 Vai al contenuto
Vai al contenuto 

Introduzione: Nel processo di controllo delle apparecchiature di riscaldamento, iniezione e raffreddamento durante il processo di stampaggio, soprattutto nel processo di iniezione, sono presenti molte variabili. Ad esempio, la temperatura del cilindro, la portata del sistema idraulico, la pressione idraulica, la temperatura dell'olio idraulico, la forza di chiusura, la temperatura ambiente, l'umidità, l'usura dell'attrezzatura, ecc.
Nel processo di produzione, i parametri di processo della pressa a iniezione non sono cambiati, ma la qualità dei prodotti in plastica realizzati cambierà. Quindi, come possiamo assicurarci che la qualità dei prodotti in plastica realizzati non cambi? Questo articolo risponde principalmente a questa domanda e riassume le tecniche per ottimizzare i processi di stampaggio a iniezione.
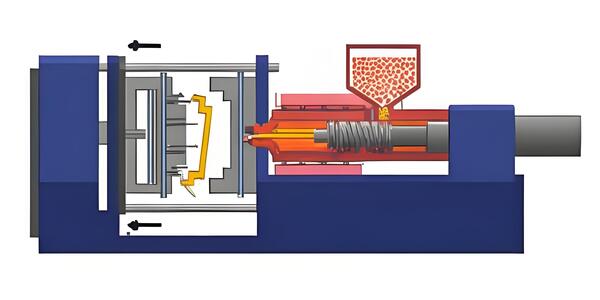
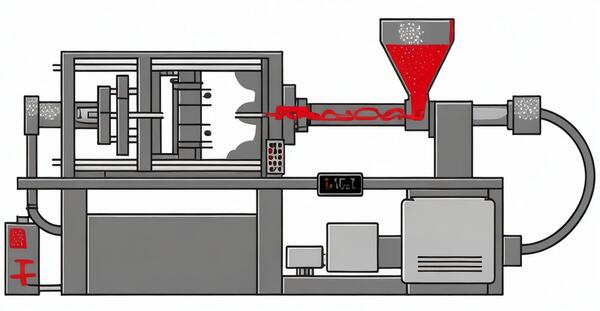
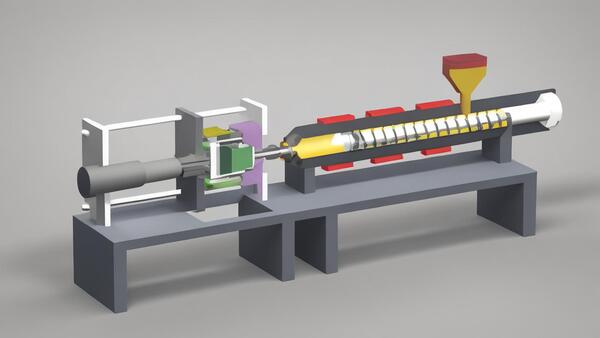
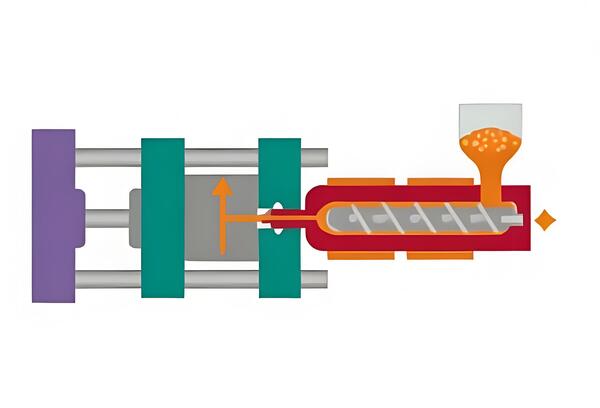
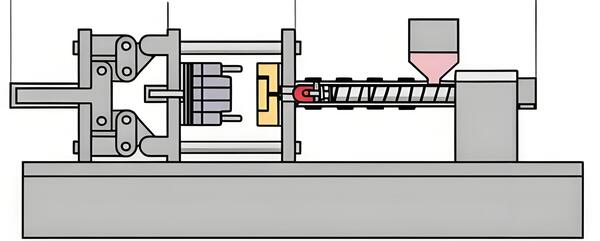
Che cos'è il processo di stampaggio a iniezione?
Lo stampaggio a iniezione è il processo di produzione di pezzi semilavorati di una certa forma attraverso la pressurizzazione, l'iniezione, il raffreddamento e la separazione di materie prime fuse.
Ottimizzazione dei parametri di stampaggio a iniezione
Si parla sempre di ottimizzare il stampaggio a iniezione ma cosa significa? Quali parametri dobbiamo migliorare per ottenere la migliore ottimizzazione? Ecco 10 parametri chiave che devono essere regolati nello stampaggio a iniezione per produrre parti in plastica coerenti e di alta qualità.
Velocità di iniezione
La velocità di iniezione della plastica influisce sul riempimento e sul raffreddamento del prodotto. Se si inietta troppo velocemente, il prodotto si brucia in superficie, si deforma e presenta altri problemi di qualità. Se si inietta troppo lentamente, il prodotto non si riempirà completamente. È quindi necessario scegliere la giusta velocità di iniezione in base alle dimensioni, al materiale e ad altre caratteristiche del prodotto.
Pressione dei colpi
La pressione di iniezione è la pressione applicata dalla macchina di stampaggio a iniezione alla plastica fusa durante il processo di iniezione. Se la pressione di iniezione è troppo alta, il prodotto si deforma. Se la pressione di iniezione è troppo bassa, la superficie del prodotto sarà ruvida. Pertanto, è necessario ottimizzare la pressione di iniezione e trovare un intervallo di pressione di iniezione adeguato per garantire la qualità del prodotto.
Temperatura dello stampo
La temperatura dello stampo influisce sulla velocità di raffreddamento e sul ritiro del prodotto. Se la temperatura è troppo alta, il prodotto si restringe troppo. Se la temperatura è troppo bassa, il prodotto presenta difetti sulla superficie. È quindi necessario determinare la temperatura giusta per lo stampo in base a fattori quali il punto di fusione del materiale e le dimensioni del prodotto.

Controllo della temperatura
Temperatura della plastica o di fusione: È importante controllare accuratamente la temperatura della plastica per fonderla in modo uniforme. Materiali diversi hanno requisiti di temperatura diversi e il mantenimento di un intervallo di temperatura corretto può evitare problemi come la fusione incompleta o la degradazione termica.
Temperatura dello stampo: Il controllo della temperatura dello stampo influisce sulla cristallinità, sul ritiro e sul tempo di ciclo del pezzo. Mantenere lo stampo alla temperatura consigliata aiuta a garantire che la resina abbia le proprietà meccaniche corrette.

Tempo di raffreddamento
Il tempo di raffreddamento è il tempo in cui il pezzo rimane nello stampo dopo che il materiale è stato iniettato e riempito. È necessario raffreddare il pezzo in modo che non si deformi e che si solidifichi in modo uniforme. Questo influisce anche sul tempo di produzione del pezzo.

Selezione del materiale plastico
Il tipo di plastica che si utilizza può avere un grande effetto sul modo in cui la stampaggio a iniezione processo. Plastiche diverse hanno punti di fusione, tassi di ritiro e proprietà di scorrimento differenti. Scegliere la plastica giusta per ciò che si sta cercando di produrre è importantissimo se si vuole che il pezzo venga realizzato nel modo desiderato.

Velocità della vite e contropressione
Velocità della vite: la velocità di rotazione della vite nella pressa a iniezione influisce sul taglio complessivo del materiale. La velocità della vite deve essere scelta in base al tipo di materiale e al contenuto di additivi. La velocità corretta della vite assicura la giusta quantità di taglio fornita dalla rotazione della vite e dalla geometria della vite.
Contropressione: mantenere la giusta contropressione sulla vite è importante per miscelare e amalgamare la plastica fusa. Contribuisce inoltre a fermare le bolle e a rendere i pezzi migliori.
Calibrazione della macchina di stampaggio a iniezione
Se si desidera che la macchina per lo stampaggio a iniezione sia precisa, è necessario calibrarla regolarmente. Ciò significa che è necessario calibrare le impostazioni di pressione, temperatura e temporizzazione della macchina.

Progettazione e manutenzione degli stampi
Una buona progettazione dello stampo, con le giuste prese d'aria, le guide e i canali di raffreddamento, è di grande aiuto nel processo di ottimizzazione. Una regolare manutenzione dello stampo è importante per evitare che problemi come l'usura, la corrosione o i danni influiscano sulla qualità dei pezzi.

Sistemi di monitoraggio e controllo
Utilizzando sistemi di monitoraggio e controllo avanzati come CoPilot®, è possibile monitorare ogni tipo di aspetto in tempo reale. In questo modo è possibile individuare rapidamente i problemi e risolverli, per continuare a migliorare nello stampaggio a iniezione.
Fasi di ottimizzazione del processo di stampaggio a iniezione
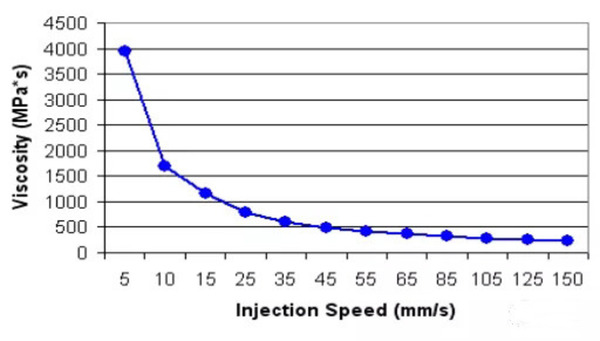
Curva di viscosità
La ragione per cui creiamo una curva di viscosità è quella di scegliere una buona velocità di iniezione che non faccia cambiare di molto la viscosità della massa fusa in caso di piccole variazioni. Vogliamo che le differenze tra uno stampo e l'altro siano il più possibile ridotte, in modo da poter produrre sempre gli stessi buoni pezzi.
Osservando la curva di viscosità, si può notare che quando la velocità di iniezione è superiore a 55 mm/s, la viscosità della massa fusa è praticamente stabile. Quindi, se si imposta la velocità di iniezione a 65 mm/s, si avrà una fase di riempimento costante. Piccole variazioni dei parametri non causano grandi cambiamenti nella viscosità della massa fusa.
Naturalmente, ci sono casi speciali in cui questa velocità ottimizzata non può essere utilizzata, come ad esempio la riduzione dell'alone del gate. In questo caso, la priorità è ovviamente l'aspetto estetico, ma la velocità ottimizzata dovrebbe essere utilizzata come riferimento per la curva di iniezione, ad esempio iniziando con una velocità bassa attraverso il gate per ridurre l'alone del gate e poi aumentando rapidamente fino a questa velocità ottimizzata.
Test di bilanciamento del flusso
Questo test è richiesto solo per gli stampi a più cavità, come 2 o più cavità. Lo scopo è quello di verificare la massima deviazione percentuale tra ciascuna cavità in diverse fasi di riempimento. Lo squilibrio di riempimento può essere accettabile o inaccettabile, a seconda dei requisiti di qualità del prodotto. Questa informazione è meglio determinata dopo il completamento della finestra di stampaggio dell'aspetto (fase 4).
Se si riesce a tenere il prodotto in mano e la finestra di stampaggio è grande, verificare se le dimensioni del prodotto rientrano nella tolleranza. Se lo sono, lo sbilanciamento del riempimento è corretto.

Se la finestra di stampaggio è piccola e la prima cavità da riempire presenta delle bave, mentre le altre cavità presentano scatti corti o segni di affossamento, è necessario scoprire il motivo dello squilibrio di riempimento.
Le ragioni principali di un riempimento sbilanciato sono generalmente quattro: dimensioni diverse dei canali, dimensioni diverse delle porte, dimensioni diverse degli scarichi e raffreddamento diverso. Tuttavia, questo motivo ha spesso poco effetto quando la macchina è appena avviata. Un'altra situazione è lo squilibrio causato dal taglio, soprattutto per gli stampi a canale freddo a 8 fori.
Test di caduta di pressione
Il test di caduta di pressione viene eseguito per verificare la quantità di pressione persa in diversi punti durante il riempimento. Di solito si tratta dell'ugello della macchina, del canale verticale, del canale principale, del canale secondario, del cancello e dell'estremità di riempimento.
Non utilizzare la pressione massima della macchina per lo stampaggio. Ad esempio, se la pressione massima della macchina è di 180 bar, la pressione massima richiesta per il riempimento non deve raggiungere i 180 bar. Se ciò accade, significa che la vite ha bisogno di una pressione maggiore per raggiungere la velocità di iniezione impostata, ma non può raggiungerla a causa delle limitazioni di pressione. Questa situazione si chiama "pressione limitata".
In genere, non si vuole superare i 90% della pressione massima della macchina durante il processo di iniezione. Se osservando la curva di caduta di pressione ci si trova nell'area "limitata dalla pressione" o si superano i 90% della pressione della macchina, individuare una sezione più ripida della curva di pressione e cercare di ridurre la caduta di pressione.

Ad esempio, nell'immagine a destra, la caduta di pressione attraverso il canale è molto elevata, il che significa che è necessaria una grande forza per spingere la plastica attraverso il canale. Aumentando il diametro del canale si può ridurre la pressione.
Modanatura d'aspetto Finestra
La finestra di processo cosmetico è un test molto importante. In genere, questa finestra di processo cosmetico è composta da pressione di imballaggio e temperatura del materiale (materiale amorfo), pressione di imballaggio e temperatura dello stampo (materiale cristallino).
La finestra di processo cosmetica indica quanto spazio si ha per regolare il processo pur ottenendo un pezzo accettabile. La situazione ideale è avere una finestra di processo più ampia. Se la finestra di processo è più piccola, è più facile che si verifichino difetti estetici.
Ad esempio, nell'immagine precedente, se la finestra di processo è più piccola, è più facile che si verifichino scatti brevi o flash dovuti alla fluttuazione del processo stesso. Un processo robusto prevede una finestra di processo più ampia per compensare le fluttuazioni del processo stesso.
La finestra di stampaggio dell'aspetto fornisce anche i limiti superiore e inferiore della temperatura del materiale/temperatura dello stampo e della pressione di mantenimento che possono essere utilizzati nelle successive prove di stampo dovute alla regolazione delle dimensioni o ai test DOE.
Test di congelamento del cancello
Per gli stampi a canale freddo o semi-freddo (da caldo a freddo), per garantire la ripetibilità tra gli stampi, la pressione di mantenimento deve essere mantenuta fino al completo raffreddamento del cancello.
Una volta generata la curva, scegliere un tempo dopo il quale il peso del prodotto smette di salire. Nella figura precedente, il peso del prodotto smette di salire dopo 7s, quindi per sicurezza e per tenere conto delle fluttuazioni del processo, impostare il tempo di attesa a 8s.
Va notato che un secondo in più nella fase di mantenimento non aumenta il tempo di ciclo, perché in questo lasso di tempo il cancello dovrebbe essersi congelato e solo il canale freddo sarà trattenuto per un breve periodo, mentre il prodotto ha già iniziato a raffreddarsi. Pertanto, il secondo in più deve essere sottratto dal tempo di raffreddamento per garantire lo stesso tempo di ciclo.
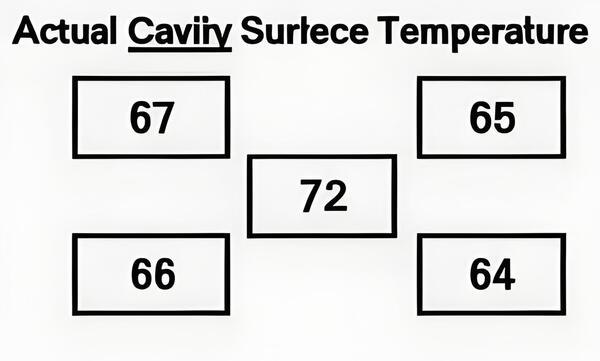
Mappa della temperatura dello stampo
Lo scopo della mappa della temperatura dello stampo è quello di registrare la distribuzione della temperatura istantanea della superficie dello stampo dopo l'espulsione del prodotto. Può essere utilizzata per confermare se il circuito dell'acqua di raffreddamento funziona o se ci sono "punti caldi".

Inoltre, queste informazioni possono essere utilizzate per risolvere problemi successivi. Ad esempio, quando le dimensioni del prodotto sono incoerenti, si può verificare se la temperatura della superficie dello stampo è la stessa di prima, utilizzando un pirometro a contatto per misurare la temperatura.
Dopo il primo avvio o arresto della macchina, la temperatura dello stampo aumenterà gradualmente fino a raggiungere uno stato stabile. Pertanto, è necessario misurare la temperatura dello stampo dopo che si è stabilizzata (almeno 10 stampi).

La figura sopra mostra 5 riquadri che possono essere utilizzati per stampi diversi. Ad esempio, se si sta testando uno stampo a 4 cavità, si registrano le misure nello stesso punto di ciascuna cavità nelle quattro caselle d'angolo e si lascia vuota la casella centrale. Se si sta testando uno stampo a una cavità, si utilizzeranno tutti e 5 i riquadri per rappresentare i diversi punti di misurazione.
Suggerimenti per ottimizzare il processo di stampaggio a iniezione
Cosa significa "ottimizzare" il processo di stampaggio a iniezione? In generale, significa che è necessario esaminare attentamente il flusso del processo per assicurarsi di raggiungere gli obiettivi nel modo più valido ed efficace possibile. Ecco cinque suggerimenti per aiutarvi a farlo.
Controllo di qualità tramite campioni di produzione
Il controllo qualità è una parte fondamentale dell'intero processo di produzione dello stampaggio. Spesso viene eseguito in post-produzione. Tuttavia, il controllo qualità dei pezzi campione è diverso. I pezzi campione possono svolgere un ruolo chiave nella ricerca dell'ottimizzazione del processo di stampaggio. stampaggio a iniezione processo.
Eliminano il rischio di test di produzione completi e di ottimizzazione. Inoltre, consentono di comprendere meglio il processo e le prestazioni della macchina in un ambiente più controllato.
Eseguendo piccoli lotti, è possibile verificare l'andamento dell'intero processo, controllando la qualità dei pezzi, il volume dei pallini e la temperatura di fusione del lotto di resina in uso. I risultati ottenuti con l'esecuzione di campioni e controlli di qualità ripagheranno spesso il tempo e il denaro spesi.
Analisi e valutazione della muffa
Un altro modo per ottimizzare il processo di stampaggio è quello di testare lo stampo con i materiali che si desidera utilizzare. Le resine e le formulazioni disponibili sono talmente tante che anche piccole differenze di viscosità, temperatura di fusione, temperatura dello stampo e così via, possono creare fluttuazioni e variazioni cumulative nel processo di stampaggio, con conseguenti scarti di pezzi e processi inefficienti.

Alcuni dei punti chiave del test degli stampi sono il test dei pallini corti, il tasso di riempimento e il modello, la valutazione del profilo di pressione, ecc.
Test e regolazione di stampi e processi di stampaggio
Una volta ottenute informazioni utilizzabili dalle prove sugli stampi e dal controllo di qualità dei pezzi campione, è possibile effettuare regolazioni di precisione che possono produrre grandi guadagni in termini di ottimizzazione del processo e di efficienza.

Ad esempio, se si riscontrano problemi di short-shot o tempi di riempimento incoerenti, è possibile regolare la progettazione e il layout dello stampo per ottimizzare tali problemi. Se le temperature dello stampo sono incoerenti o al di fuori di intervalli accettabili, è possibile regolare i tempi di riscaldamento e raffreddamento per ottenere i migliori risultati.
Parametri di processo e intervalli di prestazioni
Dalle macchine agli stampi alle resine, ogni parte del processo di stampaggio a iniezione ha un intervallo di prestazioni accettabile. Quando si apportano piccole (o grandi) modifiche ai componenti del processo utilizzando i risultati reali dei test, i risultati possono iniziare a sommarsi fino ad avere un grande impatto sui profitti, sui risultati e sul valore che si può dare ai clienti.

Creare o seguire un determinato processo di disegno degli esperimenti
Un processo che può essere ripetuto vi darà buone percentuali di pezzi, è facile da risolvere e vi darà la massima comprensione possibile del funzionamento del processo. La ripetibilità è importante da tenere presente anche quando si eseguono test per ottimizzare il processo di stampaggio a iniezione.
Altri suggerimenti per ottimizzare il processo di stampaggio a iniezione sono: controllare la temperatura della plastica entro l'intervallo raccomandato dal fornitore del materiale; riempire il più velocemente possibile e con il minor numero possibile di segmenti; separare il riempimento dal ritiro; riempire solo 95-99% del prodotto alla fine del riempimento.

Rallentare adeguatamente la velocità di riempimento per ridurre l'orientamento molecolare della plastica; garantire una pressione sufficiente durante la fase di riempimento; registrare e mantenere costante il tempo di riempimento; passare alla retrazione alla fine del riempimento; controllare la pressione e il tempo di retrazione.
Assicurarsi che la pressione venga mantenuta fino alla chiusura del cancello. Controllare la velocità e il tempo di raffreddamento. Assicurarsi che ci sia turbolenza nel canale di raffreddamento. Controllare la temperatura di ingresso e di uscita dell'acqua di raffreddamento. Non utilizzare la tecnologia di controllo della regolazione automatica.

Rendere il processo di plastificazione il più lento possibile senza aumentare il ciclo. Non segmentare la contropressione. Se le proprietà del materiale cambiano, non compensare regolando la temperatura, ma soprattutto regolando la velocità di riempimento.
"Progettazione sperimentale" significa che i test vengono eseguiti in modo pianificato, strutturato e registrato. In questo modo, se si riscontrano violazioni o altri problemi, è possibile risalire facilmente alla loro origine.

Conclusione
In sintesi, lo stampaggio a iniezione è un metodo di lavorazione comune, veloce, preciso e ripetibile. Ma ci sono sempre dei problemi. Quasi tutti gli stabilimenti di stampaggio a iniezione hanno problemi, come l'instabilità dell'iniezione, e i prodotti presentano sempre dei difetti.

Poiché le materie plastiche hanno caratteristiche proprie e le attrezzature di lavorazione sono complicate, lo stampaggio a iniezione è relativamente complicato. Un controllo e una regolazione ragionevoli di fattori quali materie prime, stampi e parametri di processo nel processo di stampaggio. stampaggio a iniezione Questo processo può migliorare efficacemente la qualità del prodotto e l'efficienza produttiva, ottimizzando la produzione dello stampaggio a iniezione.







