 Skip to content
Skip to content 

– Injection molding is the premier manufacturing process for mass-producing identical plastic parts with high precision.
– The efficiency of the process is defined by extremely low cycle times, often just seconds per part, enabling massive output.
– While the initial investment in tooling is high, the cost per unit plummets dramatically as production volume increases into the millions.
– Unmatched consistency, scalability, and a vast range of material options make it the go-to method for demanding industries like automotive, medical, and electronics.
As the manager of the ZetarMold factory floor, I get asked this question a lot: “Can you really use injection molding for mass production?” The short answer is yes. The long answer is that injection molding isn’t just an option for mass production; it was fundamentally designed for it. It’s the engine that powers the creation of billions of plastic parts we use every single day, from the cap on your water bottle to the dashboard in your car.
| Production Volume | Unit Cost Estimate | Key Efficiency Driver |
|---|---|---|
| 1,000 units | $8–15/part | Tooling amortization dominant |
| 10,000 units | $2–5/part | Cycle time optimization |
| 100,000 units | $0.50–1.50/part | Multi-cavity molds |
| 1,000,000+ units | $0.10–0.50/part | Automation & hot runners |
But how does it work, and what makes it so effective at such a massive scale? In our factory, we deal with the realities of high-volume manufacturing every hour. We see the numbers, the challenges, and the incredible efficiency firsthand. Let’s walk through the process from our expert perspective and explore why injection molding mass production is the undisputed champion for creating parts by the million.
What Is Injection Molding and Why Is It Built for Mass Production?
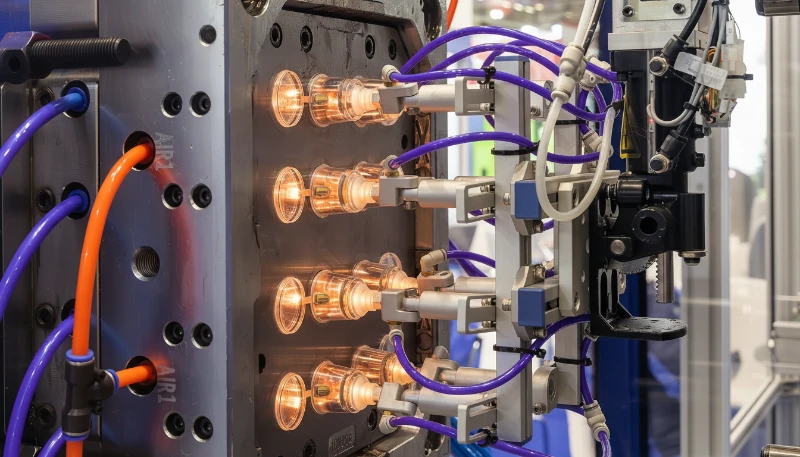
At its core, injection molding is a beautifully simple, cyclical process. We start with raw plastic material, usually in the form of small pellets. These pellets are fed into a heated barrel, where a reciprocating screw melts and mixes them into a homogenous molten liquid. The screw then acts as a plunger, injecting this molten plastic under extremely high pressure into a custom-made mold. The mold is a negative of the part you want to create. Once the mold cavity is filled, the plastic cools and solidifies. Finally, the mold opens, and the finished part is ejected. The mold then closes, and the entire cycle begins again.
| Phase | Action | Purpose |
|---|---|---|
| 1. Clamping | Mold halves close and lock | Seal the cavity for injection |
| 2. Injection | Molten plastic injected under pressure | Fill cavity completely |
| 3. Cooling | Plastic solidifies in the mold | Part achieves final shape |
| 4. Ejection | Mold opens; part ejected | Cycle resets for next shot |
The magic for mass production lies in the “cycle” part of that description. This entire process is automated and can be repeated with incredible speed and precision. Once we’ve dialed in the process parameters—temperature, pressure, cooling time—our machines can run 24/7, producing an identical part every few seconds. It’s this repeatability that makes injection molding so powerful. The first part off the line is virtually identical to the millionth. This consistency is something that other processes like CNC machining or 3D printing simply cannot match at scale and cost.
| Process | Repeatability at Scale | Cost Per Unit (High Vol.) | Automation Level |
|---|---|---|---|
| Injection Molding | Very High ★★★★★ | Very Low (pennies) | Fully Automated |
| CNC Machining | High ★★★★☆ | High (per-unit labor) | Semi-automated |
| 3D Printing | Medium ★★★☆☆ | High (slow per unit) | Low automation |
Here at ZetarMold, our factory floor is a testament to this principle. We have rows of machines, each dedicated to a specific mold, churning out parts for clients in the automotive, medical, and consumer electronics industries. The process is a well-oiled machine—literally. The only significant manual intervention needed is for quality checks, maintenance, and resupplying raw material. This high level of automation is the key to producing millions of high-quality parts affordably.
What Are the Key Numbers That Define Mass Production Efficiency?
When a client comes to us for a high-volume project, the conversation quickly turns to numbers. In the world of injection molding mass production, a few key performance indicators (KPIs) tell the whole story. Understanding these numbers is crucial for planning a successful product launch.
| KPI | Definition | Why It Matters |
|---|---|---|
| Cycle Time | Time for one complete shot | Determines parts/hour output |
| Parts Per Hour | 3600s / cycle × cavities | Capacity planning metric |
| Annual Volume | Total parts needed per year | Sets mold type and machine count |
| Cost Per Unit | Total cost / total parts | The ultimate production metric |
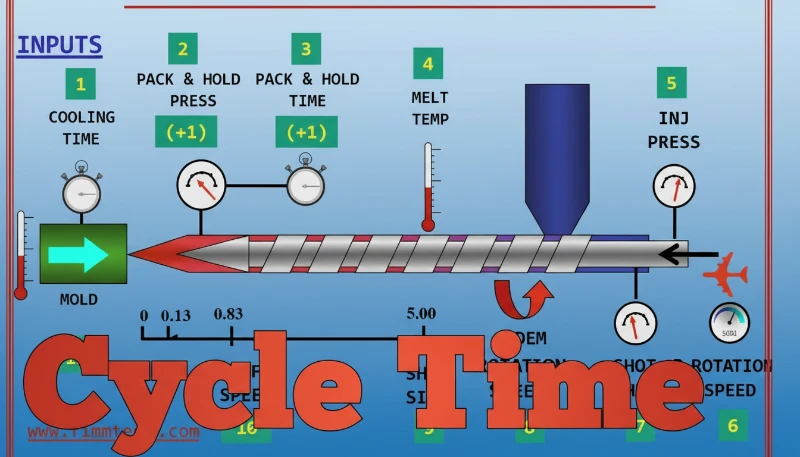
- Cycle Time: This is the total time it takes to produce one part (or one “shot” of parts if using a multi-cavity mold). It includes injection, cooling, and ejection. We measure it in seconds, and every fraction of a second counts.
- Parts Per Hour: A direct result of cycle time. If a cycle is 30 seconds, a single-cavity mold produces 120 parts per hour (3600 seconds / 30 seconds).
- Annual Volume: This is the total number of parts the client needs per year. This number dictates everything from the type of mold we build to the number of machines we allocate to the project.
- Cost Per Unit: The ultimate metric. It’s calculated by taking the total production cost (amortized tooling, material, machine time, labor) and dividing it by the total number of parts produced. The goal of mass production is to drive this number as low as humanly possible.
The scale of production drastically changes the manufacturing approach. Here’s a simple comparison we often use to explain this to our clients:
| Production Type | Typical Volume | Primary Goal | Typical Tooling |
|---|---|---|---|
| Prototyping | 1 – 1,000 parts | Design validation, speed | 3D Printing, Soft Tooling |
| Low-Volume Production | 1,000 – 50,000 parts | Market entry, bridge tooling | Aluminum Molds |
| Mass Production | 50,000 – 10,000,000+ parts | Lowest cost per unit | Hardened Steel Molds (P20, H13) |
As you can see, mass production is a different beast entirely. It’s not about making a few parts quickly; it’s about setting up a system to make millions of parts cheaply and reliably over a long period.
How Does Cycle Time Impact Mass Production Output?
If you walk onto our factory floor at ZetarMold, the most important rhythm you’ll hear is the consistent opening and closing of the molds. That rhythm is the cycle time1, and in mass production, it is king. Even a small change in cycle time has a colossal impact on total output and cost.
Let’s break down a typical cycle:
- Injection Time (2-5 seconds): The molten plastic is pushed into the mold.
- Holding/Packing Time (3-10 seconds): Pressure is maintained to pack out the part and compensate for shrinkage.
- Cooling Time (10-60+ seconds): This is the longest phase. The part must cool and solidify enough to be ejected without deforming. The thicker the part, the longer the cooling time.
- Mold Open & Ejection Time (2-5 seconds): The mold opens, ejector pins push the part out, and the mold closes again.
| Phase | Typical Duration | % of Total Cycle |
|---|---|---|
| Injection | 2–5 seconds | ~10–15% |
| Holding/Packing | 3–10 seconds | ~15–20% |
| Cooling | 10–60+ seconds | ~50–70% |
| Ejection | 2–5 seconds | ~10–15% |
Imagine we have a project to produce 2 million units using a 4-cavity mold. Let’s compare two scenarios:
- Scenario A: 30-second cycle time.
- Shots needed: 2,000,000 parts / 4 parts per shot = 500,000 shots
- Total production time: 500,000 shots * 30 seconds/shot = 15,000,000 seconds = ~4,167 hours
- Scenario B: 28-second cycle time (a 2-second reduction).
- Shots needed: 500,000 shots
- Total production time: 500,000 shots * 28 seconds/shot = 14,000,000 seconds = ~3,889 hours
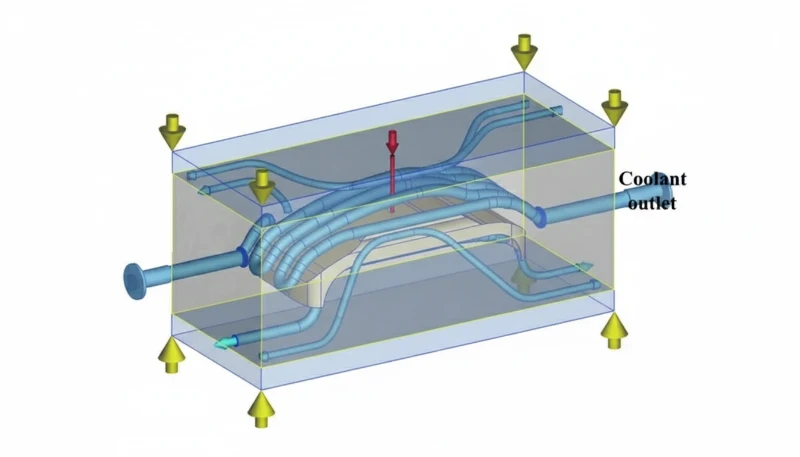
That 2-second improvement saves 278 hours of machine time. For a factory running 24/7, that’s nearly 12 full days of production capacity freed up. This directly translates to lower costs for the client and higher throughput for our factory. This is why we invest so heavily in mold design with optimized cooling channels and scientific molding techniques to shave every possible second off the cycle without compromising quality.
“Reducing cooling time is the most effective way to shorten overall cycle time.”True
In most injection molding applications, the cooling phase can account for 50% or more of the total cycle time. At ZetarMold, we focus heavily on optimizing cooling through advanced mold design, such as conformal cooling channels, because it offers the greatest potential for cycle time reduction.
“A longer cycle time always results in a better-quality part.”False
While some complex parts require a carefully controlled, longer cycle to prevent defects, an unnecessarily long cycle time is inefficient and can even introduce problems. For example, excessive cooling time can increase internal stresses and lead to warpage upon ejection, while an overly long injection time can cause the plastic to cool prematurely.
| 品质控制方法 | 适用阶段 | 目标 |
|---|---|---|
| 首件检测(FAI) | 批产开始前 | 确认尺寸与外观合格 |
| 统计过程控制(SPC) | 生产过程中 | 实时监控工艺稳定性 |
| 自动视觉检测 | 每件产品 | 外观缺陷100%筛查 |
| 三坐标测量(CMM) | 抽样 | 精密尺寸验证 |
What Materials Work Best for High-Volume Injection Molding?
Material selection is a critical step in any injection molding project, but for mass production, the criteria are even more stringent. We need materials that are not only cost-effective but also process with stability and speed. The vast majority of materials we use are thermoplastics2, which can be melted, molded, and re-melted, making them efficient and recyclable.
At ZetarMold, we have deep expertise in a wide range of commodity and engineering resins suitable for high-volume applications:
- Polypropylene (PP): This is a workhorse material. It’s incredibly cheap, has good chemical resistance, and flows easily, allowing for fast cycle times. You’ll find it in everything from packaging and caps to automotive components and housewares.
- Acrylonitrile Butadiene Styrene (ABS): A great all-rounder, offering a good balance of toughness, dimensional stability, and surface finish. It’s used extensively in consumer electronics (like Lego bricks), keyboard caps, and automotive interior trim.
- Polycarbonate (PC): Known for its exceptional impact strength and optical clarity. It’s used for lenses, safety goggles, and durable electronic housings. It can be trickier to process, but for the right application, its properties are unmatched.
- Nylon (PA6, PA66): Valued for its strength, temperature resistance, and low-friction properties. We often mold gears, bearings, and under-the-hood automotive parts with glass-filled nylon to enhance its strength and stiffness.
| Thermoplastic | Key Property | Common Application |
|---|---|---|
| ABS | Impact resistance + finish | Consumer electronics housings |
| PP | Chemical resistance, flexible | Automotive interior parts |
| PC | Optical clarity, high strength | Safety equipment, lenses |
| Nylon (PA6) | Wear & fatigue resistance | Gears, structural brackets |
| Material | Relative Cost | Cycle Speed | Typical Application |
|---|---|---|---|
| PP | Very low | Fast | Packaging, caps |
| ABS | Low-medium | Moderate | Electronics, automotive trim |
| PC | Medium-high | Moderate | Lenses, safety gear |
| Nylon (PA6/PA66) | Medium | Moderate | Gears, mechanical parts |
The choice of material directly affects mold design and process parameters. For example, a high-shrinkage material like PP will require different mold dimensions than a low-shrinkage material like PC to achieve the same final part size. We work closely with our clients during the design phase, often using Mold Flow Analysis4, to simulate the molding process and select the optimal material for their specific cost, performance, and production goals.
How Do Tooling Costs Compare to Per-Unit Savings at Scale?
The single biggest hurdle for anyone considering injection molding mass production is the upfront cost of the mold, also known as tooling. A high-quality, hardened steel mold designed to produce millions of parts can cost anywhere from $10,000 to over $100,000, depending on its complexity, size, and number of cavities. This can be a shock to newcomers.
However, it’s crucial to view this cost not as an expense, but as an investment that gets amortized over the entire production run. When you do the math, the power of scale becomes clear. Let’s run a simplified example:
- Mold Cost: $50,000
- Per-Part Material & Machine Cost: $0.20
Now let’s see how the total cost per unit changes with volume:
- At 10,000 units (Low-Volume injection molding3):
($50,000 / 10,000) + $0.20 = $5.00 + $0.20 = $5.20 per part. - At 100,000 units (Medium-Volume):
($50,000 / 100,000) + $0.20 = $0.50 + $0.20 = $0.70 per part. - At 1,000,000 units (Mass Production):
($50,000 / 1,000,000) + $0.20 = $0.05 + $0.20 = $0.25 per part.
As you can see, the initial tooling cost becomes a tiny fraction of the final part price at high volumes. The cost per part plummets by over 95% when moving from 10,000 to 1,000,000 units. This is the fundamental economic principle of injection molding. You pay a premium upfront for a tool that enables you to produce parts for pennies on the dollar at scale.
| 大批量注塑局限 | 应对策略 |
|---|---|
| 模具初期成本高 | 通过批量摊薄,单件成本快速下降 |
| 换色/换料停机 | 科学排产,减少切换次数 |
| 设计变更困难 | DFM阶段充分验证,锁模前冻结设计 |

“Multi-cavity molds significantly reduce the cost per part in mass production.”True
While a multi-cavity mold is more expensive to build than a single-cavity one, its ability to produce multiple parts per cycle dramatically increases throughput. This reduces the machine time allocated to each part, leading to substantial cost savings over a large production run.
“An aluminum mold is the best choice for producing millions of parts.”False
This is a common misconception. Aluminum molds are fantastic for prototyping and low-volume production (up to ~10,000 parts) because they are cheaper and faster to machine. However, aluminum is a soft metal that cannot withstand the high pressures and abrasive forces of millions of molding cycles. For mass production, hardened tool steels like P20 and H13 are required for durability.
| 注塑大批量生产 ZetarMold 能力 | 规格 |
|---|---|
| 设备范围 | 50–1000吨注塑机,全自动运行 |
| 年产能 | 支持单品类千万件级别 |
| 质量体系 | ISO 9001认证,SPC全程监控 |
| 交期 | 量产模具15天,稳定批产30天起 |
What Industries Rely on Injection Molding for Mass Production?
The applications for high-volume injection molding are virtually limitless. If you see a plastic part that exists in large quantities, chances are it was injection molded. At ZetarMold, our projects span a wide range of sectors, each with its own unique demands.
- Automotive: This is one of the biggest drivers of injection molding. From interior components like dashboards, door panels, and control knobs to exterior parts like bumpers and grilles, and functional parts like sensor housings and clips. The demand for millions of identical, durable parts makes molding the only viable option.
- Consumer Electronics: Think about your smartphone, TV remote, laptop, and gaming console. Their outer shells, buttons, and internal support structures are all mass-produced via injection molding. This industry demands high-precision and excellent surface finishes, which molding delivers consistently.
- Medical and Healthcare: This is a high-stakes industry where precision and cleanliness are paramount. We produce items like syringes, test vials, petri dishes, and housings for medical devices in our certified cleanroom environments. The consistency of injection molding is critical for ensuring patient safety and device efficacy.
- Packaging: Billions of bottle caps, lids, and containers are produced annually. Injection molding is perfect for these applications due to the need for extremely low costs, fast cycle times, and high volumes.
- Consumer Goods: This broad category includes everything from toy building blocks and kitchen utensils to power tool housings and furniture components. The versatility of injection molding allows for the creation of complex shapes and textures required for these everyday products.
| Cycle Time Stage | Typical Duration | Optimization Method |
|---|---|---|
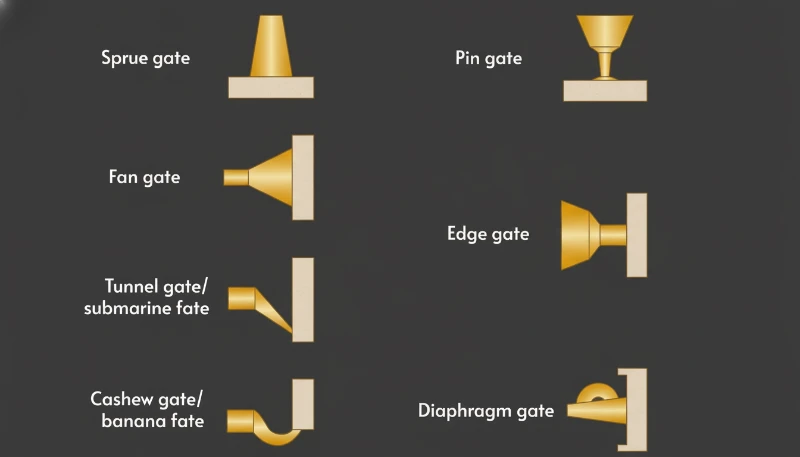
| Injection fill | 1–3 sec | Gate size & speed profile |
| Pack & hold | 2–8 sec | Pressure curve tuning |
| Cooling | 5–20 sec | Conformal cooling channels |
| Ejection | 1–3 sec | Ejector pin layout |
| Industry | Example Parts | Annual Volume |
|---|---|---|
| Automotive | Dashboards, bumpers, clips | Millions |
| Consumer Electronics | Phone cases, remote buttons | Tens of millions |
| Medical | Syringes, test vials | Billions |
| Packaging | Bottle caps, lids | Billions |
We often find ourselves working on projects that blend these industries, such as a medical-grade plastic housing for an in-car health sensor. This cross-pollination of expertise is one of the things that makes our work so interesting and challenging. It also shows how a process like plastic injection molding is different from a metal-based one like die casting5, which serves similar high-volume needs but for metal parts.

How Does Quality Control Scale in High-Volume Injection Molding?
A common concern from clients is, “How can you guarantee the millionth part will be just as good as the first?” This is a valid question, and the answer lies in a robust, multi-layered quality control strategy. Scaling quality is one of the most critical aspects of managing injection molding mass production.
Our approach at ZetarMold is proactive, not reactive. We build quality into the process from the very beginning.
- Scientific Molding: Before we even start production, we use a data-driven approach called scientific molding to establish a stable and repeatable process window. We systematically test variables like melt temperature, injection speed, and holding pressure to find the optimal settings that produce a perfect part every time, even with minor variations in material or ambient conditions.
- In-Process Monitoring: Our modern injection molding machines are equipped with an array of sensors that monitor critical parameters in real-time. If a pressure reading or temperature deviates from the established window, the machine can automatically flag or even discard the part, preventing a defect from ever reaching the shipping box.
- Automated Inspection: For high-precision parts, manual inspection is too slow and prone to error. We deploy automated vision systems (cameras) and coordinate measuring machines (CMMs) to inspect critical dimensions on parts as they come off the line. This provides 100% inspection on a scale that humans simply cannot.
- Statistical Process Control (SPC): We don’t just inspect for good or bad parts. We collect data on key dimensions and track it over time. SPC allows us to see trends and predict when a process might be drifting out of spec *before* it starts producing defects. This allows us to perform preventative maintenance on the mold or adjust the process proactively.
| Quality Check | Method | Pass Criterion |
|---|---|---|
| Dimensional accuracy | CMM / caliper | Within ±0.05 mm |
| Surface finish | Visual + profilometer | Ra ≤ 0.8 μm |
| Sink marks | Visual inspection | Not visible at 1 m |
| Warpage | Flat-plate gauge | <0.3 mm over 100 mm |
| QC Method | When Applied | What It Detects |
|---|---|---|
| Scientific Molding | Before production | Process window stability |
| In-Process Monitoring | During each cycle | Pressure/temp deviations |
| Automated Vision | Post-ejection | Dimensional/cosmetic defects |
| SPC (Statistical) | Ongoing / trend analysis | Process drift before failure |
By combining these advanced techniques, we can confidently scale production to millions of units while maintaining the tight tolerances and high quality our clients in the automotive and medical fields demand.
What Are the Limitations of Injection Molding for Mass Production?
While injection molding is a phenomenal process for high-volume manufacturing, it’s not without its limitations. It’s important to be aware of these constraints to determine if it’s the right choice for your project.
- High Initial Investment & Lead Time: As discussed, the cost of a hardened steel mold is significant. It’s a major barrier to entry for startups or for products with unproven market demand. Additionally, designing and fabricating a complex production mold can take anywhere from 6 to 12 weeks or more. This is not a fast process to get started.
- Design Inflexibility: Once that steel mold is cut, you are committed. Making changes to the part design is extremely difficult, expensive, and sometimes impossible without starting over. This is why the Design for Manufacturability (DFM) phase is so critical. We work with clients to finalize every detail before a single chip of steel is cut.
- Part Size Limitations: While we can make very large parts (like car bumpers), there is an upper limit defined by the size of our molding machines (measured in clamp tonnage). Extremely large items, like a kayak or a large water tank, are often made with other processes like rotational molding or blow molding.
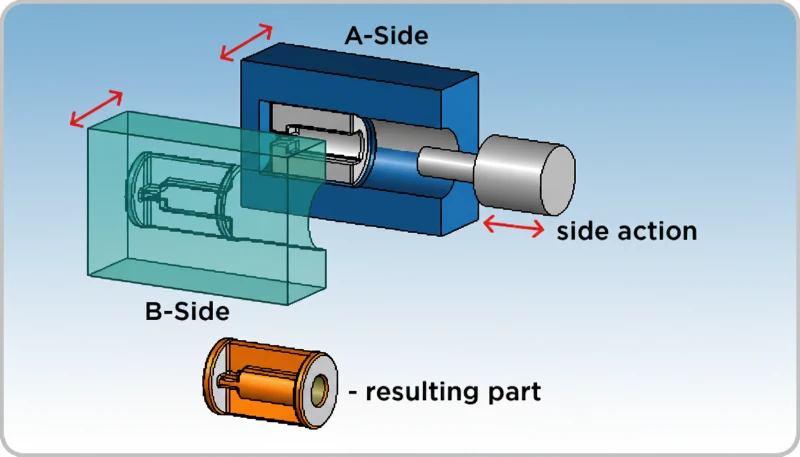
- Geometric Constraints: The process has certain “rules” that designers must follow. Wall thickness must be kept as uniform as possible to prevent sink marks and warping. Undercuts (features that prevent the part from being ejected) require complex and costly mechanisms in the mold called side-actions or lifters.
| Tooling Type | Cost Range | Best For |
|---|---|---|
| Aluminum (soft) | $3,000–$15,000 | Prototyping, <10K units |
| P20 steel | $15,000–$50,000 | Medium volume, 10K–500K |
| H13 hardened | $50,000–$150,000+ | High volume, 1M+ cycles |
| MUD insert | $2,000–$8,000 | Family molds, low volume |
| Limitation | Impact | Mitigation |
|---|---|---|
| High upfront tooling cost | Barrier for low volumes | Use bridge tooling first |
| Design inflexibility | Costly changes post-tooling | Thorough DFM before tool cut |
| Size limitations | Very large parts impractical | Consider blow/roto molding |
| Geometric constraints | Undercuts need side-actions | Redesign or add slider/lifter |
Understanding these limitations is key to a successful partnership. At ZetarMold, our engineering team’s first job is to review a client’s design and identify any potential issues, suggesting modifications that will lead to a more robust, cost-effective, and high-quality mass-produced part.
What Are the Most Frequently Asked Questions About Injection Molding for Mass Production?
- What is a typical production volume for mass production injection molding?
- Mass production typically starts at around 50,000 units per year and can go up into the tens of millions. Projects below this volume often fall into the category of low-volume injection molding, which may use different tooling and processes.
- How long does an injection mold last for mass production?
- It depends on the mold material. A mold made from high-quality hardened tool steel (like H13) and properly maintained can last for over a million cycles. For extremely high-volume projects (10 million+ parts), we may plan for multiple molds or replaceable inserts to ensure continuous production.
- Can I make design changes during a mass production run?
- It is extremely difficult and costly. Minor changes might be possible by welding and re-machining small areas of the mold, but this is risky. Major changes almost always require a completely new mold to be built. We stress the importance of finalizing the design completely before committing to production tooling.
- What’s the difference between mass production and low-volume injection molding?
- The primary differences are production quantity, tooling material, and cost focus. Mass production (50k+) uses hardened steel molds to achieve the lowest possible cost per part. Low-volume molding (under 50k) often uses softer aluminum molds, which are cheaper and faster to make but have a shorter lifespan, resulting in a higher cost per part but a lower initial investment.
- How fast can you make a million parts?
- This depends entirely on the cycle time and the number of cavities in the mold. For example, if a part has a 25-second cycle time and we use an 8-cavity mold, we produce 8 parts every 25 seconds. To make 1,000,000 parts, it would take (1,000,000 parts / 8 parts per shot) * 25 seconds/shot = 3,125,000 seconds, which is about 868 hours or 36 days of non-stop, 24/7 production.
- What is the minimum wall thickness for injection molded parts?
- This varies greatly depending on the material’s flow properties and the part’s geometry. For common materials like ABS or Polypropylene, we generally recommend a minimum wall thickness of 1.0mm to 1.5mm. With specialized high-flow materials and careful design, it’s possible to go as thin as 0.5mm in some areas, but this increases complexity and risk in mass production.
| Change Type | Impact Level | Typical Lead Time |
|---|---|---|
| Color change | Low | 1–3 days (purge cycle) |
| Minor geometry tweak | Medium | 1–2 weeks (steel safe) |
| Gate relocation | High | 2–4 weeks |
| Major redesign | Very high | New tooling required |
| Production Volume | Mold Type | Expected Mold Life |
|---|---|---|
| 10K–100K parts | Aluminum or P20 steel | 50K–200K shots |
| 100K–1M parts | P20 hardened steel | 500K–1M shots |
| 1M+ parts | H13 tool steel | 1M–5M shots |
| High-abrasive resins | S7 or D2 steel | Varies with material |
So, can injection molding be used for mass production? Absolutely. From our vantage point on the factory floor, we can say with certainty that it is the most efficient, reliable, and cost-effective method for producing high-quality plastic parts at scale. The process represents a perfect synergy of material science, mechanical engineering, and automation. While the initial investment in tooling requires careful consideration, the unparalleled low cost-per-part and consistency at high volumes make it the undisputed choice for bringing products to the global market. It’s the powerful, hidden engine behind the modern world of manufacturing.
| Production Scale | Key Consideration | ZetarMold Solution |
|---|---|---|
| Prototype (1–100) | Rapid validation | Aluminum tooling + 3D printing |
| Low volume (1K–10K) | Cost per unit | MUD inserts, P20 steel molds |
| Medium (10K–100K) | Cycle time | Hot runner + conformal cooling |
| Mass (100K+) | Consistency | Multi-cavity H13 hardened molds |
-
Cycle time: The total duration of one complete injection molding cycle, from mold close to ejection. Reducing cycle time is the primary lever for lowering per-part cost in high-volume production. ↩
-
Thermoplastics: Polymers that soften when heated and harden when cooled, making them ideal for injection molding. Common examples include ABS, PP, PC, and nylon (PA6/PA66). ↩
-
Mold Flow Analysis: Computer simulation of plastic melt flowing through a mold cavity, used to optimize gate locations, cooling channels, and wall thickness before tooling is cut. ↩
-
Low-volume injection molding: Production runs typically between 100 and 10,000 units, often using aluminum tooling or MUD inserts to reduce upfront tooling cost. ↩
-
Die casting: A metal manufacturing process where molten metal is injected into a steel mold under high pressure. Often compared to injection molding for housing and structural components. ↩







