 Vai al contenuto
Vai al contenuto 

Lo stampaggio a iniezione è un processo di produzione comune in cui il materiale plastico viene iniettato negli stampi e poi deformato mediante riscaldamento e raffreddamento per ottenere la forma finale. Tuttavia, durante il processo di stampaggio a iniezione può verificarsi una deformazione che influisce sulla qualità del prodotto e sull'efficienza della produzione.
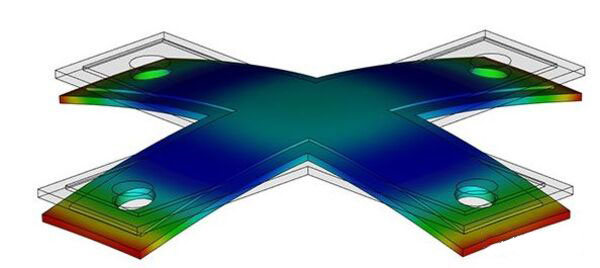
La deformazione della curvatura si verifica quando la forma del prodotto stampato a iniezione è diversa da quella della cavità dello stampo. È uno dei difetti più comuni dei prodotti in plastica. Le cause della deformazione da curvatura sono molteplici e il semplice utilizzo dei parametri di processo per risolverla di solito non è sufficiente. In questo articolo si parlerà delle cause della deformazione in stampaggio a iniezione e come risolverli.

I. Cause della deformazione nei prodotti stampati a iniezione
1. Fattori della macchina di stampaggio a iniezione
1.1 Temperatura della canna
Quando la temperatura del cilindro è troppo bassa, la temperatura di fusione è bassa e, quando si forma ad alta velocità, si verifica una significativa sollecitazione di taglio residua con un tempo insufficiente per rilasciarla, con conseguente deformazione.
L'aumento della temperatura riduce la deformazione. L'impostazione della temperatura può fare riferimento alle raccomandazioni del produttore del materiale. La temperatura della canna è suddivisa in zone posteriori, centrali, anteriori e dell'ugello. L'impostazione della temperatura dalla zona posteriore a quella anteriore deve aumentare gradualmente, con un incremento di 6°C per zona. Se necessario, a volte l'impostazione della temperatura della zona ugelli o della zona anteriore può essere uguale a quella della zona centrale.

1.2 Temperatura dell'ugello
La plastica assorbe il calore rilasciato dal riscaldamento e il calore di attrito generato dal movimento relativo delle molecole di plastica dovuto alla rotazione della vite nel cilindro. L'ultima zona di riscaldamento del cilindro è l'ugello; qui la massa fusa dovrebbe raggiungere la temperatura ideale, ma dovrebbe essere riscaldata moderatamente per mantenere lo stato ottimale. Se l'impostazione della temperatura dell'ugello non è sufficientemente alta, il contatto tra l'ugello e lo stampo sottrae calore in eccesso, causando un abbassamento della temperatura della colata, con conseguente deformazione. In generale, l'impostazione della temperatura della zona dell'ugello dovrebbe essere di 6°C superiore alla temperatura della zona anteriore.
1.3 Temperatura di fusione troppo bassa e/o pressione di iniezione troppo alta
La temperatura di fusione e la pressione di iniezione sono due fattori importanti che influenzano la deformazione durante lo stampaggio della plastica. Se la temperatura di fusione è troppo bassa e/o la pressione di iniezione è troppo alta, si otterrà un'elevata tensione residua, che causerà la deformazione. Per ridurre la deformazione, è necessario impostare la temperatura di fusione il più possibile all'interno della gamma disponibile e la pressione di iniezione il più possibile bassa.

1.4 Pressione o tempo di confezionamento non corretti
Se si impacchetta con troppa forza, si otterrà un'ulteriore sollecitazione di taglio dovuta al flusso extra e un'ulteriore sollecitazione di pressione da parte della plastica, con conseguente deformazione del pezzo.
Se l'impacco è troppo morbido, si otterrà un riflusso al gate, con conseguenti sollecitazioni di taglio dovute al flusso e grandi differenze nelle sollecitazioni di trazione e compressione dovute alla grande differenza nel tasso di ritiro tra il centro del pezzo (bassa pressione) e l'esterno del pezzo (alta pressione). Dopo che la vite ha raggiunto il fondo, è necessario mantenerla per almeno 2 secondi per trattenere il pacco.
Se il tempo di impaccamento è troppo breve, quando la vite si ritira si verifica un riflusso in prossimità della porta, con conseguenti tensioni residue e deformazioni significative. La pressione di impaccamento deve essere moderata e il tempo di impaccamento deve essere prolungato fino alla solidificazione del gate.
1,5 Tempo di permanenza non corretto
Se il tempo di permanenza è troppo breve, la temperatura di fusione è bassa e, anche se la cavità dello stampo è appena riempita, la plastica non può essere compattata durante l'imballaggio. Durante il raffreddamento c'è troppo spazio per la rotazione, con conseguente deformazione.
Il rapporto tra peso dei pallini e materiale della canna deve essere compreso tra 1/1,5 e 1/4.
1.6 Pressione di iniezione troppo alta
Quando si inietta troppo forte, le molecole si confondono. Non si allineano correttamente e non si allineano allo stesso modo in ogni parte della plastica. In questo modo la plastica si stressa e si deforma.
1.7 Temperatura di fusione troppo alta
Se la temperatura di fusione è troppo alta, la temperatura si abbassa notevolmente durante lo stampaggio e la solidificazione, causando l'accumulo di molte tensioni interne durante il rapido raffreddamento, con conseguente deformazione del prodotto.

1.8 Angolo di espulsione insufficiente
Se lo stampo non ha un angolo di espulsione sufficiente, sarà necessaria una forza notevole per far uscire il pezzo. Ciò può causare uno stress eccessivo all'interno del pezzo e provocarne la deformazione.
1.9 Tempo di ciclo improprio
Se il tempo di raffreddamento è troppo breve, la plastica è ancora morbida e potrebbe deformarsi se la si espelle e la si lascia restringere senza vincoli. Prolungare il tempo di raffreddamento finché la plastica non è sufficientemente resistente.
1.10 Imballaggio insufficiente
Se non si impacchetta abbastanza, non ci sarà abbastanza plastica nella cavità dello stampo. Se la plastica si raffredda con troppo spazio per muoversi, si deforma. Dopo che la vite è stata spinta sul fondo, dovrebbe rimanere lì per almeno 2 secondi per assicurarsi di averla impacchettata, e dovrebbe essere impacchettata per almeno 3 mm.
1.11 Distribuzione non uniforme dei pin del nucleo
Se non si dispone di un numero sufficiente di perni d'anima, il prodotto si deforma perché le sollecitazioni non sono distribuite in modo uniforme quando viene espulso.

2. Fattori di muffa
2.1 Grande differenza di temperatura tra cavità e nucleo
Quando la cavità e il nucleo hanno una grande differenza di temperatura, lo sforzo di taglio residuo è asimmetrico durante il raffreddamento, il che causa un grande momento flettente e una deformazione.
Se si modifica il progetto di raffreddamento per ridurre la differenza di temperatura tra la cavità e il nucleo, si può ridurre la deformazione.
2.2 Bassa temperatura dello stampo
Se la temperatura dello stampo è troppo bassa, la tensione di taglio residua sarà elevata e non ci sarà tempo sufficiente per rilasciarla, causando la deformazione. L'aumento della temperatura dello stampo può ridurre la deformazione.
La temperatura iniziale dello stampo può essere impostata in base alle raccomandazioni del produttore del materiale. Ogni volta che si regola la temperatura dello stampo, questa deve essere aumentata di 6°C e devono essere effettuate 10 riprese. Dopo che le condizioni di formatura sono stabili, è possibile effettuare la regolazione in base ai risultati.

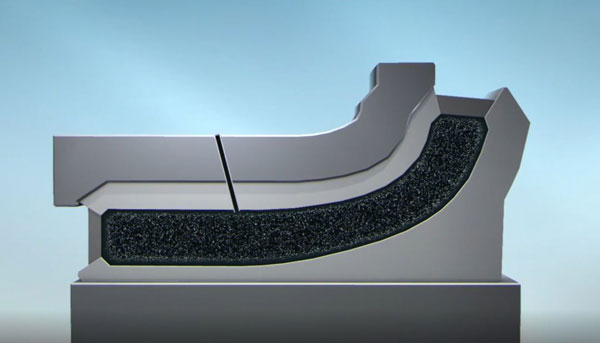
2.3 Grande differenza di spessore della cavità
Si tratta della progettazione di prodotti in cui le aree sottili si raffreddano per prime, seguite da quelle spesse. Una grande differenza di spessore significa una grande differenza nel tasso di ritiro volumetrico e nelle tensioni residue. Quando le sollecitazioni residue sono più forti della resistenza del pezzo, questo si deforma. Quando il prodotto viene sottoposto a temperature elevate o ad altri ambienti sfavorevoli, le tensioni residue possono essere rilasciate e il prodotto si deforma. La soluzione di base è progettare il prodotto in modo che abbia lo stesso spessore, con la minima differenza nel tasso di ritiro volumetrico durante il raffreddamento, in modo da ridurre al minimo le tensioni residue e le deformazioni.
2.4 Progettazione di cancelli irragionevoli
La qualità dello stampaggio dei pezzi è fortemente influenzata dalla posizione e dal tipo di porta per i pezzi di forme e dimensioni diverse. Ad esempio, l'uso di una porta laterale o di una porta a perno per i pezzi anulari causerà un flusso di fusione non uniforme, con conseguente deformazione.

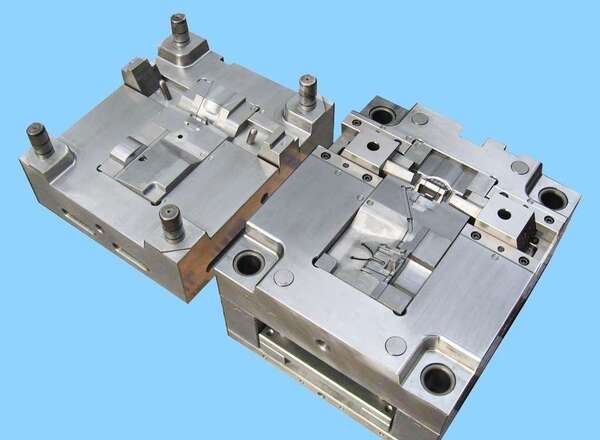
2.5 Insufficiente resistenza dello stampo
Se lo stampo non è abbastanza resistente, si deformerà sotto l'alta pressione della plastica durante lo stampaggio e si otterranno pezzi deformati.
2.6 Numero o posizione impropria dei cancelli
Se si posizionano le porte nel posto sbagliato o non ce ne sono abbastanza, la plastica deve scorrere troppo lontano ed è difficile spingerla attraverso. In questo modo le molecole di plastica si allungano e si comprimono, creando stress nel pezzo. Queste tensioni non svaniscono quando la plastica si raffredda, quindi il pezzo si deforma. Se la pressione è elevata vicino al gate, la plastica non si restringe molto. Se la pressione è bassa alla fine del riempimento, la plastica si ritira molto. Se c'è una grande differenza di ritiro tra la parte anteriore e quella posteriore del pezzo, il pezzo si deforma. È necessario utilizzare il giusto rapporto lunghezza-spessore del flusso per il materiale utilizzato.
La determinazione della posizione del gate deve seguire il principio del riempimento bilanciato. In altre parole, il tempo di arrivo di ciascun fronte d'onda di fusione all'estremità della cavità e la formazione della linea di fusione devono essere sostanzialmente coerenti. Il riempimento deve iniziare spesso e finire sottile, e il riempimento deve essere interrotto quando incontra una resistenza immediata per evitare il getto. In questo modo si possono ridurre le tensioni residue e le deformazioni.

2.7 Cancelli, guide o/e materozze troppo piccole o/e troppo lunghe
Se le porte, le guide o le materozze sono troppo piccole o troppo lunghe, aumenterà la resistenza al flusso, il che significa che sarà necessario aumentare la pressione di iniezione. Questo allunga e comprime le molecole di plastica e aggiunge stress meccanico, che porta a significative tensioni residue e deformazioni.
2.8 Espulsione irregolare
Se i pezzi caldi non vengono espulsi in modo uniforme, si deformeranno. Controllate quindi il vostro sistema di espulsione e fate le regolazioni necessarie. Mantenete tutte le parti mobili ben lubrificate. Utilizzate perni di guida su stampi di grandi dimensioni per evitare che si affloscino al centro a causa del loro stesso peso.
2.9 Raffreddamento non uniforme
Se lo stampo non si raffredda correttamente, anche le parti in plastica non si raffredderanno correttamente. Ciò significa che si deformeranno. Ad esempio, se il nucleo è più caldo della parete dello stampo, il pezzo si piegherà verso il nucleo una volta estratto dallo stampo.
3. Fattori relativi alle materie prime
La fluidità è un problema. Per lo stampaggio a parete sottile, è naturale scegliere una plastica che scorre facilmente. Tuttavia, le materie plastiche che scorrono facilmente spesso non sono abbastanza resistenti e, anche se non si hanno molte tensioni residue, si possono verificare deformazioni. È preferibile scegliere una plastica che scorra facilmente ma che non scorra troppo.
4. Fattori dell'operatore
Cattive abitudini. Gli operatori che collocano i pezzi espulsi nel posto sbagliato possono causare la deformazione dei pezzi. Gli operatori devono essere costantemente istruiti su quanto sia importante avere buone abitudini di formatura e quanto sia negativo avere cicli di formatura incoerenti.
Gli operatori devono fare pause ragionevoli tra un turno e l'altro, per evitare di stancarsi e commettere errori.
L'uso di robot e di altri tipi di automazione è un modo per avere cicli di formatura costanti.

5. Altri
5.1 Impatto della fase di plastificazione sulla deformazione da deformazione dei prodotti
La fase di plastificazione è quella in cui i pellet allo stato vetroso si trasformano in uno stato di flusso appiccicoso, che è quello che serve per riempire lo stampo. Quando ciò accade, la plastica può essere stressata perché la temperatura al centro della plastica è diversa da quella esterna. Inoltre, la pressione e la velocità con cui si spara la plastica nello stampo possono far allineare le molecole in modo tale che la plastica si deformi.
5.2 Impatto delle fasi di riempimento e raffreddamento sulla deformazione da deformazione dei prodotti
Quando si realizzano parti in plastica con stampaggio a iniezioneSi deve riempire lo stampo con la plastica fusa. Poi la plastica si raffredda e diventa solida all'interno dello stampo. Questa è una parte molto importante dello stampaggio a iniezione. La temperatura, la pressione e la velocità di scorrimento della plastica influiscono sulla qualità dei pezzi e sulla velocità di produzione. Quando la pressione è elevata e la plastica scorre velocemente, la plastica si allunga nella direzione in cui scorre. Si allunga anche nella direzione diversa da quella del flusso. Questo fenomeno è chiamato "effetto congelamento". L'"effetto congelamento" fa sì che le parti in plastica presentino delle tensioni al loro interno. Anche la temperatura fa piegare le parti in plastica.

(1) La differenza di temperatura tra la parte superiore e quella inferiore del pezzo può causare stress termico e deformazioni.
(2) Le differenze di temperatura tra le diverse aree del pezzo causano un ritiro non uniforme tra queste aree.
(3) Le diverse condizioni di temperatura influenzano il tasso di ritiro delle parti in plastica.
5.3 Impatto della fase di stampaggio sulla deformazione da deformazione dei prodotti
Quando le parti in plastica vengono sformate e raffreddate a temperatura ambiente, sono per lo più in uno stato vetroso. Se la forza di sformatura non è uniforme, il movimento del meccanismo di espulsione è instabile o la superficie di sformatura è inadeguata, è facile che il prodotto si deformi. Inoltre, le tensioni congelate nel pezzo durante la fase di riempimento e raffreddamento saranno rilasciate sotto forma di deformazione a causa della perdita di vincoli esterni, con conseguente deformazione da deformazione.
5.4 Impatto del ritiro dei prodotti stampati a iniezione sulla deformazione da curvatura
Il motivo principale per cui i prodotti stampati a iniezione si deformano è che i pezzi si restringono in modo non uniforme. Se non si tiene conto del ritiro che si verifica durante il riempimento dello stampo, la forma dei pezzi sarà molto diversa da quella desiderata e potrebbero essere talmente deformati da non poter essere utilizzati. Oltre alla deformazione che si verifica durante il riempimento dello stampo, anche le differenze di temperatura tra la parte superiore e quella inferiore dello stampo causano un diverso ritiro della parte superiore e di quella inferiore dei pezzi, con conseguente deformazione.
Quando analizziamo la deformazione, non ci interessa il ritiro in sé, ma piuttosto la differenza di ritiro. Durante la processo di stampaggio a iniezioneLa disposizione delle molecole di polimero lungo la direzione del flusso determina un tasso di ritiro maggiore nella direzione del flusso rispetto alla direzione perpendicolare, con conseguente deformazione da deformazione delle parti stampate a iniezione. Il ritiro uniforme provoca solo variazioni di volume delle parti in plastica, mentre il ritiro non uniforme causa una deformazione da deformazione. I materiali plastici cristallini presentano una differenza molto maggiore nel tasso di ritiro tra la direzione del flusso e la direzione perpendicolare rispetto ai materiali plastici non cristallini e i loro tassi di ritiro più elevati, combinati con il ritiro anisotropo, determinano una maggiore tendenza alla deformazione da curvatura nei pezzi in plastica cristallina.
5.5 Impatto delle sollecitazioni termiche residue sulla deformazione da deformazione dei prodotti
Quando si producono prodotti con lo stampaggio a iniezione, il calore può rovinare tutto. Può far sì che i pezzi si deformino e abbiano un brutto aspetto.
II. Soluzioni per la deformazione dei prodotti stampati a iniezione
Per risolvere i problemi di cui sopra, si possono provare i seguenti metodi per risolvere il problema della deformazione da curvatura dei prodotti stampati a iniezione:
1. Regolare la temperatura di iniezione
La modifica della temperatura di iniezione è un buon modo per risolvere il problema della deformazione dei prodotti stampati a iniezione. Modificando la temperatura di iniezione, il calore può essere distribuito uniformemente a tutte le parti, riducendo così la deformazione dei prodotti stampati a iniezione.
2. Progettazione razionale della struttura dello stampo a iniezione
Quando progettiamo prodotti stampati a iniezione, dobbiamo prestare attenzione alla progettazione di strutture come lo spessore delle pareti e la superficie. Una buona struttura per un prodotto stampato a iniezione può ridurre la deformazione da deformazione del prodotto stampato a iniezione.

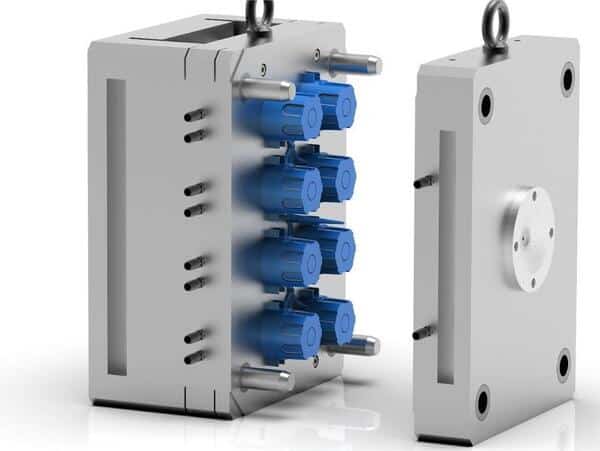
3. Ottimizzare lo stampo
Lo stampo è uno dei fattori chiave che determinano l'accuratezza e la deformazione della curvatura dei prodotti stampati a iniezione. Pertanto, è necessario ottimizzare lo stampo. Scegliere materiali e processi produttivi adeguati per garantire la precisione dello stampo. Inoltre, occorre prestare attenzione alla manutenzione e alla cura dello stampo durante l'uso.
4. Utilizzo di attrezzature per lo stampaggio a iniezione
L'utilizzo di efficienti attrezzature per lo stampaggio a iniezione può risolvere efficacemente il problema della deformazione dei prodotti stampati a iniezione. Un'attrezzatura efficiente per lo stampaggio a iniezione può migliorare l'uniformità della temperatura di iniezione e ridurre il verificarsi di deformazioni durante l'iniezione.

Ⅲ. Conclusione
Sono molti i fattori che influenzano la deformazione da curvatura dei prodotti stampati a iniezione, tra cui la struttura dello stampo, le proprietà termiche e fisiche dei materiali plastici e le condizioni e i parametri del processo di stampaggio. processo di stampaggio a iniezione. Pertanto, la ricerca sul meccanismo di deformazione della curvatura dei prodotti stampati a iniezione deve considerare in modo esaustivo diversi fattori, come l'intero processo di formatura e le proprietà del materiale.







