 Vai al contenuto
Vai al contenuto 

Che cos'è la forza di serraggio?
La forza di serraggio è la forza necessaria per mantenere chiuso lo stampo durante il processo di stampaggio a iniezione. Garantisce che ogni parte dello stampo, comprese le metà dello stampo, sia accuratamente allineata e impedisce che la plastica fusa fuoriesca dalle giunture dello stampo sotto alta pressione. La forza di chiusura viene solitamente misurata in tonnellate ed è un parametro importante della macchina per lo stampaggio a iniezione.

La forza di serraggio è uno dei fattori chiave che influisce direttamente sulla scorrevolezza e sulla qualità estetica del processo di stampaggio a iniezione. Una forza di serraggio insufficiente causa la mancata chiusura dello stampo, con conseguente formazione di bolle, mentre una forza di serraggio eccessiva può danneggiare lo stampo e la macchina per lo stampaggio a iniezione. Garantire una forza di serraggio adeguata è essenziale per mantenere l'integrità dello stampo e la qualità del prodotto finale.
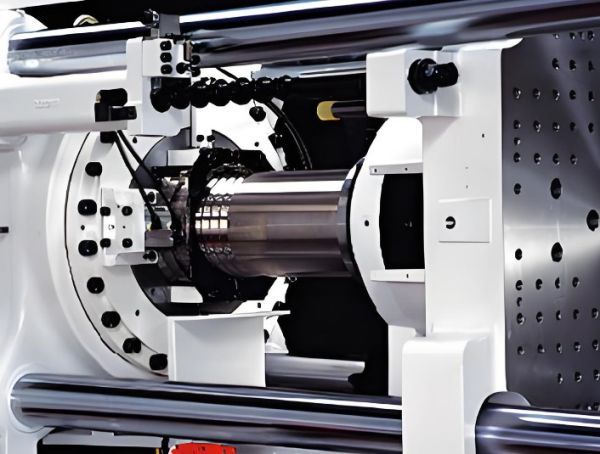
Durante il processo di stampaggio a iniezioneIl materiale plastico viene iniettato nella cavità dello stampo ad alta temperatura e con una notevole pressione. Quando la plastica si raffredda e si indurisce, viene realizzato il prodotto finito. Durante questa fase, lo stampo deve sopportare una forte pressione interna e deve essere applicata una forza sufficiente o una forza di serraggio per mantenere lo stampo chiuso. Se la forza di serraggio non è ideale, lo stampo si aprirà quando si applica la pressione e la plastica fusa entrerà nello stampo attraverso le giunture, causando una fiammata e danneggiando completamente lo stampo.

Calcolo della forza di serraggio
La formula per calcolare la forza di serraggio è generalmente:
Forza di serraggio=Area proiettata × Pressione della cavità
Dove l'area proiettata è l'area proiettata del prodotto sulla superficie di separazione e la pressione della cavità è la pressione esercitata dalla plastica fusa sulle pareti dello stampo durante l'iniezione.
Ad esempio, se l'area di proiezione di un prodotto è di 200 centimetri quadrati e la pressione della cavità di stampaggio è di 500 kg/cm², la forza di serraggio richiesta sarà:
Clamping Force=200cm2×500kg/cm2=100,000kg=100tons
Nella produzione reale, per determinare la forza di chiusura è necessario considerare anche altri fattori, quali: il tipo di prodotto da realizzare, le caratteristiche di flusso del polimero da utilizzare, la pressione di iniezione e la velocità di iniezione. Pertanto, il calcolo e la determinazione della forza di chiusura sono solitamente un processo sperimentale che richiede una messa a punto e prove ripetute per ottenere i risultati migliori.

Il ruolo chiave della forza di serraggio
Mantenere lo stampo chiuso
La forza di bloccaggio viene utilizzata principalmente per mantenere chiuso lo stampo durante il processo di stampaggio a iniezione. Poiché la plastica fusa genera una forte pressione, lo stampo deve essere bloccato durante il processo di stampaggio a iniezione. Se la forza di bloccaggio è insufficiente, lo stampo si aprirà e la plastica fuoriuscirà dalle giunzioni dello stampo, dando luogo al cosiddetto flash. L'unità di bloccaggio è responsabile dell'applicazione e del mantenimento della pressione massima di bloccaggio per garantire la chiusura dello stampo.
Mantenere lo stampo in posizione chiusa non solo impedisce la formazione di bolle, ma assicura anche che le dimensioni del prodotto siano corrette e che la qualità della superficie del prodotto sia garantita. Il processo di stampaggio a iniezione prevede l'iniezione di polimero nello stampo ad alta pressione, con conseguente incoerenza delle dimensioni del prodotto e difetti superficiali se lo stampo viene leggermente aperto. Pertanto, una forza di serraggio sufficiente è essenziale per ottenere la qualità ideale del prodotto finale.

Prevenzione del flash
Il flash è un difetto comune nello stampaggio a iniezione: quando la forza di serraggio è insufficiente, la plastica si accumula nella giunzione dello stampo, dando luogo al "flash". Il flash non solo modifica la superficie esterna del prodotto e la sua qualità, ma aumenta anche le operazioni di rifilatura e riduce l'efficienza della produzione. Pertanto, una forza di serraggio sufficiente è essenziale per evitare il flash.
L'appannamento non influisce solo sull'aspetto del prodotto, ma anche, in una certa misura, sulle sue prestazioni funzionali. Ad esempio, per alcuni pezzi di precisione, le scintille possono compromettere l'assemblaggio e l'utilizzo del prodotto, fino a causarne lo scarto. Inoltre, la comparsa di bagliori comporta anche successive operazioni di finitura, con conseguente riduzione dell'efficienza produttiva e aumento dei costi di produzione.

Fattori che influenzano la forza di serraggio
Materiale di iniezione
A causa delle diverse proprietà di ciascun materiale, anche la forza di chiusura varia a seconda del materiale di iniezione. In generale, l'indice di fusione e la fluidità del materiale utilizzato per la produzione influenzano in modo significativo la forza di chiusura. Ad esempio, un pezzo con un indice di fusione elevato ha una fluidità migliore rispetto a un pezzo con un indice di fusione basso, quindi richiede una pressione di iniezione minore e quindi una forza di chiusura inferiore. D'altro canto, un materiale con un basso indice di fusione ha una scarsa fluidità e un'elevata pressione di iniezione, per cui richiede una forza di serraggio maggiore.
La fluidità dei materiali plastici dipende non solo dal loro indice di fusione, ma anche da parametri di processo come la temperatura e la pressione. Ad esempio, i tecnopolimeri ad alte prestazioni mostrano una buona fluidità in condizioni di alta temperatura e alta pressione, ma una scarsa fluidità in condizioni di bassa temperatura e bassa pressione. Si può concludere che, nel determinare la forza di chiusuraz`, la fluidità del materiale e i parametri di processo devono essere considerati in modo completo per ottenere il miglior effetto di stampaggio.

Pressione e velocità di iniezione
Altri parametri che hanno un impatto diretto sulla forza di chiusura sono la pressione e la velocità di iniezione. In caso di iniezione ad alta pressione e ad alta velocità, la plastica fusa imprime forze considerevoli sulle pareti dello stampo; per questo motivo la forza di chiusura deve essere maggiore per mantenere lo stampo chiuso. D'altra parte, in caso di bassa pressione e bassa velocità di iniezione, la forza di serraggio richiesta è inferiore.
Oltre alla forza di chiusura, la pressione di iniezione e la sua velocità influenzano la qualità del prodotto e il ritmo di produzione. Ad esempio, l'iniezione ad alta pressione e ad alta velocità può ridurre il tempo necessario per produrre un prodotto e quindi migliorare l'efficienza, ma la forza di chiusura deve essere maggiore e quindi l'usura e il consumo di energia dell'attrezzatura sono più elevati. Pertanto, nella produzione reale, è molto importante selezionare la pressione e la velocità di iniezione in modo più completo in base ai requisiti effettivi di un prodotto e alle condizioni di produzione reali, senza limitarsi a seguire le specifiche indicate per ottenere il miglior effetto produttivo.
Progettazione di stampi
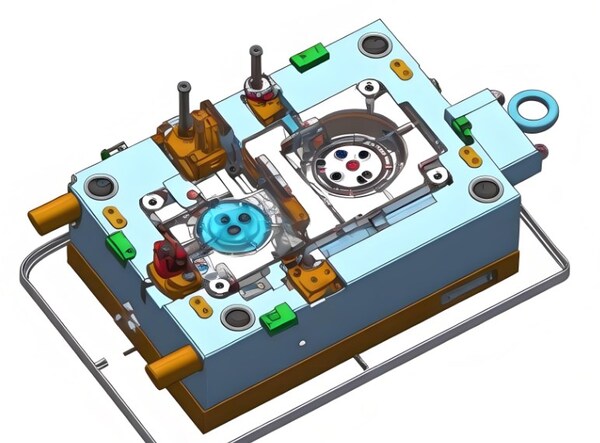
La progettazione dello stampo ha un impatto significativo sulla forza di serraggio. La forza di serraggio aumenta in modo direttamente proporzionale all'area proiettata dello stampo. Inoltre, anche la disposizione della linea di divisione, il sistema di sfiato e altri fattori correlati influiscono sulla forza di serraggio. Ad esempio, un buon controllo dello sfiato può aiutare a distribuire le sollecitazioni durante l'iniezione, riducendo così la forza di serraggio richiesta.
La progettazione dello stampo è un fattore determinante per la forza di chiusura e ha un impatto significativo sulla qualità del prodotto e sull'efficienza produttiva. Ad esempio, un design ragionevole della linea di separazione aiuta a ridurre la formazione di bave e scorie, migliorando così l'aspetto del prodotto finale. Un buon sistema di scarico dovrebbe migliorare la densità e la resistenza del prodotto, riducendo al minimo bolle e vuoti. Pertanto, quando si progetta uno stampo, è necessario considerare in modo completo fattori quali la forza di chiusura, la qualità del prodotto e l'efficienza produttiva per ottimizzare e migliorare il progetto complessivo.
Ottimizzazione della forza di serraggio
Come determinare la forza di serraggio ottimale?
È molto difficile definire quale sia il valore della forza di chiusura necessaria, poiché occorre considerare molti fattori, come il materiale di iniezione, il design del prodotto e dello stampo, le condizioni di iniezione, ecc. In altre parole, il prerequisito teorico per stimare la forza di chiusura ottimale è l'impiego di una procedura sperimentale. Le fasi specifiche sono le seguenti:Le fasi specifiche sono le seguenti:
1. Prima approssimazione delle forze di serraggio da applicare.
2. Produzione di prova in base alla stima iniziale ed esame della qualità dei prodotti e delle condizioni degli stampi.
3. Modificare la forza di serraggio in base ai risultati della produzione di prova fino a ottenere i risultati più efficaci.

Prevedendo la forza di chiusura dall'esperimento, è possibile fornire al consumatore un prodotto di buona qualità, aumentare il tasso di produzione e la longevità dell'attrezzatura. Ad esempio, nella situazione di produzione di prova, attraverso la regolazione della pressione di iniezione, della velocità e della temperatura, è possibile trovare la forza di chiusura ottimale quando l'intervallo dei vari parametri viene determinato durante il processo di produzione di prova stesso, controllando così il processo di produzione complessivo e risparmiando energia e prevenendo l'usura dei macchinari, aumentando così l'efficienza della produzione e la qualità del prodotto finito.

Utilizzo di una tecnologia avanzata per ottimizzare la forza di serraggio
Con il progresso tecnologico, le tecnologie più avanzate hanno assunto un ruolo centrale nel controllo della forza di chiusura. Ad esempio, utilizzando un software di progettazione del flusso dello stampo, gli ingegneri possono prevedere la distribuzione della pressione del materiale iniettato, progettando così lo stampo con la forza di chiusura minima. Inoltre, alcune moderne macchine per lo stampaggio a iniezione sono dotate di sistemi di controllo intelligenti in grado di controllare la forza di serraggio con elevata precisione e stabilità durante il processo di produzione del polimero.
La progettazione del flusso dello stampo può prevedere non solo la distribuzione della pressione, ma anche la temperatura e la capacità di flusso, ecc. Tutti i cambiamenti che si verificano durante il processo di iniezione, come la temperatura, l'ombra e la capacità di flusso, possono essere compresi appieno e anche il processo può essere ottimizzato e migliorato. Utilizzando sistemi di controllo intelligenti, è possibile mantenere la variazione della forza di chiusura in tempo reale e modificarla in base alla situazione effettiva in officina, stabilizzando così i processi produttivi e migliorando la qualità dei prodotti realizzati e l'efficienza produttiva complessiva.

Conseguenze di una forza di serraggio insufficiente
Deformazione e danni da muffa
Se la forza di serraggio è insufficiente, lo stampo si aprirà durante il processo di stampaggio a iniezione, distorcendo e distruggendo la forma dello stampo. Ciò è ancora più importante per gli stampi di precisione, dove una forza di serraggio insufficiente può causare la deformazione permanente dello stampo o addirittura la sua demolizione.
La deformazione e il danneggiamento dello stampo non solo influiscono sulla qualità del prodotto, ma hanno anche un impatto significativo sui costi di manutenzione e sostituzione dello stampo, allungando inevitabilmente il ciclo di produzione e riducendo l'efficienza produttiva. Ad esempio, nel caso della produzione di pezzi di alta precisione, anche una piccola quantità di deformazione dello stampo può causare cambiamenti nella tolleranza dimensionale e nelle prestazioni funzionali dei pezzi di destinazione, compromettendo così la qualità e il funzionamento del prodotto finito.

Problemi di qualità del prodotto
Una forza di serraggio insufficiente può anche causare alcuni problemi di qualità del prodotto. Il problema più comune è l'appannamento, che influisce sull'aspetto del pezzo, ma anche sulla precisione dimensionale e sulle prestazioni funzionali del prodotto finale. Inoltre, a volte una forza di serraggio insufficiente può portare a una struttura interna non uniforme e a una distribuzione incoerente del materiale, incidendo ulteriormente sulla qualità complessiva del prodotto.
Il flash influisce sull'aspetto del prodotto e influisce anche sull'assemblaggio e sull'uso del prodotto. Ad esempio, su alcuni pezzi complessi, le scintille ostacolano l'assemblaggio. In secondo luogo, le scintille generano la necessità di successive operazioni di finitura, riducendo l'efficienza produttiva e aumentando i costi di produzione.

L'impatto di una forza di serraggio eccessiva
Aumento del consumo energetico
Una forza di serraggio eccessiva influisce sul consumo di energia dell'apparecchio. stampaggio a iniezione di plastica macchina. Un'elevata forza di serraggio consuma più energia, quindi il costo di produzione è più elevato e non è rispettoso dell'ambiente.
Un maggiore utilizzo di energia non solo aumenta i costi di produzione, ma causa anche maggiori danni all'ambiente. Ad esempio, i processi di produzione ad alta energia comportano emissioni di carbonio, che inquinano l'ambiente e hanno un impatto sul cambiamento climatico. L'uso a lungo termine di apparecchiature con un funzionamento ad alta energia provoca una rapida usura delle stesse, riducendone la durata e l'efficienza produttiva.

Riduzione della durata dello stampo
Una forza di serraggio eccessiva provoca uno stress meccanico eccessivo sullo stampo, riducendone la durata. Il funzionamento prolungato con una forza di serraggio elevata causa danni da fatica a varie parti dello stampo, aumentando la frequenza della manutenzione e della sostituzione dello stampo e aumentando ulteriormente i costi di produzione.
La riduzione della vita dello stampo ha un impatto negativo sulla sua durata e comporta costi di manutenzione e di sostituzione, incidendo sulla stabilità e sulla continuità della produzione. La sostituzione degli stampi ostacola il processo di produzione e riduce la produttività, con maggiori costi per l'azienda.

Conclusione
La forza di chiusura è uno dei fattori critici del processo di stampaggio a iniezione, poiché determina la qualità del prodotto e l'efficienza dell'intera linea di produzione, nonché la durata dello stampo. Pressioni di serraggio adeguate garantiscono che lo stampo rimanga chiuso per dare un prodotto finale molto buono che riduce i problemi di qualità, come ad esempio il flash, e allo stesso tempo utilizza un'energia minima e massimizza la longevità dello stampo.
Nella produzione reale, il calcolo e la regolazione della forza di chiusura coinvolgono fattori quali il materiale di iniezione, lo stampo e altri fattori del processo di iniezione. Inoltre, è possibile applicare le moderne tecnologie che possono contribuire a un migliore controllo e al mantenimento della forza di chiusura necessaria, al fine di conferire maggiore stabilità ed efficienza al processo di produzione.
In sintesi, l'impostazione ragionevole e l'ottimizzazione della forza di serraggio è fondamentale per la stampaggio a iniezione processo. Nella produzione reale, è necessario utilizzare metodi e tecnologie scientifiche per migliorare e controllare continuamente la forza di serraggio, migliorare l'efficienza e la stabilità del processo produttivo, migliorare la qualità del prodotto, ridurre i costi di produzione, prolungare la durata dello stampo e creare maggiori vantaggi economici e sociali per le imprese.







