 Vai al contenuto
Vai al contenuto 

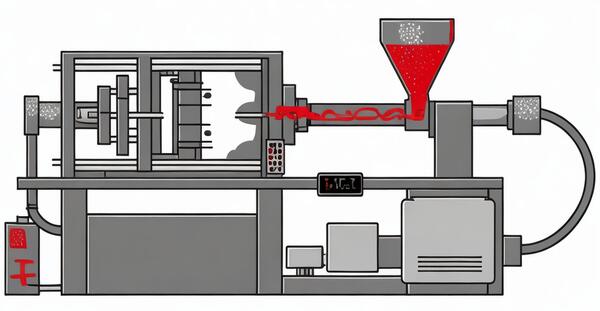
Introduzione: Lo stampaggio a iniezione è il metodo più comune per realizzare prodotti in plastica con più parti che devono essere assemblate alla fine. Mettere insieme le parti significa assicurarsi che si adattino correttamente e che rimangano insieme.
È qui che entrano in gioco le tolleranze. Se non si dice quanto spazio deve esserci tra un pezzo e l'altro o se non ci si assicura che i pezzi siano delle dimensioni giuste, i pezzi non si incastreranno correttamente.
Stampaggio a iniezione Le tolleranze possono essere una spina nel fianco perché gli stampi sono costosi. È quindi necessario sapere come controllarle.
In questo articolo spiegherò cosa influisce sulle tolleranze e come controllarle utilizzando la progettazione per la produzione (DFM), la selezione dei materiali, la progettazione degli utensili e il controllo del processo.
Perché le tolleranze sono importanti per i pezzi stampati a iniezione?
La quantità di variazioni in qualsiasi processo di prototipazione rapida dipende dalla sua accuratezza e, sebbene lo stampaggio a iniezione sia abbastanza preciso, c'è ancora un po' di variazione.

Questa variazione rende importante determinare l'intervallo di deviazioni consentite affinché i pezzi funzionino subito dopo l'assemblaggio.
Quando si realizza un prodotto con più parti stampate a iniezione, è necessario prestare attenzione alle tolleranze dello stampaggio della plastica.

Supponiamo di voler collegare tra loro due parti stampate in plastica utilizzando dei bulloni. È necessario praticare un foro in entrambe le parti.
Se si commette un errore nella posizione e nelle dimensioni del foro, si avranno problemi e si perderà la funzionalità durante l'assemblaggio. Quindi, entrambe le parti hanno bisogno di tolleranze di posizione per funzionare correttamente.
In parole povere, controllare e ottimizzare le tolleranze dello stampaggio a iniezione significa ipotizzare il peggio. Si tratta di individuare l'intervallo di deviazioni accettabili per far funzionare al meglio il prodotto.
Quali fattori influenzano le tolleranze dello stampaggio a iniezione?
Parte Design
Uno dei modi più importanti per limitare la deformazione, il ritiro eccessivo e il disallineamento dei pezzi è quello di utilizzare i principi DFM durante la progettazione dei pezzi.
Il modo migliore per raggiungere questo obiettivo è collaborare con il servizio di stampaggio a iniezione fin dalle prime fasi del processo di progettazione, per evitare costose riprogettazioni in una fase successiva.
Spessore della parete ; I pezzi con pareti di spessore variabile possono subire un ritiro non uniforme. Quando non è possibile evitare le aree spesse, è necessario ricorrere al carotaggio per mantenere uno spessore uniforme delle pareti. Uno spessore della parete non uniforme può causare una distorsione del pezzo, che può influire sulle tolleranze e sull'adattamento.
Le pareti più spesse non sono sempre la scelta migliore per aumentare la resistenza; quando è possibile, è meglio utilizzare nervature e tasselli per aumentare la resistenza del pezzo.
Angolo di sformo ; Gli angoli di sformo sono importantissimi per garantire che il pezzo esca facilmente dall'utensile.
Se non è corretto, il pezzo può bloccarsi durante l'uscita, raschiare e deformare il prodotto finito. Gli angoli di sformo possono variare da 0,5° a 3°, a seconda del design del pezzo e della finitura superficiale.
Caratteristiche di lBoss ; Le bussole sono spesso utilizzate per alloggiare gli elementi di fissaggio durante l'assemblaggio di più parti in plastica. Se le bussole sono troppo spesse, possono lasciare delle rientranze sul pezzo.
Se non sono collegati alle pareti laterali da nervature, possono deformarsi in modo significativo. Ciò renderà quasi impossibile l'assemblaggio di queste parti.
Selezione del materiale
È possibile produrre plastica stampata a iniezione con diverse resine. La scelta dipende da ciò che si sta producendo.
Ogni resina si ritira in misura diversa. Quando si progetta lo stampo, è necessario tenere conto di questo ritiro. Di solito lo stampo è più grande della percentuale di ritiro del materiale.
Se si produce qualcosa con più di un tipo di materiale, è necessario progettare per tassi di ritiro diversi.

Se non si progettano correttamente le tolleranze, si può finire per avere pezzi che non si incastrano tra loro. Questo è un grosso errore nello stampaggio a iniezione e costa molto denaro.
Le tolleranze per lo stampaggio a iniezione sono determinate principalmente dal ritiro del materiale e dalla geometria del pezzo.
È necessario finalizzare la scelta del materiale prima di progettare e costruire l'utensile. Il design dell'utensile dipende in larga misura dal materiale scelto.

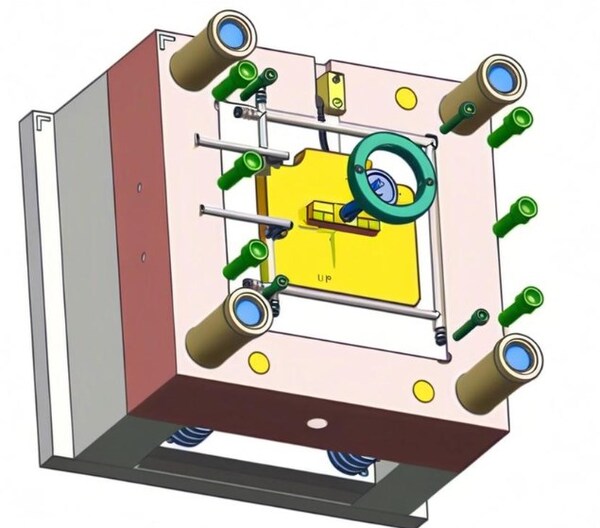
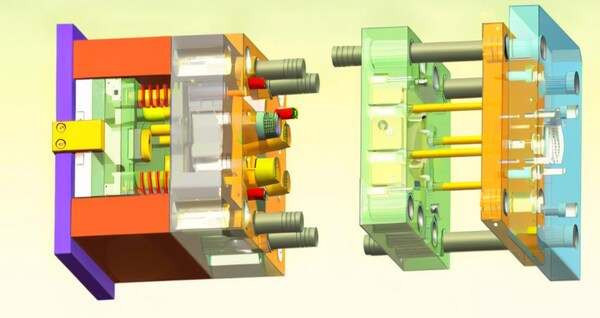
Design dello strumento
Quando si sceglie il materiale, di solito si ingrandisce l'utensile per tenere conto del ritiro del materiale. Ma il ritiro non è uguale in tutte le direzioni. Ad esempio, i pezzi più spessi si raffreddano a velocità diverse rispetto a quelli più sottili.
Quindi, se si dispone di un pezzo complesso con un mix di pareti sottili e spesse, si avranno velocità di raffreddamento diverse.
Ciò può causare la deformazione o l'affossamento del pezzo, con conseguenti errori nelle tolleranze e nell'adattamento dello stampaggio a iniezione. Per ovviare a questo problema, gli attrezzisti pensano a questi aspetti quando progettano le caratteristiche dello stampo.
Raffreddamento dello strumento; Il raffreddamento dell'utensile è importante per garantire che il pezzo si restringa in modo uniforme. Se l'utensile non si raffredda correttamente, il pezzo si restringe in modo irregolare e non ha le dimensioni giuste. È possibile inserire delle linee d'acqua nell'utensile per aiutare il pezzo a raggiungere le dimensioni giuste.
La tolleranza degli utensili è un aspetto importante nello stampaggio a iniezione, perché se un utensile è fuori tolleranza, ogni pezzo che esce da quell'utensile avrà quell'errore sommato a qualsiasi errore causato dal ritiro.
Nella lavorazione CNC, le tolleranze degli utensili sono in genere strettamente controllate e monitorate, per cui un utensile fuori tolleranza è raramente il motivo per cui un pezzo è fuori tolleranza.
Inoltre, questi utensili sono in genere "sicuri per l'acciaio". Ciò significa che, una volta realizzato l'utensile, le dimensioni o le caratteristiche critiche possono essere regolate con un'ulteriore fresatura.
Se le dimensioni finite di alcuni pezzi non rientrano nella tolleranza, il materiale aggiuntivo consente di mettere a punto l'utensile durante la lavorazione.
Ad esempio, un foro con tolleranza ristretta su un pezzo può avere un utensile con un perno centrale progettato per essere sul lato più largo della tolleranza. Se il foro deve essere regolato, verrà lavorato più sottile per rendere il foro più sottile.
Posizione del perno di espulsione; Il perno di espulsione lo spinge fuori dallo stampo mentre si apre; questo deve avvenire il più rapidamente possibile per ridurre al minimo il tempo di ciclo.
Se il perno di espulsione viene posizionato in una posizione non ideale, può danneggiare il pezzo. Alcuni materiali non sono completamente rigidi quando lasciano l'utensile e un'espulsione non uniforme può causare gravi deformazioni e incongruenze dimensionali.
Posizione del cancello; Il cancello è il punto in cui la resina entra nell'utensile. Se lo si mette nel posto sbagliato, l'effetto sarà negativo.
Inoltre, se il riempimento dello stampo non è uniforme, il pezzo si deforma e si ritira in modo non uniforme. I pezzi complessi spesso richiedono più di un gate per riempire in modo uniforme ed evitare questi problemi.
Controllo del processo
Anche se si è fatto tutto il lavoro di progettazione iniziale e le considerazioni sui materiali per ottimizzare la tolleranza di stampaggio a iniezione di un pezzo, è sempre possibile che il pezzo sia fuori tolleranza quando vengono consegnati i primi campioni.
Una volta applicati tutti i metodi sopra descritti, il passo successivo per migliorare la conformità alle tolleranze è la regolazione del processo.
Il controllo della temperatura, della pressione e del tempo di mantenimento sono alcuni dei modi più comuni per migliorare la qualità dei pezzi.
Una volta individuate le condizioni ideali, lo stampo è in grado di creare pezzi consistenti con variazioni dimensionali minime tra i pezzi.
Quando si ha un pezzo con molte caratteristiche, è una buona idea inserire nell'utensile dei sensori di pressione e di temperatura, in modo da poterli misurare mentre si realizza il pezzo.
In questo modo è possibile controllare il processo e assicurarsi di rispettare le tolleranze. Se si riesce a mantenere la pressione e la temperatura nell'utensile per tutto il tempo, si avranno maggiori possibilità di rispettare le tolleranze.
Quando si tratta di pezzi complessi e con più funzioni, può essere utile inserire nell'utensile sensori di pressione e temperatura per misurare questi parametri durante il processo di produzione, per avere un feedback in tempo reale e controllare il processo.
Mantenere la pressione e la temperatura nello strumento in ogni momento aiuta molto a garantire tolleranze costanti.
Come ottimizzare le tolleranze dello stampaggio a iniezione?
Per ottimizzare stampaggio a iniezione tolleranze, è possibile ottimizzare i progetti dei prodotti utilizzando la progettazione per la produzione, l'uso dei giusti materiali per lo stampaggio a iniezione, la regolazione della progettazione dello stampo a iniezione e il controllo del processo.
Questa sezione tratterà ogni categoria in modo da poter ottenere tolleranze realistiche nello stampaggio a iniezione di materie plastiche.
Nella fase di progettazione
Quando i produttori utilizzano lo stampaggio a iniezione, durante la lavorazione si imbattono in problemi quali deformazione, eccessivo ritiro dei pezzi, disallineamento dei pezzi, ecc. che influiscono sulle tolleranze dei pezzi stampati a iniezione.
Per combattere questo problema, i progettisti si assicurano che ogni progetto di prodotto segua il Design for Manufacturing (DFM), che può limitare l'insorgere di tali problemi.
Per ottenere un buon DfM, è necessario rivolgersi a un buon servizio di prototipazione rapida con una vasta esperienza nello stampaggio a iniezione (come Rapid Direct) fin dalle prime fasi del processo di progettazione.
Ecco quattro cose a cui dovreste pensare quando si tratta di progettare i componenti.
Dimensioni complessive
Più grande è la cosa che si sta producendo, più ci si deve preoccupare delle tolleranze. Quando si produce qualcosa di grande nello stampaggio a iniezione di plastica, può deformarsi o restringersi. Quindi, bisogna pensare alle dimensioni.
Spessore della parete
Il ritiro è la contrazione di una parte in plastica durante la fase di raffreddamento. Il ritiro è parte integrante del processo di stampaggio a iniezione ed è controllato da fattori quali lo spessore della parete, la temperatura, ecc.
Se si vogliono ridurre difetti estetici come deformazioni, affossamenti, crepe e distorsioni, è necessario avere un tasso di ritiro costante.

Per avere un tasso di ritiro costante, è necessario che lo spessore delle pareti sia uniforme. Ecco come ottenere uno spessore uniforme delle pareti:
Non progettate pezzi con angoli interni acuti, lunghe campate non supportate o con bocchette mal progettate. Se è necessario rinforzare le pareti, utilizzare le nervature.
Se si inseriscono dei raggi negli angoli interni, si può ridurre la deformazione. Utilizzate il materiale giusto e considerate lo spessore delle pareti. Non utilizzare pareti spesse perché rallentano il raffreddamento, aumentando il ritiro e causando deformazioni.

Angoli di sformo
Gli angoli di sformo sono importanti nella progettazione dello stampaggio a iniezione perché facilitano l'estrazione del pezzo dallo stampo. Una facile rimozione del pezzo significa meno attrito, meno usura e una superficie piacevole.

Se non si pensa agli angoli di sformo durante lo stampaggio a iniezione, si otterrà un ritiro e i pezzi si bloccheranno quando si cercherà di espellerli (materiali plastici come il nylon funzionano ancora benissimo a 0).
Gli angoli di sformo sono misurati in gradi/inches/mm, ma non esistono regole di tolleranza standard per lo stampaggio a iniezione per incorporarli nel progetto del prodotto.
Ma abbiamo alcune regole empiriche da seguire. Un angolo di sformo compreso tra 10 e 20 va bene per la maggior parte dei pezzi. Aggiungere 10 per 1 pollice di profondità. Usare 30 per texture leggere e >50 per texture pesanti e usare 0,50 su tutte le superfici verticali.

I capi
I raccordi sono una parte importante del design dei prodotti e servono a tenere insieme le parti quando vengono assemblate.
Ci sono alcune cose importanti a cui pensare quando si progettano i boss. Uno di questi è che le pareti del raccordo non devono essere troppo spesse. Se si progetta un raccordo spesso, ecco cosa accadrà:
Se non si carotano i boss, si creano vuoti e segni di sprofondamento. Questo allunga il tempo di ciclo. Inoltre, durante il fissaggio si verificano cricche di plastica.
Inoltre, è consigliabile eseguire il carotaggio dei raccordi (cioè collegarli alla parete laterale più vicina). In questo modo si otterrà un'ulteriore distribuzione del carico sul pezzo e si migliorerà il raffreddamento del pezzo e il flusso del materiale.
Scelta del materiale giusto per le tolleranze di iniezione più strette
La scelta del materiale è importante quando si tratta di tolleranze di stampaggio a iniezione perché il materiale si ritira in modo uniforme (cioè, i materiali di stampaggio a iniezione si ritirano durante la fase di raffreddamento a causa delle variazioni di densità).
La contrazione dipende da fattori quali lo spessore della parete, la temperatura, la parte e il tipo di materiale. Per la scelta del materiale, si consiglia di utilizzare i seguenti fattori:
Composizione della plastica: L'ABS si restringe meno del polietilene perché è meno denso.

Peso molecolare: Le resine ad alto peso molecolare hanno un'elevata viscosità e un'alta caduta di pressione, che aumenta la contrazione.
Additivi: L'aggiunta di cariche a bassa espansione termica riduce il ritiro.
Resine diverse si ritirano a velocità diverse. Quindi, bisogna tenerlo presente quando si scelgono i materiali e si progetta lo stampo a iniezione.
Questo vi aiuterà a ridurre i difetti estetici che compromettono la tolleranza dei vostri pezzi stampati a iniezione. Ad esempio, deformazioni, affondamenti, crepe e distorsioni.

Tenere a mente gli strumenti per lo stampo
Quando si sceglie il materiale giusto, i progettisti di stampi diranno di aumentare le dimensioni dello stampo per tenere conto del ritiro del materiale. Materiali diversi si ritirano a velocità diverse a causa dello spessore non uniforme. Per ridurre al minimo questo problema, durante la progettazione dello stampo è necessario tenere presente quanto segue.
Raffreddamento degli utensili
Il raffreddamento è un aspetto importante nello stampaggio a iniezione. È ciò che fa la differenza tra un pezzo buono e uno cattivo. Si tratta del processo di raffreddamento della plastica calda dopo l'iniezione.
Il raffreddamento deve essere uniforme perché, in caso contrario, si verificheranno ritiri, segni di affondamento, problemi di espulsione, deformazioni e tutti i tipi di altri problemi che influenzeranno l'aspetto, la tolleranza e il funzionamento del pezzo.

Per ottenere un raffreddamento uniforme, è necessario inserire le linee di raffreddamento nello stampo nei punti giusti. È inoltre necessario prestare attenzione a fattori quali la pressione di iniezione, la viscosità della resina e il tempo di riempimento.
Tolleranze degli utensili
Gli stampi a iniezione sono solitamente realizzati con lavorazione CNC. Ciò consente di ottenere tolleranze strette, il che significa che lo stampo rimarrà preciso durante il riscaldamento e il raffreddamento.
Le tolleranze assicurano che il pezzo si raffreddi correttamente senza perdere precisione. Ma se non si controllano le tolleranze al momento della costruzione dello stampo, si possono avere grossi difetti come deformazioni, ritiri, affondamenti e così via.
Posizione del perno di espulsione
Il perno di espulsione è un elemento di uno stampo a iniezione che spinge il prodotto finale fuori dallo stampo. Il perno è disponibile in diverse forme (preferibilmente piatte) attraverso le quali viene applicata una certa forza per spingere il prodotto fuori dallo stampo.
Pertanto, quando si trova in una posizione sbagliata, può provocare delle rientranze indesiderate sul prodotto finito. Inoltre, in materiali non rigidi o che si raffreddano in modo non uniforme, il perno di espulsione può incrinare il prodotto non finito, causando molteplici difetti estetici e distorsioni fisiche.

Posizione del cancello
Il cancello è il punto in cui la plastica entra nello stampo. Collocare il cancello nel punto in cui il pezzo è più spesso. Questo aiuterà il pezzo a non affondare o a non avere buchi. Inoltre, aiuterà la plastica a scorrere meglio.
Collocare il cancello nel punto in cui il pezzo è più spesso, in modo che il pezzo si riempia completamente. Non mettere il cancello vicino a elementi come perni e anime.

Non lasciate che il cancello rovini l'aspetto del corridore o del pezzo. Il cancello deve essere al posto giusto. Se il cancello è nel posto sbagliato, il pezzo non si riempirà correttamente. In questo modo il pezzo si deforma, si restringe e assume un aspetto negativo.
Eseguire un controllo di processo ripetibile
Il processo di produzione ha molti fattori che possono influenzare la produzione del pezzo e il controllo di processo è un modo per assicurarsi che tutti questi fattori siano impostati correttamente in modo che il pezzo venga prodotto nel modo previsto.
I sensori di pressione e temperatura integrati nell'utensile dello stampo sono spesso una parte importante del buon controllo del processo, perché indicano in tempo reale cosa sta accadendo, in modo da poter apportare rapidamente modifiche se si verifica qualcosa di negativo.

Una volta che questi aspetti sono sotto controllo e possono essere eseguiti sempre allo stesso modo, lo stampo sarà in grado di produrre pezzi delle dimensioni giuste e che non cambiano molto.
Le resine plastiche hanno solitamente un coefficiente di espansione termica più elevato, il che significa che è più probabile che cambino dimensioni al variare della temperatura.
Pertanto, i pezzi con tolleranze più strette devono spesso essere misurati alla stessa temperatura per assicurarsi che mantengano le stesse dimensioni e funzionino correttamente.

Quali sono le tolleranze raggiungibili nello stampaggio a iniezione?
Per ottenere un vero standard stampaggio a iniezione è possibile inserire alcune tolleranze di stampaggio a iniezione di plastica nella progettazione dello stampo di plastica. Ecco quelle comuni per le principali materie plastiche utilizzate nello stampaggio a iniezione di plastica:
Tolleranze dimensionali +/- mm
La precisione può essere un vero problema. Ecco perché i progettisti usano il simbolo (+/-) per indicare l'intervallo delle misure. Ogni materiale ha un intervallo di tolleranza diverso man mano che le dimensioni aumentano. La tabella qui sopra mostra le tolleranze dimensionali delle principali materie plastiche utilizzate per lo stampaggio a iniezione.
Tolleranze di rettilineità/piattezza
La deformazione si verifica perché la plastica si ritira in modo diverso nella direzione del flusso e attraverso il flusso. Può accadere perché le diverse parti del pezzo hanno spessori di parete diversi, che si restringono in modo diverso.

È possibile ridurre al minimo la deformazione modificando il design dello stampo, posizionando la porta in un punto migliore e controllando meglio il processo. Ma potrebbe essere necessario avere una tolleranza realistica sul lato della plastica, perché la deformazione è difficile da eliminare 100%.
Tolleranze di apertura +/- mm
Più grande è il foro, più ci si deve preoccupare. L'immagine qui sopra mostra quanto ci si deve preoccupare per fori di dimensioni diverse.
Tolleranze di profondità dei fori ciechi +/- mm
I fori ciechi sono fori praticati nel pezzo in lavorazione utilizzando un nucleo di inserto che non attraversa completamente il pezzo.

I fori ciechi sono fissati e trattenuti a un'estremità, il che rende più probabile la loro deformazione sotto le forti forze del flusso di fusione. La tabella precedente mostra le diverse tolleranze che si possono utilizzare.
Tolleranza di concentricità/ovalizzazione +/- mm
Si tratta di calcolare lo spessore della parete (la differenza tra il diametro esterno e quello interno). L'immagine sopra mostra le diverse tolleranze e le differenze di costo per ottenere questa tolleranza.
Conclusione
Il processo di stampaggio a iniezione presenta sempre delle variazioni, per cui è necessario avere una gamma di deviazioni ammissibili in modo che i pezzi funzionino quando vengono assemblati.
Ecco perché le tolleranze dello stampaggio a iniezione sono così importanti quando si assemblano prodotti con più parti stampate a iniezione.
Quando si controllano e si ottimizzano le tolleranze dello stampaggio a iniezione, è possibile determinare l'intervallo di deviazioni ammissibili che consentiranno al prodotto di funzionare al meglio.
I modi più comuni per farlo riguardano soprattutto la DfM, la selezione dei materiali e il controllo del processo; queste linee guida sulla tolleranza nello stampaggio a iniezione possono aiutarvi a semplificare i modi più comuni che saranno davvero utili per il vostro progetto. Se avete un progetto di stampaggio a iniezione, non esitate a contattare Zetar Mold.
In sintesi, l'ottimizzazione stampaggio a iniezione tolleranze è importante per assicurarsi di poter realizzare il proprio prodotto in modo efficiente ed economico.
A tal fine, è necessario determinare le tolleranze necessarie, scegliere i materiali e i processi giusti e regolare la progettazione e i parametri dello stampo.







