidabilità e la durata di questi componenti.
① Componenti elettronici (ad es. connettori, interruttori)
Sistemi di gestione dei cavi e dei fili
③ Alloggiamenti e custodie
Componenti per circuiti stampati (PCB)
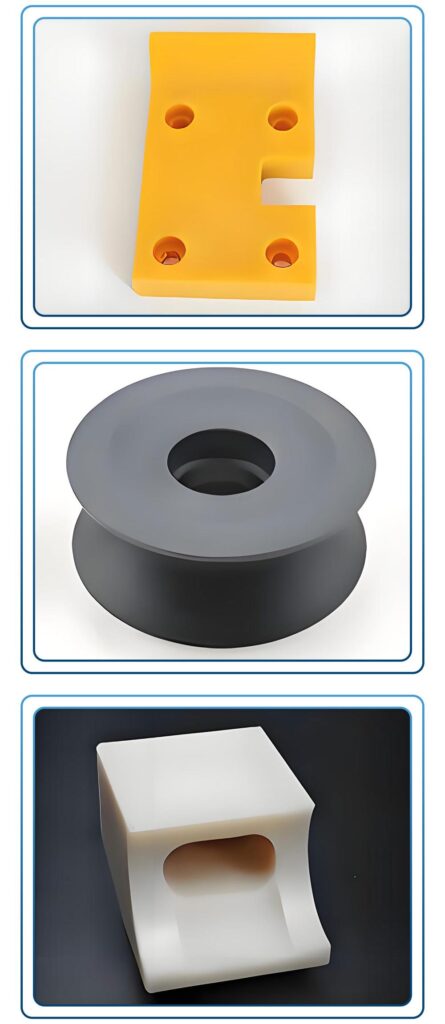
4. Apparecchiature industriali:
Il PA46 viene utilizzato nelle apparecchiature industriali per produrre parti che devono essere super forti, super tenaci e super resistenti al calore. Si può usare per produrre ingranaggi, cuscinetti, boccole, guarnizioni o qualsiasi altra cosa che abbia parti in movimento. Il PA46 è ottimo per le parti che si muovono molto, perché non si consuma velocemente come altri materiali. Ciò significa che le apparecchiature funzioneranno meglio e dureranno più a lungo.
① Componenti della pompa (ad es. giranti, alberi)
② Componenti del cambio (ad es. ingranaggi, cuscinetti)
③ Componenti della valvola (ad es. sede della valvola, stelo della valvola)
④ Elementi di fissaggio e accessori
5. Apparecchiature mediche:
Il PA46 è utilizzato anche in campo medico per applicazioni che richiedono alta precisione, elevata resistenza e inerzia chimica. È adatto alla produzione di strumenti chirurgici, alloggiamenti per dispositivi medici e altri componenti che richiedono una notevole resistenza alle procedure di sterilizzazione e stabilità. La biocompatibilità del materiale e la resistenza a un'ampia gamma di sostanze chimiche lo rendono adatto alle applicazioni mediche.
① Strumenti chirurgici (ad es. pinze, forbici)
② Impianti medici (ad es. protesi dell'anca e del ginocchio, reti chirurgiche)
③ Apparecchiature diagnostiche (ad es. siringhe, provette)
④ Apparecchiature mediche (ad esempio, pompe per infusione, ventilatori)
6. Industria chimica:
Il materiale PA46 è ampiamente utilizzato nell'industria chimica per la realizzazione di numerose apparecchiature chimiche e componenti di tubazioni, in quanto presenta un'ottima resistenza chimica e alla corrosione. Ad esempio, può essere utilizzato per realizzare alloggiamenti di pompe, valvole, giunti di tubi e connettori che sono spesso a diretto contatto con tutti i tipi di sostanze corrosive. Grazie alla buona resistenza chimica del PA46, è possibile realizzare apparecchiature ad alta stabilità che possono essere utilizzate in ambienti chimici molto difficili, riducendo così la manutenzione e la sostituzione delle apparecchiature.
① Componenti (corpo pompa, componenti valvola, guarnizioni)
② Attrezzature per lo stoccaggio di prodotti chimici (tubi, giunti)
7. Beni di consumo:
Il PA46 è ampiamente utilizzato nell'elettronica di consumo per realizzare custodie per telefoni, caricatori e altre parti elettroniche. Può resistere alle alte temperature e ha forti proprietà meccaniche, che lo rendono adatto all'uso in ambienti ad alta resistenza e ad alta temperatura. Nell'industria automobilistica, il PA46 può essere utilizzato per produrre ingranaggi, cuscinetti, connettori e altre parti che devono essere altamente resistenti all'usura e alle alte temperature.
① Attrezzatura da esterno (ad es. attrezzatura da campeggio, attrezzatura sportiva)
② Parti di mobili (ad es. gambe di sedie, telai di tavoli)
③ Parti di elettrodomestici (ad es. parti di lavastoviglie, guarnizioni di frigoriferi)
④ Giocattoli e giochi (ad es. figurine, puzzle)

8. Energia:
La PA46 è utilizzata per guarnizioni e componenti di valvole nelle apparecchiature per il petrolio e il gas. Ha una buona resistenza all'usura e alla corrosione in ambienti ad alta temperatura e ad alta pressione. La PA46 è utilizzata anche nei sistemi di trasmissione ad ingranaggi e in altri componenti meccanici delle apparecchiature per l'energia eolica e solare. Ha un'eccellente resistenza alla fatica e all'usura, che prolunga la vita delle apparecchiature.
① Componenti di turbine eoliche (ad es. pale, mozzi)
② Componenti dei pannelli solari (ad es. telai, connettori)
③ Attrezzature per petrolio e gas (ad es. valvole, pompe)
Componenti di centrali nucleari (ad es. barre di combustibile, componenti di reattori)
9. Oceano:
Il PA46 è ottimo per la produzione di attrezzature per la trivellazione petrolifera e piattaforme offshore, perché non arrugginisce in acqua salata ed è molto resistente. È possibile utilizzare il PA46 anche per produrre ingranaggi e connettori elettrici per le imbarcazioni. È abbastanza resistente da affrontare l'oceano.
① Parti di nave (ad es. eliche, alberi)
② Componenti marini (ad es. pompe, valvole)
③ Attrezzature offshore (ad es. piattaforme di perforazione, condutture)
10. Cibo e bevande:
Il PA46 è perfetto per le parti di trasmissione, i cuscinetti e gli ingranaggi delle apparecchiature per la lavorazione degli alimenti, perché è chimicamente inerte e può sopportare temperature elevate. È possibile utilizzare il PA46 per parti scorrevoli e resistenti all'usura nelle macchine per il confezionamento degli alimenti ad alta velocità. È in grado di tenere il passo con il ritmo veloce dell'industria alimentare e non vi deluderà.
① Attrezzature per la lavorazione degli alimenti (ad es. pompe, valvole)
② Attrezzature per bevande (ad es. linee di imbottigliamento, distributori)
③ Componenti per l'imballaggio (ad es. tappi, chiusure)

Primo piano di mattoncini colorati in plastica di vari colori, tra cui viola, blu, verde e giallo, impilati insieme.
Punti Chiave – Una macchina per lo stampaggio a iniezione ad alta velocità è definita da velocità di iniezione di 300–600 mm/s e velocità di chiusura superiori a 500 mm/s, rispetto alle 100–200 mm/s delle macchine standard—consentendo cicli

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Key Takeaways – Family molds produce multiple different parts in one shot, but a single compromised process window affects all cavities simultaneously. – MUD (Master Unit Die) systems use interchangeable

Che cos'è una macchina per lo stampaggio a iniezione ad alta velocità?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Soluzioni di ottimizzazione fornite Gratuitamente
- Fornire feedback sulla progettazione e soluzioni di ottimizzazione
- Ottimizzazione della struttura e riduzione dei costi di stampaggio
- Parlare direttamente con gli ingegneri

