 Vai al contenuto
Vai al contenuto 


L'ottimizzazione dello stampaggio a iniezione è fondamentale per migliorare l'efficienza produttiva, ridurre i costi e garantire una produzione di alta qualità in diversi settori industriali.
L'ottimizzazione del tempo di ciclo dello stampaggio a iniezione comporta la regolazione della temperatura, della pressione e del tempo di raffreddamento per ridurre la durata e i costi di produzione e migliorare la qualità, utilizzando tecnologie, materiali e macchinari avanzati.
Sebbene questa sintesi illustri le basi dell'ottimizzazione dei tempi di ciclo, l'approfondimento di tecniche e tecnologie specifiche può migliorare in modo significativo il vostro processo produttivo. Scoprite come le regolazioni mirate possono portare a miglioramenti sostanziali dell'efficienza produttiva del vostro impianto.
L'ottimizzazione del tempo di ciclo riduce i costi di produzione e aumenta l'efficienza.Vero
Riducendo il tempo di ciclo, i produttori possono produrre più pezzi in meno tempo, riducendo di fatto i costi unitari.
Tutte le ottimizzazioni dei tempi di ciclo richiedono costosi aggiornamenti delle apparecchiature.Falso
Molte ottimizzazioni possono essere ottenute attraverso le regolazioni del processo e la messa a punto dei parametri senza investimenti significativi in nuove apparecchiature.
Qual è il concetto di tempo di ciclo della macchina di stampaggio a iniezione?
Il tempo di ciclo delle macchine per lo stampaggio a iniezione è un fattore cruciale per l'efficienza della produzione, in quanto influisce sia sulla velocità di produzione che sull'efficacia dei costi in diversi settori industriali.
Il tempo di ciclo nello stampaggio a iniezione comprende le fasi di iniezione, raffreddamento ed espulsione. La sua riduzione aumenta l'efficienza e riduce i costi, influenzata dalle impostazioni delle attrezzature, dalla scelta dei materiali e dalla progettazione dello stampo.

Il tempo di ciclo di una macchina per lo stampaggio a iniezione è il tempo necessario alla macchina per completare ogni processo di stampaggio a iniezione, che in genere comprende l'iniezione, la pressione di mantenimento, il raffreddamento e altre fasi. Il tempo di ciclo influisce direttamente sull'efficienza di produzione e sulla qualità del prodotto della macchina. Pertanto, la regolazione del tempo di ciclo1 di una macchina per lo stampaggio a iniezione è una parte importante dell'ottimizzazione della produzione.
La riduzione del tempo di ciclo migliora sempre la qualità del prodotto finale.Falso
La riduzione del tempo di ciclo può aumentare l'efficienza, ma non sempre migliora la qualità del prodotto, che dipende anche da altri parametri di processo.
La riduzione dei tempi di ciclo comporta una diminuzione dei costi di produzione.Vero
Tempi di ciclo efficienti aumentano i tassi di produzione, riducendo così i costi di manodopera e le spese generali per pezzo.
Quali sono le fasi dei tempi del ciclo di stampaggio a iniezione?
I tempi di ciclo dello stampaggio a iniezione determinano l'efficienza e la produttività della produzione, influenzando tutto, dalla velocità di produzione alla qualità del prodotto finito.
I tempi del ciclo di stampaggio a iniezione comprendono il riempimento, l'imballaggio, il raffreddamento e l'espulsione. L'ottimizzazione di queste fasi è essenziale per migliorare l'efficienza e ridurre i costi di produzione.

-
Fase di iniezione: Il materiale riscaldato viene spinto nello stampo e nella cavità mediante pressione.
-
Fase di riempimento:Quando tutto il materiale di un ciclo viene spinto nello stampo e viene applicata una pressione continua per assicurarsi che la cavità sia completamente riempita e per risolvere il ritiro che può verificarsi quando il materiale si raffredda efficacemente.
-
Fase di raffreddamento: Ognuna di queste fasi presenta potenziali efficienze che possono ridurre il tempo di ciclo complessivo. La fase di raffreddamento è di gran lunga la fase più lunga del processo di stampaggio a iniezione, per cui la riduzione di questi tempi può avere un impatto significativo.
I tempi del ciclo di stampaggio a iniezione includono la fase di raffreddamento.Vero
La fase di raffreddamento consente alla parte stampata di solidificarsi e di essere espulsa senza deformazioni o difetti.
La riduzione dei tempi di ciclo dello stampaggio a iniezione compromette sempre la qualità del prodotto.Falso
Un'attenta ottimizzazione dei tempi di ciclo può mantenere o addirittura migliorare la qualità del prodotto, aumentando al contempo l'efficienza.
Quali sono i parametri da considerare per ottimizzare il tempo di ciclo di stampaggio?
L'ottimizzazione del tempo di ciclo di stampaggio è essenziale per massimizzare l'efficienza e ridurre i costi nel processo di stampaggio a iniezione in tutti i settori.
L'ottimizzazione del tempo del ciclo di stampaggio dipende dalla temperatura dello stampo, dalla velocità di raffreddamento, dalla scelta dei materiali e dall'efficienza delle attrezzature, che influiscono sulla velocità di produzione, sulla qualità e sui costi. Le regolazioni in queste aree possono migliorare notevolmente l'efficienza del ciclo.

Tempo di raffreddamento
Uno dei modi più semplici per ottimizzare il ciclo è il tempo di raffreddamento. Nella maggior parte degli scenari di stampaggio, il tempo di raffreddamento è impostato su 1,5-2 secondi in più rispetto al tempo di rotazione della vite. È importante notare che alcune situazioni possono richiedere un ciclo di raffreddamento più lungo (come i requisiti dimensionali o l'incollaggio dei pezzi), ma come regola generale, il tempo di rotazione della vite determina il tempo di raffreddamento.
Tempo di mantenimento
Un'altra cosa importante che vi aiuterà a massimizzare il tempo di ciclo è il tempo di conservazione. Il modo migliore per farlo è attraverso un studio sulla tenuta del cancello2. La tenuta del gate è il tempo necessario per raffreddare la punta del canale in uno stato stazionario. In questo modo si evita la fuoriuscita di plastica dal canale, che può causare incongruenze di stampaggio.
Eseguire uno studio sulla tenuta del gate è facile. Una volta impostato il processo disaccoppiato, impostate un tempo di attesa molto più alto di quello normalmente previsto per il materiale e le dimensioni del pezzo con cui state lavorando. Durante il funzionamento, riducete il tempo di attesa e pesate ogni pezzo in relazione alla variazione. Se vedete che il peso diminuisce, quando il peso diminuisce, aumentate il tempo di attesa di 1 secondo e il gioco è fatto.
Tempo di riempimento
Un altro elemento che influisce sul tempo di ciclo è il tempo di riempimento. Il tempo di riempimento è la velocità o la lentezza con cui il materiale entra nello stampo. Il tempo di riempimento è controllato dalla velocità di iniezione. Il tempo di riempimento è limitato anche dal tipo di materiale e dalla complessità dello stampo. L'obiettivo di ottimizzare il tempo di riempimento è sparare il materiale il più velocemente possibile senza compromettere l'aspetto e la funzione del pezzo che si sta producendo.
Temperatura di fusione
Durante l'impostazione del processo, l'utilizzo della temperatura più bassa può aiutare a ridurre tempo di raffreddamento3che può contribuire a ridurre il tempo di ciclo. È importante notare che ogni metodo di lavorazione è diverso, quindi una viscosità più elevata a temperature di fusione inferiori può causare difetti. Iniziare il processo all'estremità inferiore della finestra di fusione e, man mano che si effettuano le regolazioni, aumentare la temperatura fino a raggiungere la stabilità del processo.
Temperatura dello stampo
Anche la temperatura dello stampo influisce sul tempo di raffreddamento. Quando si imposta temperatura dello stampo4iniziare dall'estremità inferiore del normale intervallo di lavorazione raccomandato dal fornitore del materiale. Per migliorare l'aspetto o addirittura per espellere il pezzo, possono essere necessarie temperature più elevate. La temperatura dello stampo può anche influenzare le proprietà dimensionali, quindi occorre tenerne conto.
Contropressione
Più alta è la contropressione, più lunga sarà la rotazione della coclea, il che influisce sul tempo minimo di raffreddamento. Utilizzare una contropressione sufficiente per ottenere la consistenza della fusione, ma mantenerla il più bassa possibile per ridurre il tempo di rotazione della vite.
Apertura/chiusura dello stampo
Massimizzare le velocità di apertura e chiusura dello stampo per ridurre al minimo il tempo di apertura dello stampo. Si noti che le velocità di apertura e chiusura dello stampo sono influenzate dalla complessità delle guide, dei perni di svasatura, ecc.
Inoltre, fate attenzione alla chiusura a bassa pressione: volete mantenerla il più bassa possibile per proteggere lo stampo, ma ricordate che le impostazioni di velocità/pressione troppo basse possono aumentare il tempo di ciclo complessivo. Ancora una volta: la sicurezza e la protezione dello stampo vengono prima di tutto, poi l'ottimizzazione.

Espulsione
Se l'espulsione non è impostata correttamente, può rallentare il ciclo. Quando si imposta l'espulsione, utilizzare solo la corsa necessaria per far uscire il pezzo dallo stampo senza che rimanga incastrato nello stampo.
Anche la velocità e la pressione di espulsione sono importanti per ottenere tempi di espulsione più rapidi, ma quando si iniziano ad aumentare le impostazioni di velocità/pressione, occorre prestare attenzione alla spinta o alla rottura dei perni. In generale, la pressione minima e la velocità massima danno i migliori risultati.
Robotica
Anche la funzione robotica può influire sul ciclo. Gli effetti principali che possono essere ottimizzati sono due. Primo: il robot deve entrare e uscire rapidamente dallo stampo per evitare che il tempo di apertura dello stampo aumenti. Secondo: il robot deve rimanere in posizione in attesa dell'apertura dello stampo. Se possibile, impostare la posizione di attesa del robot sull'asse Y il più basso possibile per ridurre il tempo di estrazione.
La regolazione della temperatura dello stampo può ridurre il tempo di ciclo.Vero
Un adeguato controllo della temperatura dello stampo porta a un raffreddamento e a una solidificazione più rapidi, riducendo direttamente il tempo di ciclo.
L'ottimizzazione del tempo di ciclo è irrilevante per la qualità del prodotto.Falso
I tempi di ciclo ottimali contribuiscono a mantenere costante la qualità del prodotto, garantendo un raffreddamento e una formatura precisi del materiale.
Come ottimizzare il tempo di ciclo dello stampaggio a iniezione?
La razionalizzazione del tempo di ciclo nello stampaggio a iniezione è fondamentale per aumentare la produttività e ridurre i costi di produzione. Una gestione efficiente del tempo di ciclo porta a cicli di produzione più rapidi e a una migliore qualità della produzione.
L'ottimizzazione del tempo di ciclo dello stampaggio a iniezione attraverso il controllo della temperatura, la progettazione dello stampo e l'automazione migliora l'efficienza e riduce i costi, a vantaggio di settori come quello automobilistico e della produzione di beni di consumo.

Se si vuole risparmiare sulla produzione di parti in plastica, è necessario realizzare le proprie parti in plastica. macchina per lo stampaggio a iniezione5 funzionare più velocemente. Quando funziona più velocemente, produce più pezzi allo stesso tempo e utilizza la stessa quantità di elettricità. Ecco alcuni modi per rendere più veloce la macchina per lo stampaggio a iniezione.
Macchina per lo stampaggio a iniezione
Manutenzione della macchina di stampaggio a iniezione
Controllare e mantenere la macchina per lo stampaggio a iniezione. Verificare regolarmente la presenza di eventuali difetti o danni nella struttura della pressa a iniezione e ripararli in tempo per evitare guasti durante il processo di produzione.
Il sistema di iniezione della pressa a iniezione deve essere mantenuto libero da ostacoli per garantire che la massa fusa possa entrare nello stampo in modo rapido e stabile. Inoltre, la pulizia e la lubrificazione regolari delle parti meccaniche possono ridurre i guasti meccanici ed evitare i ritardi di produzione causati dai guasti.
Per migliorare il tempo di ciclo dello stampaggio a iniezione e l'efficienza della produzione, è necessario utilizzare attrezzature e tecnologie avanzate per le presse a iniezione. La scelta e l'utilizzo di macchine per lo stampaggio a iniezione di grandi dimensioni influiscono direttamente sull'efficienza e sull'effetto del processo di stampaggio a iniezione.
Le macchine per lo stampaggio a iniezione avanzate sono dotate di motori e sistemi idraulici ad alte prestazioni, che hanno una velocità di risposta più elevata e una maggiore precisione, in modo che il tempo del ciclo di stampaggio a iniezione sia più veloce e l'efficienza di produzione più elevata.
Allo stesso tempo, l'uso di sistemi di controllo automatizzati e intelligenti consente di ottenere una regolazione e un monitoraggio precisi dei parametri, migliorando la stabilità e la coerenza del processo di stampaggio a iniezione.

Messa a punto della macchina per lo stampaggio a iniezione
Le macchine per lo stampaggio a iniezione più vecchie possono avere problemi di prestazioni, come una pressione e una velocità di iniezione incoerenti. Ciò significa che ci vuole più tempo per iniettare la stessa quantità di materiale rispetto a una macchina nuova o a una macchina con una manutenzione migliore. Gli errori di pressione o di tempo di riempimento possono anche causare lo scarto dei pezzi, con conseguente aumento del tempo di produzione complessivo (e tempi di ciclo effettivi più lunghi).
Esperto di stampaggio a iniezione. Un buon stampaggio a iniezione non consiste solo nell'impostare la macchina e farla funzionare. Un esperto di stampaggio a iniezione sarà in grado di individuare le piccole regolazioni di variabili quali la velocità di iniezione, il buffer, il tempo di mantenimento e così via, che possono avere un grande impatto sulla qualità del pezzo e sul tempo di ciclo.
Utilizzo di macchine per lo stampaggio a iniezione ad alta velocità
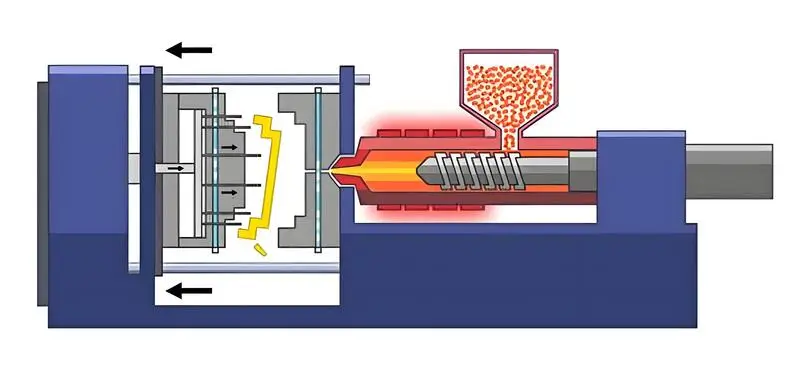
Le macchine per lo stampaggio a iniezione eseguono le seguenti fasi: fusione della plastica, iniezione, apertura dello stampo, chiusura dello stampo e sformatura. Il funzionamento della macchina per lo stampaggio a iniezione è uno dei motivi principali che influiscono sul tempo del ciclo di stampaggio a iniezione. Le macchine per lo stampaggio a iniezione ad alta velocità presentano molti vantaggi in termini di velocità.

Assicuratevi che la struttura dello stampo sia semplice e facile da lavorare, in altre parole, rendete la progettazione dello stampo il più difficile possibile. La maggior parte degli stampi può essere progettata in modi diversi e ci sono molti modi per smodellare. Semplificato progettazione di stampi6 può ridurre il tempo di ciclo dello stampaggio a iniezione.
Stampo
Considerare il design dello stampo
Oltre al materiale, anche lo stampo è un fattore importante per il tempo di raffreddamento. Un buon stampo lascia scorrere bene l'acqua e l'aria (due comuni refrigeranti). Il canali di raffreddamento7 deve essere mantenuto pulito e sgombro, in modo che i pezzi si raffreddino il più rapidamente e uniformemente possibile. Se i pezzi si raffreddano in modo non uniforme, si deformano e devono essere rottamati.
Durante la progettazione e la produzione degli stampi, i canali di raffreddamento devono essere disposti in modo ragionevole in base alle attuali esigenze di produzione per garantire un flusso d'acqua di raffreddamento sufficiente, ridurre al minimo l'adesione della superficie dello stampo, assicurare la scorrevolezza della superficie dello stampo, ecc.
Regolare la temperatura dello stampo
La modifica della temperatura dello stampo può avere un forte impatto sul tempo di ciclo. L'abbassamento della temperatura dello stampo può aumentare il tempo di raffreddamento e il tempo di ciclo. È possibile controllare la temperatura dello stampo regolando la temperatura del riscaldatore.
Ottimizzazione della progettazione degli stampi
L'ottimizzazione della progettazione dello stampo è un ottimo modo per ridurre i tempi di stampaggio. Il design del canale di colata deve essere il più semplice possibile per accorciare il percorso del flusso e accelerare il riempimento. Inoltre, una buona progettazione del sistema di raffreddamento può accelerare il raffreddamento della parte in plastica. Ma attenzione, se si raffredda troppo, il tempo di raffreddamento sarà più lungo, quindi è necessario bilanciare l'efficienza del raffreddamento e il tempo di ciclo.

Progettare la struttura dello stampo, il sistema di raffreddamento e il layout del canale di colata in modo da ridurre il tempo di raffreddamento e la resistenza al flusso di plastica, abbreviando così il ciclo.
Materiale
Scegliere il materiale plastico giusto
Alcuni materiali hanno una pressione di riempimento o una portata maggiore. Ciò significa che possono entrare più rapidamente nello stampo e riempire più velocemente tutte le cavità. La selezione dei materiali è spesso trascurata o ignorata, ma è bene considerare se le diverse proprietà delle resine sono adatte ai vostri pezzi.
Scegliere il giusto materiale plastico8 può fare una grande differenza nel ciclo. Quando si realizza il pezzo, è necessario utilizzare buone materie prime e scegliere materiali diversi per le diverse condizioni di produzione. I materiali con un basso punto di fusione e un'elevata fluidità possono riempire lo stampo più velocemente e raffreddarsi e solidificarsi più rapidamente, in modo da produrre il pezzo più velocemente.
Utilizzare resine facili da far fluire e che si solidificano rapidamente
L'utilizzo di resine che scorrono facilmente e si solidificano rapidamente può ridurre notevolmente i tempi di riempimento e raffreddamento. Ad esempio, le resine a bassa viscosità possono riempire lo stampo più velocemente, mentre quelle ad alta conducibilità termica possono contribuire ad accelerare il processo di raffreddamento. Tuttavia, nella scelta dei materiali è necessario considerare anche i requisiti del prodotto finito, come la forza, la resistenza alla temperatura e la resistenza chimica.

Processo di stampaggio a iniezione
Ottimizzazione del processo di stampaggio a iniezione
Per ridurre il tempo di ciclo durante la produzione, è possibile analizzare e regolare diversi parametri di processo. Ad esempio, è possibile regolare la velocità di iniezione, la pressione di iniezione e il tempo di mantenimento.
Per migliorare il tempo di ciclo dello stampaggio a iniezione e l'efficienza della produzione, è necessario ottimizzare il processo di stampaggio. processo di stampaggio a iniezione9. Progettando e ottimizzando il processo di stampaggio a iniezione, è possibile ridurre il tempo del ciclo di stampaggio a iniezione e migliorare l'efficienza produttiva.
La chiave parametri del processo di stampaggio a iniezione10 includono la velocità di iniezione, la pressione di iniezione, il tempo di raffreddamento, ecc. Regolando e ottimizzando questi parametri, è possibile ottenere il miglior effetto di stampaggio a iniezione e il miglior tempo di ciclo. Inoltre, anche la scelta ragionevole dei materiali per lo stampaggio a iniezione e la progettazione dello stampo hanno un impatto importante sul tempo di ciclo dello stampaggio a iniezione e sull'efficienza della produzione.
Regolazione dei parametri di processo per lo stampaggio a iniezione
La modifica dei parametri di processo per lo stampaggio a iniezione è un buon modo per accorciare il ciclo di stampaggio. Se si aumenta la velocità di iniezione, si può riempire lo stampo più velocemente, ma se si va troppo veloci si rischia di avere un flash o colpi corti, quindi è necessario trovare il giusto equilibrio.

Se si aumenta la temperatura dello stampo e del cilindro, la fusione fluirà meglio, ma se si sale troppo, si rischia di degradare il materiale o di creare uno stress interno eccessivo nel pezzo, con conseguenti ripercussioni sulla qualità. Inoltre, se si ottimizza il tempo di mantenimento e la pressione di mantenimento, è possibile assicurarsi che il pezzo sia completamente solidificato ed evitare inutili ritardi.
Spessore della parete
Lo spessore della parete è mantenuto allo spessore minimo
Questo approccio minimalista alla progettazione dei pezzi significa che è necessario iniettare meno materiale nella cavità dello stampo, riducendo così gradualmente il tempo di iniezione (che può far risparmiare tempo al materiale in molti cicli). Ricordate solo di considerare la resistenza richiesta per la parete del prodotto e di seguire le migliori pratiche di progettazione per ridurre al minimo lo spessore della parete.
Riduzione dello spessore della parete
L'assottigliamento della parete può non solo accelerare la fase di iniezione, ma anche influire direttamente sul tempo di raffreddamento. Meno spessore significa meno tempo di raffreddamento.
Inoltre, include anche un controllo ragionevole della velocità e della pressione di iniezione per ottenere il miglior effetto di riempimento, evitare problemi di riempimento eccessivo e insufficiente, e quindi ridurre il tempo di ciclo11.
Per rendere il raffreddamento più uniforme ed evitare i punti caldi, è possibile progettare un buon sistema di raffreddamento. sistema di raffreddamento12. In questo modo è possibile raffreddare più velocemente e produrre più pezzi. È inoltre possibile accorciare il ciclo controllando la durata dell'iniezione e il tempo di attesa prima di aprire lo stampo.

È possibile utilizzare un sensore per osservare il tempo di iniezione e il tempo di attesa prima di aprire lo stampo. Poi si può modificare il tempo di iniezione e di attesa prima di aprire lo stampo.
Quando si introducono apparecchiature automatizzate, come i bracci robotici, si può ridurre il tempo necessario per fare le cose a mano e rendere l'operazione più efficiente. Ciò significa che potete accorciare il vostro ciclo.
Utilizzate sistemi di monitoraggio avanzati e tecnologie di analisi dei dati per osservare in tempo reale tutti gli eventi che si verificano durante lo stampaggio a iniezione. In questo modo, è possibile individuare i problemi nel momento in cui si verificano e apportare modifiche per migliorare il ciclo.
La formazione degli operatori per migliorare le loro competenze e conoscenze in materia di stampaggio a iniezione può aiutarli a far funzionare meglio l'apparecchiatura e a controllare i vari parametri in modo più ragionevole, in modo da ottenere un ciclo più rapido.
L'ottimizzazione dei tempi di ciclo consente di risparmiare sui costi dello stampaggio a iniezione.Vero
Riducendo il tempo di ciclo complessivo, i produttori possono ridurre il consumo di energia e aumentare il numero di pezzi prodotti in un determinato periodo, con un notevole risparmio sui costi.
La riduzione del tempo di ciclo compromette sempre la qualità del prodotto.Falso
Un'adeguata ottimizzazione del tempo di ciclo può mantenere o addirittura migliorare la qualità del prodotto attraverso un controllo e un monitoraggio precisi dei parametri di stampaggio.
Conclusione
Il tempo di ciclo e l'efficienza produttiva sono fattori chiave per misurare le prestazioni delle presse a iniezione di grandi dimensioni. Con un mercato sempre più competitivo e clienti sempre più esigenti, le aziende di stampaggio a iniezione devono migliorare il tempo di ciclo e l'efficienza produttiva per rimanere in gioco.
In conclusione, ottimizzando il processo di stampaggio a iniezione, utilizzando attrezzature e tecnologie avanzate, adottando misure ragionevoli e migliorando continuamente, è possibile migliorare notevolmente il tempo del ciclo di stampaggio a iniezione e l'efficienza produttiva delle presse a iniezione di grandi dimensioni.
Le aziende di stampaggio a iniezione devono prestare molta attenzione alla domanda del mercato e allo sviluppo tecnologico, migliorare e innovare continuamente, migliorare il tempo del ciclo di stampaggio a iniezione e l'efficienza produttiva per mantenere la competitività e raggiungere uno sviluppo sostenibile.
-
La comprensione del tempo di ciclo è fondamentale per ottimizzare l'efficienza produttiva e la qualità del prodotto nei processi di stampaggio a iniezione. ↩
-
Uno studio sulla tenuta del gate può migliorare significativamente il tempo di ciclo e ridurre le incongruenze di stampaggio, rendendolo essenziale per l'ottimizzazione della produzione. ↩
-
L'esplorazione dei fattori del tempo di raffreddamento può portare a una migliore gestione del tempo di ciclo e a una migliore qualità del prodotto nello stampaggio a iniezione. ↩
-
La comprensione dell'effetto della temperatura dello stampo sul tempo di ciclo può aiutare a ottimizzare l'efficienza produttiva e la qualità dei pezzi. ↩
-
L'apprendimento delle pratiche di manutenzione può prevenire i guasti e migliorare la longevità e l'efficienza della macchina per lo stampaggio a iniezione. ↩
-
La comprensione della progettazione degli stampi è fondamentale per ottimizzare il tempo di ciclo; questa risorsa fornirà informazioni sulle strategie di stampaggio efficaci. ↩
-
La comprensione del design del canale di raffreddamento può migliorare significativamente l'efficienza dello stampo e ridurre i tempi di ciclo, rendendolo un aspetto cruciale della progettazione dello stampo. ↩
-
La scelta del giusto materiale plastico è fondamentale per ottimizzare l'efficienza produttiva e garantire la qualità del prodotto, rendendo questa risorsa essenziale per i produttori. ↩
-
L'ottimizzazione del processo di stampaggio a iniezione può portare a miglioramenti significativi del tempo di ciclo e dell'efficienza produttiva, che è fondamentale per una produzione competitiva. ↩
-
La comprensione di questi parametri è fondamentale per ottimizzare l'efficienza produttiva e ottenere risultati di alta qualità nello stampaggio a iniezione. ↩
-
La scoperta di strategie per ridurre il tempo di ciclo può aumentare significativamente la produttività e ridurre i costi dei processi produttivi. ↩
-
Quanti tipi di sistemi di raffreddamento esistono per gli stampi a iniezione? Il sistema di raffreddamento degli stampi a iniezione può essere suddiviso in raffreddamento ad aria, ad acqua e ad olio, a seconda del tipo di mezzo..... ↩







