 Skip to content
Skip to content 

Avant-propos
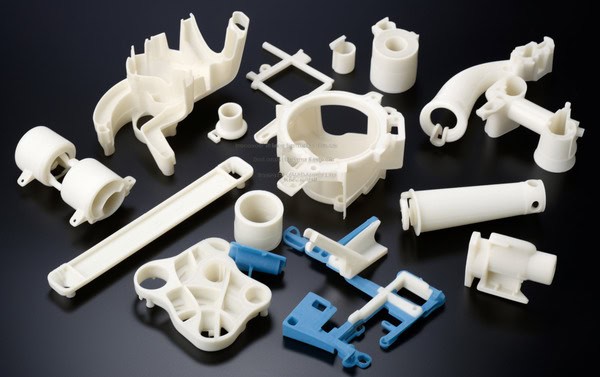
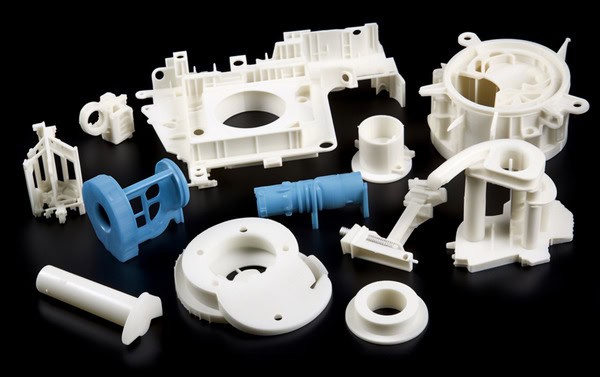
Le moulage par injection, également connu sous le nom de moulage par injection de plastique, est une méthode courante de fabrication de produits en plastique. En tant que technologie de transformation des matières plastiques parvenue à maturité, le moulage par injection offre de vastes perspectives de développement. Avec l'émergence de nouvelles technologies, de nouveaux matériaux et de nouvelles demandes, le moulage par injection continuera à s'adapter aux changements du marché et aux développements innovants, fournissant des produits plastiques de meilleure qualité pour la fabrication industrielle et les consommateurs.
Ce chapitre se concentre sur les six étapes du processus d'injection : fermeture du moule, remplissage, maintien de la pression, refroidissement, ouverture du moule et démoulage.
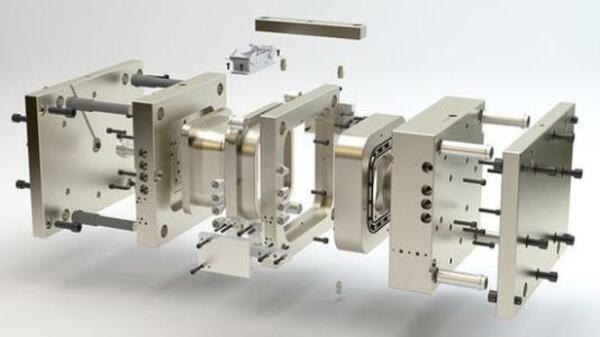
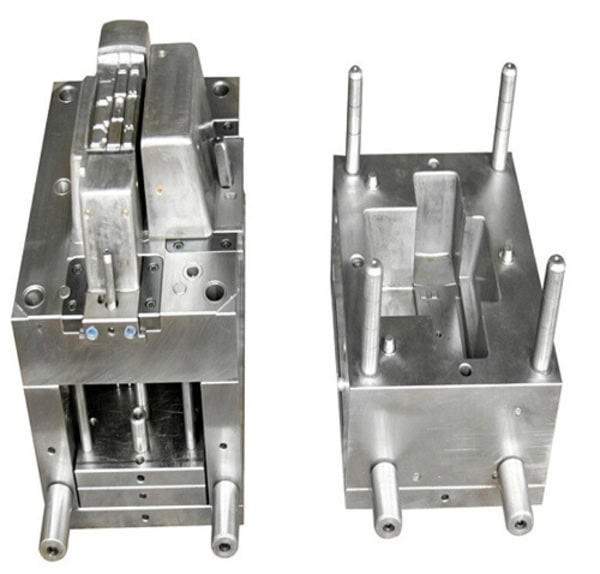
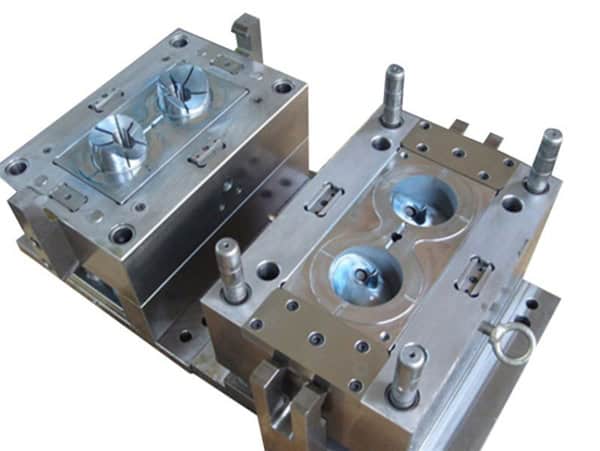
Etage de bridage du moule
Le système de fermeture du moule doit avoir des actions d'ouverture et de fermeture du moule fiables et un effet tampon lors de l'ouverture et de la fermeture du moule. La vitesse de fonctionnement du plateau mobile doit être modifiée selon le principe "lent-rapide-lent" pendant la fermeture et l'ouverture du moule afin d'éviter d'endommager le moule et les produits, et d'éviter le bruit causé par les fortes vibrations de la machine, de manière à assurer un fonctionnement sûr et à prolonger la durée de vie de la machine et du moule.

La course maximale d'ouverture et de fermeture du gabarit détermine l'épaisseur maximale du moule qui peut être installé dans la machine de moulage par injection et, par conséquent, l'épaisseur maximale des produits moulés par injection qui peuvent être fabriqués. La course du gabarit doit donc être réglable.
Le gabarit doit avoir une résistance et une rigidité suffisantes pour ne pas se déformer sous l'effet des pressions fréquentes et variées subies au cours de l'opération. production de moulage par injectionce qui affecte la précision de la taille et de la forme des produits moulés par injection.
Conditions de base pour l'étape de fermeture du moule
Force de serrage suffisante et réglable pour garantir que le moule ne sera pas éjecté sous l'action de la pression de la cavité du moule.

Le gabarit du moule fixe a une surface, une course et une distance d'ouverture suffisantes pour s'adapter aux moules de différentes formes et tailles, et la distance d'ouverture peut être réglée librement.
La vitesse de déplacement du gabarit est fixée à deux niveaux : la vitesse rapide et la vitesse lente. La vitesse rapide exige de la souplesse, de la sécurité et de la contrôlabilité. La force motrice du système de serrage provient de la puissance mécanique ou de la force hydraulique ou d'une combinaison hydraulique-mécanique par le biais d'une bielle à commande hydraulique ou d'un mécanisme à genouillère.

Afin de démouler et de retirer les pièces en douceur, le système de fermeture du moule est conçu avec un dispositif d'éjection du produit alimenté par une énergie pneumatique, hydraulique ou mécanique.

Paramètres techniques de l'étape de fermeture du moule
Les paramètres techniques du système de bridage du moule comprennent la force de bridage, les dimensions de base du dispositif de bridage du moule, la vitesse d'ouverture et de fermeture du moule et la durée du cycle à vide. La force de fermeture est particulièrement importante. Il s'agit de la force de serrage maximale que le mécanisme de bridage du moule peut exercer sur le moule. Elle doit être supérieure à la pression moyenne de la matière fondue dans la cavité du moule.

Plus la paroi du produit est fine, plus la pression d'injection est élevée et plus la force de serrage nécessaire pour fermer le moule pendant le moulage par injection est importante. Par exemple, la pression dans l'empreinte des conteneurs d'emballage ordinaires est généralement d'environ 25MPa, alors que les conteneurs à paroi mince peuvent nécessiter 30MPa. La force de fermeture réelle est déterminée par le produit de la pression d'injection et de la surface projetée du produit.

Phase d'injection
L'injection est la première étape du processus de moulage normal. Lorsque le moule est fermé et que la coulée commence, la cavité du moule peut être directement injectée jusqu'à 95%. En théorie, le temps d'injection est beaucoup plus court et l'efficacité du moulage est beaucoup plus élevée. Cependant, dans la production réelle, il existe de nombreuses limitations conditionnelles au temps de moulage (ou à la vitesse d'injection).

Injection à grande vitesse : Si le taux de cisaillement est élevé pendant l'injection à grande vitesse, l'amincissement par cisaillement réduit la viscosité du plastique et la résistance globale à l'écoulement. En raison de l'effet du chauffage visqueux local, l'épaisseur de la couche solidifiée diminue également.

Par conséquent, l'opération d'injection dans la phase de contrôle du débit dépend généralement de la taille du volume à injecter. En d'autres termes, dans la phase de contrôle du débit, l'effet d'amincissement par cisaillement du métal fondu est souvent important en raison de l'injection à grande vitesse, mais l'effet de refroidissement dû aux parois minces n'est pas évident, de sorte que l'effet de vitesse est prioritaire.
Injection lente. Lorsque l'injection est contrôlée par une conduction thermique lente, le taux de cisaillement est faible, la viscosité locale est élevée et la résistance à l'écoulement est importante. Par conséquent, l'effet de conduction thermique est plus prononcé et la chaleur est rapidement libérée par la paroi froide du moule. Lorsqu'elle est combinée à une faible quantité de chaleur visqueuse, l'épaisseur de la couche solidifiée augmente encore, ce qui accroît encore la résistance à l'écoulement dans les sections à parois minces.

L'écoulement de la fontaine aligne les chaînes de polymères plastiques devant l'onde d'écoulement approximativement parallèlement au front de l'onde d'écoulement. En outre, les deux matières fondues ont des propriétés différentes (temps de séjour différents dans la cavité du moule, température de fusion, températures et pressions de fusion différentes), ce qui entraîne une résistance structurelle microscopique plus faible dans la zone d'intersection des matières fondues.

Placez la pièce sous une lumière à un angle approprié et observez visuellement les coutures évidentes. C'est le mécanisme par lequel les marques de soudure sont créées. Non seulement les marques de soudure affectent l'aspect des pièces en plastique, mais la microstructure lâche tend à créer des concentrations de contraintes qui peuvent réduire la résistance de la pièce et provoquer une défaillance.
En général, les lignes de soudure sont plus solides si elles se produisent dans des zones à haute température. En effet, à haute température, la mobilité des chaînes de polymères est relativement bonne et elles peuvent se pénétrer l'une l'autre et s'enchevêtrer. En outre, les températures des deux matières fondues dans la zone chaude sont relativement proches et les propriétés thermiques des matières fondues sont presque les mêmes, ce qui augmente la résistance de la zone de soudure. D'autre part, la résistance du soudage diminue dans les plages de températures basses.

Scène d'attente
La fonction de l'étape de maintien de la pression est d'appliquer une pression continue, de comprimer la matière fondue, d'augmenter la densité du plastique (densification) et de compenser le comportement de rétrécissement du plastique. Au cours du processus d'emballage, la cavité du moule est remplie de plastique, ce qui crée une forte contre-pression.
Dans le processus de maintien de la pression et de compression, la vis de la moulage par injection ne peut avancer que lentement et légèrement, et le débit des flux de plastique fondu est également relativement lent. L'écoulement à ce moment-là est appelé écoulement de maintien de la pression. Pendant la phase de maintien de la pression, la paroi du moule en plastique se refroidit et se solidifie plus rapidement, et le matériau fondu augmente rapidement, de sorte que la résistance à l'intérieur de la cavité du moule devient très importante.
Dans les dernières phases de l'emballage, la densité du matériau fondu continue d'augmenter et les pièces en plastique se forment progressivement. La phase de maintien de la pression se poursuit jusqu'à ce que la porte se solidifie et se scelle. À ce moment-là, la pression dans la cavité du moule atteint sa valeur maximale pendant la phase de conditionnement.

Pendant la phase de maintien, la pression est si élevée que le plastique présente des propriétés partiellement compressibles. Dans les zones de haute pression, le plastique devient de plus en plus dense. Dans les zones où la pression est plus faible, le plastique devient plus lâche et moins dense, et la répartition de la densité change en fonction de l'endroit et du temps.

Pendant le processus de maintien de la pression, le flux de plastique est très faible. Par conséquent, le flux de matière est faible et ne peut pas jouer un rôle moteur. La pression est le principal facteur affectant le processus de maintien de la pression. Pendant le processus de maintien de la pression, le plastique remplit la cavité du moule et la matière fondue qui se solidifie progressivement agit comme un moyen de transmission de la pression.

Une force de serrage appropriée est nécessaire lors de la fermeture du moule, car la pression à l'intérieur de la cavité du moule est transmise par le plastique aux parois du moule, ce qui a tendance à provoquer l'ouverture du moule.Dans des circonstances normales, la force d'expansion du moule ouvre légèrement le moule, ce qui facilite sa ventilation. Toutefois, si la force d'expansion du moule est trop importante, des bavures et des débordements peuvent se produire et le moule peut s'ouvrir.

Par conséquent, lors du choix d'une machine de moulage par injection, il convient d'opter pour une machine de moulage par injection dotée d'une force de fermeture suffisante pour empêcher l'expansion du moule et maintenir efficacement la pression.

Les nouvelles conditions environnementales pour le moulage par injection nécessitent la prise en compte de plusieurs nouveaux procédés de moulage par injection, notamment le moulage assisté par gaz, le moulage assisté par eau et le moulage par injection de mousse.

Phase de refroidissement
Dans les moules à injection, la conception du système de refroidissement est très importante. En effet, ce n'est qu'après avoir été refroidi et solidifié jusqu'à un certain degré de rigidité qu'un produit moulé en plastique peut éviter les déformations dues aux forces extérieures après le démoulage.

Le temps de refroidissement représente environ 70-80% de l'ensemble du cycle de moulage. Par conséquent, un système de refroidissement bien conçu peut réduire de manière significative le temps de moulage, améliorer la qualité de l'air et réduire les émissions de gaz à effet de serre. moulage par injection Un système de refroidissement mal conçu peut allonger le temps de moulage et augmenter les coûts. Un refroidissement inégal entraîne une déformation et une augmentation de la taille des produits en plastique.

Des expériences ont montré que la chaleur entrant dans le moule à partir de la fonte est généralement perdue en deux parties, dont 5% sont transférés dans l'atmosphère par rayonnement et convection, et les 95% restants sont transportés de la fonte vers le moule. Chauffez le moule jusqu'à ce qu'il atteigne sa température.

En raison du rôle de la conduite d'eau de refroidissement du produit plastique dans le moule, la chaleur est transférée du plastique dans la cavité du moule à la conduite d'eau de refroidissement par conduction thermique à travers le cadre du moule et est évacuée par le liquide de refroidissement par convection thermique. La petite quantité de chaleur qui n'est pas éliminée par l'eau de refroidissement continue d'être transférée au moule et se dissipe dans l'air après contact avec le monde extérieur.

Le cycle de moulage par injection comprend le temps de fermeture du moule, le temps de remplissage, le temps de maintien, le temps de refroidissement et le temps de démoulage.

Le temps de refroidissement en est la partie la plus importante, environ 70-80%. Par conséquent, le temps de refroidissement affecte directement le cycle de moulage et le rendement des produits en plastique.

Dans le processus de démoulage, la température du produit plastique doit être refroidie à une température inférieure à la température de déformation thermique du produit plastique afin d'empêcher le produit plastique de se déformer en raison de la relaxation des contraintes résiduelles ou de la déformation due à une force externe pendant le démoulage.

Phase d'ouverture du moule
Le processus d'ouverture d'un moule d'injection est généralement divisé en plusieurs étapes : dessin des moules, relecture et examen des dessins, essai et réparation des moules, organisation et archivage des données.

Dessiner les plans du moule : Avant de réaliser le dessin d'assemblage final du moule d'injection, il convient de réaliser un dessin de processus qui doit être conforme aux exigences du dessin de la pièce et aux données du processus. Les dimensions garanties par le processus suivant doivent être marquées de la mention "dimensions du processus" sur le dessin. Si aucun autre traitement mécanique n'est effectué après le moulage, à l'exception de la réparation des bavures, le dessin du processus sera exactement le même que le dessin de la pièce.

Relecture et examen des dessins : Vérifier que la matière plastique, la dureté, la précision dimensionnelle, la structure, etc. du moule d'injection et des pièces du moule sont conformes aux exigences des dessins des pièces en plastique.

Essai du moule et réparation du moule : La conception du moule est réalisée dans les conditions de processus prévues lors de la sélection des matériaux et de l'équipement de moulage, mais la compréhension des gens est souvent incomplète ; l'essai du moule doit être réalisé après l'achèvement du traitement du moule d'injection. Tester et confirmer la qualité des pièces moulées. En cas de découverte, nous réparons le moule pour éliminer l'erreur.

Organiser et archiver les données : Après que le moule d'injection a été testé, s'il n'est pas utilisé temporairement, les résidus de démoulage, la poussière, l'huile, etc. doivent être complètement essuyés, enduits de beurre ou d'une autre huile antirouille ou d'un agent antirouille, et conservés dans un lieu de stockage.

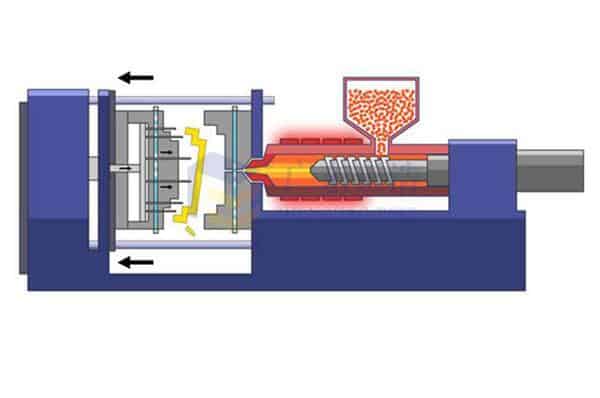
Le principe de base du moulage par injection : La machine de moulage par injection tire parti du fait que le plastique peut se transformer en liquide lorsqu'il est chauffé à une certaine température. Le liquide fondu est injecté sous haute pression dans une cavité de moule fermée. Après refroidissement et mise en forme, le moule est ouvert et éjecté pour obtenir le plastique souhaité.

Étape de démoulage
Le démoulage est la dernière étape du cycle de moulage par injection. Bien que le produit soit figé et moulé à froid, le démoulage a encore un impact considérable sur la qualité du produit. L'utilisation d'une méthode de démoulage inappropriée peut entraîner des défauts tels qu'une force inégale appliquée au produit pendant le démoulage ou une déformation du produit pendant l'éjection.

Il existe deux méthodes principales de découpage. Le démoulage de l'éjecteur et le démoulage de la plaque. Lors de la conception d'un moule, il est nécessaire de sélectionner une méthode de démoulage appropriée en fonction des caractéristiques structurelles du produit afin d'en garantir la qualité.

Pour les moules qui utilisent des éjecteurs pour le démoulage, placez les éjecteurs aussi régulièrement que possible et choisissez des emplacements qui offrent une résistance maximale au démoulage et une résistance et une rigidité maximales de la pièce en plastique afin d'éviter toute déformation ou tout dommage.

Les plaques de déverrouillage sont couramment utilisées pour déverrouiller des récipients à parois minces avec des cavités profondes ou des produits transparents pour lesquels les marques de barre de poussée ne sont pas tolérées. Ce mécanisme se caractérise par une force de déverrouillage importante et uniforme, un fonctionnement en douceur et l'absence de traces.

Conclusion
En d'autres termes, le moulage par injection Le processus de moulage par injection comprend principalement six étapes : fermeture du moule - injection - maintien de la pression - refroidissement - ouverture du moule - démoulage. Ces six étapes déterminent directement la qualité de formage du produit et constituent un processus entièrement continu qui a contribué à la formation du monde moderne. Le moulage par injection est une marque d'innovation, qui fait progresser la fabrication et ouvre des possibilités infinies.

Le moulage par injection plastique incarne l'efficacité et la précision de la fabrication de pièces en plastique. De la conception du moule à l'éjection, chaque étape est soigneusement exécutée pour produire des pièces de haute qualité à grande échelle. Sa polyvalence et ses progrès continus dans tous les secteurs garantissent sa pertinence et sa contribution au façonnement du monde moderne. Le moulage par injection est un témoignage de l'innovation, qui stimule le progrès et ouvre des possibilités infinies dans le domaine de la fabrication.








