 Vai al contenuto
Vai al contenuto 

Lo stampaggio a iniezione è uno dei modi migliori per produrre oggetti. È veloce, può produrre molte cose in una volta sola ed è molto efficace nel produrre oggetti di alta qualità. Il motivo per cui è così buono è che prevede molte fasi e ogni fase è molto importante per assicurarsi che l'oggetto che si vuole realizzare venga prodotto nel modo desiderato. In questo post del blog, esamineremo tutte le fasi dello stampaggio a iniezione, in modo che possiate vedere come si passa da un'idea a un oggetto reale.
Processo di stampaggio a iniezione
Principi di base e applicazioni dello stampaggio a iniezione
Lo stampaggio a iniezione è un processo che trasforma i pellet di plastica in uno stato liquido utilizzando il calore e poi li spinge attraverso un ugello in uno stampo. Una volta raffreddata, la plastica diventa solida e viene rimossa dallo stampo. Stampaggio a iniezione è un modo economico ed efficace per produrre molti pezzi di plastica in una sola volta, utilizzando un unico stampo. Con questo processo si possono realizzare tutti i tipi di parti in plastica utilizzate nei motori delle auto, negli elettrodomestici e nei contenitori per alimenti.

Importanza dello stampaggio a iniezione nell'industria moderna
Con la continua crescita della domanda dei suoi derivati, la tecnologia di stampaggio a iniezione sta diventando sempre più importante nella produzione industriale. La tecnologia di stampaggio a iniezione è una forma di produzione automatizzata che accelera il processo produttivo. Inoltre, poiché lo stampaggio a iniezione della plastica utilizza utensili altamente precisi e ha tolleranze dimensionali esatte, è possibile produrre in modo più redditizio e con un prodotto finale di qualità superiore.
Inoltre, produzione di stampaggio a iniezione offre molti vantaggi, come le ampie applicazioni, l'elevata automazione, la stabilità della produzione e l'efficienza della qualità. Soprattutto durante la pandemia, l'industria dei connettori ha dovuto cambiare rapidamente direzione e produrre molti dispositivi medici per soddisfare esigenze normali e impreviste. Questo approccio è stato ben accolto dalla società.

Processo di produzione dello stampaggio a iniezione
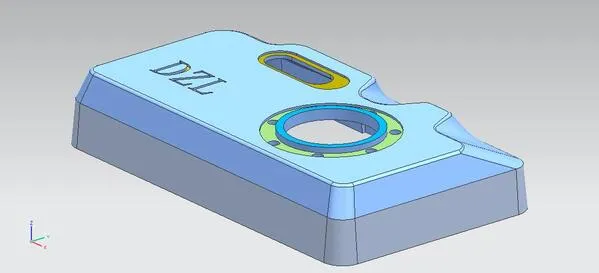
Progettazione e produzione di prototipi
Ogni buon progetto di stampaggio a iniezione inizia con una buona progettazione e una produzione di prototipi di qualità. Si tratta della prima fase del processo di sviluppo del prodotto, in cui ingegneri e progettisti utilizzano le loro menti creative per sviluppare prodotti e tradurre le idee in dettagli tecnici. Il software CAD (Computer-Aided Design) è uno dei principali strumenti utilizzati nella produzione additiva. Aiuta a creare progetti che contengono dettagli su dimensioni, requisiti e livelli di tolleranza, in modo che i materiali possano essere aggiunti in base alle istruzioni dettagliate e allineati per ottenere la precisione.
Il pensiero progettuale coinvolge anche l'estetica. Gli ingegneri devono considerare un'ampia gamma di fattori, come la selezione dei materiali, la geometria dei pezzi e la producibilità. Si stanno sviluppando simulatori avanzati e complessi per simulare prove di progetti concettuali per parti complesse. Questi simulatori consentono di prevedere i potenziali problemi, di identificare le aree da ottimizzare e di produrre prototipi.
La prototipazione è il processo di realizzazione di modelli che combinano la verifica di progetti concettuali con la realizzazione effettiva di oggetti fisici. La rapida evoluzione di tecnologie come la stampa 3D consente rapide iterazioni e aggiustamenti fino a quando il progetto del prodotto soddisfa i criteri di prestazione e viene approvato dai comitati estetici. I designer possono fare la stessa cosa, ma al posto di elementi come vestibilità, forma e funzione, apportano le modifiche che ritengono opportune per ottenere i risultati desiderati.
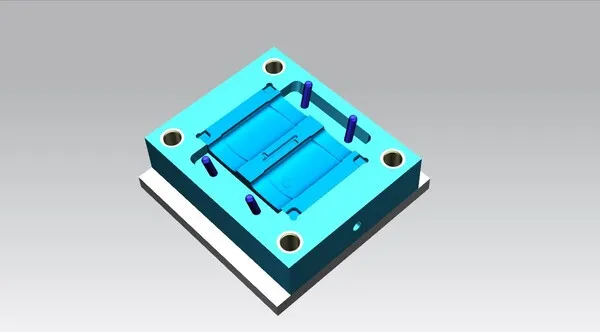
Produzione di stampi
Lo stampaggio a iniezione ruota attorno allo stampo, uno strumento preciso che determina la forma e le caratteristiche del prodotto finale. La realizzazione di uno stampo è un processo di precisione minuziosa che richiede alla macchina di creare il pezzo in lavorazione rimuovendo il materiale. In genere, i pezzi sono realizzati in acciaio o alluminio e vengono creati mediante fresatura o lavorazione meccanica per creare le forme e le finiture superficiali desiderate.

La complessità dello stampo dipende dalla complessità dei pezzi. Si può avere uno stampo che produce pezzi semplici con una sola cavità, e si può migliorare per produrre un numero di pezzi due o tre volte superiore con uno stampo multi-cavità o familiare. Oltre a occuparsi dei sistemi di scorrimento, di sfiato e di raffreddamento, la progettazione dello stampo deve considerare anche aspetti quali la posizione delle porte, i canali di raffreddamento e le linee di separazione per garantire che il pezzo sia di buona qualità.
Dopodiché, testiamo lo stampo e ci assicuriamo che sia pronto per l'uso. Vogliamo assicurarci che funzioni a lungo senza problemi. Eseguiamo prove di stampo per capire, ad esempio, quanta plastica inserire nello stampo, quanto tempo ci vuole per produrre un pezzo e quanto possiamo avvicinarci alle dimensioni desiderate. Potremmo dover modificare alcuni elementi dello stampo per farlo funzionare meglio.

Preparazione del materiale
Una volta pronto lo stampo, si passa alla preparazione del materiale. Lo stampaggio a iniezione può utilizzare un'ampia gamma di termoplastici e termoindurenti, che vengono selezionati in base alle esigenze specifiche dell'applicazione. Le resine polimeriche grezze, sotto forma di pellet o granuli, passano attraverso diverse fasi per essere pronte per lo stampaggio.
Quando si tratta di scegliere i materiali per stampaggio a iniezioneLa qualità del prodotto finale è fondamentale perché influisce sia sulle proprietà del pezzo che sul costo. In questo caso, gli ingegneri devono considerare aspetti come la resistenza meccanica, la stabilità chimica e la resistenza ambientale per scegliere il materiale giusto. È inoltre necessario assicurarsi che il materiale funzioni con il processo di stampaggio, il che significa che deve avere le giuste caratteristiche di flusso di fusione e il giusto comportamento di contrazione. In questo modo, si può essere certi di ottenere risultati coerenti e ripetibili.

Il processo di produzione consiste nel mescolare alla resina di base additivi come coloranti, stabilizzatori o rinforzi per migliorarne il funzionamento o per ottenere le prestazioni desiderate. Si può ricorrere alla miscelazione di materiali o a materiali premiscelati per facilitare il lavoro e assicurarsi che gli additivi siano distribuiti nella resina.
Una buona preparazione del materiale è alla base di una qualità costante della fusione, di un buon flusso e di una buona finitura dei pezzi. I sistemi di movimentazione dei materiali utilizzano trasportatori, essiccatori e trasportatori di stoccaggio dei pellet per ridurre l'umidità durante lo stoccaggio e la produzione, per evitare che i pellet di resina si degradino e si contaminino.

Iniezione
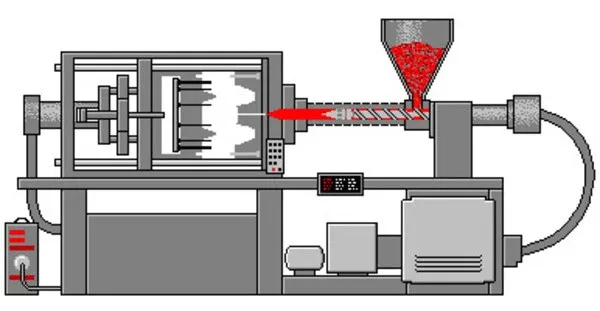
Il processo di stampaggio a iniezione inizia riempiendo l'area contrassegnata dello stampo con materiale polimerico fuso. Il processo inizia quando lo stampo viene chiuso e la resina polimerica viene iniettata attraverso un ingresso specifico chiamato canale di colata, creando un sistema chiuso.
Le macchine per lo stampaggio a iniezione possono avere dimensioni e configurazioni diverse, ma hanno tutte le stesse parti di base e funzionano allo stesso modo. La vite è la parte che gira e muove la plastica, la fonde e la mescola in modo che sia tutta uguale.
La vite, regolata da motori idraulici o elettrici, consente un migliore controllo del volume di iniezione, della velocità della vite e della pressione.
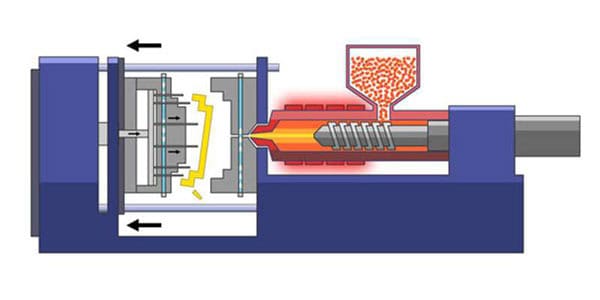
Il materiale liquido viene quindi sparato nello stampo, riempiendo il foro e assumendo la forma esatta e i dettagli determinati dallo stampo. Il riempimento perfetto si ottiene controllando la pressione e la temperatura del processo, riducendo al minimo la possibilità di difetti e assicurando la consistenza e la qualità di ogni foro. I parametri di iniezione vengono impostati in base al materiale, alla forma del pezzo e al programma di produzione. Questi parametri comprendono la velocità di iniezione, il vuoto, la pressione di imballaggio e di mantenimento e il tempo di raffreddamento.

Raffreddamento e solidificazione
Successivamente, il materiale fuso viene versato nello stampo, dove si raffredda e si solidifica. Per ottenere le proprietà desiderate e prevenire eventuali crepe, il processo di raffreddamento deve essere il più rapido e uniforme possibile. Lo stampo è dotato di fessure o canali che favoriscono il trasferimento del calore, in modo che il materiale si raffreddi e si solidifichi rapidamente.
Il tempo di raffreddamento è personalizzato in base a variabili quali la geometria del pezzo, il tipo di materiale e il design dello stampo. Il raffreddamento è importante perché, se non viene eseguito correttamente, il pezzo può deformarsi, restringersi o presentare tensioni interne che possono influire sulla qualità e sulle prestazioni del pezzo. Per il controllo della temperatura dello stampo, si utilizzano sistemi di circolazione termica, ad acqua o ad olio, per stabilizzare i tassi di raffreddamento e ottenere una lavorazione uniforme.
Le nuove tecnologie di raffreddamento, come il raffreddamento conformale, utilizzano la produzione additiva per creare canali di raffreddamento che si adattano alla forma del pezzo, migliorando il trasferimento di calore e le prestazioni e riducendo i tempi di lavorazione. Con il software, i progettisti possono modellare l'ottimizzazione del sistema di raffreddamento, il trasferimento di calore e le mappe di temperatura e identificare i punti caldi o le aree che necessitano di maggiore raffreddamento.

Espulsione e rifilatura
Una volta che il pezzo è stato rinforzato al grado richiesto, lo stampo si apre e il pezzo appena formato viene rimosso dalla cavità. La macchina, dotata di perni o piastre di espulsione, ad esempio, consentirebbe di sganciare il pezzo dalla sede senza deformare la geometria o danneggiare le condizioni della superficie.
Ciò può richiedere alcune operazioni extra, come il taglio di parti extra e di scaglie dal pezzo. Il taglio, detto anche rifilatura o lavorazione, è l'ultima operazione che si fa per realizzare il pezzo. Si taglia o si modella il pezzo per dargli la giusta dimensione e forma. Le macchine che tagliano il pezzo utilizzano il taglio, la rettifica o la sabbiatura per eseguire il lavoro. In questo modo il tempo necessario per eseguire il lavoro è molto più breve e non c'è bisogno di personale per farlo.

Controllo qualità e finitura
Infine, il processo di stampaggio prevede una serie di test di qualità durante le fasi finali e le operazioni di finitura. Effettuiamo ispezioni per assicurarci che le dimensioni, l'integrità strutturale e l'aspetto generale dei pezzi siano corretti. Le macchine di misura a coordinate (CMM) e gli scanner ottici sono esempi di strumenti metrologici ad alta tecnologia che utilizziamo per controllare la qualità e assicurarci di rispettare le specifiche e gli standard.
Il controllo dimensionale consiste nel misurare gli elementi importanti di un pezzo. Si misura anche la rugosità della superficie. Il controllo statistico del processo (SPC) è il momento in cui si tiene traccia di come vanno le cose e ci si assicura di produrre pezzi di qualità. Si possono anche usare i raggi X o gli ultrasuoni per guardare all'interno di un pezzo e vedere se c'è qualcosa che non va.

I pezzi che non soddisfano i requisiti estetici possono essere sabbiati o sottoposti a un altro trattamento superficiale. Possiamo anche verniciare, assemblare o eseguire altri lavori finali per migliorare il funzionamento di questi pezzi. Se dobbiamo eseguire operazioni speciali, dovremo eseguire un lavoro di sottoassemblaggio, che potrebbe includere la lavorazione, la saldatura o l'incollaggio, per aggiungere altre parti o caratteristiche. Abbiamo procedure di controllo della qualità per assicurarci di soddisfare i requisiti delle condizioni e garantire che i nostri clienti siano soddisfatti di ciò che produciamo.

Fattori che influenzano il processo di stampaggio a iniezione
Controllo della temperatura
1. Temperatura della canna
Il controllo della temperatura è fondamentale in questo processo e i parametri da controllare sono tre: temperatura del cilindro, temperatura dell'ugello e temperatura dello stampo. Le prime due temperature influenzano principalmente il flusso e la cristallizzazione della plastica, mentre l'ultima è la più importante perché può controllare il raffreddamento e il flusso. Ogni tipo di plastica ha una temperatura di scorrimento diversa e, anche all'interno dello stesso tipo di plastica, gradi e fonti diverse hanno temperature di scorrimento e decomposizione diverse. Di conseguenza, le proprietà chimiche della resina possono cambiare, in relazione al peso molecolare medio e alla distribuzione del peso molecolare. La temperatura del cilindro dell'utensile manuale varia a seconda del tipo di macchina a iniezione, quindi anche la scelta del cilindro è diversa.

2. Temperatura dell'ugello
Di solito, la temperatura dell'ugello non è molto inferiore alla temperatura massima del cilindro. In questo modo si evita che il materiale fuso coli fuori dall'ugello, fenomeno chiamato anche "sbavatura". La temperatura dell'ugello di fusione non deve essere troppo bassa, per evitare che il materiale fuso si congeli troppo presto e intasi l'ugello o i pezzi.
3. Temperatura dello stampo
La temperatura dello stampo è il fattore più importante che influenza le proprietà e l'aspetto del pezzo. Le temperature alte e basse dello stampo sono influenzate da vari fattori, come la presenza di cristallinità, le dimensioni e il design dello stampo, le proprietà del pezzo e altre condizioni di processo (come la temperatura della massa fusa, la velocità e la pressione di iniezione, il tempo di ciclo, ecc.)

Controllo della pressione
Stampaggio a iniezione La pressione comprende la pressione di plastificazione e la pressione di iniezione, che influiscono direttamente sulla plastificazione e sulla qualità del prodotto.
1. Pressione di plastificazione
(Pressione inversa) In una macchina a vite con ugello di iniezione, la pressione di plastificazione della vite aumenta il diametro della vite alla graduazione. La forza nel sistema è controllata dalla valvola di sicurezza del sistema idraulico. Ciò significa che se la pressione di plastificazione rimane allo stesso livello con la potenza di azionamento, l'aumento della pressione di plastificazione aumenterà la temperatura della massa fusa, ma diminuirà la velocità di plastificazione. D'altra parte, una pressione di plastificazione più elevata porta solitamente alla produzione di prodotti plastici che non solo hanno una temperatura e un colore uniformi, ma sono anche privi di gas che possono essere rimasti intrappolati nella massa fusa. Nella maggior parte dei casi, la pressione viene impostata al valore più basso possibile per ottenere e mantenere una buona qualità del prodotto. In pratica, la pressione di plastificazione sarà determinata dal tipo di plastica scelta, ma raramente raggiungerà il valore di 20 kg/cm².

2. Pressione di iniezione
Attualmente, quasi tutte le macchine per lo stampaggio a iniezione utilizzano la stessa pressione per la pressione della plastica e la pressione di iniezione (convertita dal circuito dalla pressione dell'olio). La pressione di iniezione serve a vincere la resistenza causata dal flusso della massa fusa dal cilindro alla cavità, a riempire lo stampo a una certa velocità e a compattare la massa fusa.

Ciclo di stampaggio
Il tempo necessario per completare un processo nello stampaggio a iniezione è chiamato ciclo di stampaggio o ciclo di stampaggio. Il processo di colata attraverso gli stampi è direttamente correlato alla produttività della manodopera e all'utilizzo delle attrezzature. Pertanto, nel processo di produzione, la durata della fase di stampaggio deve essere ridotta, pur mantenendo il massimo livello di qualità. Il tempo di iniezione e il tempo di raffreddamento sono le fasi chiave del ciclo di stampaggio. processo di stampaggio a iniezioneche hanno l'impatto più diretto sulla qualità del prodotto. Il tempo di riempimento è direttamente proporzionale alla velocità di riempimento (l'inverso del tempo). Nella produzione, il tempo di riempimento del materiale è solitamente di 3-5 secondi.

Il tempo in cui la plastica nella cavità è sotto pressione è chiamato tempo di impaccamento. È molto importante e rappresenta una buona parte del tempo totale di iniezione. Di solito è compreso tra 20 e 120 secondi (in casi estremi, da 5 a 10 minuti per pezzi spessi). Il tempo di impaccamento determina le dimensioni finali del prodotto dopo la solidificazione della massa fusa nell'ugello della pressa. Il tempo di impacchettamento dello stampo viene calcolato in base alle condizioni di temperatura dello stampo e del materiale, nonché alla larghezza della sezione di alimentazione e del canale di scorrimento, chiamato gate. La pressione con il minor tasso di ritiro del prodotto deve essere selezionata come standard in base alle dimensioni del canale principale e della porta e alle condizioni di processo. Il tempo di raffreddamento dipende dallo spessore del prodotto, dalle proprietà termiche e cristalline della plastica e dalla temperatura dello stampo. La cosa più importante è evitare che il prodotto si modifichi durante il processo di apertura dello stampo. Di solito si tratta di un tempo compreso tra 30 e 120 secondi. Se il tempo di raffreddamento è troppo lungo, è una perdita di tempo. Non solo si riduce l'efficienza produttiva, ma è anche difficile estrarre parti complesse e sottili, e potrebbe essere difficile estrarle senza causare stress da sformatura. In altri casi, la forma del tempo di stampaggio dipende da come la lavorazione del materiale è ininterrotta e orientata alla macchina, e da quanto sono integrati i processi di stampaggio e riempimento.
Tendenze della tecnologia di stampaggio a iniezione
In futuro, lo stampaggio a iniezione sarà più flessibile e rimarrà invariato. Quanto più estremi sono i problemi ambientali a livello mondiale, tanto più è probabile che la produzione verde diventi una nuova tendenza nell'industria manifatturiera. Le tecnologie di lavorazione CNC e di stampaggio a iniezione non acquistano materie prime e non producono rifiuti durante il processo di produzione, ma giocheranno un ruolo maggiore nella futura produzione verde. Inoltre, lo sviluppo della tecnologia dell'automazione sarà favorito dalla crescita del mercato. tecnologia di stampaggio a iniezioneche sarà migliore e avrà meno probabilità di fallire.

Conclusione
Lo stampaggio a iniezione è un processo altamente sviluppato che prevede diverse fasi. Ogni fase è importante per produrre pezzi e prodotti finiti di alta qualità. Comprendere la sequenza di ogni fase, dalla progettazione alla produzione di prototipi, fino all'ispezione prima del rilascio del prodotto finale, è fondamentale per i produttori per migliorare i loro metodi di produzione, controllare la qualità e produrre i prodotti migliori. Il futuro dello stampaggio a iniezione è plasmato da altre tecnologie e dall'uso di nuovi materiali e tecniche più efficienti, precise e versatili.







