 Skip to content
Skip to content 

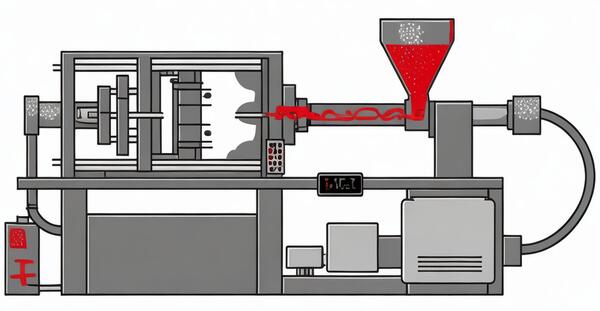
Introduction: In the injection molding process, speed is a very important parameter, injection speed, defined by parameters such as injection cylinder, injection pressure p, screw speed, pump pressure, and filling phase, directly influences product quality and production efficiency.

injection speed, defined by parameters such as injection cylinder, injection pressure p, screw speed, pump pressure, and filling stage, directly influences product quality and production efficiency. Here is some basic information about injection speed:
What is Injection Speed ?
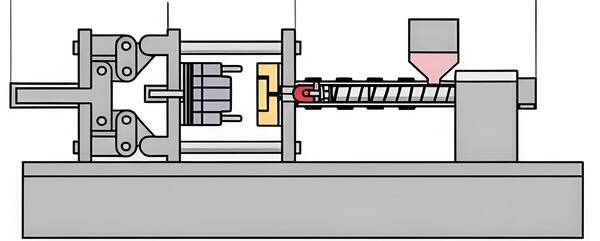
Injection speed is the displacement of the injection screw per unit time. It directly affects the quality and production efficiency of the product.

To fill the molten material into the mold cavity and obtain products with uniform density and high precision, the molten material must be filled into the mold cavity within a period of time for rapid mold filling.
If the injection speed is slow, the molten material filling time is long, and the product is prone to cold joints, uneven density, high stress and other disadvantages.
Using high-speed injection can reduce the temperature difference of the molten material in the mold cavity, improve the pressure transmission effect, and get precision products with uniform density and low stress.
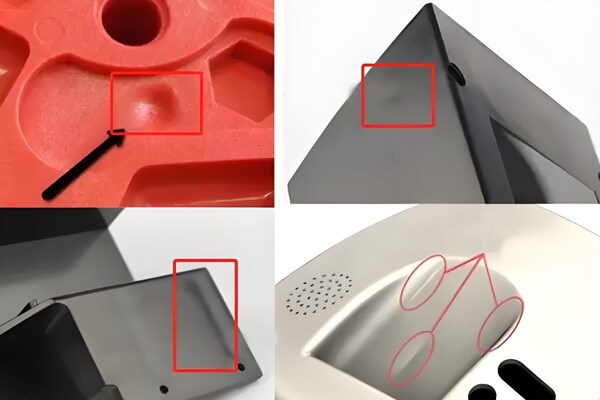
But if the injection speed is too high, the molten material will easily flow irregularly through the gate and other places, causing material burning, gas intake, poor exhaust, and directly affecting the surface quality of the product.
At the same time, if the injection speed is too high, it is not easy to achieve a stable switch between injection pressure and holding pressure, and the product often overflows due to overpressure.
When injecting, the speed of each point on the gate and the cross section of the cavity is uneven. In the injection process, the fluid is required to be injected slowly after entering the cavity.

In the final stage, the injection speed must be accelerated to ensure fullness, so the injection speed must be controlled in stages.
Increasing the injection speed will increase the filling pressure. High-speed filling can keep the melt at a higher temperature, reduce the viscosity and resistance loss of the fluid, and thus increase the cavity pressure.

At the same time, it can also slow down the cooling, and the product is uniform and dense. However, if the speed is too high, the melt flow will be unstable and the mold will bulge.
In addition, the determination of the injection speed should be based on different mold structures, sizes, runner systems, and polymer properties.

What are the Factors Affecting Injection Speed ?
Mold Design
Different plastics have different requirements for injection speed. Generally, high-viscosity plastics require lower injection speeds. For example, low-density polyethylene requires a lower injection speed to avoid excessive heat generation, deformation or shrinkage.
When injecting ABS plastic, a higher injection speed is required to ensure that the surface of the plastic part is smooth and does not produce hot lines or emulsification.
Mold Geometry
The mold’s geometry is also a factor: thin-walled parts need the highest injection speed; thick-walled parts need a slow-fast-slow speed curve to avoid defects; to make sure the part quality is good, the injection speed setting should make sure the melt front flow rate stays the same.

The structure and construction of the mold are directly related to the molding quality and injection speed of the plastic part.
For example, if the mold has a large cavity, you need to inject the plastic at a high speed to fill the entire cavity. If the mold has a small cavity, you need to inject the plastic at a low speed to avoid damaging the mold.

Material Properties
Material properties are super important because polymers can break down from different stresses.
If you increase the temperature of the mold, you might oxidize and break down the chemical structure, but at the same time, you’ll break it down less from shear because the high temperature makes the material less viscous and reduces the shear stress.

No doubt, multi-stage injection speed is very helpful for molding heat-sensitive materials like PC, POM, UPVC and their formulations.
Injection Machine Model
The injection speed is directly affected by the parameters of the injection machine, such as tonnage, oil pressure, and injection volume.

In general, when large injection machines are injected, they require higher pressure and injection volume, and the injection speed is faster. Small injection machines are prone to cracking or defects in plastic parts due to excessive injection speed.
Operator Skills
The operator’s skill will also directly affect the injection speed. For example, a good operator can adjust the injection speed according to the type of injection machine and the characteristics of the plastic to ensure a smooth injection process and good quality of plastic parts.

Other Flow Restrictions and Unstable Factors
When setting the speed segment, you need to consider the mold geometry, other flow restrictions, and unstable factors. You must have a clear understanding of the injection molding process and material knowledge, otherwise, it will be difficult to control the quality of the product.
Since it is difficult to directly measure the melt flow rate, it can be indirectly calculated by measuring the screw forward speed or the cavity pressure (to ensure that the check valve is not leaking).
Melt Flow Rate
The melt flow rate is very important because it affects the molecular orientation and surface condition in the part; when the melt front reaches the cross-sectional structure, it should be slowed down; for complex molds with radial diffusion, the melt flow rate should be increased evenly.
long runners must be filled quickly to reduce the cooling of the melt front, but the injection of high-viscosity materials, such as PC, is an exception, because too fast a speed will bring cold material into the cavity through the water inlet.To avoid defects caused by slowing down the flow at the water inlet, you can adjust the injection speed.
When the melt passes through the nozzle and runner to the water inlet, the surface of the melt front may have cooled and solidified, or the melt may stagnate due to the sudden narrowing of the runner until enough pressure is built up to push the melt through the water inlet, which will cause the pressure through the water inlet to peak.
If the pressure is too high, it will damage the material and cause surface defects like flow marks and water inlet burns. You can fix this by slowing down just before the water inlet.
This will stop the excessive shearing at the water inlet, and then you can speed up the injection speed back to what it was. It’s hard to control the injection speed to slow down at the water inlet, so it’s better to slow down at the end of the runner.
How to Control the Injection Speed ?
The injection rate of the injection molding machine is the speed at which the plastic material is injected into the mold. It affects how long it takes for the plastic to fill the mold and how the pressure is distributed in the mold.

You need to adjust the injection speed based on the specific product and plastic material you’re using. Here are some ways to control the injection speed:
Conventional Control Valve Control
The injection speed is adjusted by controlling the valve that controls the flow of oil. This method is usually used in simple injection molding machines and has a relatively basic speed adjustment function.

Conventional Control Valve Control
The injection system is driven by a servo motor, and the injection speed is controlled by adjusting the motor speed. This method has higher accuracy and response speed and is suitable for high-demand injection molding processes.
Proportional Valve Control
Use a proportional valve to control the flow of the hydraulic system for precise injection speed adjustment.The proportional valve controls the flow by an electromagnetic signal, so that the injection speed can be adjusted and controlled accurately.

How to Set the Injection Speed ?
Select the Injection Speed According to the Product Characteristics
Choose the injection speed based on different product characteristics, like product structure, size, thickness, material, and other factors.Different products require different injection speeds, and you need to adjust the injection speed to achieve the best molding effect.
Make Reasonable Adjustments
You should adjust the injection speed based on the actual situation. Don’t go too fast or too slow, or you won’t get much done.

Use Scientific Processing Technology
Use scientific and reasonable injection molding processing technology, combined with production experience, actual conditions, medium performance and other factors for optimization.
Scientific processing technology can maximize the matching of injection speed and product characteristics to achieve the best processing effect.

How to Choose the Injection Speed ?
According to the flow of the melt during the injection process, we generally divide the injection speed into five parts:
High-Speed Filling
The first part is the main channel and the branch channel. In principle, high-speed filling is used, which can shorten the molding cycle, but it must be considered that this high-speed injection should not cause poor surface quality .
Low Injection Speed
The second part is the gate and the product part near the gate. This stage makes corresponding changes for different raw materials and gate forms.
Typically, you want to use a lower injection speed, especially for high-viscosity resins like PC, PMMA, ABS, etc., and side gates (straight gates, like cabinet transparent sheets, window machine panel door covers, and longitudinal blades, etc.) to avoid spray marks and gate fog spots.

If the gate is a pinpoint gate or a tunnel gate and the material is a low-viscosity resin like PP, PA, PBT, etc., and the surface quality requirements near the gate are not high, high-speed injection can be used.
Principles of High-Speed Injection
The third part is the main part of the molded part, that is, the product near the gate is filled to about 70% to 80% of the weight of the molded part.

This part uses high-speed injection to shorten the molding cycle, reduce the viscosity change of the melt in the metal mold cavity, improve the gloss of the product surface, and reduce the deformation caused by the decrease of plastic pressure during mold filling. It can improve the strength and appearance of the weld line.
Medium Speed Injection
The fourth part is about 85% to 90% full. This part is injected at medium speed. The purpose is to transition to the low speed injection of the next stage, and prevent the molded product from being too thick and flashing due to uneven gate.

Low Speed Injection
The fifth step is the final filling of the cavity. Use low speed injection here to prevent flashing and burning marks, and improve the stability of product size and weight. At the same time, it can also control and reduce the clamping pressure.
What Problems Can be Solved by Adjusting the Injection Speed ?
We can avoid or reduce defects like flashing, burning, and trapped air by controlling the injection speed of the last stage.

Flash
Slowing down at the end of filling can prevent overpacking, avoid flash, and reduce residual stress. Reducing the venting speed, especially at the end of injection, can also solve the problem of trapped air caused by poor venting at the end of the flow path or minimum filling pressure problems.

Short Shot
Short shot happens when the melt slows down at the water inlet or when the melt solidifies and blocks the flow locally. You can solve this problem by increasing the injection speed right after the water inlet or the local flow blockage.

Defects like flow marks, water inlet burns, molecular rupture, delamination, and peeling on heat-sensitive materials are caused by too much shear when they go through the water inlet.
Smooth parts depend on how fast you inject, and glass fiber filled materials are particularly sensitive, especially nylon. Dark spots (wavy patterns) are caused by flow instability due to viscosity changes. Distorted flow can cause wavy patterns or uneven mist, and the exact defect depends on how bad the flow instability is.

When the melt goes through the water inlet, the high-speed injection will cause high shear, and heat-sensitive plastics will be burned. This burned material will go through the cavity, reach the flow front, and show up on the surface of the part.
Shot Pattern
To avoid shot pattern, the injection speed setting must ensure that the flow lines area fills quickly and then slowly passes through the water inlet. Finding this speed transition point is the essence of the problem. If it is too early, the filling time will be excessively increased.

If it’s too late, excessive flow inertia will cause shot pattern. The lower the melt viscosity and the higher the barrel temperature, the more obvious the tendency of this shot pattern. Since small water inlets require high-speed and high-pressure injection, they are also an important factor leading to flow defects.
Shrinkage
To reduce shrinkage, you need to improve pressure transmission and reduce pressure drop. Low mold temperature and slow screw advance speed will make the flow length shorter, so you need to use a high injection speed to compensate.
Fast flow reduces heat loss, and the heat generated by high shear heat will cause the melt temperature to rise and slow down the thickening rate of the outer layer of the part. The intersection of the cavity must be thick enough to avoid too much pressure drop, otherwise shrinkage will occur.
Conclusion
In conclusion, the injection speed is super important in the injection molding process. By controlling the injection speed, you can make the product look better, make more products, and make sure the product is the right size and strong.
Different materials, different mold structures, and different product requirements require careful adjustment and precise control of the injection speed to achieve the best molding effect.
Therefore, a deep understanding of the injection molding process and material properties and scientific production practices will provide key support for optimizing injection molding production.







