 Vai al contenuto
Vai al contenuto 

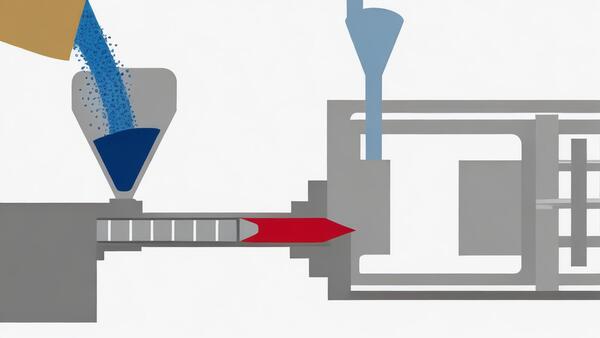
Introduzione: La contropressione, nota anche come pressione di plastificazione, è una forza utilizzata per mantenere una pressione di iniezione continua durante il processo di stampaggio a iniezione. Si verifica principalmente quando il materiale fuso entra continuamente nel cilindro.
La pressione generata nello stampaggio a iniezione spinge la velocità della vite all'indietro. La contropressione è la forza di reazione al movimento all'indietro della vite. Può rallentare la velocità di retrazione della vite per garantire che il materiale fuso venga iniettato uniformemente nella canna e la riempia completamente.
La regolazione e l'uso corretto della contropressione possono rendere uniforme la temperatura di fusione, compattare il materiale fuso e produrre prodotti plastici migliori. Come regolare la contropressione della macchina di stampaggio a iniezione, che tipo di contropressione è appropriata, Zeatr Mold stampaggio a iniezione vi risponderà uno per uno.
Come si forma la contropressione?
Quando la plastica fusa e plastificata, il materiale fuso continua a spostarsi verso l'estremità anteriore del cilindro (all'interno della camera di dosaggio) e forma gradualmente una pressione che spinge indietro la vite.

Per evitare che la vite si ritiri troppo velocemente e per garantire che il materiale fuso venga compattato in modo uniforme, è necessaria un'inversione di pressione sulla vite, chiamata contropressione, che impedisce alla vite di tornare indietro.
La contropressione è chiamata anche pressione di plastificazione. Si controlla regolando la valvola a farfalla dell'olio di ritorno del cilindro di iniezione.

La valvola di contropressione è installata sul retro del cilindro di iniezione della macchina per lo stampaggio a iniezione a vite preplastificante per regolare la velocità di scarico dell'olio del cilindro di iniezione quando la vite ruota all'indietro, in modo che la pressione di mantenimento del cilindro; la velocità (resistenza) all'indietro della vite del motore completo sia controllata dalla servovalvola CA.
Dove si trova la posizione di regolazione della contropressione?
La valvola di contropressione della macchina di stampaggio a iniezione si trova solitamente accanto alla valvola di fusione. La valvola di contropressione è installata anche sul retro del cilindro di iniezione della macchina per lo stampaggio a iniezione a vite con preplastificazione. La contropressione viene controllata regolando la valvola a farfalla dell'olio di ritorno del cilindro di iniezione.

Quali problemi si verificano se la contropressione è troppo bassa?
Quando la contropressione è troppo bassa, la vite si tira indietro troppo velocemente, e la densità del materiale fuso che fluisce nell'estremità anteriore del cilindro è ridotta (relativamente sciolta), e viene intrappolata più aria.
Ciò comporta una cattiva qualità della plastificazione, un volume di iniezione instabile e forti variazioni del peso e delle dimensioni del prodotto.

La superficie del prodotto presenta restringimenti, fiori di gas, linee di materiale freddo, lucentezza non uniforme e altri fenomeni negativi. Il prodotto è soggetto a bolle, e la periferia e la posizione delle ossa del prodotto sono soggette a colla insufficiente. La temperatura di fusione è bassa, la viscosità è elevata e il flusso di fusione è scarso.
Quali problemi si verificano se la contropressione è troppo alta?
La pressione della massa fusa all'estremità anteriore del cilindro è troppo alta, la temperatura del materiale è elevata e la viscosità diminuisce. Il riflusso del materiale fuso nella scanalatura della vite e il flusso di perdita tra il cilindro e la vite aumentano, riducendo l'efficienza di plastificazione (la quantità di materiale plastificato per unità di tempo).

Per le plastiche che non amano il calore (come il PVC, il POM, ecc.) o i coloranti, la temperatura della fusione aumenta e il tempo necessario per riscaldarsi nel cilindro aumenta, e la plastica inizia a rompersi a causa del calore, o il colorante inizia a cambiare colore, e la superficie del colore/lucentezza del prodotto inizia ad avere un brutto aspetto.
Se la contropressione è troppo alta, la vite si ritirerà lentamente e il tempo di ritorno della preplastica sarà lungo, con conseguente aumento del tempo di ciclo e riduzione dell'efficienza produttiva.

Se la contropressione è troppo alta, la pressione di fusione sarà elevata e l'ugello sbaverà dopo l'iniezione. Alla successiva iniezione, il materiale freddo nel canale di flusso del canale di colata bloccherà il canale di colata o appariranno macchie di materiale freddo nel prodotto.
Quando la birra viene stampata, l'ugello spesso perde colla a causa dell'eccessiva contropressione, con conseguente spreco di materie prime e bruciatura dell'anello di riscaldamento vicino all'ugello.

L'usura meccanica del meccanismo di pre-stampaggio e del cilindro della vite aumenta.
Quali sono i metodi per regolare la contropressione?
Quando si produce una macchina per lo stampaggio a iniezione, il valore di regolazione della contropressione non è fisso, di solito 3-15 kg/cm. Oltre alla natura delle materie prime e alla qualità strutturale del prodotto, la regolazione della contropressione deve essere effettuata durante l'intero processo produttivo.

In produzione, quando l'ugello perde colla, sbava, la massa fusa si decompone eccessivamente, il prodotto cambia colore e il ritorno del materiale è troppo lento, è opportuno ridurre la contropressione.
Quando si notano piccoli fiori di gas, mescolanza di colori, ritiro e grandi variazioni nelle dimensioni e nel peso del prodotto sulla superficie, è necessario aumentare la contropressione. Pertanto, è necessario regolare la contropressione in base allo stato di produzione e alla propria esperienza produttiva. Ecco come regolare la contropressione nello stampaggio a iniezione.
Impostare il valore minimo di contropressione
Prima di iniziare la regolazione della contropressione, regolare la contropressione al valore minimo. Regolare la contropressione della pressa a iniezione sul valore minimo e aprire lo stampo per l'iniezione. Se il prodotto non presenta difetti evidenti, significa che la contropressione minima è sufficiente.
Aumentare gradualmente la contropressione
Aumentando la contropressione rispetto a quella minima, il numero di prodotti iniettati continuerà ad aumentare. Prestare attenzione alla presenza di difetti come ammaccature e bave sulla superficie del prodotto e regolare la contropressione finché la superficie del prodotto non risulta liscia e priva di difetti.

Test delle prestazioni del prodotto
Una volta terminata la regolazione della contropressione, è necessario testare le prestazioni del prodotto che si sta realizzando. Verranno testati aspetti quali la resistenza alla trazione, all'usura, alla pressione e così via. Se il prodotto funziona nel modo desiderato, la regolazione della contropressione è terminata.
Modifica del valore di impostazione della contropressione
Quando si regola la contropressione, partire da un valore basso e aumentarlo gradualmente. Osservare le variazioni di qualità del prodotto dopo ogni regolazione fino a raggiungere lo stato migliore. Quando si regola la contropressione, non bisogna esagerare con le regolazioni per evitare di compromettere la qualità del prodotto.

Quando si effettua lo stampaggio a iniezione, è necessario osservare le variazioni del valore della contropressione in tempo reale, in modo da regolarla in tempo. In circostanze normali, il valore della contropressione dovrebbe essere leggermente inferiore al valore preimpostato, in modo da poter seguire il principio dello scarico. Se il valore di contropressione è troppo alto, può causare grinze, danni e altri difetti sulla superficie del pezzo.
Quando si producono oggetti, è necessario regolare continuamente la contropressione perché la temperatura della plastica, la temperatura dello stampo e la temperatura ambiente cambiano continuamente. Prima di iniziare a produrre, si dovrebbe creare una tabella che indichi la migliore contropressione per ogni oggetto che si sta producendo. In questo modo si può guardare la tabella e sapere a quale valore impostare la contropressione.

In primo luogo, è necessario individuare l'interfaccia di impostazione pertinente per il controllo della contropressione sull'interfaccia uomo-macchina della pressa a iniezione e quindi impostarla. Al momento dell'impostazione, occorre innanzitutto capire la quantità di contropressione necessaria, che può essere valutata in modo completo in base alla forma del pezzo e alle caratteristiche del materiale.
Regolazione della velocità di risposta della macchina di stampaggio a iniezione
Un altro passo importante è la regolazione della velocità di risposta. Quando si modifica l'impostazione della contropressione, la macchina subisce un certo ritardo nel funzionamento effettivo, che influisce direttamente sulla stabilità e sulla precisione della contropressione. È quindi necessario ridurre questo ritardo regolando la velocità di risposta del sistema di controllo.

Regolare la contropressione in base al pezzo stampato a iniezione
Regolare la contropressione in base ai difetti del prodotto: Se il prodotto presenta difetti quali bave, pori, deformazioni e finiture superficiali insufficienti, questi possono essere risolti regolando la contropressione. In generale, aumentando il valore della contropressione si possono risolvere i difetti superficiali, mentre riducendo il valore della contropressione si possono risolvere i difetti interni.
Regolare la dimensione della contropressione in base alle proprietà e ai requisiti del prodotto stampato a iniezione: In generale, maggiore è la contropressione della pressa a iniezione, migliore è la qualità del prodotto stampato a iniezione.

Tuttavia, una contropressione eccessiva comporta una riduzione dell'efficienza produttiva e uno spreco di materie prime. Pertanto, è necessario regolare adeguatamente la dimensione della contropressione in base alla situazione specifica del prodotto stampato a iniezione.
Regolazione della contropressione della macchina di stampaggio a iniezione
Più alta è la contropressione della macchina per lo stampaggio a iniezione, più alta è la contropressione. Pertanto, regolando la contropressione della pressa a iniezione, è possibile regolare la contropressione della pressa a iniezione.

Modificare la velocità di contropressione della pressa a iniezione. Maggiore è la velocità di contropressione della pressa a iniezione, maggiore è la contropressione. Pertanto, modificando la velocità di contropressione della pressa a iniezione, è possibile regolare la contropressione della pressa a iniezione.
Determinare la dimensione della contropressione in base alla plastica
Scegliere la dimensione della contropressione in base al tipo di plastica: Plastiche diverse hanno requisiti diversi di contropressione. In generale, le plastiche con basso punto di fusione necessitano di una contropressione minore, mentre quelle con alto punto di fusione necessitano di una contropressione maggiore.

Pertanto, è necessario regolare la contropressione in base al tipo specifico di plastica utilizzata per lo stampaggio a iniezione.
Ecco come capire quale contropressione utilizzare in base al tipo e al colore della plastica che si sta utilizzando: Tipi e colori di plastica diversi richiedono impostazioni di contropressione diverse.

Se non si imposta correttamente il valore di contropressione, il pezzo si restringe, si deforma e si verifica un altro problema. Come regola generale, i materiali trasparenti o lucidi hanno valori di contropressione più elevati, mentre i materiali non trasparenti o opachi richiedono valori di contropressione più bassi.
Regolare la temperatura dello stampo
La temperatura dello stampo è uno dei fattori importanti che influenzano la dimensione della contropressione. Quando si regola la contropressione, è possibile regolare prima la temperatura dello stampo e poi apportare le modifiche corrispondenti in base all'effetto della contropressione regolata.

Regolare l'impostazione della pressione della macchina di stampaggio a iniezione
Anche l'impostazione della pressione della pressa a iniezione influisce sull'entità della contropressione. In generale, un'impostazione di pressione più alta richiede una contropressione più elevata, mentre un'impostazione di pressione più bassa richiede una contropressione più bassa.

Quando si regola la contropressione, è possibile regolare innanzitutto l'impostazione della pressione della stampaggio a iniezione macchina in modo appropriato e quindi apportare le modifiche corrispondenti in base all'effetto della contropressione regolata. Inoltre, le impostazioni della pressione di stampaggio a iniezione iniziano in genere con le impostazioni dell'unità di iniezione e della pressione.
Quali sono i vantaggi di una corretta regolazione della contropressione?
Può comprimere il materiale fuso nel cilindro, aumentare la densità e migliorare la stabilità del volume di iniezione, il peso e le dimensioni del prodotto.

Può "spremere" il gas nel materiale fuso, ridurre i fiori di gas e le bolle interne sulla superficie del prodotto e migliorare l'uniformità della brillantezza. Rallentare la velocità di ritiro della vite per plastificare completamente il materiale fuso nel cilindro, aumentare l'uniformità di miscelazione della polvere colorante, del masterbatch e del materiale fuso ed evitare il fenomeno del "colore misto" nel prodotto.
Rallentare la velocità di ritiro della vite per plastificare completamente il materiale fuso nel cilindro, aumentare l'uniformità di miscelazione della polvere colorante, del masterbatch e del materiale fuso ed evitare il fenomeno del "colore misto" nel prodotto.

Aumentando adeguatamente la contropressione si può migliorare il ritiro della superficie del prodotto e il flusso di colla intorno al prodotto.
Può aumentare la temperatura del materiale fuso, migliorare la qualità della plastificazione del materiale fuso, migliorare la fluidità del materiale fuso durante il riempimento dello stampo e non lasciare segni di colla fredda sulla superficie del prodotto.

È bene eliminare il gas presente nella botte e ridurre i fiori di gas e le bolle sulla superficie del prodotto; rallentare la velocità di ritiro della vite per plastificare completamente il materiale fuso nella botte;
Aumentare adeguatamente la contropressione per migliorare il ritiro della superficie del prodotto (applicabile a stampi e prodotti senza valvole sequenziali).

Può riscaldare il materiale fuso, renderlo più fluido e farlo scorrere meglio nello stampo.
Conclusione
In breve, la corretta regolazione della contropressione delle macchine per lo stampaggio a iniezione può migliorare la qualità dello stampaggio a iniezione e l'efficienza produttiva, ridurre il tasso di scarti e i costi di produzione.

Pertanto, durante la stampaggio a iniezione processo di produzione, dobbiamo regolare in base alla situazione specifica e trovare il miglior metodo di regolazione della contropressione per ottenere il miglior effetto di stampaggio a iniezione.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







