 Skip to content
Skip to content 

Introduction : Le moule d'injection est un outil permettant de fabriquer des produits en plastique. Il s'agit de chauffer le plastique, de le faire fondre, puis de l'injecter dans un moule à l'aide d'une machine. Le plastique se refroidit et durcit, et vous obtenez alors un objet en plastique.

La plupart des produits présentant des contre-dépouilles dans le moule d'injection peuvent être retirés à l'aide de releveurs. L'objectif est similaire à celui du mécanisme à glissière car la direction de démoulage du produit moulé par injection est celle où les contre-dépouilles sont les plus importantes. moulage par injection pousse le produit hors de la plaque de poussée, et il n'y a qu'une seule direction de démoulage.
Lorsque le produit comporte des bossages, des trous et des rainures, il se forme des contre-dépouilles (positions des boutons) si le sens de démoulage n'est pas cohérent. Il est nécessaire d'ajouter un mécanisme de démoulage dans d'autres directions pour éliminer les contre-dépouilles.

Lorsque vous pensez au coût, à la difficulté de fabrication et à l'efficacité, si vous pouvez utiliser un releveur ou une glissière, utilisez un releveur pour les contre-dépouilles intérieures et une glissière pour les contre-dépouilles extérieures. Les releveurs sont intéressants parce qu'ils sont simples, faciles à fabriquer, bon marché et peu encombrants.

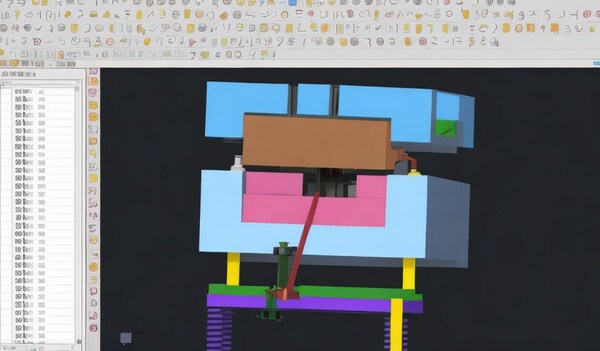
Dans certains moules, tels que le moule pour couvercle d'ordinateur portable, qui comporte de nombreux petits éjecteurs obliques, il est très pratique et peut simplifier le mécanisme d'éjection du moule arrière lorsque la taille de l'éjecteur oblique est relativement petite ou que l'espace pour le mouvement de l'éjecteur oblique n'est pas suffisant. Cet article explique ce qu'est l'éjecteur oblique dans le moulage par injection.
Quels sont les composants de la structure de l'éjecteur incliné ?
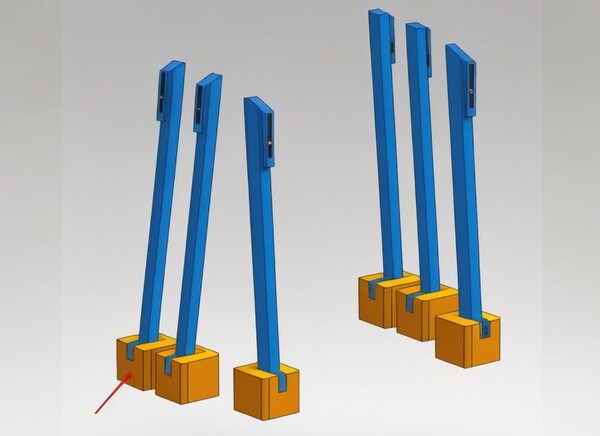
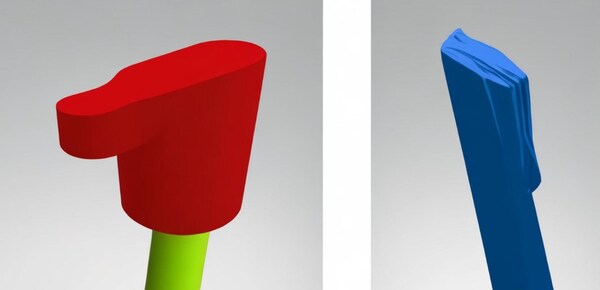
Tête d'éjection inclinée
Il s'agit principalement de la partie du moule. Le fond de la surface de la position de contre-dépouille est généralement une surface droite pour faciliter le traitement et l'adaptation au moule. Les trois autres surfaces sont inclinées pour faciliter l'adaptation à la colle d'étanchéité. La surface supérieure de la tête de l'éjecteur incliné est généralement abaissée de 0,05~0,1 mm en dessous de la surface de positionnement de la colle pour éviter que l'éjecteur incliné ne racle la colle pendant l'éjection.
Tige d'éjection inclinée
Il relie principalement le siège d'éjection oblique et la tête d'éjection oblique, et doit supporter la force d'éjection pendant l'éjection oblique.
Bloc de guidage
Lors du traitement du moule, le gabarit mobile est traité pour éviter l'air (réduction de la friction) afin de réduire la distorsion et la déformation, et un bloc de guidage est ajouté pour faciliter le positionnement et l'ajustement avec précision.

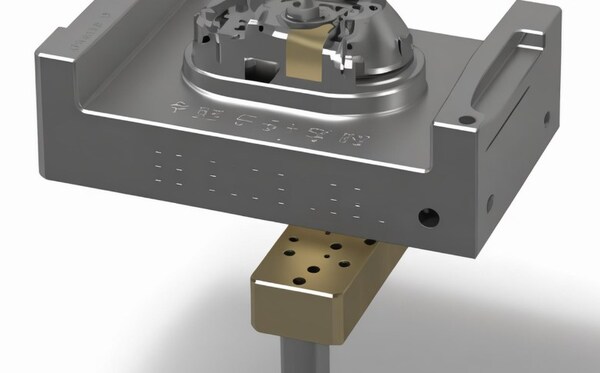
Douille de guidage (alliage de cuivre + graphite)
Il y a deux douilles de guidage pour la lubrification et le guidage dans le releveur combiné. La tige du releveur s'use après un mouvement de longue durée. L'ajout de douilles de guidage peut réduire l'usure et faciliter l'entretien et le remplacement en cas de problème de précision.

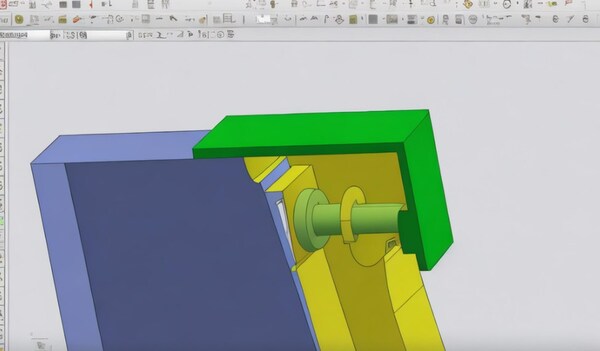
Siège élévateur
Dans l'élévateur intégral, les méthodes de guidage comprennent généralement un guide à rainure en "T" et un guide à goupille. Le guide à broches est le plus couramment utilisé, car il est facile à utiliser et à installer. Le prix du guide à fente en "T" est légèrement plus élevé, et une base en "T" est nécessaire séparément. Le traitement et l'adaptation sont également plus compliqués que pour le type à broches.

Quels sont les matériaux utilisables pour les soutireuses à injection ?
Cr12Mov Matériau de l'acier
Cr12Mov est un acier allié à haute teneur en carbone de haute qualité, doté d'une dureté et d'une résistance très élevées, qui peut supporter des températures élevées et une utilisation à long terme. Il présente une excellente résistance à la corrosion, une grande résistance aux chocs, de bonnes performances de traitement, une bonne résistance à l'usure, etc. Les releveurs Cr12Mov conviennent généralement à la fabrication de grands moules, car ces derniers doivent résister à une pression considérable.

45# Matériau de l'acier
45# L'acier 45# est un acier à faible teneur en carbone largement utilisé dans la production de moules à injection de petite et moyenne taille. Il présente une bonne usinabilité et une bonne ténacité, et est relativement bon marché. Toutefois, la dureté de ce matériau est faible et il ne convient que pour certains moules de petite taille qui ne doivent pas résister à une pression élevée.

SKD11 Matériau de l'acier
L'acier SKD11 est un acier à outils pour le travail à froid qui est largement utilisé dans la fabrication de moules à injection en raison de sa solidité et de sa résistance à l'usure. Il présente une bonne dureté, une excellente résistance à la corrosion et une bonne usinabilité. Il peut supporter des températures et des pressions élevées sans se déformer, ce qui convient parfaitement à la production de moules de grande taille. produits moulés par injection.

H13 Matériau de l'acier
L'acier H13 est l'un des meilleurs aciers pour moules. Il présente une grande stabilité thermique, une bonne dureté et ténacité, une grande résistance à l'usure et à la chaleur, etc. L'acier H13 est utilisé dans de nombreux types de moules en plastique en raison de ses qualités, en particulier pour la fabrication de moules qui durent longtemps et sont très utilisés.
Matériau de l'acier S136
L'acier S136 est un acier inoxydable de haute qualité. Il présente une grande solidité, une bonne résistance à l'usure, une grande précision et une forte résistance à la corrosion. L'acier S136 est généralement utilisé pour fabriquer des pièces de haute précision dans les produits moulés par injection, tels que les équipements électroniques, les équipements médicaux et les pièces mécaniques.

Quelles sont les idées à prendre en compte lors de la conception d'un lève-personne ?
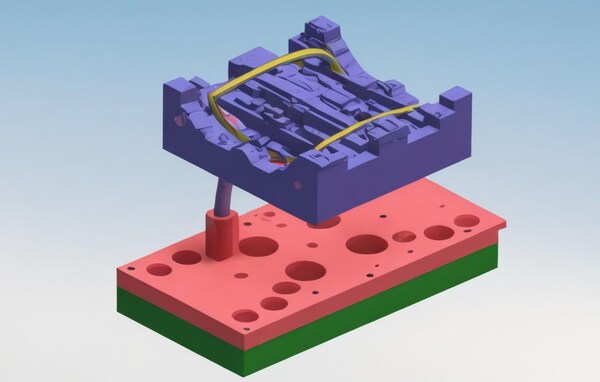
L'éjecteur incliné est un type de système d'éjection. Lorsqu'il y a une contre-dépouille dans la pièce, il n'est pas pratique d'utiliser la position, mais il est pratique d'utiliser l'éjecteur incliné, l'éjecteur incliné doit être utilisé pour l'éjection.

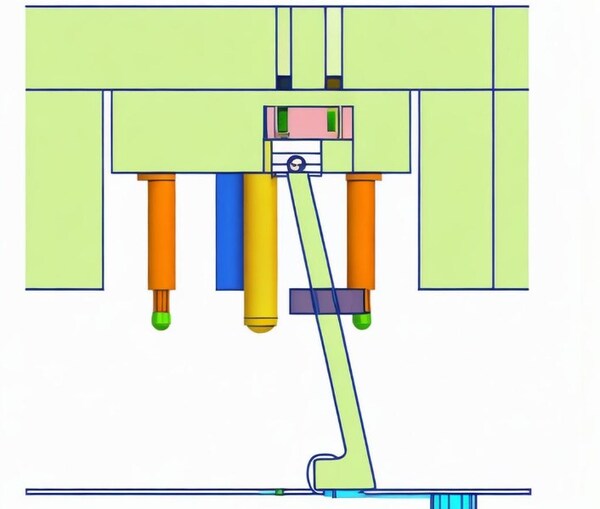
Une autre situation est illustrée par le schéma suivant : lorsqu'un os long et profond est éjecté par un éjecteur droit, l'os colle facilement à l'éjecteur droit et il n'est pas facile de prélever la pièce ; l'éjecteur incliné doit donc être utilisé pour l'éjection.

L'éjecteur incliné se divise en deux catégories : l'éjecteur incliné pour le moule arrière et l'éjecteur incliné pour le moule avant. L'éjecteur incliné ne peut pas être utilisé pour le même matériau que le noyau. Il doit être plus dur d'un niveau. L'éjecteur incliné le plus petit utilise le FDAC ,

Idées de conception de l'élévateur pour le moulage par injection
Tout d'abord, calculer la course de déclenchement de l'éjecteur incliné. Ensuite, calculer la pente de l'éjecteur incliné en fonction de la course d'éjection. Ensuite, déterminez la position de scellement de l'éjecteur incliné dans la direction latérale. Il est préférable d'avoir une position de scellement horizontale, mais le scellement vertical peut également être utilisé.

En cas de soudure verticale, il faut savoir que la position de la colle de la boucle du produit peut se déformer latéralement avec l'éjecteur incliné. S'il y a trop d'espace pour que l'éjecteur incliné se déplace latéralement, la position de la colle de la boucle du produit peut se déformer latéralement. Si le temps est limité, le scellage vertical peut être utilisé.

Ensuite, la position de référence de traitement du sommet incliné est basée sur la direction de sortie de la colle ; à partir de la position de référence de traitement, la surface inclinée du sommet incliné est abaissée pour ajuster l'épaisseur du sommet incliné dans la direction du mouvement latéral.

Lorsque la longueur totale du plan incliné est inférieure à 100 mm, l'épaisseur du plan incliné est garantie à au moins 6 mm. Si la longueur totale est supérieure à 100 mm, l'épaisseur du plan incliné doit être d'au moins 8 mm. Si cette épaisseur ne peut être atteinte, il faut raccourcir la longueur totale du plan incliné.
Collez les deux côtés de la partie supérieure inclinée. La force et la position du sommet incliné détermineront la quantité de colle à utiliser.

Si la résistance n'est pas suffisante, utilisez plus de colle. Veillez simplement à ce que la colle recouvre les côtés de la partie supérieure inclinée. Faites un trou dans le gabarit pour faire passer le plan incliné et fabriquez un bloc pour le plan incliné. Dessinez le siège pour le plan incliné et essayez d'éviter les angles vifs.

Quelles sont les précautions à prendre pour la structure à toit incliné ?
La distance d'éjection du plateau incliné ne sera pas trop élevée
Normalement, la distance d'éjection de la partie supérieure inclinée n'est pas trop élevée, car elle est facile à briser. La distance d'éjection de la partie supérieure inclinée du moule permettant une production entièrement automatisée est plus longue que celle de la partie supérieure inclinée du ramasseur semi-automatique afin d'éviter une force inégale lorsque le robot ramasse le produit et ne parvient pas à le retirer.

Distance d'éjection entièrement automatique = distance du produit (H) + valeur de sécurité (K) 5,00~10,00mm ; distance d'éjection de la production semi-automatique = hauteur du produit (H) X (2/3) .
L'angle d'inclinaison du sommet incliné est compris entre 3° et 15°.
L'angle d'inclinaison du sommet incliné est compris entre 3° et 15°, le meilleur angle étant compris entre 3° et 8°. Lorsque l'angle du sommet incliné est supérieur à 12°, outre la résistance, la tige du sommet incliné doit également être équipée d'une tige auxiliaire pour éviter que le sommet incliné ne se déforme et ne se brise en raison d'un couple excessif au cours de la production.

Le phénomène de collage du produit sur la partie supérieure inclinée est le plus susceptible de se produire en production. La méthode habituelle consiste à augmenter la pente de démoulage du produit. Lors de la conception, il convient d'éviter que le sommet incliné ne comporte trop de nervures.
L'éjecteur incliné ne doit pas être trop fin
L'éjecteur incliné ne doit pas être trop fin. L'épaisseur (diamètre) minimale de l'éjecteur incliné pour les petits produits est de 3,00 mm. Pour les produits de plus de 500,00 mm, l'épaisseur minimale (diamètre) de l'éjecteur incliné ne doit pas être inférieure à 25,00 mm afin d'éviter que l'éjecteur incliné ne se déforme et ne se brise en raison d'un couple excessif au cours de la production.

L'éjecteur incliné fait partie du système d'éjection, ce qui revient à utiliser une broche d'éjection pour éjecter la pièce. Il n'est pas nécessaire de placer une broche d'éjection au même endroit que l'éjecteur incliné pour éviter toute interférence entre l'éjecteur incliné et la broche d'éjection. Vous devez simuler pour voir s'il y a une interférence entre l'éjecteur incliné et la broche d'éjection.
Quel est le rôle des releveurs de structures de moulage par injection ?
Il y a plusieurs raisons pour lesquelles la l'industrie du moulage par injection de matières plastiques a besoin d'un moule avec une structure d'éjection inclinée. En voici les principaux :

Améliorer les performances d'extrusion du moule
Dans le processus de fabrication des moules, nous ajoutons généralement un éjecteur incliné d'un côté du moule pour faciliter l'écoulement et l'évacuation du matériau. L'éjecteur incliné peut réduire la résistance du flux de matériau et le rendre plus fluide. Cela peut améliorer la vitesse d'extrusion et l'efficacité du moule.

Optimiser les performances de remplissage du moule
Lors du moulage par injection, il faut que le matériau remplisse tout le moule et pénètre dans les moindres recoins. La conception angulaire de la partie supérieure est utile lorsque les barbes des pièces en plastique ne veulent pas sortir facilement du moule,

Le remplissage du moule s'en trouve donc amélioré. Le principe du mouvement consiste également à transformer le mouvement vertical de l'ouverture et de la fermeture du moule en mouvement horizontal, de manière à compléter le tirage latéral du noyau.
Améliorer la qualité des produits
Dans le moule d'injection, la position et l'angle de la partie supérieure inclinée sont étroitement liés à la qualité de l'apparence du produit moulé par injection. Un réglage raisonnable de la position et de l'angle du sommet incliné peut permettre au moule de se fermer hermétiquement, de réduire considérablement les bulles à l'intérieur du produit moulé par injection et d'améliorer la qualité de l'apparence et la finition de la surface du produit moulé par injection.

La structure supérieure inclinée permet au matériau de remplir le moule plus facilement, d'éviter les interférences avec l'intérieur du produit et d'améliorer la qualité et la précision du produit.

Améliorer l'efficacité de la production
Le moule à structure d'emboutissage inclinée permet de faire glisser la tige centrale à travers le contrôle de la pente pendant le processus de moulage par injection, de raccourcir le temps de moulage du produit et le cycle de production, et d'améliorer l'efficacité de la production.

Améliorer la précision des produits
La tige centrale du moule à structure d'étirage inclinée peut rester stable pendant le processus de glissement, ce qui évite les interférences avec l'intérieur du produit et améliore la précision et la qualité du produit.
Empêcher le blocage des moules lors de l'ouverture et de la fermeture
Lorsque le moule s'ouvre et se ferme, il arrive que l'espace entre les moules se réduise ou disparaisse pour une raison ou une autre, ce qui provoque un blocage important. C'est à ce moment-là que le couvercle incliné s'avère utile. La structure inclinée et le dispositif flottant du couvercle incliné rendent le moule plus lisse pendant le processus d'ouverture et de fermeture, ce qui permet de résoudre le problème de blocage du moule.

Prolonger la durée de vie du moule
Lors de l'utilisation du moule à injection, le plan du moule n'est pas rectifié sur toute la surface, et il y a même une usure locale, ce qui peut facilement réduire l'écart entre les gabarits et augmenter la probabilité de blocage.

La conception de la partie supérieure inclinée permet d'atténuer efficacement le problème de l'écart entre les moules, tout en minimisant la force d'impact entre les gabarits et en prolongeant la durée de vie du moule.
Réduire les contraintes résiduelles
La conception du moule à structure d'emboutissage oblique permet de réduire la production de contraintes résiduelles au cours du processus d'emboutissage. processus de moulage par injectionCe qui permet d'améliorer la précision dimensionnelle et la stabilité du produit.

Réduire les coûts de production
La conception du moule à structure d'emboutissage oblique permet de réduire la difficulté et le coût de fabrication du moule, ainsi que les coûts de maintenance et le taux de rebut au cours du processus de production, réduisant ainsi le coût de production global.

Améliorer la compétitivité du marché
L'utilisation de moules à structure d'éjection inclinée permet de fabriquer des produits de meilleure qualité, d'améliorer la valeur ajoutée et la compétitivité des produits sur le marché, et d'aider les entreprises à gagner des parts de marché dans un contexte de concurrence féroce.
Conclusion
Dans la conception des moules d'injection plastique, pour faire face à la complexité de la cavité du moule 、complexe et améliorer l'efficacité de l'injection du moule, il est généralement nécessaire de concevoir un mécanisme d'éjection du moule plus simple.

En particulier lorsque la pression d'injection est élevée, l'application rationnelle de mécanismes d'éjection à mouvement vertical et horizontal (tels que les broches d'éjection) et de dispositifs de levage de moules peut renforcer efficacement l'effet du moulage par injection de plastique amélioré.

La conception de la plaque d'éjection et du dispositif de levage du moule d'injection permet d'assurer un démoulage en douceur des produits, optimisant ainsi l'ensemble du processus de production.

L'éjecteur incliné est un élément clé du processus d'injection. Il est utilisé pour traiter les contre-dépouilles du produit afin d'assurer un démoulage en douceur.

L'éjecteur incliné a une structure simple et un faible coût. Il peut être fabriqué à partir de différents aciers, tels que Cr12Mov, 45# et SKD11, et convient à des moules de tailles et de besoins différents.

La conception de l'éjecteur incliné implique l'angle de l'éjecteur incliné, la distance d'éjection et la sélection des matériaux. Il convient de prêter attention à la résistance structurelle et à l'espace de mouvement.

L'optimisation de la conception de l'éjecteur incliné permet d'améliorer les performances de remplissage, l'efficacité de la production et la qualité du produit du moule, de prolonger la durée de vie du moule et de réduire les coûts de production.

En résumé, l'application raisonnable de l'éjecteur incliné permet non seulement d'optimiser le processus de production, mais aussi d'améliorer la compétitivité du marché et de garantir la précision et la fiabilité du produit final.







