

L'optimisation de la conception des nervures implique de trouver un équilibre entre la rigidité structurelle et la facilité de fabrication. Les nervures augmentent le **moment d'inertie** d'une pièce, ce qui accroît la rigidité sans augmenter de manière significative l'épaisseur de la paroi ou le temps de cycle. La "règle d'or" consiste à maintenir une épaisseur de nervure de **50% à 70%** de l'épaisseur nominale de la paroi afin d'éviter les marques d'enfoncement. Des angles de dépouille (0,5° à 1,5°) et des rayons de base appropriés sont essentiels pour l'éjection et la réduction des contraintes.
Définition
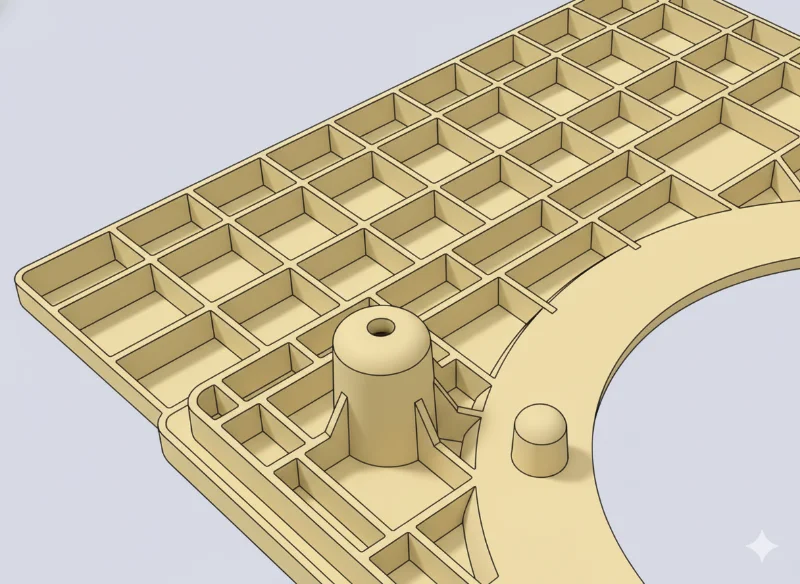
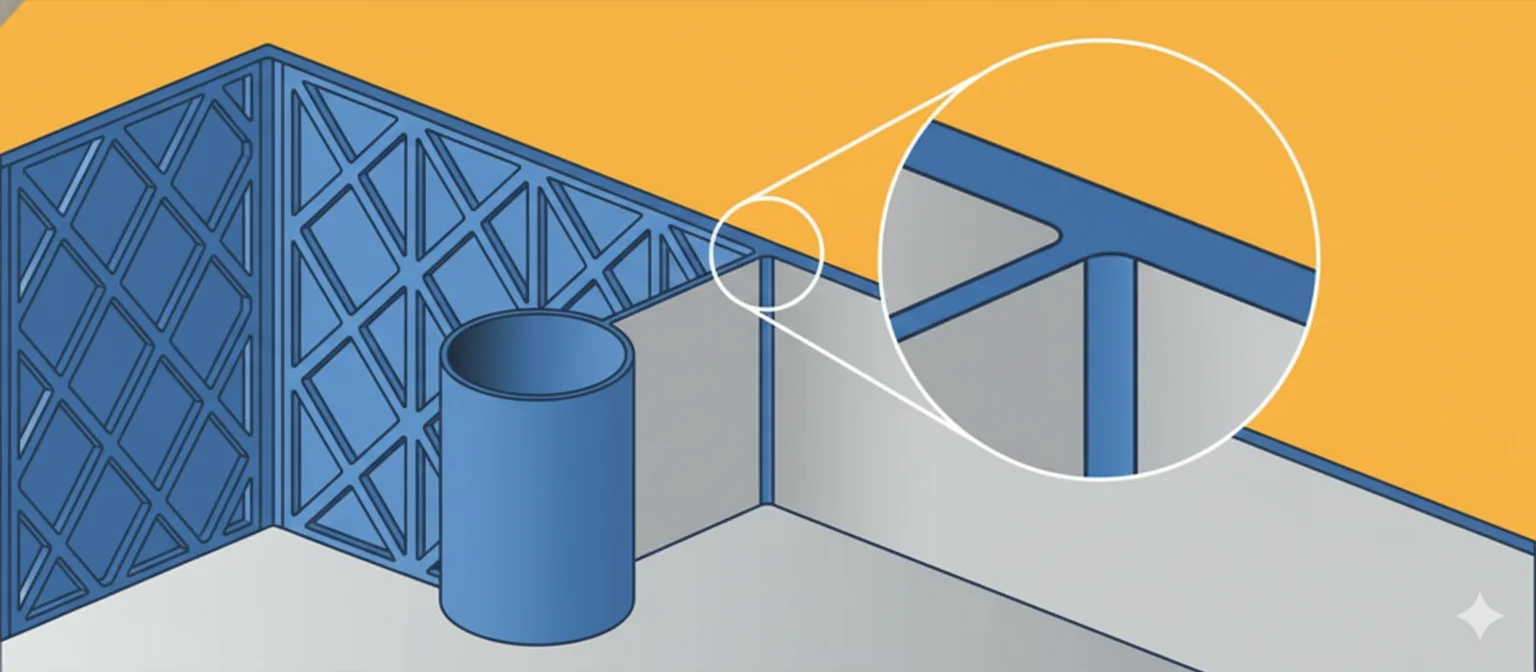
Côtes sont des caractéristiques fines, semblables à des parois, qui s'étendent perpendiculairement à la paroi nominale d'une pièce en plastique. Ils sont principalement utilisés pour améliorer la rigidité en flexion et la résistance d'un composant sans augmenter l'épaisseur totale de la paroi.
En Moulage par injectionIl est essentiel de s'appuyer sur des nervures plutôt que sur des parois épaisses, car les parois épaisses entraînent des temps de refroidissement plus longs, des coûts de matériaux plus élevés et des défauts tels que des vides ou des gauchissements. Les nervures agissent également comme des guides d'écoulement, facilitant l'écoulement du plastique fondu, tel que l'aluminium. Polypropylène (PP)1 ou Acrylonitrile Butadiène Styrène (ABS)2dans les zones du moule difficiles à remplir.
Les nervures épaisses offrent une intégrité structurelle maximale sans inconvénient.Faux
Les nervures épaisses entraînent généralement des marques d'enfoncement sur la surface cosmétique et des vides internes dus à des vitesses de refroidissement différentielles.
L'épaisseur des nervures doit généralement être comprise entre 50% et 70% de l'épaisseur nominale de la paroi.Vrai
Ce rapport permet d'équilibrer la rigidité structurelle tout en minimisant le risque de marques d'enfoncement sur la surface opposée.
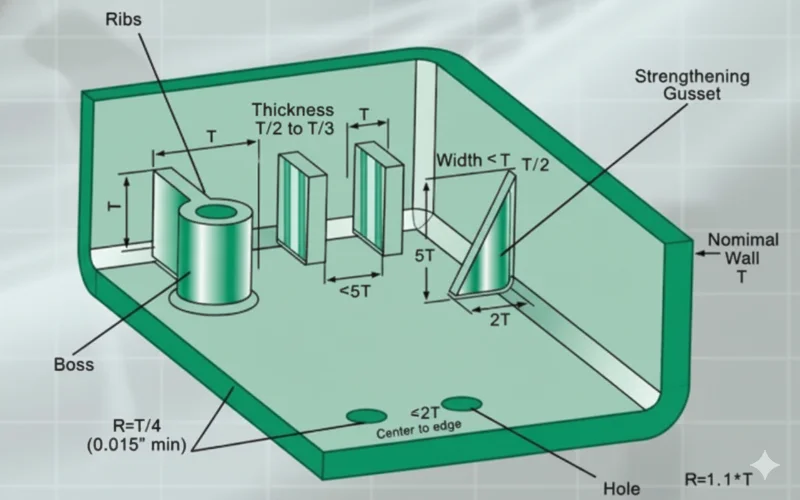
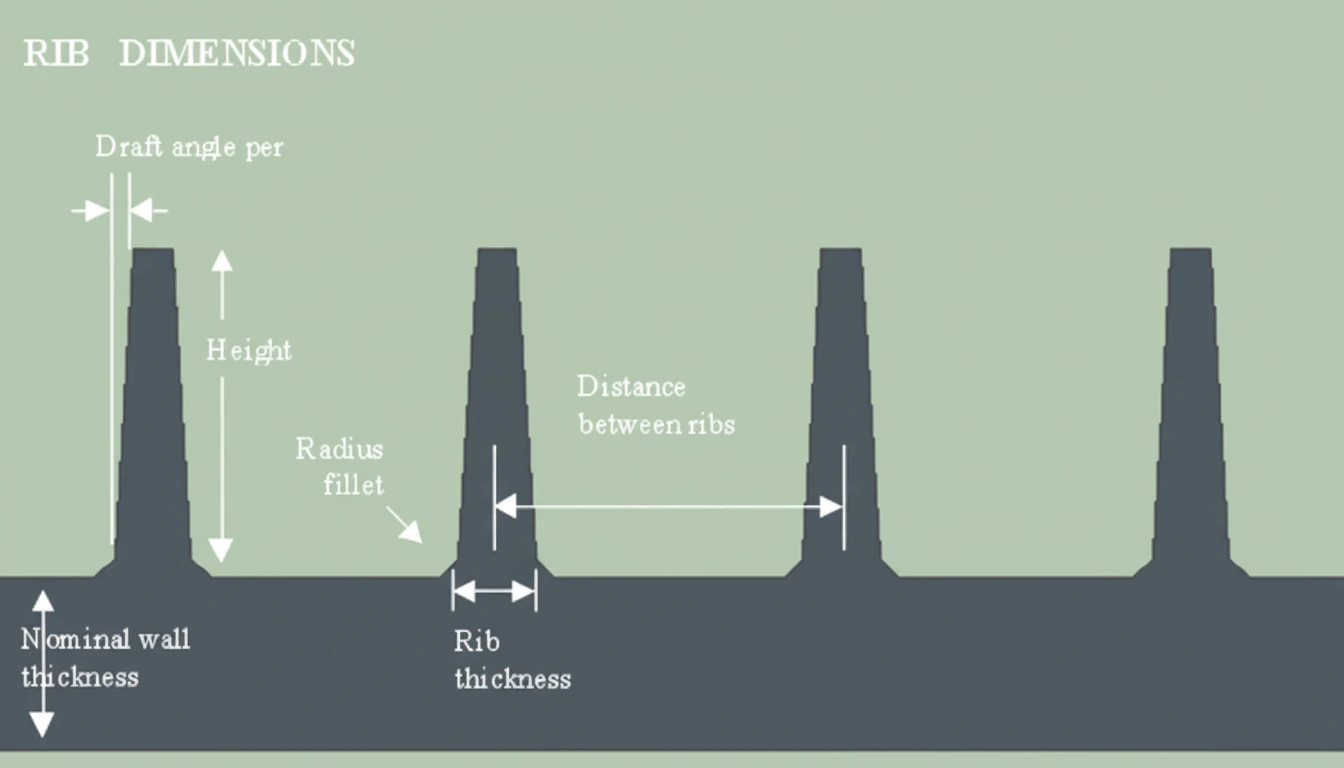
Paramètres clés de conception des nervures
Les paramètres suivants s'appuient sur les lignes directrices standard de l'industrie (par exemple, les lignes directrices DFM, les normes SPI).
| Paramètres | Symbole | Fourchette recommandée | Unité | Notes clés |
|---|---|---|---|---|
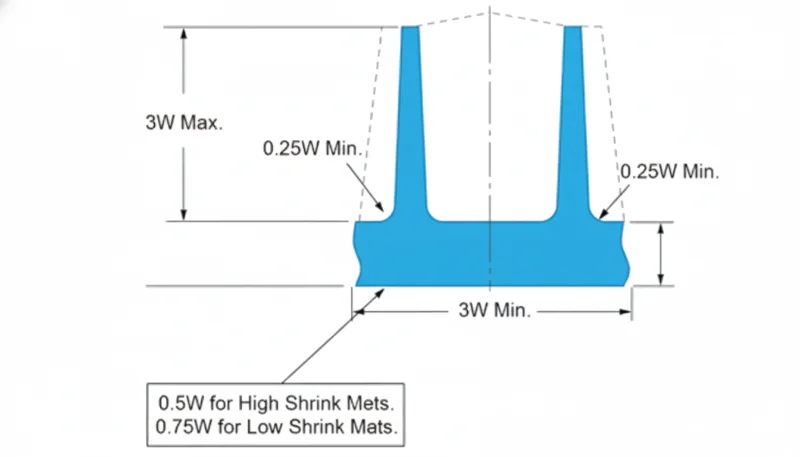
| Épaisseur de la base | w | 40% - 70% de t | mm | t = Épaisseur nominale de la paroi. 40% pour les pièces très brillantes ; jusqu'à 70% pour les pièces structurées/texturées. |
| Hauteur des côtes | h | ≤ 3 × t | mm | Une hauteur excessive complique la mise à l'air libre et l'éjection ; elle peut provoquer un gauchissement. |
| Angle de tirant d'eau | α | 0.5° - 1.5° | deg | Nécessaire pour l'éjection. La texture nécessite une dépouille supplémentaire (1° par 0,025 mm de profondeur). |
| Rayon de la base | R | 25% - 50% de t | mm | Empêche la concentration des contraintes. Un R trop grand crée des sections épaisses (risque d'enfoncement). |
| Espacement des nervures | S | ≥ 2 × t | mm | Distance entre les nervures. Une distance trop faible entraîne des problèmes de "sécurité de l'acier" et des points chauds thermiques. |
| Épaisseur de la pointe | t(tip) | ≥ 0.75 | mm | Épaisseur minimale au sommet de la nervure pour assurer le remplissage correct du moule. |
Avantages et inconvénients
| Fonctionnalité | Avantages | Inconvénients |
|---|---|---|
| Rapport force/poids | Augmente considérablement la rigidité et la capacité de charge avec un ajout de poids minimal. | Une mauvaise conception entraîne des défauts esthétiques tels que marques d'évier3 sur la face visible (face A). |
| Durée du cycle | Permet un refroidissement plus rapide qu'en augmentant l'épaisseur totale de la paroi. | Les nervures profondes peuvent piéger les gaz (effet diesel) ou causer des difficultés d'éjection (marques de traînée). |
| Flux de matières | Agit comme des coureurs internes (leaders de flux) pour aider à remplir les sections minces ou les coins éloignés. | Les nervures complexes augmentent les coûts d'outillage (travail d'électroérosion nécessaire). |
| Contrôle des déformations | Réduit le gauchissement en brisant les grandes surfaces planes et en redistribuant les contraintes. | Les angles vifs à la base des nervures deviennent des concentrateurs de contraintes, entraînant une rupture sous l'effet d'un impact. |
L'augmentation de la hauteur d'une nervure est toujours le meilleur moyen d'accroître la rigidité de la pièce.Faux
Les nervures trop hautes sont susceptibles de se déformer sous l'effet de la charge et nécessitent des cavités de moulage profondes et difficiles à ventiler.
L'ajout de plusieurs côtes plus courtes est souvent structurellement supérieur à celui d'une côte très haute.Vrai
Les nervures multiples répartissent la charge plus efficacement et facilitent le moulage par rapport aux caractéristiques profondes et étroites.
Scénarios d'application
- Intérieurs d'automobiles : Les substrats des tableaux de bord et des panneaux de porte utilisent souvent des motifs de nervures en nid d'abeille pour réduire le poids tout en respectant les normes de sécurité en cas d'accident.
- Électronique grand public : Les boîtiers d'ordinateurs portables ou de téléphones utilisent des micro-alvéoles pour soutenir les circuits imprimés internes et éviter l'écrasement sans ajouter d'encombrement.
- Composants structurels : Boîtiers d'outils électriques en Polymère renforcé de fibres de verre (PRFV)4 utilisent des nervures transversales pour résister à un couple élevé et à un impact de chute.
- Couvercles de conteneurs : Les emballages à parois minces utilisent des nervures radiales pour éviter la courbure ou le gauchissement lors de l'empilage.
Recommandations sur le processus par étapes
Pour obtenir une conception optimisée des côtes, suivez ce processus :
- Établir la paroi nominale (t) : Déterminer l'épaisseur de la paroi de base nécessaire à la fonction générale de la pièce.
- Calculer l'épaisseur de la base des nervures :
- Pour Matériaux amorphes (par exemple, Polycarbonate (PC), ABS) : Régler l'épaisseur des nervures à ~60-70% de t.
- Pour Matériaux semi-cristallins (par exemple, polypropylène (PP), polyéthylène (PE)) : Régler l'épaisseur des nervures à ~40-50% de t en raison des taux de rétrécissement plus élevés.
- Définir les limites de hauteur : Veiller à ce que la hauteur des nervures (h) ne dépasse pas 3 × t. Si une plus grande rigidité est nécessaire, ajouter des nervures plutôt que d'augmenter la hauteur.
- Appliquer les angles d'ébauche : Ajouter un minimum de 0,5° de dépouille par côté. Pour les nervures plus hautes (>50mm), augmenter la dépouille à 1,0°-1,5° pour éviter le blocage du vide lors de l'éjection.
- Concevoir le rayon de la racine : Ajouter un rayon de congé de 0,25 × t à la base. Exemple : Si la paroi est de 4 mm, le rayon doit être de 1 mm. Cela réduit la sensibilité de l'encoche.
- Vérifier l'espacement : Veiller à ce que l'espace entre les nervures soit d'au moins 2 × t. Cela permet de s'assurer que l'acier du moule entre les nervures est suffisamment robuste pour dissiper la chaleur et ne pas se fatiguer.
- Simulation : Utilisez un logiciel d'analyse de l'écoulement du moule pour vérifier le retrait volumétrique et les pièges à air potentiels à l'extrémité des nervures.
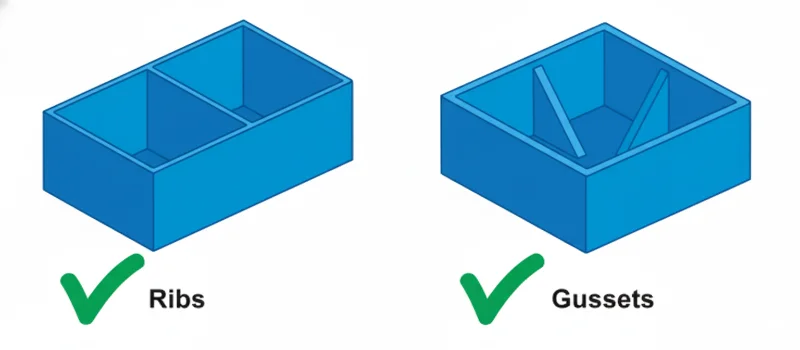
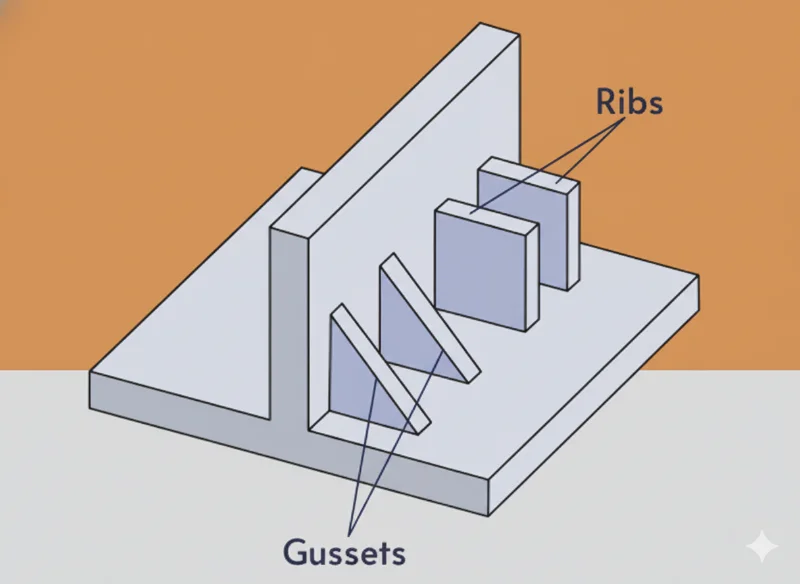
Les goussets sont une forme de nervure utilisée pour soutenir les bords.Vrai
Les goussets sont des nervures triangulaires utilisées pour soutenir les parois latérales ou les bossages, en suivant les mêmes règles d'épaisseur pour éviter l'enfoncement.
Les nervures peuvent être placées arbitrairement sans tenir compte du refroidissement du moule.Faux
Des nervures trop rapprochées créent des points chauds thermiques dans l'acier du moule, ce qui entraîne des temps de cycle plus longs et des déformations.
FAQ
Q1 : Quelle est la règle la plus importante en matière de conception de côtes pour éviter les défauts esthétiques ?
L'épaisseur de la base de la nervure doit généralement être comprise entre 501 et 701 TTP3T de l'épaisseur nominale de la paroi. Le dépassement de ce ratio augmente la masse de matériau à l'intersection, ce qui provoque un refroidissement différentiel qui se traduit par des marques d'évier5 sur la surface opposée.
Q2 : Comment le choix des matériaux influe-t-il sur la conception des nervures ?
Les matériaux à rétraction élevée (plastiques semi-cristallins comme le PA66 ou le PP) sont plus susceptibles de présenter des marques d'enfoncement et des déformations. Pour ces matériaux, les nervures doivent être plus fines (plus proches de 40-50% de la paroi nominale) que pour les matériaux amorphes à faible retrait (comme le PC ou l'ABS).
Q3 : Les nervures peuvent-elles remplacer l'épaisseur de la paroi pour assurer la solidité ?
Oui. L'utilisation de nervures pour augmenter le moment d'inertie est mécaniquement plus efficace que l'épaississement de toute la paroi. Cela permet d'économiser de la matière, de réduire le poids de la pièce et de diminuer considérablement le temps de refroidissement nécessaire au cycle de moulage.
Q4 : Que se passe-t-il si l'angle de dépouille d'une nervure est trop faible ?
Un tirage insuffisant entraîne des difficultés d'éjection. La pièce peut coller à la moitié du moule stationnaire (côté A) ou mobile (côté B), ou des "marques de traînée" (éraflures) peuvent apparaître sur la surface de la nervure. Dans les cas les plus graves, la nervure peut se cisailler ou se fissurer pendant l'éjection.
Q5 : Pourquoi le rayon de la racine est-il important ?
Les angles vifs à la base d'une nervure agissent comme des concentrateurs de contraintes. Sous l'effet d'un impact ou d'une charge cyclique, des fissures apparaissent dans ces angles vifs. Un rayon répartit le flux de contraintes ; toutefois, il ne doit pas être trop grand, sinon il créera une section épaisse qui provoquera des marques d'enfoncement.
Résumé
L'optimisation de la conception des nervures est une compétence essentielle du moulage par injection qui a un impact direct sur le coût, l'esthétique et les performances des pièces. En respectant le ratio standard de épaisseur de la nervure par rapport à la paroi nominale (40-70%), limitant la hauteur à 3x l'épaisseur de la paroiet de veiller à ce qu'il y ait un nombre suffisant de tirant d'eau et rayonsLes ingénieurs peuvent ainsi maximiser la stabilité structurelle tout en évitant les défauts courants tels que les marques d'enfoncement et le gauchissement.
-
Polypropylène (PP) Propriétés : Fournit une vue d'ensemble des caractéristiques du PP, essentielles pour déterminer les taux de retrait et le dimensionnement des nervures dans les applications semi-cristallines. ↩
-
ABS Guide des matériaux : Détaille les propriétés de l'acrylonitrile-butadiène-styrène, un matériau amorphe courant dont les rapports de conception des nervures diffèrent légèrement de ceux des plastiques semi-cristallins. ↩
-
Prévention des marques d'évier : Explique les principes physiques qui sous-tendent les marques d'enfoncement, un défaut principal causé par un mauvais rapport entre l'épaisseur des nervures et celle des parois. ↩
-
Applications structurelles des PRFV : un contexte scientifique détaillé sur la façon dont les fibres de renforcement interagissent avec les structures des nervures pour améliorer les propriétés mécaniques. ↩
-
Conseils de conception pour les côtes : Propose des lignes directrices pratiques en matière de conception, spécifiquement axées sur la minimisation des défauts esthétiques tout en maintenant l'intégrité structurelle. ↩







