 Skip to content
Skip to content 
Solutions en acier pour moules à grand volume
Découvrez les solutions de moulage par injection à haut volume en acier durable pour des applications industrielles fiables et polyvalentes.

Ressources pour le moulage par injection de grands volumes Solutions durables en acier pour moules
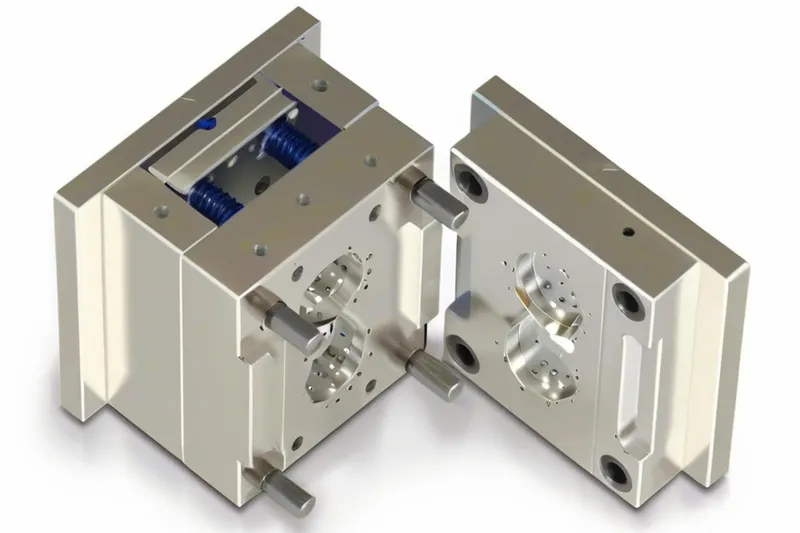
Qu'est-ce que l'acier pour moules d'injection à haut volume ?
L'acier pour moules d'injection à haut volume fait référence à des nuances d'acier spécialisées conçues pour la fabrication de moules qui résistent à des cycles de production prolongés (généralement plus de 100 000 cycles) dans les processus de moulage par injection à haut volume. Ces aciers privilégient la durabilité, la résistance à l'usure et la stabilité thermique afin de maintenir la précision en cas d'utilisation répétée.
1. Principales caractéristiques des aciers pour moules à haut volume :
① Haute résistance à l'usure : Résister aux forces abrasives des cycles de moulage répétés (par exemple, l'acier S7 offre une excellente résistance à l'usure pour des moules dépassant les 500 000 cycles).
② Stabilité thermique : Maintien de la précision dimensionnelle dans des conditions de haute température (par exemple, l'acier à outils H13 conserve sa dureté et résiste à la fatigue thermique).
③ Équilibre entre dureté et résistance : Les aciers prétrempés comme le P20 sont polyvalents pour une production modérée, tandis que le S7 offre une ténacité supérieure pour les grands moules.
④ Résistance à la corrosion : Les qualités comme l'acier inoxydable 420 sont utilisées pour les moules exposés à l'humidité (par exemple, dans les industries médicales ou alimentaires), bien qu'elles sacrifient la dureté.
2. Grades d'acier courants à haut volume :
| Matériau | Propriétés principales | Applications typiques |
|---|---|---|
| S136 (Stavax) | Résistant à la corrosion, finition miroir | Dispositifs médicaux, lentilles optiques |
| NAK80 | Haute polissabilité, pré-trempé | Garnitures automobiles, électronique grand public |
| H13 (8407) | Résistance à la fatigue thermique | Plastiques techniques à haute température |
| 718H | Coût/performance équilibré | Pièces à usage général et à grand volume |
| Cr12MoV | Résistance extrême à l'usure | Matériaux remplis d'abrasif (par exemple, GF-PA) |
3. Scénarios d'application :
① Automotive Oarts : S7 à haute résistance pour les composants à longue durée de vie.
② Boîtiers électroniques : H13 pour les moules résistants à la chaleur.
③ Dispositifs médicaux : Inox 420 pour la résistance à la corrosion.
4. Facteurs de sélection :
① Volume de production : Optez pour S7/H13 pour >100k cycles ; P20 pour <100k cycles.
② Complexité matérielle : Les aciers de qualité supérieure (par exemple, S7) conviennent aux géométries complexes.
③ Coût : Les qualités supérieures comme H13 justifient les coûts pour une durée de vie plus longue des moisissures.

Acier pour moules d'injection à haut volume ou à faible volume : Principales différences
Les différences fondamentales entre l'acier pour moules d'injection à haut volume et l'acier pour moules d'injection à faible volume peuvent être résumées par les propriétés des matériaux, les considérations de coût et les exigences spécifiques à l'application. Vous trouverez ci-dessous une comparaison structurée basée sur les pratiques de l'industrie et les caractéristiques des matériaux :
1. Dureté du matériau et résistance à l'usure :
① Moules à grand volume : Il faut des aciers à haute dureté (HRC 45-55+) et une résistance à l'usure exceptionnelle pour supporter des millions de cycles. Exemples :
- 718H (acier prétrempé, HRC 33-37).
- S136/S136H (HRC 30-35, résistant à la corrosion pour les applications médicales/optiques).
- NAK80 (acier hautement poli pour les pièces de haute précision).
② Moules à faible volume : Privilégier l'usinabilité à la durabilité extrême. Choix courants :
- Acier P20 (prétrempé, HRC 28-32).
- Acier DF2 durcissant à l'huile (moins coûteux, adapté à des cycles inférieurs à 100 000).
2. Résistance à la corrosion :
① Moules à grand volume : Utilisez des aciers riches en chrome (par exemple, S136H, M316) pour résister à la corrosion lorsque vous moulez du PVC, du POM ou des plastiques de qualité médicale qui libèrent des sous-produits acides.
② Moules à faible volume : Ils optent souvent pour des aciers standard (par exemple, PX88) sans résistance à la corrosion avancée afin de réduire les coûts.
3. Stabilité thermique et traitement thermique :
① Moules à grand volume : Il faut des aciers ayant une conductivité thermique élevée et une résistance au ramollissement à des températures élevées (par exemple, 8407 pour les systèmes à canaux chauds). Les aciers prétrempés (par exemple, 718H) minimisent les déformations après usinage.
② Moules à faible volume : Utiliser des aciers non traités thermiquement ou des aciers plus doux (par exemple, le cuivre au béryllium MM30/MM40) pour simplifier l'usinage des canaux de refroidissement.
4. Exigences spécifiques à l'application :
① Volume élevé : Les moules pour l'automobile et l'électronique utilisent l'acier NAK80 ou LD pour leur grande rigidité et leur résistance à la fatigue. Les pièces transparentes nécessitent des aciers à haut degré de polissage (par exemple, M316).
② Faible volume : Les prototypes ou les petites séries utilisent des alliages d'aluminium ou des aciers doux pour un usinage plus rapide.
Comment choisir le bon acier pour moules pour une production en grande quantité ?
Pour sélectionner les matériaux d'acier pour moules adaptés au moulage par injection de grands volumes, il convient de prendre en compte les facteurs clés suivants et les recommandations de matériaux basées sur les pratiques de l'industrie et les propriétés des matériaux :
1. Résistance à l'usure et dureté :
La production en grande quantité exige des matériaux présentant une excellente résistance à l'usure pour supporter le frottement prolongé dû à l'écoulement du plastique.
- Dureté de la cible : HRC 50-62 (traitement post-chauffe). Exemples :
- Cr12MoV (HRC 58-62) : Haute résistance à l'usure pour les plastiques abrasifs (par exemple, les polymères chargés de verre).
- H13 (8407) : Combine ténacité et résistance modérée à l'usure, convient aux cycles de moulage à haute température.
2. Résistance à la corrosion :
Essentiel pour les matériaux libérant des gaz acides (par exemple, PVC, POM).
- S136 (Stavax) : Acier inoxydable présentant une résistance supérieure à la corrosion et une aptitude au polissage miroir pour les pièces médicales/optiques.
- 420 Modifié : Alternative moins coûteuse pour les environnements légèrement corrosifs.
3. Stabilité thermique :
Éviter les déformations sous l'effet de contraintes thermiques cycliques.
- NAK80 : Pré-trempé (HRC 38-41) avec une excellente stabilité thermique et une excellente aptitude au polissage pour les pièces automobiles/consommateurs très brillantes.
- 718H : Pré-trempé (HRC 36-38), rentable pour les charges thermiques modérées.
4. Usinabilité et maintenance :
Les géométries complexes nécessitent des aciers faciles à usiner.
- P20 : Acier doux prétrempé (HRC 28-32) pour le prototypage et la production de faible à moyen volume.
- NAK80 : Contient du cuivre et de l'aluminium pour une meilleure usinabilité.
5. L'efficacité des coûts :
Équilibrer les performances et le budget.
- Le 718H et le P20 offrent des coûts initiaux moins élevés.
- S136 et NAK80 justifient des coûts plus élevés avec une durée de vie plus longue dans les applications exigeantes.
Industries qui dépendent de l'acier pour moules d'injection à haut volume
Les solutions en acier à haute performance pour moules à injection sont largement utilisées dans les industries suivantes en raison de leur résistance élevée à l'usure et aux températures élevées, de leur longue durée de vie et de leurs capacités de moulage rapide :

1. Fabrication automobile :
① Scénarios d'application : Production de pièces en plastique à haute résistance comme les tableaux de bord, les pare-chocs, les composants intérieurs et les boîtiers de modules de batterie pour les véhicules électriques.
② Caractéristiques de la demande : Exige une production précise, à haute fréquence, avec des moules offrant une forte résistance à la corrosion et une excellente stabilité dimensionnelle.
2. Électronique grand public :
① Scénarios d'application : Fabrication de pièces en plastique telles que des boîtiers de téléphones et d'ordinateurs, des connecteurs, des chargeurs et divers appareils domestiques intelligents.
② Caractéristiques de la demande : Nécessité d'une itération rapide des produits avec des moules qui garantissent des changements rapides, des surfaces lisses et des conceptions complexes à parois minces.

3. Équipement médical :
① Scénarios d'application : Production de pièces médicales en plastique telles que seringues, raccords de perfusion, boîtes de réactifs et boîtiers de dispositifs.
② Caractéristiques de la demande : Nécessite la compatibilité de matériaux de qualité médicale avec des moules qui garantissent la propreté, la résistance aux produits chimiques et des normes de sécurité élevées.

4. Biens de consommation courante :
① Scénarios d'application : Bouchons de bouteilles de boissons, récipients alimentaires, flacons de produits cosmétiques, vaisselle jetable, etc.
② Caractéristiques de la demande : Les moules doivent s'adapter à une production à grande vitesse (par exemple des centaines de cycles par minute) et maintenir la propreté de la surface au fil du temps pour soutenir les effets visuels des plastiques transparents/colorés.
5. Équipement industriel :
① Scénarios d'application : Raccords de tuyauterie, composants d'isolation, supports de panneaux solaires, gaines de câbles, etc.
② Caractéristiques de la demande : Les moules doivent résister aux environnements de traitement à haute température et à haute pression des plastiques techniques (tels que le PA66, le PPS) et garantir la durabilité à long terme des composants.
Pourquoi l'acier pour moules à grand volume prend-il plus de temps ? Comment réduire les délais d'exécution ?
La production de grands volumes d'acier pour moules est souvent confrontée à des délais d'exécution prolongés en raison de la complexité des processus de fabrication et de la dynamique de la chaîne d'approvisionnement. Vous trouverez ci-dessous une analyse structurée des raisons et des stratégies d'optimisation, intégrant des informations sur les pratiques de l'industrie :
1. Processus de production complexes :
① L'acier pour moules nécessite un usinage de précision en plusieurs étapes (par exemple, forgeage, traitement thermique, polissage de surface) et un contrôle de qualité strict. Par exemple, l'acier rapide M2 exige un contrôle précis de la température pendant la trempe (1 190-1 230 °C) et des revenus répétés pour garantir la dureté et la résistance à l'usure.
② La production à grande échelle amplifie les conflits de programmation des équipements, en particulier pour les processus spécialisés tels que la fusion sous vide ou l'usinage par électroérosion.

2. Contraintes liées aux matériaux et à l'outillage :
① Les alliages à haute performance (par exemple, H13, 3Cr2W8V) nécessitent un approvisionnement spécifique en matières premières et un contrôle strict de la composition chimique. Les matériaux importés ou les alliages rares sont souvent confrontés à des goulets d'étranglement en matière d'approvisionnement.
② L'usure des outils dans la production en grande série nécessite des remplacements fréquents, ce qui augmente les temps d'arrêt. Par exemple, les électrodes d'électroérosion et les outils de coupe se dégradent plus rapidement sous des charges élevées.
3. Fragmentation de la chaîne d'approvisionnement :
① Une coordination incohérente entre les fournisseurs (par exemple, les retards dans l'approvisionnement en matières premières), les fabricants et les prestataires de services logistiques perturbe les délais. Les facteurs saisonniers (p. ex. les pics de production des mâts d'éoliennes) exacerbent les retards.
② Les litiges relatifs à la qualité (par exemple, les défauts de matériaux ou les erreurs dimensionnelles) nécessitent souvent des retouches, ce qui allonge les délais de livraison.
Comment évaluer la performance de l'acier pour moules à grand volume ?
Pour valider les performances réelles de l'acier des moules d'injection à grand volume, il convient de mettre en œuvre une approche systématique combinant les essais en laboratoire et la simulation de la production. Voici un cadre de validation structuré basé sur les pratiques de l'industrie et les spécifications techniques tirées des résultats de la recherche :
1. Essais de propriétés mécaniques et physiques :
① Essais de traction/compression/flexion : Vérifier la limite d'élasticité (≥1 500 MPa) et le module d'élasticité à l'aide de machines d'essai universelles pour simuler les conditions de contrainte du moule.
② Classe de dureté : Effectuer des essais Rockwell (HRC), Vickers (HV) et Brinell (HB) pour s'assurer que la dureté est conforme aux normes (par exemple, HRC 50+ pour les exigences anti-usure).
③ Résistance aux chocs : Évaluer la résistance à la rupture sous des changements de charge soudains à l'aide d'essais Charpy/Izod, ce qui est essentiel pour les moules à cycle élevé.
2. Analyse microstructurale :
① Examen métallographique : Utiliser la microscopie pour évaluer l'uniformité du grain, la distribution du carbure et les défauts tels que la porosité.
② Validation du traitement thermique : Confirmer l'efficacité de la trempe/du revenu en vérifiant les transitions de phase (par exemple, formation de martensite dans l'acier H13).
3. Résistance à la corrosion et à l'usure :
① Essai au brouillard salin : Simuler des environnements corrosifs (par exemple, le traitement du PVC) pour valider les performances antirouille des aciers à haute teneur en chrome comme le M316.
② Capacité de polissage : Test de la finition de la surface à un niveau de miroir ≥10,000#, crucial pour les pièces en plastique de qualité optique.
4. Vérification de la stabilité thermique :
① Essais de cyclage thermique : Exposer les échantillons à des cycles de 160-300°C (correspondant aux températures d'injection) pour vérifier la stabilité dimensionnelle.
② Mesure de la déflexion thermique : Assurer une déformation <0,1% sous une charge thermique soutenue.
5. Simulation de la production :
① Essai de moule avec surveillance du processus :
- Suivez les schémas d'usure après 50 à 100 000 tirs à l'aide de cavités d'essai pré-calibrées.
- Contrôler la cohérence de la force d'éjection (tolérance de ±5%).
② Analyse des flux de matières : Utiliser des capteurs de pression pour valider la résistance à l'écoulement de l'acier lors d'une injection à grande vitesse.
6. Suivi des performances à long terme :
① Contrôles de cohérence des lots : Comparer les paramètres clés (par exemple, variance de dureté ≤3 HRC) sur plusieurs lots de production.
② Analyse des défaillances sur le terrain : Documenter les causes profondes des fissures et des piqûres dans les moules retirés du service afin d'affiner les protocoles de validation.


Gros plan de blocs de construction en plastique colorés dans diverses teintes, incluant le violet, le bleu, le vert et le jaune, empilés ensemble.
Points Clés – La sélection des matériaux et l'optimisation de l'épaisseur des parois sont les principaux facteurs pour réduire les coûts des pièces. – Investir dans des outillages de meilleure qualité (Classe 101/102) peut réduire les coûts unitaires à long terme grâce à

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Points Clés – La précision du moule est déterminée à chaque étape : conception de la pièce, conception du moule, sélection de l'acier, usinage, assemblage et contrôle du processus—une faiblesse à n'importe quelle étape limite la précision globale. – Correctement

Qu'est-ce qu'une machine de moulage par injection à grande vitesse ?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

