 Vai al contenuto
Vai al contenuto 

Introduzione: Quando si parla di best practice per i pezzi stampati a iniezione in plastica, ci sono alcuni aspetti che non si possono evitare. In cima all'elenco c'è di solito l'angolo di sformo dell'iniezione. Ogni progetto di stampaggio a iniezione è progettato per la producibilità. Pertanto, è necessario pensare a tutte le fasi del processo.
Anche se il pezzo è stampato correttamente nello stampo, si possono incontrare problemi quando si cerca di farlo uscire dallo stampo. Ciò può causare difetti nel pezzo che non si vogliono. Gli angoli di sformo consentono di evitare molti di questi problemi. In questo articolo vi forniremo una guida completa alla progettazione di angoli di sformo per la progettazione strutturale di parti in plastica.
Qual è il significato di angolo di sformo?
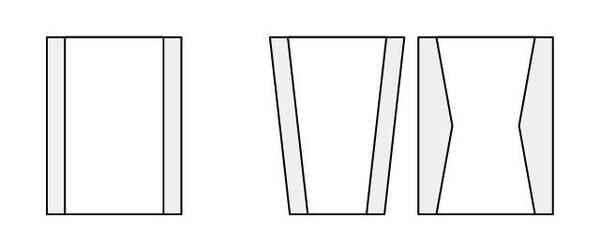
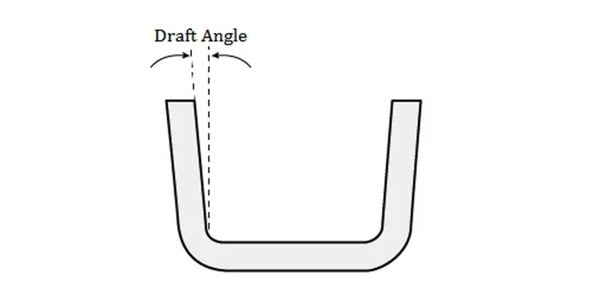
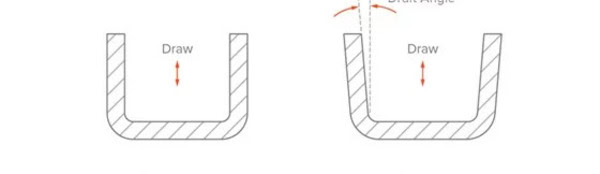
L'angolo di sformo, come suggerisce il nome, è l'angolo progettato per lo stampo. Per la precisione, si tratta dell'angolo di sformo della superficie dello stampo parallelo alla direzione di espulsione dello stampo, noto anche come angolo di sformo.
Chi progetta l'angolo del draft?
Poiché l'angolo di sformo si riflette in ultima analisi sullo stampo, ci sarà una controversia tra i progettisti dell'angolo di sformo, ovvero se l'angolo di sformo debba essere progettato dall'ingegnere strutturale o dall'ingegnere dello stampo. Attualmente esistono due pratiche correnti: l'ingegnere strutturale deve perfezionare l'angolo di sformo di tutte le superfici durante la fase di progettazione del pezzo (ad eccezione di singole strutture che non possono essere determinate e devono essere valutate dall'ingegnere dello stampo).
L'ingegnere strutturale è responsabile solo della stesura della superficie di aspetto e della superficie di assemblaggio dei tasti, mentre le altre superfici insignificanti sono lasciate alla fase di progettazione dello stampo, che l'ingegnere dello stampo deve redigere in base all'esperienza.

Tipi di angoli di sformo
L'angolo di sformo si divide in angolo di sformo della superficie anteriore dello stampo e angolo di sformo della superficie posteriore dello stampo. Si distinguono principalmente per la superficie di separazione. La superficie di separazione divide il nucleo dello stampo in stampo anteriore e stampo posteriore.
L'angolo di sformo che deve essere progettato sulla superficie parallela alla direzione di espulsione dello stampo anteriore è chiamato angolo di sformo della superficie dello stampo anteriore e viceversa, è chiamato angolo di sformo della superficie dello stampo posteriore. Inoltre, se lo stampo ha un'anima laterale che tira (smusso superiore e cursore), l'angolo di sformo della superficie dello smusso e l'angolo di sformo della superficie del cursore sono chiamati angolo di sformo della superficie dello stampo e la direzione di sformo è basata sulla direzione del movimento del cursore.
La direzione di stesura è solitamente basata sulla superficie di divisione per la stesura, assicurandosi che l'estremità più grande dopo la stesura sia vicina alla superficie di divisione, altrimenti non può essere sformata senza problemi.
Perché è necessario progettare una bozza di angolo?
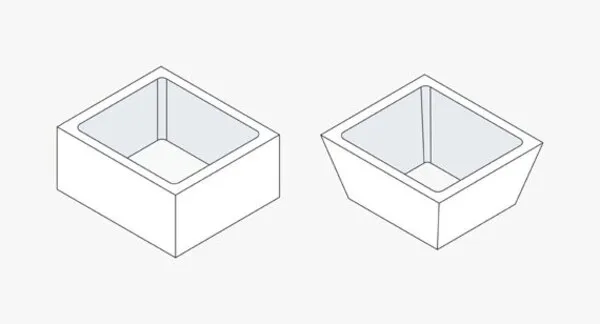
L'angolo di sformo è una caratteristica di progettazione. In teoria, se non è necessario per la modellazione, la struttura del prodotto non ha bisogno di progettare un angolo di sformo. Tuttavia, a causa delle limitazioni del processo di stampaggio, come lo stampaggio a iniezione, il prodotto plastico deve essere estratto dallo stampo dopo lo stampaggio e il raffreddamento. Se l'angolo di sformo non viene progettato, la parte in plastica sarà difficile da rimuovere dallo stampo.
Ricordate che vi sarete trovati in una situazione in cui è difficile separare gli sgabelli di plastica impilati. Si tratta già di uno sgabello con una pendenza progettata, senza contare che le parti in plastica senza angolo di sformo devono essere estratte dallo stampo.

Perché è difficile estrarre le parti in plastica dallo stampo senza un angolo di sformo?
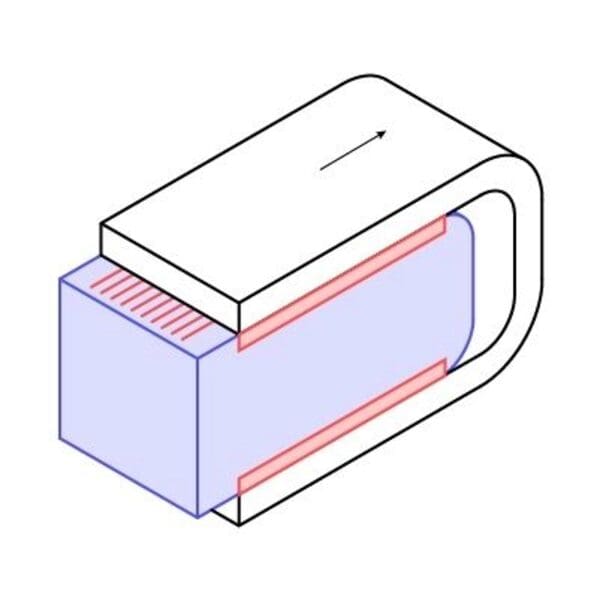
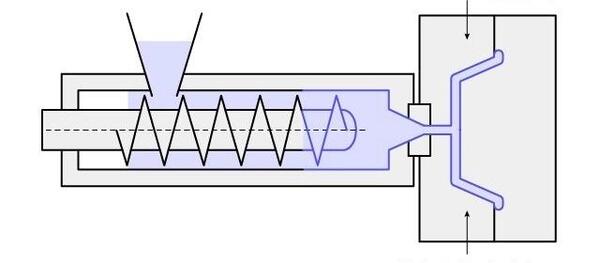
Nello stampaggio a iniezione, la resina fusa fluisce nello stampo chiuso e riempie la cavità formata tra lo stampo anteriore e quello posteriore. Poiché i materiali termoplastici si restringono quando si raffreddano, la plastica tende a ritirarsi verso il nucleo dello stampo. Le parti di plastica che si restringono saranno strettamente assorbite dal nucleo dello stampo. Inoltre, alcune materie plastiche possono staccarsi dalla parete della cavità dello stampo (a livello microscopico), ma la maggior parte di esse è ancora a contatto con la parete della cavità.
Quando lo stampo si apre, la parte in plastica sperimenterà una resistenza all'attrito (attrito statico) nella direzione opposta a quella in cui la parte in plastica esce dallo stampo, sia che la superficie esterna della parte in plastica tocchi la parete della cavità, sia che la superficie interna della parte in plastica tocchi il nucleo. Dalla formula dell'attrito: f=μ×Fn, si evince che l'entità della forza di attrito è correlata alla rugosità (μ) e alla tensione di ritiro (Fn) della superficie di contatto; la tensione di ritiro (Fn) è correlata all'angolo di sformo.

Dopo aver progettato l'angolo di pescaggio, f=μ×Fn×cosα, la forza di attrito f nella direzione di espulsione diminuisce all'aumentare dell'angolo di pescaggio α. In generale, l'angolo di tiraggio non è molto grande. Ovviamente, l'angolo di sformo è limitato per ridurre l'attrito statico.
La funzione principale dell'angolo di sformo è che, una volta separata dallo stampo, la parte in plastica si separa e non forma più contatto con lo stampo, eliminando l'attrito; senza la progettazione dell'angolo di sformo, la parte in plastica si trasformerà in attrito radente dopo essere stata separata dallo stampo.

Allo stesso tempo, per le superfici dall'aspetto lucido, la cavità dello stampo anteriore può formare un vuoto e l'aspirazione del vuoto renderà difficile la completa separazione della parte in plastica dallo stampo anteriore. Il risultato peggiore è che lo stampo anteriore rimane bloccato e la struttura dello stampo posteriore della parte in plastica viene tirata e deformata.
Vantaggi dell'angolo di sformo
A volte, l'angolo di sformo può causare un conflitto di interessi. Per i produttori di stampi a iniezione, che si concentrano sullo stampaggio e desiderano un angolo di sformo maggiore, per i produttori di stampi di lavorazione è difficile lavorare gli angoli su tutte le superfici della cavità e dell'anima.
In origine, le caratteristiche semplici richiedono solo attrezzature di lavorazione semplici e costi di lavorazione inferiori, ma dopo lo stampaggio è necessario l'uso di CNC o addirittura di EDM; per i progettisti di prodotti, l'angolo di sformo può complicare la progettazione del pezzo e anche la forma dell'aspetto cambierà a causa dell'angolo di sformo.
Ma non importa da che parte stiate, è importante assicurarsi che i vostri pezzi stampati soddisfino gli standard di qualità richiesti. È un aspetto critico. Se non avete un angolo di sformo, aumenterete le probabilità di avere problemi di stampaggio a iniezione. Questo potrebbe aumentare inutilmente i costi di produzione e i tempi di consegna. Oltre alla comodità di far uscire i pezzi dallo stampo, vi sono altri vantaggi derivanti dalla presenza di un angolo di sformo.
Prevenire i danni alla superficie del pezzo dovuti all'attrito durante l'espulsione; garantire l'uniformità e l'integrità di altre texture e finiture superficiali; ridurre al minimo la deformazione del pezzo dovuta a un'espulsione non uniforme; ridurre l'usura dei pezzi stampati e la possibilità di danneggiare lo stampo; ridurre il tempo di raffreddamento complessivo eliminando o riducendo la necessità di impostazioni di espulsione complesse; ridurre direttamente e indirettamente i costi di produzione complessivi.
Principi di progettazione degli angoli di sformo
Garantire i requisiti di espulsione
Una volta aperto lo stampo, la parte in plastica deve rimanere sul lato dello stampo posteriore per favorire l'espulsione della parte in plastica dallo stampo. Questa operazione deve essere eseguita in due fasi: In primo luogo, la superficie esterna della parte in plastica viene separata dalla parete anteriore della cavità dello stampo. In questa fase, lo stampo in genere non ha alcun elemento aggiuntivo che aiuti a separarlo, quindi l'attrito tra la superficie esterna della parte in plastica e la parete della cavità è il più ridotto possibile.
Quindi, la superficie interna della parte in plastica viene separata dalla parete centrale dello stampo posteriore. In questa fase, lo stampo è generalmente dotato di un elemento aggiuntivo per facilitare la separazione, come un perno di espulsione, un espulsore inclinato o una piastra di spinta. L'attrito tra la superficie interna della parte in plastica e l'anima deve essere in qualche modo superiore all'attrito tra la superficie esterna della parte in plastica e la parete della cavità, in modo che la parte in plastica rimanga sul lato posteriore dello stampo quando questo viene aperto.

Come si può notare da quanto sopra, poiché la plastica tende a ritirarsi verso il nucleo dello stampo (cioè, lo stress da ritiro è grande), quando la rugosità e l'angolo di sformo sono costanti, l'attrito tra la superficie interna della parte in plastica e il nucleo sarà maggiore dell'attrito tra la superficie esterna della parte in plastica e la parete della cavità.
Allo stesso tempo, il meccanismo di espulsione dello stampo si trova solitamente sul lato posteriore dello stampo. Pertanto, in generale, l'anima è progettata nello stampo posteriore e la cavità è progettata nello stampo anteriore, cioè il lato complesso della parte in plastica è progettato nello stampo posteriore e il lato relativamente semplice (superficie di aspetto) è progettato nello stampo anteriore.
Ma ci sono delle eccezioni. Ad esempio, a volte l'interno di un pezzo è l'esterno e non si possono avere segni di espulsione. In questo caso, si mette l'anima nello stampo anteriore e la cavità nello stampo posteriore. Per evitare che lo stampo anteriore si attacchi, è necessario un aiutante di espulsione sullo stampo anteriore, come questo.

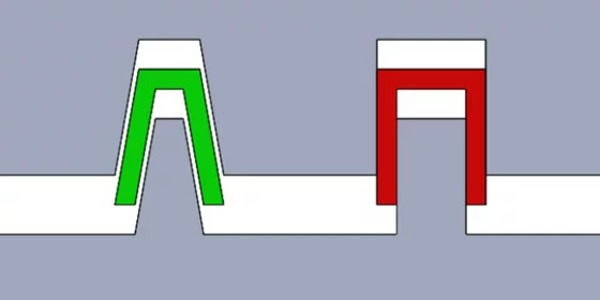
Alcuni pezzi sono uguali dall'alto in basso e non hanno una superficie di aspetto evidente, come il pezzo nella figura seguente. È impossibile determinare rapidamente lo stampo anteriore e posteriore dei pezzi. Per questi pezzi, se non ci sono requisiti, gli stampi anteriore e posteriore possono essere posizionati ovunque. Per evitare che lo stampo anteriore si attacchi.

Nella progettazione dello stampo, finché l'angolo di sformo dello stampo posteriore è il più piccolo possibile e l'angolo di sformo dello stampo anteriore è il più grande possibile (entro l'intervallo di tolleranza delle dimensioni del prodotto), il pezzo può rimanere nello stampo mobile dopo l'apertura dello stampo, in modo da evitare il meccanismo ausiliario di espulsione nello stampo anteriore.
Per la struttura sottostante con spazio di regolazione, la posizione della colla d'anima viene modificata dalla metà dello stampo anteriore e posteriore originale a 1/3 dello stampo anteriore e 2/3 dello stampo posteriore, in modo da ridurre il rischio di attaccarsi allo stampo anteriore.

Progettazione dell'angolo di sformo
Non esiste uno standard unificato per l'intervallo dell'angolo di sformo e il calcolo teorico è molto difficile, perché il modello matematico dell'attrito è difficile da stabilire e i diversi parametri di stampaggio a iniezione influiscono sul risultato finale. Alcuni valori di riferimento possono essere ottenuti attraverso il calcolo di simulazione, che però richiede tempo e lavoro.
In genere, le fabbriche di stampi non hanno la forza e il tempo per farlo. Si basa più sull'esperienza. In qualità di ingegneri strutturali, è necessario comprendere queste conoscenze per poter tenere conto dell'angolo di sformo per alcune strutture chiave nella fase di progettazione strutturale, ridurre il numero di modifiche di feedback successive da parte degli ingegneri degli stampi ed evitare problemi inutili.
Determinanti dell'angolo di sformo
Caratteristiche del materiale di stampaggio
Le plastiche dure hanno un angolo di sformo maggiore rispetto alle plastiche morbide, e le plastiche morbide possono anche avere dei sottosquadri.
Tasso di restringimento
Poiché la plastica con un tasso di ritiro elevato ha una forza di serraggio maggiore sull'anima, la plastica con un tasso di ritiro elevato dovrebbe avere un angolo di sformo maggiore rispetto alla plastica con un tasso di ritiro ridotto.
Coefficiente di attrito
Per alcuni materiali con un basso coefficiente di attrito, come PA e POM, l'angolo di sformo può essere inferiore a quello di altre plastiche ordinarie. Maggiore è il coefficiente di attrito della superficie del prodotto, maggiore è l'angolo di sformo. Ad esempio, la superficie strutturata al sole richiede un grande angolo di sformo.
Spessore della parete
Quando lo spessore della parete aumenta, la forza della plastica che avvolge l'anima è maggiore e anche l'angolo di sformo deve essere maggiore.
Forma geometrica
Per le parti in plastica con forme più complesse o con un maggior numero di fori di stampaggio, è necessario un angolo di sformo più ampio, altrimenti è necessario disporre più espulsori; inoltre, la disposizione degli espulsori deve essere simmetrica e uniforme per evitare che una forza di espulsione non uniforme provochi la deformazione del pezzo.
Parti trasparenti
L'angolo di sformo dei pezzi con requisiti ottici deve essere ampio.
Gamma specifica dell'angolo di sformo
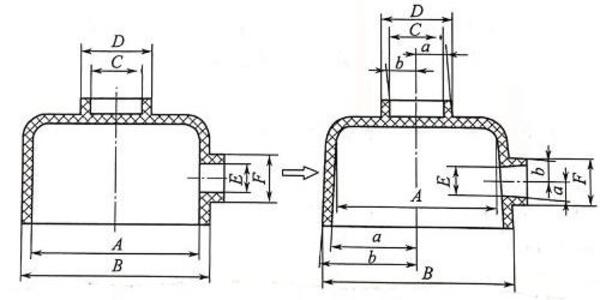
La relazione geometrica tra l'angolo di sformo e l'altezza della superficie di sformo è la seguente: tanθ=X/H;
dove θ è l'angolo di sformo, H è l'altezza della superficie di sformo e X è lo spessore ridotto della parete (o scostamento di inclinazione).
In teoria, più grande è l'angolo di sformo, più facile è lo sformaggio, soprattutto per le superfici di sformo con altezza (profondità) maggiore e area più ampia. Ciò è dovuto al fatto che la forza di serraggio di questa superficie sull'anima o sulla cavità è maggiore e che è necessario progettare una pendenza maggiore per facilitare lo sformaggio quando la forza di espulsione della pressa a iniezione rimane invariata.

Ma, in base alla relazione geometrica di cui sopra, quando H è costante, più θ è grande, più X è grande.
Per quanto riguarda la superficie d'aspetto, più X è grande, più la superficie d'aspetto cambia, fino a deviare dall'intenzione dell'ID, e la deviazione delle dimensioni d'aspetto sarà grande. Pertanto, se l'ID lo consente, quanto più grande è la bozza della superficie di aspetto, tanto meglio. Se l'ID non lo consente,
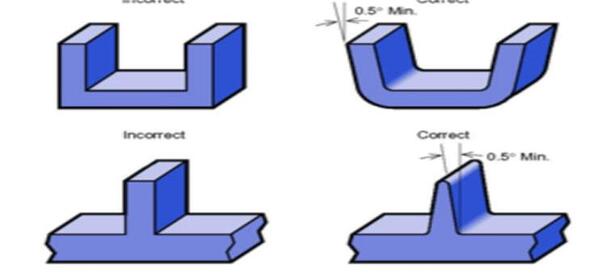
Per le superfici lucide, l'angolo di sformo ≥1°, per evitare il rischio di graffi, deve essere il più grande possibile;

Per una superficie strutturata, l'angolo di sformo deve essere di almeno 3° (a seconda del tipo e della profondità della texture, in genere sono necessari da 1 a 1,5° di sformo per ogni 0,001 mm di profondità, ma si consiglia di utilizzare i dati sull'angolo di sformo forniti dall'azienda produttrice della texture come guida).
Per quanto riguarda la superficie dell'osso, più grande è la X, minore è la larghezza superiore C dell'osso e più difficile è lo stampaggio a iniezione. Pertanto, l'osso dovrebbe essere progettato per essere il più corto possibile e l'angolo di sformo può essere maggiore. Se non è possibile evitarlo, assicurarsi almeno che il valore di X sia generalmente ≥0,2 e che la larghezza superiore C non sia inferiore a 0,6;

Per quanto riguarda la colonna di viti, il foro interno della colonna di viti è un elemento strutturale con requisiti di precisione dimensionale. Per questo tipo di elemento strutturale, al fine di garantire il campo di tolleranza, l'angolo di sformo sarà molto piccolo o addirittura nullo. La struttura dello stampo in questo caso richiede una rugosità molto ridotta o addirittura la lucidatura, e il perno di espulsione deve essere progettato in modo ragionevole nelle vicinanze.
Se si dispone di un espulsore a manicotto, non è necessario tracciare il foro della vite. Se si dispone di un espulsore normale, è necessario tracciare il foro della vite. L'altezza del foro della vite non deve essere eccessiva e l'angolo deve essere compreso tra 0,5° e 1,0°. L'altezza del foro della vite non deve essere troppo elevata e l'angolo deve essere compreso tra 0,5° e 1,0°. Non fare in modo che la parte superiore del foro sia più grande e quella inferiore più piccola, perché in tal caso la vite sarà allentata in alto e stretta in basso, con conseguenti sollecitazioni elevate.

Per le altre superfici interne, l'angolo di sformo è di 1° come valore mediano. Il valore specifico deve essere determinato in base all'altezza e alla rugosità della superficie di sformo. Allo stesso tempo, è necessario prestare attenzione alla variazione dello spessore della colla dopo la stesura per evitare difetti di stampaggio.
Conclusione
Non parlerò degli angoli di tiro perché sono belli. Parlerò degli angoli di sformo perché sono importanti. Sono importanti perché rendono i pezzi più facili da realizzare e migliori. Se non applicate gli angoli di sformo ai vostri pezzi, avrete molti pezzi che verranno scartati.
Può anche causare danni allo stampo. È meglio essere sempre consapevoli delle migliori pratiche di stampaggio a iniezione. Una di queste consiste nell'incorporare angoli di sformo nello stampaggio a iniezione.
Nel settore dello stampaggio a iniezione, siamo esperti di stampaggio a iniezione e siamo pronti a condividere la nostra esperienza con voi. I nostri ingegneri hanno una profonda conoscenza delle migliori pratiche di stampaggio a iniezione e le incorporano nei nostri servizi. I nostri ingegneri possono valutare completamente il vostro progetto e fornire raccomandazioni. Forniamo DfM per assicurarvi di ottenere i migliori risultati dalla progettazione del vostro pezzo.
Offriamo un'ampia gamma di servizi di produzione, tra cui lo stampaggio a iniezione. Se non siete sicuri che l'angolo di sformo sia sufficiente per le vostre esigenze, possiamo discuterne la progettazione. Offriamo anche un'ispezione generale dei pezzi per assicurarci che siano pronti per lo stampaggio. Tutti questi servizi sono offerti a un prezzo competitivo.







