 Vai al contenuto
Vai al contenuto 







Fase 1: Preparazione del materiale:
Il policarbonato (PC) è igroscopico e assorbe l'umidità, il che può causare difetti come bolle, striature o imperfezioni superficiali.
Essiccazione: Asciugare il materiale PC a 110-130°C (230-266°F) per 3-5 ore per ottenere un contenuto di umidità inferiore a 0,02%. Questo garantisce una lavorazione corretta senza difetti causati dall'umidità.
② Miscelazione: Se si utilizzano additivi o riempitivi, pesarli e miscelarli con il PC secondo le istruzioni del produttore. Assicurarsi che il materiale sia privo di contaminanti e che venga miscelato in modo uniforme.

Fase 2: preparazione dello stampo:
Una corretta preparazione dello stampo garantisce una facile espulsione dei pezzi e previene i difetti durante il processo di stampaggio.
① Pulizia: Assicurarsi che lo stampo sia privo di polvere, umidità e detriti che potrebbero compromettere la qualità del prodotto finale.
② Agente distaccante: Applicare un agente distaccante sulle superfici dello stampo per evitare l'incollaggio e facilitare l'espulsione del pezzo stampato.
③ Allineamento: Fissare correttamente lo stampo nella pressa a iniezione, evitando disallineamenti che potrebbero causare difetti allo stampo.

Fase 3: Caricamento del materiale e impostazione dell'iniezione:
Una temperatura e una pressione di iniezione adeguate assicurano che il materiale fluisca correttamente nello stampo, riempiendo tutte le cavità e garantendo una qualità costante.
① Caricare il materiale: Alimentare i pellet di PC essiccati nella tramoggia della macchina per lo stampaggio a iniezione.
② Temperatura di iniezione: Impostare la temperatura di iniezione tra 240°C e 260°C (464°F e 500°F). L'intervallo di fusione del PC è tipicamente compreso tra 270°C e 320°C, ma è bene evitare di superare i 340°C per evitare decomposizione e difetti.
③ Pressione di iniezione: impostare la pressione di iniezione tra 1000 e 2000 bar (14.500-29.000 psi), a seconda delle dimensioni del pezzo e del design dello stampo.
④ Velocità di iniezione: Controllare la velocità per evitare che il materiale entri nello stampo troppo rapidamente, il che potrebbe causare difetti come segni di scorrimento o intrappolamento di aria.

Fase 4: Fase di abitazione:
La fase di asciugatura assicura il completo riempimento dello stampo e consente al PC fuso di prendere la forma delle cavità dello stampo.
① Mantenere la pressione: Dopo l'iniezione, mantenere la pressione nello stampo per consentire al materiale fuso di riempire completamente ogni dettaglio ed evitare ritiri o vuoti.
Monitoraggio ②: Tenere sotto controllo la pressione per assicurarsi che il materiale rimanga in posizione fino all'inizio del raffreddamento.

Fase 5: Fase di raffreddamento:
Un raffreddamento adeguato previene deformazioni, ritiri e altri difetti, garantendo al contempo la stabilità dimensionale del pezzo finale.
① Tempo di raffreddamento: prevedere un tempo sufficiente per il raffreddamento. Il tempo di raffreddamento dipende dallo spessore del pezzo, dalla sua complessità e dalla temperatura dello stampo. I pezzi più grandi possono richiedere un tempo di raffreddamento maggiore.
② Temperatura dello stampo: Mantenere la temperatura dello stampo tra 80°C e 120°C (176°F e 248°F) per un raffreddamento ottimale senza provocare difetti come deformazioni o macchie.
Canali di raffreddamento: Assicurare che il sistema di raffreddamento all'interno dello stampo sia efficiente e distribuito in modo uniforme per mantenere costante la temperatura dello stampo.

Fase 6: espulsione:
Un'espulsione corretta è fondamentale per mantenere l'integrità dei pezzi e garantire un flusso di produzione regolare.
① Meccanismo di espulsione: Utilizzare perni di espulsione o sistemi di espulsione ad aria compressa per spingere il pezzo fuori dallo stampo.
② Controllo della forza: Regola la forza di espulsione per evitare danni a parti delicate o complesse.
③ Post-elaborazione: Se necessario, tagliare le scorie o il materiale in eccesso dal pezzo durante l'espulsione.

Fase 7: post-elaborazione:
La post-elaborazione assicura che il pezzo stampato soddisfi tutte le specifiche necessarie per la funzionalità e l'estetica.
① Rifilatura e sbavatura: rimuovere l'eventuale materiale in eccesso (bava) lasciato dal processo di stampaggio. Ciò può richiedere operazioni di rifilatura o rettifica.
② Finitura della superficie: a seconda dell'uso finale, può essere necessario lucidare o rivestire i pezzi per migliorare l'estetica o la funzionalità (ad esempio, per migliorare la resistenza chimica o la durata della superficie).
③ Montaggio: Se le parti stampate sono componenti di un gruppo più grande, eseguire le operazioni di assemblaggio o incollaggio necessarie.

Fase 8: Controllo di qualità
Garantire la qualità del pezzo stampato è fondamentale per mantenere gli standard di prodotto e la soddisfazione dei clienti.
Ispezione: Ispezionare regolarmente i pezzi per individuare eventuali difetti come bolle, deformazioni o incongruenze di colore. L'accuratezza dimensionale è essenziale.
Test: Eseguire test di resistenza agli urti, trasparenza e tolleranza al calore, soprattutto per le applicazioni critiche.
③ Coerenza: Monitorare le condizioni di lavorazione (temperatura, pressione e tempo di ciclo) per garantire una qualità costante dei pezzi in tutti i cicli di produzione.





1. Industria automobilistica:
Componenti: Il PC è ampiamente utilizzato per componenti automobilistici come lenti dei fari, cruscotti, finiture interne e componenti esterni. La sua resistenza agli urti, la leggerezza e la chiarezza ottica contribuiscono alla sicurezza e alle prestazioni dei veicoli.

2. Industria elettronica:
Involucri e componenti: Il PC è comunemente utilizzato per gli involucri di dispositivi elettronici come laptop, smartphone e tablet. Le sue eccellenti proprietà isolanti e la sua resistenza agli urti garantiscono durata e sicurezza nelle applicazioni elettriche ed elettroniche.

3. Industria delle costruzioni:
Materiali da costruzione: Il PC viene utilizzato per lucernari, lastre di copertura e vetri di finestre, offrendo un'eccellente durata, resistenza agli agenti atmosferici e chiarezza ottica. Queste caratteristiche lo rendono ideale per le applicazioni che richiedono sicurezza e trasparenza nelle costruzioni.
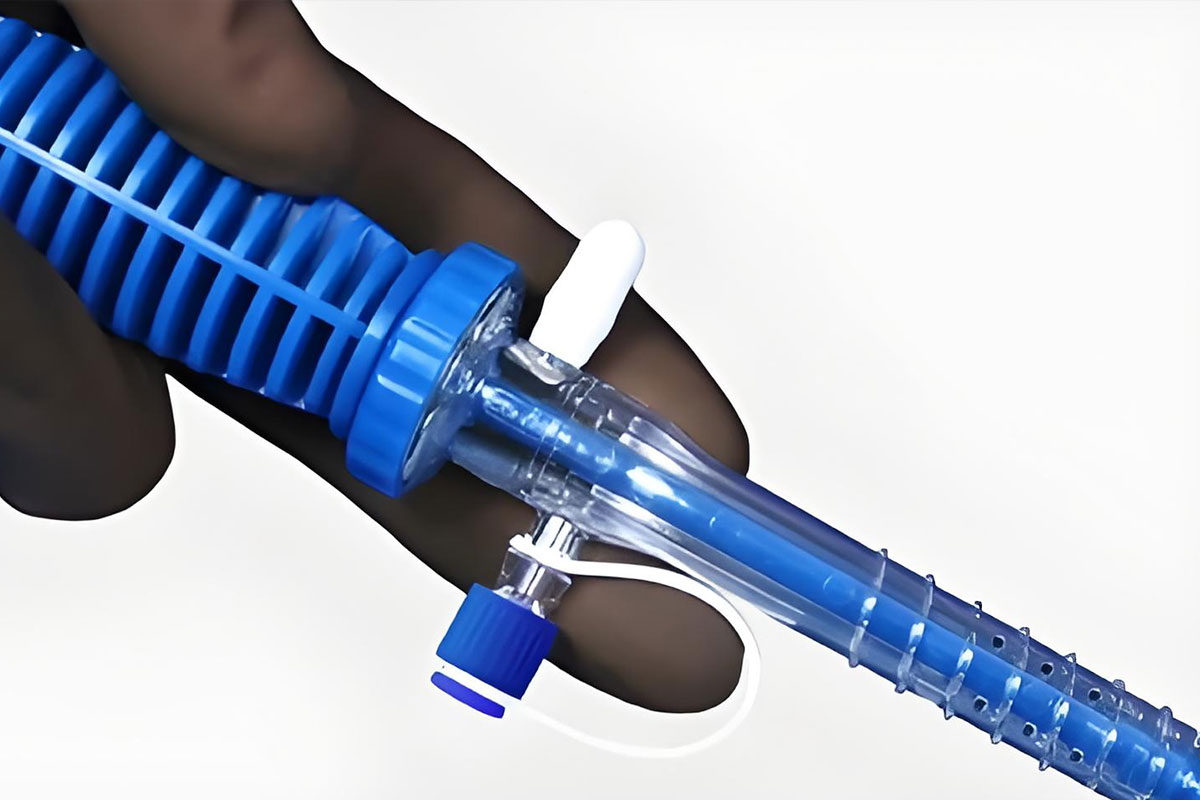
4. Dispositivi medici:
Strumenti e apparecchiature chirurgiche: Il PC è essenziale per la produzione di siringhe, tubi medici e strumenti chirurgici. La sua biocompatibilità, la facilità di sterilizzazione e l'elevata resistenza lo rendono un materiale affidabile nelle applicazioni sanitarie.
5. Beni di consumo:
Prodotti di uso quotidiano: Il PC è ampiamente utilizzato per prodotti come lenti per occhiali, bottiglie d'acqua e caschi di sicurezza. La sua resistenza agli urti e la sua versatilità estetica consentono di ottenere articoli di consumo durevoli e visivamente accattivanti.
6. Aerospaziale e difesa:
Componenti per aerei: Il PC viene utilizzato negli aerei per i finestrini della cabina di pilotaggio, le lenti e i pannelli degli strumenti. La sua combinazione di leggerezza, resistenza e chiarezza è fondamentale negli ambienti aerospaziali che richiedono precisione e sicurezza.

7. Applicazioni ottiche:
Lenti e componenti ottici: Il PC è utilizzato per le lenti delle fotocamere, dei proiettori e degli occhiali, grazie alla sua chiarezza ottica, alla resistenza ai graffi e alla capacità di sopportare forti impatti. È ideale per applicazioni ottiche sia professionali che di consumo.

8. Lavorazione degli alimenti:
Componenti delle apparecchiature: Il PC è utilizzato nei macchinari per la lavorazione degli alimenti e nei contenitori di stoccaggio grazie alla sua resistenza chimica, alla forza d'urto e alla sicurezza per il contatto con gli alimenti. È ideale per le applicazioni che richiedono ripetute operazioni di pulizia e sterilizzazione.

9. Attrezzature sportive:
Dispositivi di protezione: Il PC è utilizzato in caschi, occhiali e altre attrezzature sportive protettive. La sua elevata resistenza agli urti, il design leggero e il comfort lo rendono essenziale per garantire la sicurezza e le prestazioni degli atleti.

10. Giocattoli e giochi:
Giocattoli di plastica: Il PC è utilizzato per action figure, bambole e altri giocattoli che richiedono durata e sicurezza. La sua natura non tossica, la sua resistenza e la sua capacità di formare forme complesse lo rendono uno dei materiali preferiti nella produzione di giocattoli.

11. Imballaggio:
Contenitori e bottiglie: Il PC è utilizzato per produrre articoli di imballaggio come bottiglie d'acqua e contenitori per alimenti. La sua resistenza agli urti, la chiarezza e la capacità di resistere all'uso ripetuto lo rendono adatto a soluzioni di imballaggio durature e sostenibili.

12. Componenti elettrici:
Connettori e interruttori: Il PC viene utilizzato per i connettori elettrici, gli interruttori e i circuiti. Le sue eccellenti proprietà isolanti e la resistenza alla fiamma garantiscono sicurezza e affidabilità nelle applicazioni elettriche.

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper

How to Achieve Uniform Wall Thickness in Rib Design for Injection Molding?
Key Takeaways Achieving uniform wall thickness in rib design is critical for preventing cosmetic defects like sink marks and voids while maintaining structural integrity. The “golden rule” is maintaining a

How Does Gate Location Influence Injection Molded Part Quality?
Key Takeaways – Gate location determines the flow pattern of molten plastic, directly influencing structural strength, warpage, and cosmetic appearance. – Submarine (tunnel) gates offer automatic degating and clean aesthetics

