 Vai al contenuto
Vai al contenuto 

Stampo a iniezionePerché lo Stampo della Macchina per lo Stampaggio a Iniezione | ZetarMold
Lo stampo a iniezione è l'attrezzatura principale dello stampaggio a iniezione. La sua progettazione e la qualità di fabbricazione determinano direttamente la qualità e l'efficienza produttiva del prodotto. La produzione di stampi a iniezione non solo comporta l'applicazione completa delle conoscenze in materia di materiali, grafica, processi, ecc. ma è anche uno dei prerequisiti e il fulcro della produzione di prodotti in plastica.

La precisione dello stampo a iniezione ha un grande effetto sull'aspetto, sulle dimensioni e sulla struttura interna del prodotto. Pertanto, l'integrità dello stampo a iniezione è una delle chiavi per garantire la stabilità della qualità di stampaggio dei prodotti in plastica. Controllando la progettazione e la precisione di fabbricazione degli stampi a iniezione, nonché la manutenzione e la cura degli stampi a iniezione, è possibile migliorare efficacemente la qualità dei prodotti e l'efficienza della produzione.
In questo articolo si analizzeranno a fondo le varie ragioni per cui gli stampi a iniezione potrebbero avere dei problemi, in modo da poter capire meglio come risolvere i problemi che potrebbero verificarsi con gli stampi durante il processo di produzione dello stampaggio a iniezione e ridurre i costi operativi dell'azienda.
Ⅰ.Conoscenza di base degli stampi per macchine ad iniezione
1.1 Descrizione dello stampo a iniezione
Uno stampo a iniezione è uno strumento utilizzato nelle fabbriche per produrre oggetti in plastica. Funziona così: si fonde la plastica e la si spruzza nello stampo. Poi si lascia raffreddare e si estrae dallo stampo. Lo stampo è composto da una serie di parti, come la parte che spruzza la plastica, la parte che tiene insieme lo stampo, la parte che muove lo stampo, la parte che raffredda lo stampo e la parte che estrae il materiale dallo stampo. Gli stampi a iniezione vengono utilizzati per produrre ogni tipo di materiale plastico, come tazze, piatti, giocattoli e parti di automobili.

1.2 Il ruolo dello stampo nel processo di stampaggio a iniezione
1. Selezione della macchina di stampaggio a iniezione
A causa dei limiti della macchina per lo stampaggio a iniezione e dello stampo, esiste una certa gamma di specifiche dello stampo che può essere installato su un tipo di macchina per lo stampaggio a iniezione. In altre parole, quando viene realizzato lo stampo, viene determinata la macchina minima corrispondente. In questo modo si garantisce che l'azienda di stampaggio a iniezione disponga di macchine corrispondenti. In caso contrario, è possibile aumentare il modello della macchina per lo stampaggio a iniezione, causando inevitabilmente uno spreco di macchine.

2. Qualità del prodotto
Molds are responsible for at least 70% of the factors that affect product quality. For high-precision injection molding machines, molds have an even greater impact. When it comes to the appearance of a product, the texture of the surface depends on the texture effect of the mold. The smooth and mirror-like surfaces depend on the quality of the mold cavity surface polishing. For the non-appearance surface of the product, the quality of the mold surface is directly reflected in the roughness of the product surface. In terms of product size, in addition to the impact of product shrinkage and injection molding process, the most direct impact is the dimensional accuracy of the mold. The higher the dimensional accuracy of the mold, the higher the dimensional accuracy of the product.

3. Ciclo di stampaggio
Per quanto riguarda la progettazione dello stampo, la posizione del cancello, la disposizione delle vie d'acqua e così via influiscono sul ciclo di stampaggio della produzione di stampaggio a iniezione. Un ciclo di stampaggio più breve significa che è possibile produrre più pezzi nello stesso tempo, il che significa che è possibile produrre più pezzi con la stessa macchina di stampaggio a iniezione, il che significa che è possibile produrre più pezzi senza acquistare altre macchine di stampaggio a iniezione, il che significa che è possibile produrre più pezzi senza spendere di più.
4. Materie prime - Costi di produzione (rifiuti)
La progettazione del sistema di guide dello stampo influisce sulla quantità di scarti generati dallo stampaggio a iniezione. Questi scarti aumentano di fatto i costi di produzione.
5. Livello di automazione della produzione
Quando si progetta lo stampo, è necessario pensare a come renderlo facile da espellere, senza alcuna post-elaborazione e in grado di essere prodotto in modo stabile senza rischi per la qualità. Se lo stampo non è in grado di soddisfare questi requisiti, è necessario che qualcuno lo sorvegli durante la produzione, il che aumenterà i costi di manodopera e renderà instabile la qualità del prodotto.
6. Lavoro di post-elaborazione
Se la progettazione dello stampo è ragionevole e il prodotto soddisfa i requisiti, non è necessario eseguire operazioni di post-lavorazione, come la rifilatura del flash, la rifilatura del gate, l'ortopedia, l'ispezione completa, ecc.
7. Aumentare la produttività
L'uso di stampi a iniezione può davvero aiutare a velocizzare la produzione. Con le attrezzature per stampi a iniezione automatizzati, è possibile automatizzare l'intero processo, riducendo così i costi e i tempi di manodopera e aumentando l'efficienza della produzione.
8. Garantire la qualità del prodotto
Quando si realizzano stampi a iniezione, è possibile controllare la temperatura, la pressione, la velocità e altri parametri di produzione della plastica. In questo modo, il prodotto ha le dimensioni giuste, è liscio e di buona qualità.
9. Ridurre i costi di produzione
L'utilizzo di stampi a iniezione può aiutarvi a risparmiare denaro. Rispetto ad altri metodi di produzione, gli stampi a iniezione possono produrre molte cose contemporaneamente. Ciò significa che non è necessario pagare tanto per le persone che ci lavorano, per il tempo che ci dedicano o per i materiali utilizzati per la produzione.

10. Ampia gamma di applicazioni
Gli stampi a iniezione sono ampiamente utilizzati in vari settori, non solo per i prodotti in plastica, ma anche per i prodotti in metallo. Si possono realizzare tutti i tipi di prodotti, come parti di automobili, apparecchiature mediche, elettronica e oggetti di uso quotidiano.
11. Risparmio energetico
L'utilizzo di stampi a iniezione per la produzione di prodotti è più efficiente dal punto di vista energetico ed ecologico rispetto ai metodi di produzione tradizionali. Il processo di produzione degli stampi a iniezione non comporta alcun inquinamento ambientale, come gas di scarico e acque reflue. Allo stesso tempo, il metodo di produzione degli stampi a iniezione riduce anche lo spreco di rifiuti e di energia.

1.3 Tipi comuni di stampi a iniezione
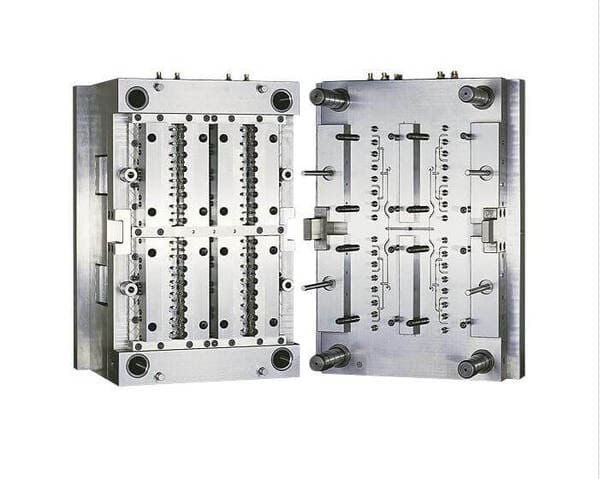
Gli stampi a iniezione possono essere suddivisi in stampi a piastra singola, stampi compositi e stampi a più cavità in base all'ambito di utilizzo e all'efficienza produttiva. Tra questi, gli stampi a più cavità possono produrre più prodotti plastici contemporaneamente con le stesse dimensioni dello stampo e la stessa pressione dell'unità della macchina, ottenendo un'efficienza di produzione multipla, un'alta efficienza e un risparmio energetico, per cui sono ampiamente utilizzati.
1.4 Processo di produzione degli stampi a iniezione
Il processo di produzione degli stampi a iniezione comprende principalmente la progettazione dello stampo, la lavorazione, l'assemblaggio, la prova dello stampo, la riparazione dello stampo e altri collegamenti. La progettazione dello stampo è la prima fase della produzione di stampi a iniezione. Analizza e determina il processo di stampaggio, i materiali dello stampo e la struttura del modello. Segue la fase di lavorazione, che prevede principalmente la fresatura, la foratura, la fresatura, il taglio a filo, il taglio laser e altri processi delle parti dello stampo. Seguono l'assemblaggio e la prova dello stampo per testare l'effetto di stampaggio dei prodotti in plastica e migliorare e modificare ulteriormente lo stampo in base ai risultati. L'intero processo di produzione degli stampi a iniezione richiede una continua ottimizzazione dei processi e delle tecnologie per garantire la qualità e le prestazioni dello stampo.

Ⅱ. Cause comuni dei danni da muffa
2.1 Motivi per cui gli stampi a iniezione si danneggiano durante la lavorazione
1. Se si scelgono i pezzi sbagliati per lo stampo a iniezione, dopo un po' potrebbero rovinarsi.
2. Quando inserite e togliete i pezzi dallo stampo a iniezione, non colpiteli con un martello. Li rovinereste.
3. Se l'angolo del cono nello stampo è troppo grande, la plastica farà fatica a passare. Ciò potrebbe causare la rottura delle nervature di supporto del cono.
4. L'esterno e l'interno dello stampo sono troppo morbidi. Ecco perché sono tutti graffiati e le parti in plastica hanno un aspetto orribile.
5. Se si commette un errore durante la regolazione dello stampo, si rischia di rompere le viti di regolazione dello stampo, di deformare lo stampo o il manicotto di calibratura e di non poterli utilizzare.

2.2 Danni frequenti all'auto basculante con stampo a iniezione
1. Problemi materiali
La scelta dei materiali per la basculante dello stampo a iniezione influisce direttamente sulle sue prestazioni e sulla sua durata. Alcuni materiali economici e scadenti possono facilmente causare problemi come deformazioni e crepe della basculante e accelerare l'invecchiamento e il danneggiamento dello stampo.
2. Problemi strutturali
Un altro motivo di danneggiamento è la cattiva progettazione della cabina di ribaltamento dello stampo a iniezione. Se la struttura della cabina di ribaltamento è scadente, sarà sottoposta a sollecitazioni eccessive durante il processo di produzione. produzione di stampaggio a iniezioneche causano danni.

3. Creare problemi
Se il processo di produzione e la tecnologia non sono all'altezza degli standard, il carrello ribaltabile dello stampo a iniezione si danneggia durante l'uso. Ad esempio, problemi quali una precisione di lavorazione insufficiente, una tenuta non corretta e dimensioni non conformi influiscono sulla qualità e sulla stabilità complessiva dello stampo.
4. Problemi di utilizzo
Anche i carrelli basculanti per lo stampaggio a iniezione sono soggetti a danni durante l'uso. Se non vengono installati, mantenuti e utilizzati correttamente, possono facilmente danneggiare il carrello a ribalta.

2.3 Motivi per cui gli stampi sono soggetti a guasti e rottamazioni
1. Fallimento per deformazione plastica
La causa principale è da ricercarsi nel fatto che il materiale dello stampo non è sufficientemente resistente, oppure che il processo di trattamento termico non è stato eseguito correttamente, per cui l'acciaio non raggiunge la migliore resistenza e tenacità; oppure che lo stampo non è stato utilizzato correttamente, causando un sovraccarico locale; oppure che lo stampo di lavorazione a caldo è stato ammorbidito ad alta temperatura, causando il cedimento dello stampo a causa della deformazione termoplastica. Il cedimento per deformazione plastica può causare la deformazione dello stampo, che in ultima analisi influisce sulla qualità della forgiatura.
2. Usura e guasto dello stampo
La ragione principale dell'usura e del fallimento dello stampo è l'attrito tra lo stampo e il pezzo grezzo. Tuttavia, la forma specifica e il processo di usura sono legati a molti fattori: la pressione, la temperatura, la velocità di deformazione della billetta e le condizioni di lubrificazione dello stampo durante il processo di lavorazione, ecc. Negli stampi per lavorazioni a caldo, poiché la superficie della cavità è ammorbidita dall'alta temperatura e la resistenza all'usura diminuisce, e le scaglie di ossido agiscono anch'esse come un abrasivo, il processo di usura è più complicato. L'usura e il cedimento dello stampo portano principalmente all'usura dello stampo di forgiatura e influiscono sulla precisione della forgiatura.

3. Fallimento da fatica dello stampo
Le ragioni principali del cedimento a fatica dello stampo sono la concentrazione di tensioni e il carico ciclico. Anche se il carico sullo stampo è talvolta molto inferiore alla sua resistenza allo snervamento, a causa della concentrazione locale delle tensioni, si generano comunque microcricche nel punto di concentrazione delle tensioni sotto un carico ridotto. Lo stampo lavora solitamente in uno stato di alta resistenza e bassa plasticità. Una volta generate, le microcricche possono facilmente espandersi e portare alla rottura per fatica sotto il carico ciclico dello stampo.
4. Fatica termica e fredda dello stampo
Negli stampi per la lavorazione a caldo, la temperatura superficiale dello stampo sale spesso fino a 600~900°C a causa dell'interazione con lo spezzone caldo durante il funzionamento. Per non ridurre la resistenza dello stampo, è necessario spruzzare del refrigerante sullo stampo sformato per raffreddarlo. In questo modo, la superficie dello stampo subisce ripetutamente un processo di rapido raffreddamento e rapido riscaldamento, che accumula un notevole stress termico ciclico sulla superficie dello stampo. Questo stress viene infine rilasciato sotto forma di fatica termica, formando cricche da fatica termica. L'ossidazione ad alta temperatura, la corrosione del refrigerante e l'attrito tra lo stampo e la billetta ad alta temperatura accelerano il processo di fatica termica.

5. Fallimento sotto l'influsso di fattori complessivi
Poiché gli stampi sono così complicati, possono danneggiarsi in molti modi diversi e tutti insieme. Quando ciò accade, i diversi tipi di danno possono peggiorare l'uno con l'altro e far sì che lo stampo si rompa più rapidamente.
2.4 Quali fattori influenzano la durata degli stampi a iniezione?
1. Il contenuto di inclusioni aumenta
Le inclusioni di acciaio sono la causa delle cricche nell'utensile e nello stampo. In particolare, le inclusioni come gli ossidi e i silicati fragili non si deformano plasticamente durante la lavorazione a caldo, quindi si rompono fragilmente e formano microcricche. Queste cricche causano poi la rottura dello stampo durante il successivo trattamento termico.

2. Fallimento causato da una distribuzione non uniforme dei carburi
Cr12, Cr12MoV, Cr12Mo1V1 e altri acciai da stampo di tipo Lebbur presentano molti carburi eutettici. Quando il rapporto di forgiatura è piccolo o la temperatura di colata non è ben controllata, è facile che l'acciaio si segmenti in carburi a nastro o a rete, che causano la fessurazione delle parti dello stampo durante la tempra. Le cricche si trovano solitamente lungo il nastro o la rete di carburi, oppure le cricche interne si ingrandiscono durante l'uso e causano guasti.
3. Fallimento causato da scarsa qualità di forgiatura
Se non si riscalda correttamente l'acciaio prima di iniziare la forgiatura o se non lo si forgia nel modo giusto, si possono avere problemi di ogni tipo. Si può surriscaldare e bruciare. Si possono creare crepe superficiali. Si possono formare crepe interne. Si possono formare cricche angolari. Se si lavora con acciai al ledeburite ad alto tenore di carbonio o di cromo, non conducono molto bene il calore. Se li si riscalda troppo velocemente e non li si lascia impregnare abbastanza a lungo, si può creare un differenziale di temperatura tra l'esterno e l'interno della billetta. Questo può causare crepe interne.

4. Scarsa qualità della superficie
Se la superficie dell'acciaio legato per stampi è gravemente decarburato, dopo la lavorazione sarà ancora presente uno strato di decarburazione residuo. Nel trattamento termico finale dello stampo, a causa delle diverse strutture degli strati interni ed esterni, si verificheranno evidenti tensioni che porteranno alla formazione di cricche da spegnimento nello stampo; d'altra parte, la durezza dello strato superficiale dello stampo dopo la tempra è bassa e la distribuzione della durezza della sezione trasversale è irregolare, il che riduce la durata dello stampo.
5. Guasto causato da un processo di trattamento termico non corretto
Il trattamento termico è un aspetto importante per gli stampi. Se si esegue una tempra troppo calda, si otterranno dei grani grossi, che renderanno lo stampo meno resistente, meno in grado di sopportare i colpi e più probabile che si rompa. Se si esegue una tempra troppo fredda, gli stampi non diventano abbastanza duri e non si consumano bene, quindi non durano a lungo. Se le temperate sono troppo calde o troppo a lungo, si ammorbidiscono e cambiano dimensione, quindi non sono più precise e non durano più a lungo.

6. Guasti causati da uso e manutenzione impropri.
Quando si usa uno stampo, se lo si colpisce troppo forte, lo si sovraccarica, lo si surriscalda o lo si usa in modo improprio, lo stampo si incrinerà, si usurerà, si deformerà e si danneggerà, compromettendo la durata dello stampo. Inoltre, anche la manutenzione dello stampo è molto importante. Se non si pulisce, non si lubrifica e non si protegge dalla ruggine durante l'uso, si causeranno problemi come la corrosione e l'aumento dell'usura sulla superficie dello stampo, che ne ridurranno la durata.
In sintesi, sono molti i fattori che influenzano la durata dello stampo a iniezione, tra cui il contenuto di inclusioni, la distribuzione dei carburi, la qualità della forgiatura, la qualità della superficie e il processo di trattamento termico. Pertanto, per prolungare la vita dello stampo, è necessario migliorare la qualità di produzione, l'uso e il livello di manutenzione dello stampo sotto molteplici aspetti, in modo da garantire la stabilità e l'affidabilità dello stampo.

Ⅲ. Conclusione
Stampi a iniezione sono importantissimi nel sistema di stampi. La loro qualità determina la qualità dei prodotti plastici stampati. Con l'aumentare del tempo di utilizzo, gli stampi a iniezione sono soggetti a guasti. Circa la metà dei problemi di guasto sono dovuti principalmente alle variazioni della rugosità superficiale dello stampo a iniezione. Con l'aumentare del tempo di utilizzo, la rugosità della superficie dello stampo a iniezione aumenta gradualmente. Se la rugosità superficiale dello stampo è troppo elevata, non solo riduce l'accuratezza dei prodotti plastici stampati, ma influisce anche sulla durata dello stampo, portando direttamente a una riduzione della vita utile dello stampo.

La manutenzione e la cura degli stampi a iniezione è un modo importante per mantenerli efficienti e farli durare più a lungo. Pulendoli e curandoli regolarmente, ingrassandoli e mantenendoli, possiamo assicurarci che siano puliti, lisci e precisi e possiamo rendere la nostra produzione più veloce e i nostri prodotti migliori. Inoltre, dobbiamo conoscere e ricordare alcune cose importanti sulla manutenzione degli stampi a iniezione, come controllare la temperatura, evitare un raffreddamento non uniforme, non usarli troppo e curarli regolarmente.
Need a Quote for Your Injection Molding Project?
Get competitive pricing, DFM feedback, and production timeline from ZetarMold’s engineering team.
Request a Free Quote → See our Injection Molding Complete Guide for a comprehensive overview.







