 Vai al contenuto
Vai al contenuto 







Fase 1: Selezione e preparazione del materiale:
La selezione del giusto materiale PA è il primo passo nel processo di stampaggio a iniezione. I diversi tipi di materiali PA, come PA6, PA66 e PA12, presentano una diversa resistenza alla temperatura, agli agenti chimici, agli urti e alla fluidità. Scegliete il materiale più adatto alle vostre specifiche esigenze applicative. Inoltre, i materiali PA sono altamente igroscopici, quindi devono essere essiccati prima dello stampaggio a iniezione per garantire che il contenuto di umidità sia inferiore a 0,3%. Per la PA6, si consiglia l'essiccazione sotto vuoto a 105°C per 8 ore. Per la PA66, l'essiccazione sotto vuoto a 105°C per 12 ore. Per la PA12, è sufficiente un'essiccazione a 85°C per 4-5 ore. Se necessario, è possibile incorporare nel materiale PA additivi come coloranti, modificatori d'impatto o ritardanti di fiamma, garantendo una distribuzione uniforme per una qualità ottimale del prodotto.

Fase 2: impostazione della macchina di stampaggio a iniezione:
Quando si imposta la macchina per lo stampaggio a iniezione, è importante regolare la temperatura, la pressione e la velocità di iniezione in base al materiale PA utilizzato. Per la PA6, la temperatura di fusione dovrebbe essere compresa tra 230°C e 280°C, mentre per la PA66 dovrebbe variare tra 260°C e 290°C. Per la PA12, la temperatura di fusione dovrebbe essere compresa tra 240°C e 300°C, ma non dovrebbe superare i 310°C. La pressione di iniezione per PA6 e PA66 varia tipicamente da 750 a 1250 bar, mentre per PA12 la pressione massima di iniezione può raggiungere i 1000 bar. La velocità di iniezione è tipicamente elevata, ma per i materiali caricati con vetro dovrebbe essere leggermente ridotta per evitare la degradazione del materiale. Assicurarsi che la macchina sia calibrata correttamente è fondamentale per ottenere risultati costanti e di alta qualità.
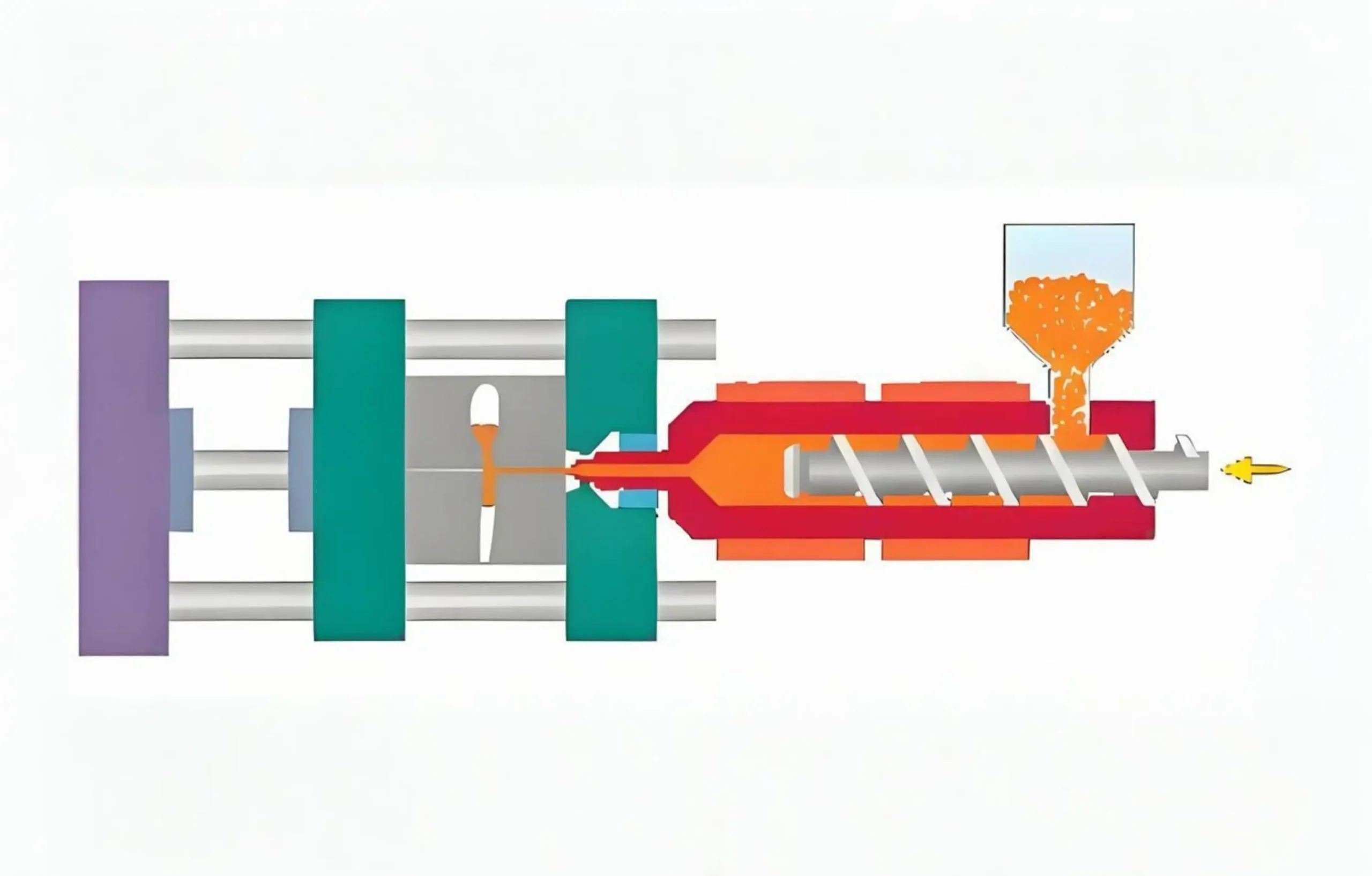
Fase 4: processo di stampaggio a iniezione:
Il processo di stampaggio a iniezione inizia con la chiusura dello stampo per garantire l'allineamento e la tenuta corretti. Il materiale PA fuso viene quindi iniettato nella cavità dello stampo a pressione controllata. Per garantire il riempimento completo delle cavità dello stampo, la pressione di iniezione deve essere mantenuta costante. Durante l'iniezione, la velocità di iniezione viene controllata attentamente per evitare difetti come bolle d'aria o riempimento incompleto. Dopo l'iniezione, viene applicata una pressione di mantenimento per compensare il ritiro del materiale durante il raffreddamento e per garantire la densità e la stabilità dimensionale del prodotto. Il tempo di mantenimento è generalmente breve, circa 3-5 secondi. Il processo di raffreddamento dura generalmente da 10 a 30 secondi, a seconda dello spessore del pezzo e dello specifico materiale PA utilizzato. Una volta che il prodotto si è raffreddato e solidificato, lo stampo si apre e il pezzo viene espulso dalla cavità.
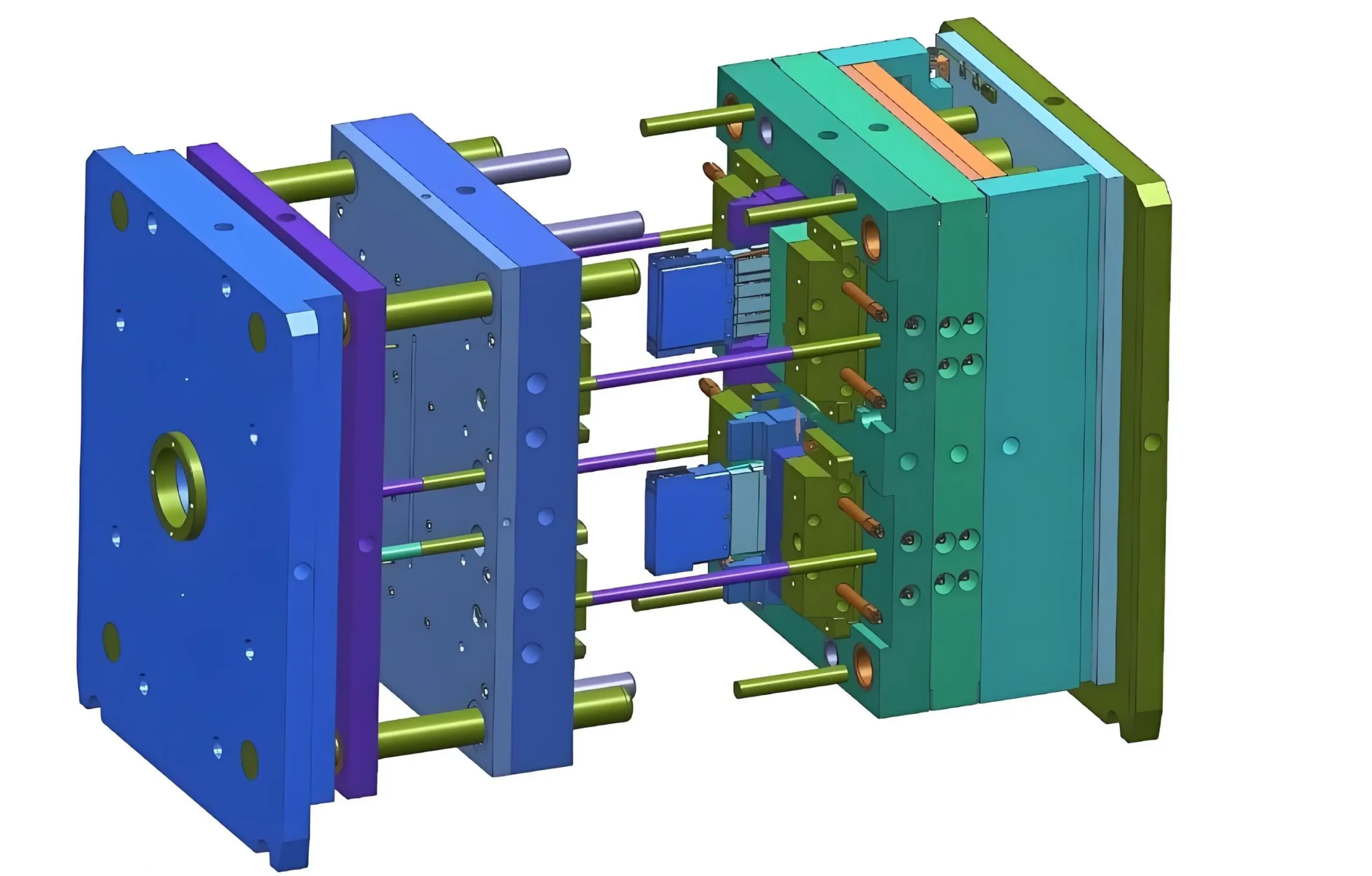
Fase 3: progettazione dello stampo:
La progettazione dello stampo è fondamentale per garantire il successo del processo di stampaggio a iniezione. Una progettazione adeguata dei sistemi di gate e runner è essenziale per garantire un riempimento uniforme della cavità dello stampo. Per la PA6, il diametro della porta non deve essere inferiore a 0,5 volte lo spessore della parte in plastica. Per la PA12, il diametro della guida di scorrimento per i materiali non riempiti dovrebbe essere di circa 30 mm, mentre per i materiali riempiti è necessario un diametro maggiore di 5-8 mm. La forma del canale di colata deve essere circolare e la porta di iniezione deve essere la più corta possibile per ridurre al minimo la perdita di materiale. Anche la temperatura dello stampo deve essere regolata in base al materiale utilizzato. Per il PA6, la temperatura dello stampo è generalmente impostata tra 80°C e 90°C, mentre per il PA66 è solitamente intorno agli 80°C. Per la PA12, la temperatura dello stampo può variare da 30°C a 100°C, a seconda che il materiale sia non caricato o caricato.

Fase 5: operazioni di post-stampaggio:
Dopo lo stampaggio, sono necessarie ulteriori fasi di post-lavorazione. Queste possono includere la rifilatura, la sbavatura o la lucidatura per rimuovere il materiale in eccesso, le bave o i difetti superficiali, migliorando l'aspetto e la funzionalità del pezzo. Alcuni pezzi in PA possono anche necessitare di ricottura o condizionamento per migliorare la tenacità e la stabilità dimensionale. La ricottura consiste nel riscaldare il pezzo a una temperatura leggermente inferiore al punto di fusione del materiale e nel mantenerlo a tale temperatura per un certo periodo di tempo. Il condizionamento, invece, consiste nell'esporre il pezzo a un ambiente umido per consentirgli di assorbire l'umidità, migliorando così le sue prestazioni. Questi trattamenti post-stampaggio assicurano che il prodotto finale soddisfi gli standard di qualità e abbia le prestazioni previste per la sua applicazione.

Fase 6: Controllo qualità e confezionamento:
Nella fase di controllo qualità, i pezzi vengono ispezionati per individuare eventuali difetti e verificati rispetto ai requisiti dimensionali, estetici e meccanici. Spesso si utilizzano strumenti di misura di precisione come le macchine di misura a coordinate (CMM) per garantire che i pezzi rispettino le tolleranze specificate. Possono essere eseguiti anche test meccanici, come la resistenza alla trazione o agli urti, per verificare la durata e le prestazioni dei pezzi. Una volta superata l'ispezione, i pezzi vengono imballati in modo appropriato per proteggerli da danni o contaminazioni durante il trasporto e lo stoccaggio. Un imballaggio adeguato garantisce che il prodotto mantenga la sua qualità e integrità fino al momento in cui arriva al cliente.






Componenti del motore:
Il PA è utilizzato per produrre parti come i collettori di aspirazione. La sua resistenza alle alte temperature e la sua forza meccanica assicurano stabilità e durata nel difficile ambiente del motore. Rispetto ai tradizionali collettori di aspirazione in metallo, i collettori stampati a iniezione in PA riducono il peso, migliorando l'efficienza del carburante e le prestazioni del veicolo.

Interni per autoveicoli:
Il PA è utilizzato per produrre componenti come i regolatori dei sedili, le maniglie delle porte e i componenti del cruscotto. La sua eccellente resistenza all'usura e la sua finitura superficiale lo rendono ideale per le parti visibili e di uso frequente, come i regolatori dei sedili, che devono sopportare ripetute sollecitazioni meccaniche.
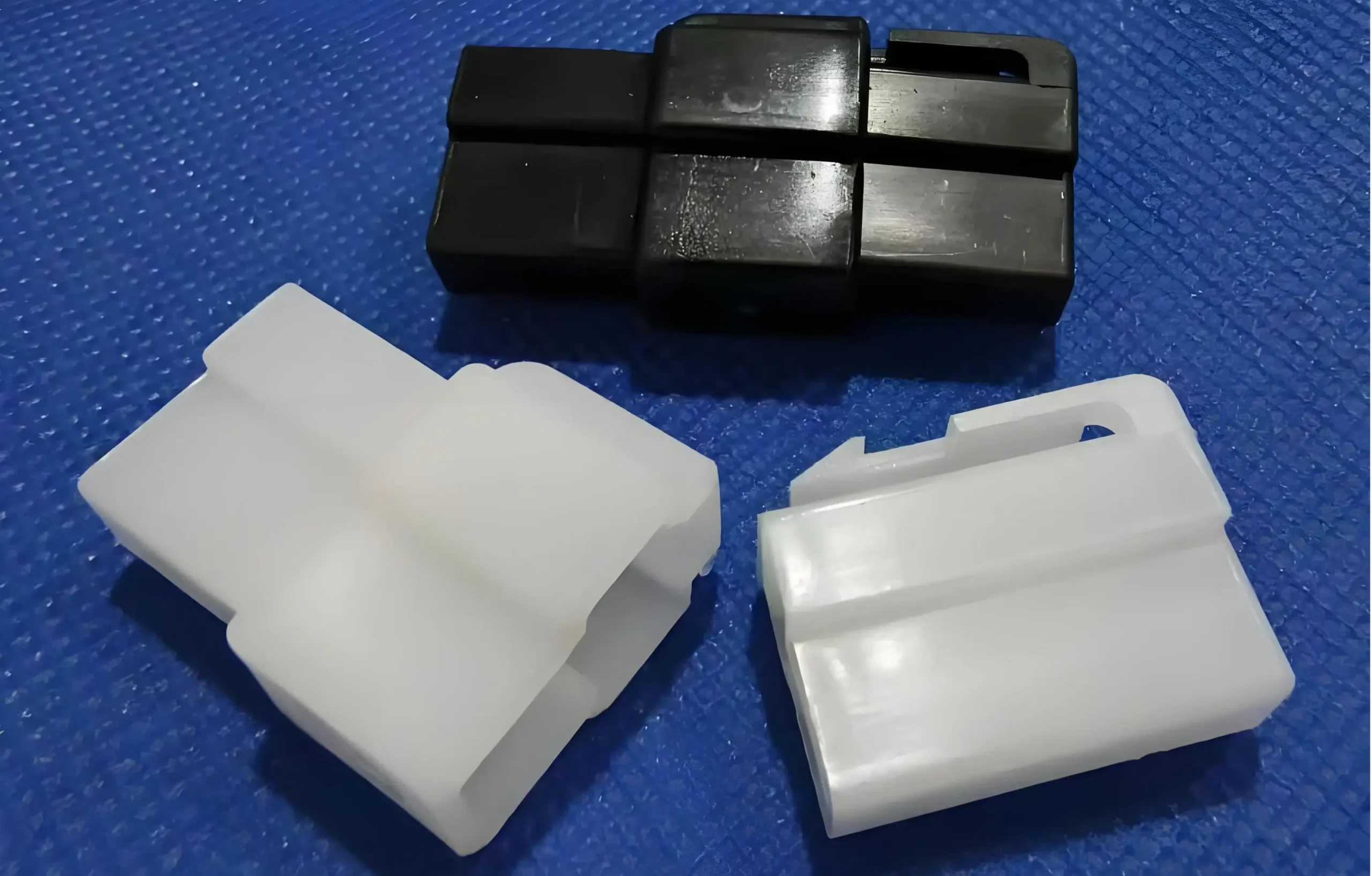
Connettori:
I connettori stampati a iniezione in PA offrono eccellenti proprietà di isolamento elettrico e stabilità meccanica, garantendo connessioni affidabili in dispositivi elettronici come computer, telefoni cellulari ed elettrodomestici. Il preciso processo di stampaggio a iniezione supporta la miniaturizzazione e la progettazione di connettori ad alta densità.

Alloggiamenti di apparecchiature elettroniche:
Il PA è utilizzato per le scocche dell'elettronica di consumo, come macchine fotografiche e utensili elettrici. La sua resistenza agli urti e agli agenti chimici protegge i componenti interni da danni fisici e corrosione.

Giocattoli:
I giocattoli stampati a iniezione in PA, come le action figure e i veicoli giocattolo, sono durevoli e possono sopportare giochi violenti. La flessibilità e la resistenza del materiale riducono le rotture, garantendo una maggiore durata dei giocattoli.

Articoli per la casa:
Il PA è utilizzato in prodotti come manici di scopa, parti di aspirapolvere e utensili da cucina. La sua resistenza all'abrasione e la facilità di pulizia rendono questi articoli più pratici, come gli utensili da cucina che resistono a graffi e macchie.
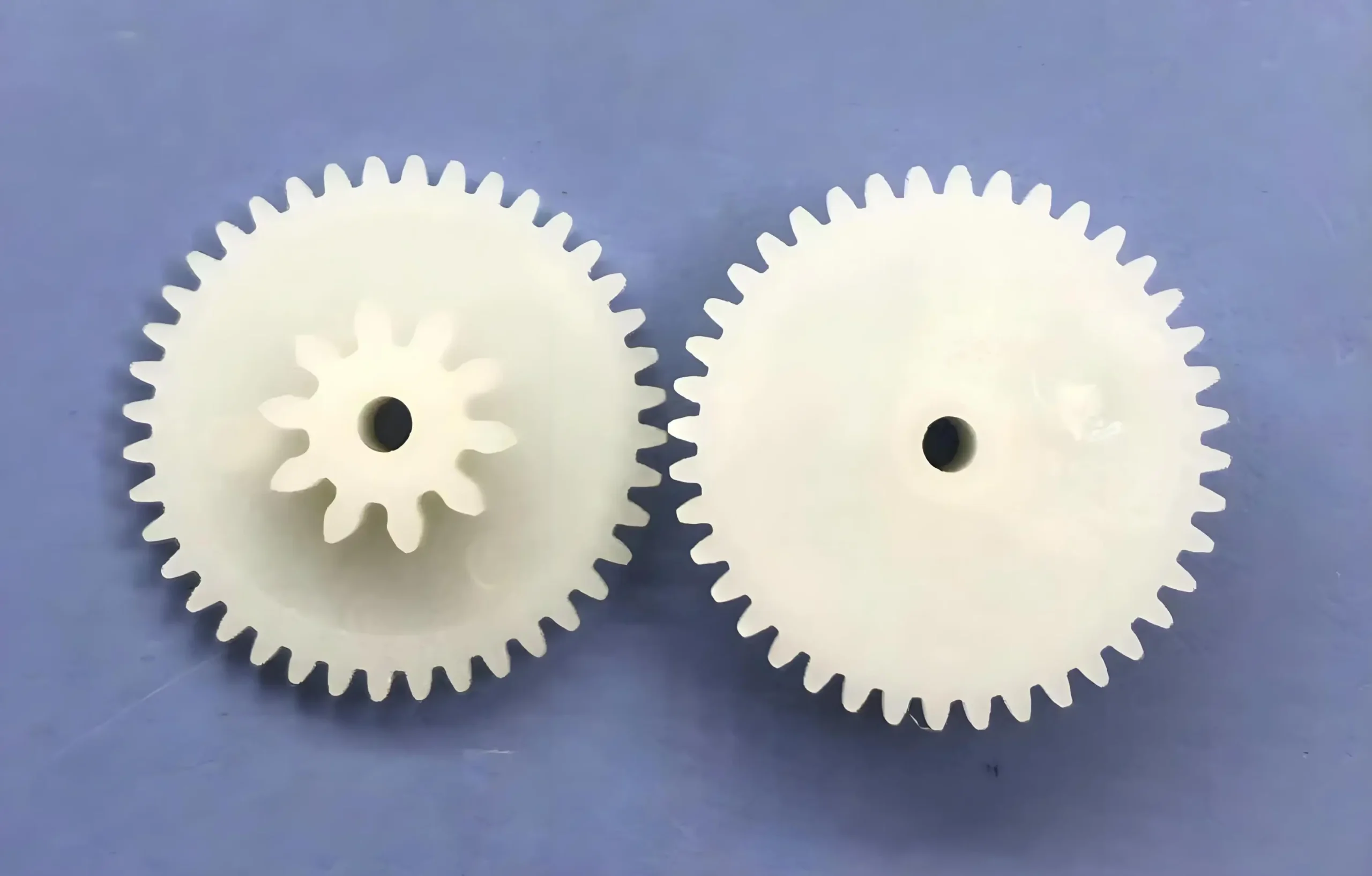
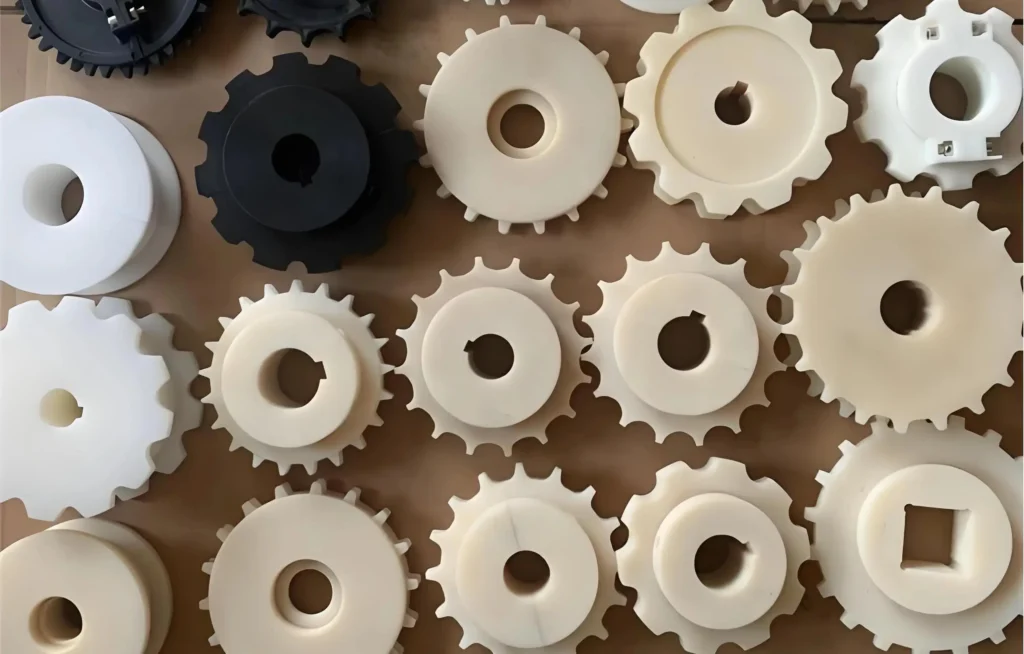
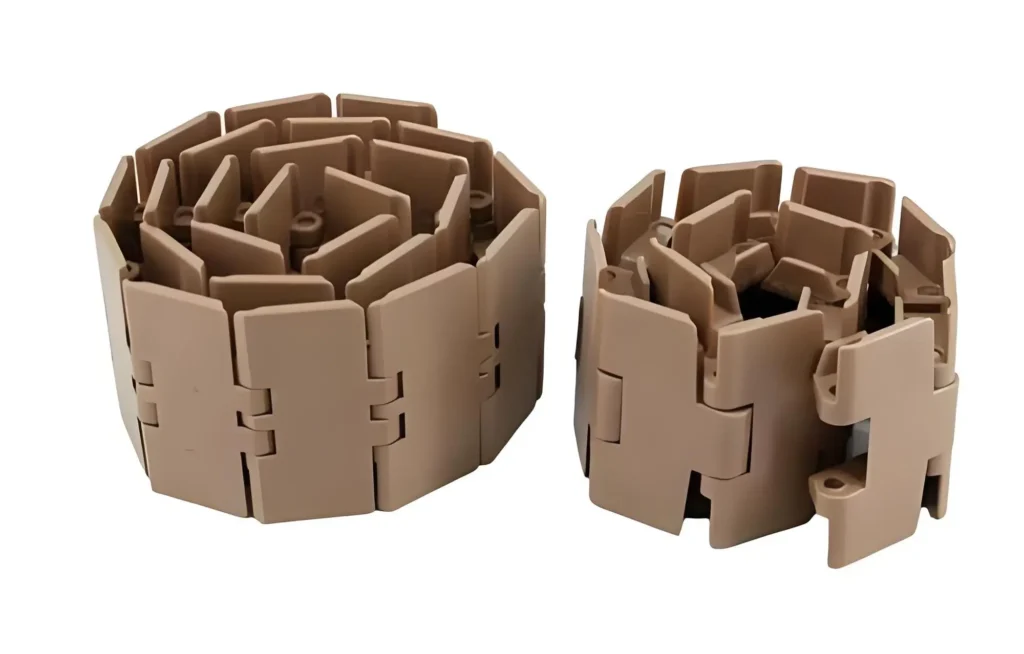
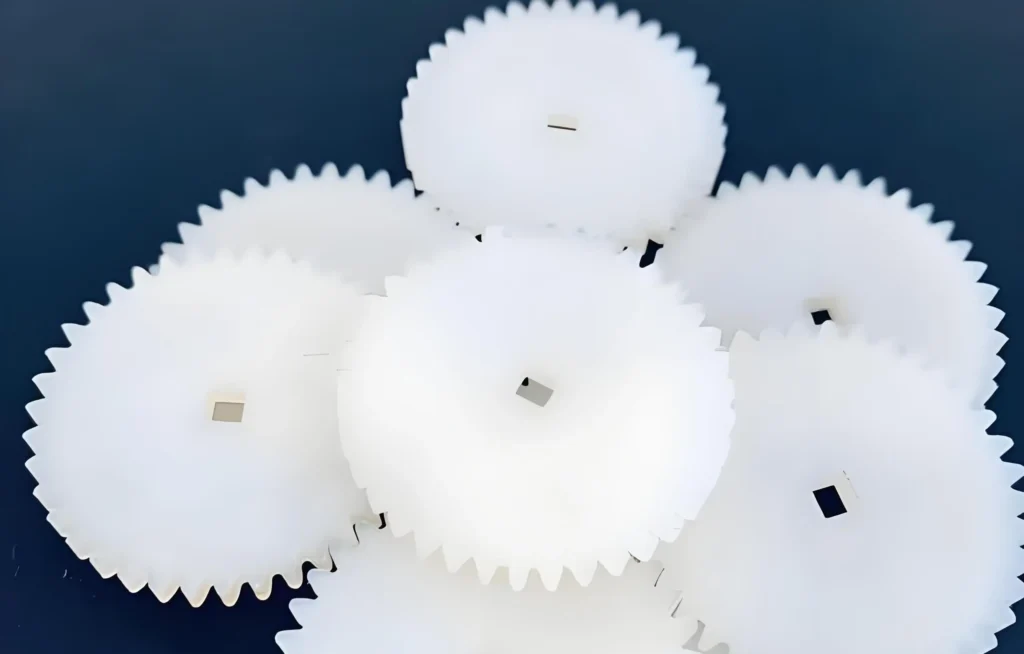
Cuscinetti e ingranaggi:
I cuscinetti e gli ingranaggi stampati a iniezione in PA sono utilizzati nelle apparecchiature meccaniche leggere. Le loro proprietà autolubrificanti riducono l'attrito e l'usura, migliorando l'efficienza e la durata di apparecchiature come i sistemi di trasporto.

Contenitori e raccordi industriali:
Il PA è utilizzato per produrre serbatoi di stoccaggio, tubi e raccordi per gli impianti di lavorazione chimica. La sua resistenza chimica garantisce che questi contenitori possano immagazzinare in modo sicuro una varietà di sostanze chimiche senza degradarsi.

Il PA viene utilizzato per produrre strumenti chirurgici, protesi e alloggiamenti per dispositivi medici. La sua biocompatibilità e sterilizzabilità soddisfa i severi requisiti delle applicazioni mediche, rendendolo adatto a dispositivi di alta precisione e igienici.

L'industria aerospaziale utilizza il PA per parti come pannelli strutturali e accessori interni. Il suo elevato rapporto resistenza/peso e la sua durata lo rendono ideale per le condizioni difficili degli ambienti aerospaziali.
What Is PC Injection Molding? Complete Polycarbonate Guide
What Is PC Injection Molding? Complete Polycarbonate Guide Your project calls for a transparent, impact-resistant housing — maybe a medical device cover, an automotive lens, or an electronic enclosure. You

Zetar Case Study: Air Quality Monitor Redesign
Engineering Case Study From Critical Failure to Market Triumph How Zetar’s DFM expertise rescued a U.S. innovator’s smart home air quality monitor from design flaws, manufacturing dead-ends, and a 3-month
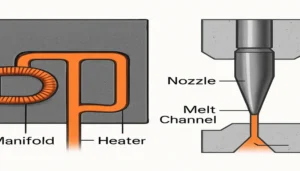
Injection Mold Hot Runner System: Complete Guide to Types, Cost, and ROI
Key Takeaways Hot runner systems eliminate cold runner waste, raising material utilization from 60–70% to 95–98%. Cycle time reduction of 15–40% is achievable with a properly designed hot runner, depending

