

Le **coste** sono elementi sottili, simili a pareti, integrati nelle parti in plastica per aggiungere resistenza strutturale e rigidità senza aumentare lo spessore complessivo della parete. La regola d'oro della progettazione delle nervature è mantenere uno spessore di **40% a 60%** dello spessore nominale della parete. La violazione di questo rapporto porta spesso a difetti estetici come i **segni di affondamento**. Angoli di sformo adeguati (0,5°-1,5°) e raggi di base sono essenziali per l'espulsione dello stampo e la riduzione delle sollecitazioni.
Definizione: Costole di plastica
Nel contesto di Stampaggio a iniezione, a Costola è un elemento strutturale che si estende perpendicolarmente a una parete o a un piano di una parte in plastica. La sua funzione principale è quella di aumentare la rigidità a flessione (momento d'inerzia) del componente senza aggiungere peso o tempo di ciclo significativi, come accadrebbe se l'intero spessore della parete fosse aumentato.
Le nervature sono utilizzate anche come guide di flusso per assistere la plastica fusa, come ad esempio Polipropilene (PP) o Acrilonitrile Butadiene Stirene (ABS)-nel riempimento di sezioni sottili della cavità dello stampo.
Parametri di progettazione e linee guida fondamentali
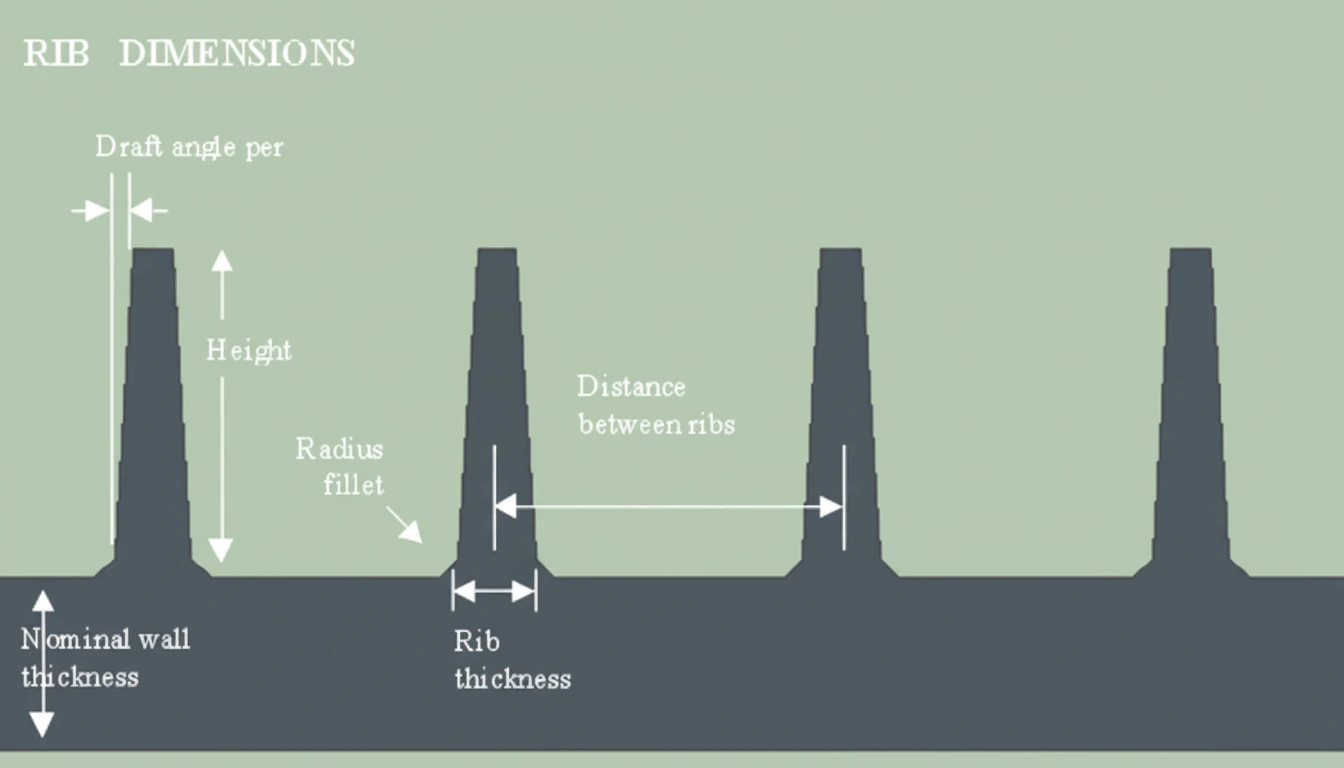
Per evitare difetti di fabbricazione, la geometria delle nervature deve rispettare rigorosamente rapporti specifici rispetto alla Spessore nominale della parete (t).
| Parametro | Valore/intervallo consigliato | Note chiave |
|---|---|---|
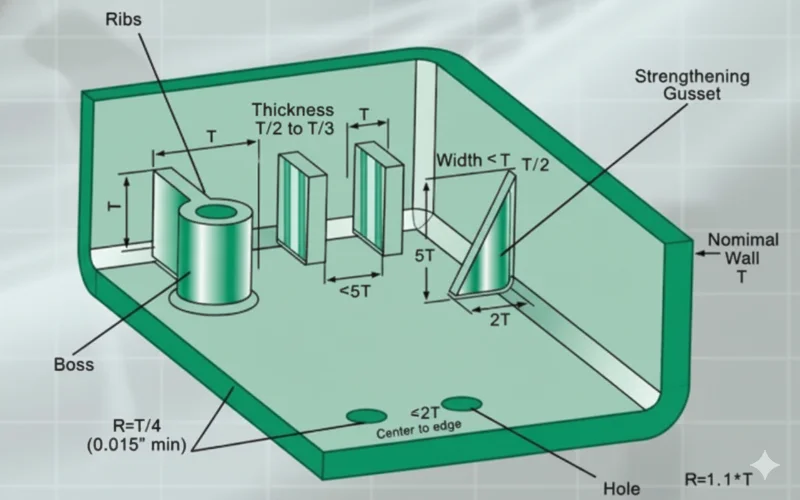
| Spessore della nervatura (w) | 40% - 60% di parete nominale (t) | Il superamento di 60% aumenta il rischio di segni di lavandino1 sulla superficie visibile (lato A). |
| Altezza della nervatura (h) | Max 3,0 × parete nominale (t) | Un'altezza eccessiva richiede una pressione di iniezione più elevata e crea rischi di trappole di gas; le nervature profonde sono difficili da raffreddare. |
| Angolo di sformo | Da 0,5° a 1,5° per lato | Essenziale per l'espulsione. Ridurre il tiraggio solo se la superficie della costola è strutturata o lucidata ad alto livello. |
| Raggio di base (filetto) | 0,25 × parete nominale (t) | Si consiglia un raggio minimo di 0,25 mm per ridurre le concentrazioni di tensione e migliorare il flusso. |
| Distanza tra le nervature | Min 2,0 × parete nominale (t) | Una distanza troppo ravvicinata crea nello stampo aree "sicure per l'acciaio" che sono difficili da raffreddare (dissipatori di calore). |
| Spessore della punta | Min 0,75 mm | Assicurarsi che la punta sia sufficientemente spessa per consentire lo sfiato del gas ed evitare tiri corti. |
Lo spessore della nervatura deve essere mantenuto tra 40% e 60% dello spessore della parete adiacente per evitare segni di affondamento.Vero
Mantenendo la nervatura più sottile della parete, si riduce al minimo la massa di materiale nell'intersezione, garantendo un raffreddamento uniforme ed evitando depressioni superficiali.
La realizzazione di nervature spesse quanto la parete principale crea il pezzo più robusto con la migliore finitura superficiale.Falso
Le nervature spesse creano punti caldi che si raffreddano lentamente, causando il restringimento del materiale verso l'interno e creando segni di affossamento visibili sulla superficie opposta.
Vantaggi e svantaggi
L'uso efficace delle nervature richiede un equilibrio tra esigenze strutturali e requisiti estetici.
| Vantaggi | Svantaggi |
|---|---|
| Rigidità migliorata: Aumenta notevolmente la rigidità senza ispessire l'intero pezzo. | Rischi del marchio di lavanderia: Rapporti di spessore impropri (>60%) provocano depressioni superficiali visibili. |
| Risparmio di materiale: Utilizza meno resina plastica rispetto all'aumento dello spessore della parete globale. | Complessità dello stampo: Richiede l'elettroerosione (Electrical Discharge Machining) per tagliare le scanalature profonde delle nervature nell'utensile dello stampo. |
| Riduzione del tempo di ciclo: Le nervature più sottili si raffreddano più rapidamente di una parete spessa e solida. | Problemi di espulsione: Le costole profonde con un tiraggio insufficiente possono attaccarsi allo stampo. |
| Resistenza alla curvatura: Le nervature posizionate correttamente (ad esempio, il tratteggio) aiutano a mantenere la planarità del pezzo. | Concentrazione dello stress: Gli spigoli vivi alla base della nervatura possono causare il cedimento del pezzo sotto carico. |
Scenari applicativi comuni
- Involucri per l'elettronica: Rinforzo di pareti sottili in custodie per computer portatili o telecomandi realizzati in Policarbonato (PC) per superare i test di caduta.
- Rivestimento per autoveicoli: irrigidire i pannelli degli strumenti o i rivestimenti delle porte grandi e piatti per evitare flessibilità e vibrazioni.
- Imballaggi per i consumatori: Rafforzare i bordi e le basi di contenitori o casse a pareti sottili.
- Staffe strutturali: Supporto di carichi pesanti nei componenti interni degli elettrodomestici (ad esempio, gli ingranaggi delle lavatrici).
- Ragnatele di ingranaggi: Riduzione della massa negli ingranaggi in plastica mantenendo la resistenza radiale.
Processo di progettazione passo dopo passo
Seguire questo flusso di lavoro per integrare le nervature nella progettazione CAD e ottenere un risultato ottimale. Progettazione per la produzione (DFM)2.
- Stabilire la parete nominale (t): Definire lo spessore della parete di base della parte (ad esempio, 3,0 mm).
- Calcolare lo spessore della nervatura (w): Moltiplicare t per 0,5 (50%). L'ideale è impostare lo spessore della nervatura alla base a 1,5 mm.
- Determinare l'altezza: Assicurarsi che la nervatura non sia più alta di 3 × t (ad esempio, 9,0 mm). Se è necessaria una maggiore resistenza, utilizzare più nervature più corte piuttosto che una sola nervatura alta.
- Applicare la bozza: Aggiungere un angolo di sformo di almeno 0,5° su ciascun lato della nervatura per facilitare il rilascio del pezzo.
- Aggiungere i filetti: Aggiungere un raggio di 0,25 × t (ad esempio, 0,75 mm) alla base dove la nervatura incontra la parete per distribuire le sollecitazioni.
- Controllare la spaziatura: Se si utilizzano più nervature, assicurarsi che lo spazio tra di esse sia di almeno 2 × t (ad esempio, 6,0 mm) per consentire l'apertura di canali di raffreddamento dello stampo.
L'aggiunta di raggi di base (filetti) alle nervature riduce significativamente la concentrazione di sollecitazioni meccaniche e favorisce il flusso del materiale.Vero
Gli spigoli vivi fungono da riserbatoi di sollecitazioni dove iniziano le cricche; i raggi distribuiscono il carico e aiutano la plastica fusa a fluire senza problemi nell'elemento della nervatura.
Le nervature devono essere sempre orientate parallelamente alla direzione di apertura dello stampo, senza alcun angolo di sformo.Falso
Sebbene le nervature siano solitamente parallele all'imbutitura, l'angolo di sformo è obbligatorio. In assenza di tiraggio, l'effetto del vuoto e l'attrito faranno sì che la nervatura si incastri nello stampo durante l'espulsione.
FAQ: Progettazione della nervatura per lo stampaggio a iniezione
D1: Perché le nervature causano segni di affondamento sul lato opposto?
A1: I segni di affondamento si verificano perché l'intersezione tra la nervatura e la parete contiene più massa di materiale. Quest'area trattiene il calore più a lungo e si raffredda più lentamente. Quando si solidifica, si ritira verso l'interno, tirando la superficie verso il basso. Mantenere le nervature sottili (<60% della parete) riduce al minimo questa massa.
D2: Posso utilizzare le nervature per sostituire interamente lo spessore della parete piena?
A2: Sì, questo è un principio fondamentale del "coring out". Invece di un blocco solido di 10 mm, i progettisti utilizzano un guscio di 3 mm con nervature interne. In questo modo si riducono il peso e il tempo di raffreddamento, mantenendo l'integrità strutturale.
D3: Cosa succede se ho bisogno di una costola più spessa della 60% raccomandata?
A3: Se l'analisi strutturale richiede una nervatura spessa, considerare l'utilizzo di Stampaggio a iniezione con assistenza a gas o di schiuma strutturale. In alternativa, utilizzare una piastra o una texture cosmetica sul lato A per nascondere gli inevitabili segni del lavandino.
D4: In che modo la selezione dei materiali influisce sulla progettazione delle nervature?
A4: Materiali ad alto ritiro come Polietilene (PE) o Poliossimetilene (POM) sono più soggetti a segni di affondamento e deformazioni. Per questi materiali, attenersi rigorosamente all'estremità inferiore del rapporto di spessore (40%). Materiali amorfi a basso ritiro come ABS/PC sono leggermente più indulgenti.
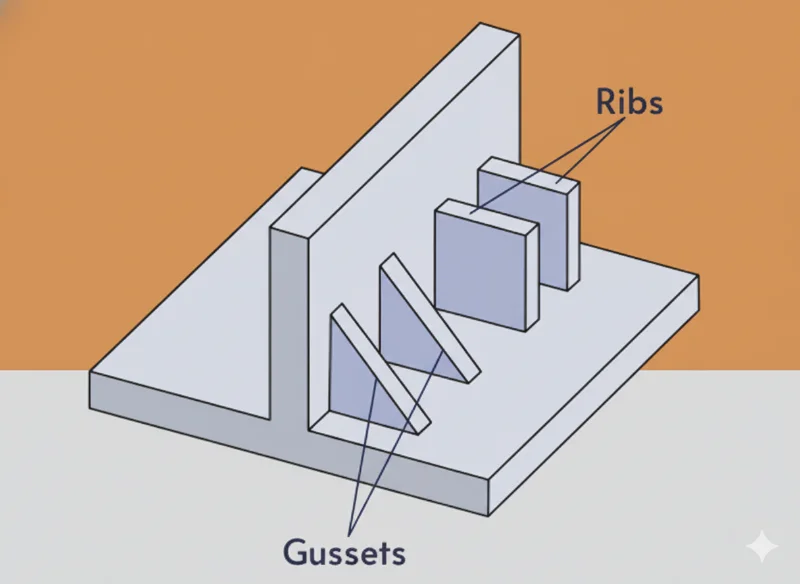
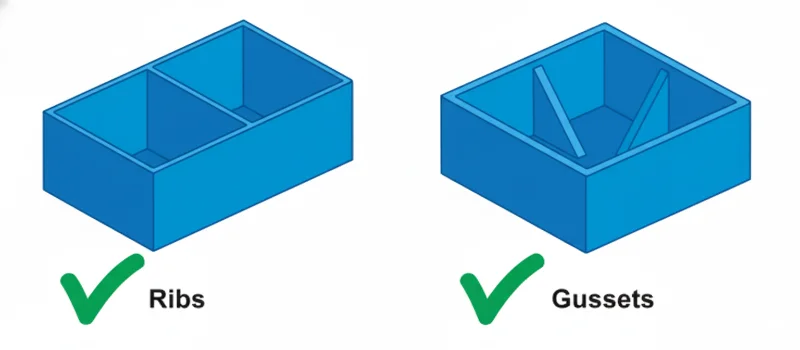
D5: Qual è la differenza tra una costina e un tassello?
A5: Una costola è generalmente un supporto lungo, simile a una parete. A tassello3 è un supporto triangolare che collega un pilastro o una parete al pavimento, utilizzato specificamente per prevenire la flessione in un'area localizzata.
Sintesi
Masterizzazione Design a coste in plastica è essenziale per creare pezzi stampati a iniezione leggeri, resistenti ed economici. Rispettando rigorosamente le 50% regola dello spessore della pareteApplicando angoli di sformo appropriati e gestendo l'altezza delle nervature, gli ingegneri possono evitare le insidie più comuni, come i segni di affossamento e la deformazione. Consultate sempre le linee guida DFM fin dalla fase di progettazione per assicurarvi che la geometria sia ottimizzata per il processo di stampaggio.
-
Suggerimenti per la progettazione di Protolabs: Questa risorsa fornisce esempi visivi di segni di affondamento e calcoli dettagliati per i rapporti tra spessore delle nervature e pareti. ↩
-
Linee guida per le costole Xometry: Una guida completa sulla standardizzazione della geometria delle nervature per ridurre i costi degli utensili e migliorare la qualità dei pezzi. ↩
-
Guida allo stampaggio Fictiv: Spiega la distinzione tra nervature, soffietti e bocche, offrendo strategie pratiche per il rinforzo strutturale. ↩







