 Skip to content
Skip to content 

Introduction : Le moulage par injection est un procédé utilisé pour fabriquer de nombreuses pièces en plastique. Il consiste à injecter du plastique fondu dans un moule, où il refroidit et durcit pour prendre la forme de la pièce souhaitée. Le moulage par injection est utilisé pour fabriquer des pièces pour les voitures, les appareils électroniques, les articles que vous achetez et les produits médicaux, car il permet de produire un grand nombre de pièces de la bonne taille. Cet article présente les étapes du moulage par injection et explique pourquoi les gens l'apprécient.

Conception et création de moules
Avant la préparation de la conception
Se familiariser avec la pièce en plastique, y compris sa forme géométrique, les exigences d'utilisation de la pièce en plastique, les matières premières de la pièce en plastique, vérifier le processus de moulage de la pièce en plastique et clarifier le modèle et les spécifications de la machine de moulage par injection.

Créer une carte de processus de moulage
Résumé du produit, comme un dessin, le poids, l'épaisseur de la paroi, la surface projetée, les dimensions globales et l'existence éventuelle de contre-dépouilles et d'inserts. Résumé du plastique utilisé dans le produit, comme le nom du produit, le modèle, le fabricant, la couleur et les conditions de séchage.

Les principaux paramètres techniques de la machine de moulage par injection choisie, comme les dimensions pertinentes entre la machine d'injection et le moule de montage, le type de vis et la puissance. La pression et la course de la machine de moulage par injection. Moulage par injection les conditions, telles que la température, la pression, la vitesse, la force de serrage, etc.

Étapes de la conception de la structure d'un moule d'injection
Déterminer le nombre de cavités . en tenant compte de facteurs tels que le volume d'injection maximal, la force de serrage, les exigences de précision du produit et la rentabilité. Choisir la surface de séparation. La structure du moule doit être simple, facile à séparer et ne pas affecter l'apparence et l'utilisation des pièces en plastique. Déterminez la disposition de la cavité du moule et essayez d'obtenir une disposition équilibrée. Déterminer le système de coulée, y compris les canaux principaux, les glissières, les vannes, les trous pour les limaces froides, etc.

Déterminer la méthode de démoulage . concevoir différentes méthodes de démoulage pour les différentes parties du moule où les pièces en plastique sont laissées. Déterminer la structure du système de contrôle de la température. Le système de contrôle de la température est principalement déterminé par le type de plastique. Au moment de décider si le moule ou le noyau doit utiliser une structure à inserts, il faut tenir compte de la division proportionnelle des inserts et de leur installation simultanée, ainsi que de la maniabilité et des méthodes d'installation et de fixation.

Déterminer la méthode d'échappement. En général, l'échappement peut être réalisé par la surface de séparation du moule et l'espace entre le mécanisme d'éjection et le moule. Pour les moules d'injection à grande échelle et à grande vitesse, vous devez concevoir la méthode d'échappement correspondante.

Tout d'abord, vous devez déterminer les principales dimensions du moule d'injection. Ensuite, vous pouvez utiliser les formules pour calculer les dimensions de travail des pièces moulées. Ensuite, vous pouvez déterminer l'épaisseur de la paroi latérale de la cavité du moule, l'épaisseur du fond de la cavité, le tampon du noyau, le gabarit mobile et la plaque de la cavité modulaire. Vous devez également déterminer l'épaisseur et la hauteur de fermeture du moule à injection.

Sur la base des principales dimensions du moule d'injection que vous avez conçues et calculées, vous pouvez choisir une base de moule standard pour le moule d'injection. Vous devez essayer de choisir des pièces de moule standard. Dessiner l'esquisse structurelle du moule, dessiner l'esquisse structurelle complète du moule d'injection et dessiner le diagramme de la structure du moule sont des tâches très importantes dans la conception du moule.

Vérifier les dimensions du moule et de la machine d'injection. Vérifier les paramètres de la machine d'injection utilisée : notamment le volume d'injection maximal, la pression d'injection, la force de serrage, la taille de la pièce de montage du moule, la course d'ouverture du moule et le mécanisme d'éjection. Lors de l'examen de la conception structurelle du moule d'injection, un examen préliminaire est effectué et le consentement de l'utilisateur est obtenu. Parallèlement, il est nécessaire de confirmer et de modifier les exigences de l'utilisateur.

Créer un plan d'assemblage du moule. Montrez comment les pièces s'assemblent, les dimensions qu'elles doivent avoir, les numéros qu'elles portent, les calendriers qu'elles suivent, les titres qu'elles portent et les exigences techniques pour chaque partie du moule d'injection (les exigences techniques sont des éléments tels que le fonctionnement du moule, le fonctionnement du système d'éjection, le fonctionnement du système d'extraction du noyau).

comment le moule est censé être assemblé, comme l'espace entre les deux moitiés du moule, le parallélisme des deux moitiés du moule ; comment le moule est censé être utilisé ; comment le moule est censé être protégé de la rouille, comment le moule est censé être numéroté, comment le moule est censé être gravé, comment le moule est censé être scellé avec de l'huile, comment le moule est censé être stocké;Exigences relatives aux moules et à l'inspection.

Dessiner les plans des pièces du moule. L'ordre des dessins des pièces à partir des dessins d'assemblage des moules ou des dessins des composants est le suivant : d'abord l'intérieur, puis l'extérieur, d'abord les pièces complexes, puis les pièces simples, d'abord les pièces de formage, puis les pièces structurelles. Réviser les dessins de conception. L'examen final de la conception du moule d'injection est la vérification finale de la conception du moule d'injection. Accordez plus d'attention aux performances de traitement des pièces.

Préparation du matériel
Les matériaux de moulage par injection comprennent principalement : le polystyrène (PS). Communément appelé colle dure, il s'agit d'un polystyrène granulaire incolore, transparent et brillant qui présente les propriétés suivantes : bonnes propriétés optiques, excellentes propriétés électriques, facilité de moulage et de traitement, et bonnes propriétés de coloration.

Polypropylène (PP)
Il s'agit d'un matériau granulaire incolore, transparent ou brillant, appelé PP, communément appelé colle molle 100%, et d'un plastique cristallin. Les propriétés du polypropylène sont les suivantes : bonne fluidité, excellente performance de moulage, excellente résistance à la chaleur, peut être bouilli et stérilisé à 100 degrés Celsius, haute limite d'élasticité ; bonnes propriétés électriques.

Nylon (PA)
Le nylon (PA) est une matière plastique technique composée de résine polyamide, appelée PA. Il existe des PA6, des PA66, des PA610, des PA1010, etc. Le nylon présente une haute cristallinité, une résistance mécanique élevée, une bonne ténacité, une résistance élevée à la traction, une résistance à la compression, une résistance exceptionnelle à la fatigue, à l'usure, à la corrosion, à la chaleur, une non-toxicité et d'excellentes propriétés électriques.

Polyoxyméthylène (POM)
Le polyoxyméthylène (POM), également connu sous le nom de Delrin, est un plastique technique. Le POM a une structure hautement cristalline, d'excellentes propriétés mécaniques, un module d'élasticité élevé, une grande rigidité et une grande dureté de surface, et est connu comme un "substitut de métal". Il possède un faible coefficient de frottement, une bonne résistance à l'usure et des propriétés autolubrifiantes. Il est le deuxième matériau le plus utilisé après le nylon, mais il est moins cher que ce dernier.

Bonne résistance aux solvants, en particulier aux solvants organiques, mais pas aux acides forts, aux alcalis et aux oxydants. Il présente une bonne stabilité dimensionnelle et peut fabriquer des pièces de précision. Le retrait de moulage est important, la stabilité thermique est faible et il se décompose facilement lorsqu'il est chauffé.
Acrylique-Butadiène-Styrène (ABS)
Le plastique ABS est une sorte de polystyrène modifié à haute résistance, composé de trois éléments : le butadiène et le styrène dans un certain rapport. Il est de couleur ivoire clair, opaque, non toxique et insipide. Il présente une résistance mécanique élevée, une forte résistance aux chocs, une bonne résistance au fluage et possède les caractéristiques de dureté, de ténacité et de rigidité. La surface des pièces en plastique ABS peut être galvanisée et mélangée avec d'autres plastiques et du caoutchouc pour améliorer ses propriétés, comme par exemple (ABS + PC).

Polycarbonate (PC)
Également connu sous le nom de verre pare-balles, il s'agit d'un matériau non toxique, insipide, inodore et transparent qui est inflammable mais qui peut s'éteindre de lui-même lorsqu'il est éloigné du feu. Il possède une ténacité et une dureté particulières. Parmi tous les matériaux thermoplastiques, il présente une bonne résistance aux chocs, une excellente résistance au fluage, une bonne stabilité dimensionnelle, une grande précision de moulage et une bonne résistance à la chaleur (120 degrés).

PC+ABS Alliage (PC+ABS)
Il combine les avantages du PC (plastique technique) et de l'ABS (plastique général) et améliore les performances des deux. Il contient des composants chimiques d'ABS et de PC, avec la bonne fluidité de l'ABS et les bonnes performances de moulage, et la résistance aux chocs et aux changements de cycles de froid et de chaleur du PC. . La surface peut être traitée à l'huile, par galvanoplastie ou par pulvérisation métallique.

Injection
Machine de moulage par injection étapes d'injection
Ajout de matériaux
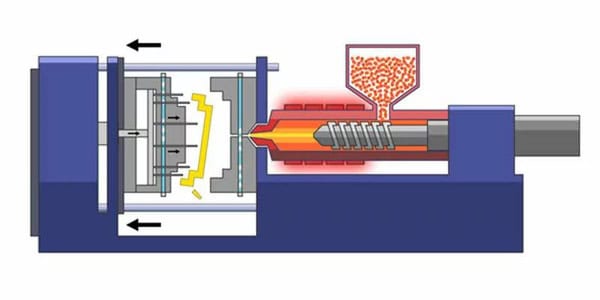
Avant de commencer le traitement avec la machine d'injection, vous devez placer les granulés de plastique brut dans la trémie de la machine d'injection. Ensuite, vous devez régler la température de la machine d'injection en fonction des exigences du produit. Ensuite, il faut préchauffer et faire fondre les granulés de plastique pour les transformer en une matière plastique fluide.
Assemblage et fixation des moules
Le moule du produit moulé est fixé sur la chambre de moulage ou la table d'injection de la machine d'injection, et la taille, la structure, etc. du moule sont réglées par divers systèmes de positionnement.

Fermer le moule
Après avoir ajusté le moule, démarrez le dispositif de fermeture de la machine d'injection pour fermer le moule. Lors de la fermeture du moule, veillez à ne pas heurter la surface du moule afin d'éviter de l'endommager.

Processus de moulage par injection
Démarrer le système de plastification de la machine d'injection, et la vis de la machine d'injection commence à tourner, transportant la matière plastique fondue vers la buse d'injection ; ensuite, démarrer le système d'injection de la machine d'injection, et injecter la matière fondue dans la cavité du moule ; pendant le moulage par injection Pendant le processus, les paramètres tels que le volume d'injection et la vitesse d'injection sont réglés en fonction de la structure, de l'épaisseur et d'autres exigences du produit. Une fois l'injection terminée, la machine est arrêtée. moulage par injection et attendre que le plastique refroidisse.

Ouverture du moule et enlèvement de matière
Après une certaine période de refroidissement, le plastique fondu à la surface du moule se solidifie progressivement en un produit plastique solide. À ce moment-là, le dispositif d'ouverture du moule de la machine d'injection est activé pour séparer le moule, et le système de démoulage est lancé pour retirer le produit de la cavité du moule. Ce processus requiert certaines compétences et une certaine expérience en fonction de la surface irrégulière du produit.

Refroidissement et solidification
Dans les moules à injection, la conception du système de refroidissement est très importante. En effet, ce n'est que lorsque les produits plastiques moulés sont refroidis et solidifiés jusqu'à une certaine rigidité que l'on peut empêcher les produits plastiques de se déformer sous l'effet de forces extérieures après le démoulage.

Étant donné que le temps de refroidissement représente environ 70% à 80% de l'ensemble du cycle de moulage, un système de refroidissement bien conçu peut considérablement raccourcir le temps de moulage, améliorer la qualité de l'air et réduire les émissions de gaz à effet de serre. moulage par injection productivité et réduire les coûts. Un système de refroidissement mal conçu allongera le temps de moulage et augmentera les coûts ; un refroidissement inégal entraînera en outre le gauchissement et la déformation des produits en plastique.

D'après les expériences réalisées, la chaleur qui pénètre dans le moule à partir de la matière fondue est généralement dissipée de deux manières. Cinq pour cent de la chaleur est transférée dans l'atmosphère par rayonnement et convection, et les 95 % restants sont conduits de la matière fondue au moule.

En raison des tuyaux d'eau de refroidissement dans le moule, la chaleur est conduite par conduction du plastique dans la cavité du moule vers les tuyaux d'eau de refroidissement à travers le cadre du moule, puis évacuée par le liquide de refroidissement par convection. Une petite quantité de chaleur qui n'est pas évacuée par l'eau de refroidissement continue d'être conduite dans le moule, puis s'échappe dans l'air après avoir été en contact avec le monde extérieur.

Le processus de moulage par injection comporte plusieurs étapes : fermeture du moule, remplissage, emballage, refroidissement et éjection. Le refroidissement prend le plus de temps, généralement 70% à 80% de la durée totale du cycle. Le temps de refroidissement a donc une incidence sur le temps de cycle et le nombre de pièces produites. Pendant l'éjection, la pièce doit être refroidie en dessous de sa température de déviation thermique pour éviter qu'elle ne se déforme lors du démoulage.

Ejection et post-traitement
Le moulage par injection est un procédé de fabrication courant qui consiste à injecter du plastique fondu dans un moule, puis à le refroidir et à le solidifier. Mais en raison de certains problèmes dans le processus de production des pièces moulées par injection, comme les bulles, les déformations, etc., il est nécessaire de procéder à un post-traitement pour les améliorer. Nous présentons ci-dessous quelques solutions courantes de post-traitement pour améliorer les pièces moulées par injection.

Problème de bulles dans les pièces moulées par injection
Pour résoudre le problème des bulles dans les pièces moulées par injection, vous pouvez procéder comme suit. Tout d'abord, veillez à ce que le moule soit bien ventilé afin que le plastique puisse libérer du gaz lors de l'injection. Ensuite, réglez la température et la pression d'injection pour que le plastique ne soit pas trop chaud ou trop pressurisé, ce qui réduira la formation de bulles. Enfin, pulvérisez un agent anti-bulles sur la surface de la pièce moulée par injection pour empêcher le gaz de pénétrer dans le plastique.

Problème de déformation des pièces moulées par ComInjection
Pour résoudre le problème du gauchissement des pièces moulées par injection, vous pouvez procéder comme suit. Premièrement, vous pouvez augmenter l'épaisseur de la pièce moulée par injection pour la rendre plus rigide et moins susceptible de se déformer. Deuxièmement, vous pouvez optimiser la vitesse et la pression d'injection pour éviter le gauchissement causé par une injection trop rapide ou trop lente. Troisièmement, vous pouvez ajouter des structures de soutien à la conception de la pièce moulée par injection pour la rendre plus stable.

Quatrièmement, vous pouvez améliorer le processus de post-traitement en modifiant le matériau utilisé pour la pièce moulée par injection. Par exemple, vous pouvez choisir un matériau ayant un taux de rétrécissement plus faible pour réduire la quantité de rétrécissement de la pièce lorsqu'elle refroidit. Vous pouvez également choisir un matériau ayant de meilleures propriétés d'écoulement pour réduire le risque de bulles et de déformation. Le choix du bon matériau peut également améliorer la résistance et l'aspect de vos pièces moulées par injection.

Outre les plans d'amélioration des processus susmentionnés, nous devrions également renforcer le contrôle de la qualité des processus de post-traitement. Par exemple, nous devrions nous assurer que les pièces moulées par injection refroidissent uniformément pendant le processus de refroidissement afin d'éviter les déformations causées par un rétrécissement inégal. En outre, nous devons inspecter et tester entièrement les pièces moulées par injection. pièces moulées par injection pour s'assurer que leur qualité répond aux exigences.

En résumé, si vous voulez fabriquer de meilleures pièces moulées par injection, vous devez fabriquer de meilleures pièces après les avoir moulées. Pour ce faire, il faut s'assurer que le moule possède de bons évents, ajuster la température et la pression de l'injection, rendre les pièces plus épaisses et utiliser les bons matériaux. Ces mesures vous permettront de vous débarrasser des bulles et des déformations. Vous devez également veiller à vérifier les pièces pour vous assurer qu'elles sont en bon état. En procédant de la sorte, vous pouvez fabriquer de meilleures pièces, plus rapidement, et satisfaire vos clients.

Avantages du moulage par injection
Le moulage par injection permet de concevoir des pièces complexes
Le moulage par injection est idéal pour fabriquer des pièces complexes, de nombreuses pièces toutes identiques et des pièces toutes identiques et de très bonne qualité. Pour fabriquer un grand nombre de pièces toutes identiques et vraiment bonnes, vous devez tenir compte de certains éléments importants lors de la conception de votre pièce.

Vous devez concevoir votre pièce de manière à ce qu'elle soit parfaitement compatible avec le mode de fonctionnement du moulage par injection. Si vous concevez bien votre pièce, vous pouvez fabriquer un grand nombre de pièces qui sont toutes identiques et très bonnes, et vous pouvez les rendre aussi complexes que vous le souhaitez.

Le moulage par injection peut améliorer l'efficacité et la rapidité de la production
Il y a plusieurs bonnes raisons pour lesquelles il s'agit de la forme de moulage la plus courante et la plus efficace. Tout d'abord, comparé à d'autres méthodes, le processus de moulage par injection est plus rapide et les taux de production élevés le rendent plus efficace.

La vitesse dépend de la complexité et de la taille du moule, mais il n'y a qu'environ 15 à 120 secondes entre chaque cycle de moulage. Comme les durées entre les cycles sont plus courtes, il est possible de fabriquer davantage de pièces moulées par injection dans un temps de production donné.

Le moulage par injection est plus solide
Au fil des ans, les plastiques sont devenus beaucoup plus résistants et durables. Les thermoplastiques légers modernes peuvent résister aux environnements les plus difficiles aussi bien, sinon mieux, que les pièces métalliques. En outre, il existe plus de 25 000 matériaux d'ingénierie parmi lesquels choisir pour les travaux de moulage par injection complexes. Il est également possible de fabriquer des mélanges et des hybrides de plastiques hautes performances pour répondre à des exigences et à des propriétés spécifiques, telles qu'une résistance élevée à la traction.

Application du moulage par injection
Alimentation et boissons
Le moulage par injection est un excellent moyen de fabriquer des pièces à partir d'un grand nombre de matériaux différents. C'est important pour des secteurs tels que l'alimentation et les boissons, qui doivent respecter de nombreuses règles concernant la sécurité de leurs contenants alimentaires. Le moulage par injection vous permet d'utiliser des plastiques qui ne présentent aucun danger pour les aliments et ne contiennent aucun produit chimique nocif. En outre, ils peuvent supporter des températures chaudes et froides. Et comme le moulage par injection ne coûte pas cher, il est idéal pour fabriquer des récipients alimentaires, des couvercles pour boissons, des filtres et bien d'autres choses encore.

Pièces de construction
Un autre secteur qui utilise la technologie du moulage par injection est celui de la construction, où les pièces plastiques complexes et personnalisées jouent un rôle important dans la construction de maisons et de structures. Ces pièces doivent souvent être de très bonne qualité et s'adapter parfaitement. Par exemple, lorsque vous fabriquez des pièces en plastique pour les portes et les fenêtres, elles doivent être parfaites, mais elles doivent aussi être résistantes et avoir des qualités spéciales qui leur permettent de résister aux intempéries. Aujourd'hui, le moulage par injection est même utilisé pour fabriquer des pièces qui peuvent remplacer les pièces métalliques, et qui fonctionnent mieux et coûtent moins cher.

Médicaments
Merci à moulage par injectionGrâce au moulage par injection, les entreprises médicales sont en mesure de produire des outils et des pièces importants à moindre coût, ce qui contribue à rendre les soins de santé plus accessibles aux populations du monde entier. De nombreux dispositifs médicaux intégraux, tels que les pompes cardiaques, divers moniteurs et toute une série d'appareils médicaux, reposent sur la précision du moulage par injection, ce qui rend cette technologie irremplaçable dans ce domaine.

Conclusion
Le moulage par injection est un procédé polyvalent qui prend en charge une grande variété de matériaux et de finitions, ce qui en fait un choix populaire pour d'innombrables industries ayant des objectifs et des exigences complètement différents.

Cette technologie est largement utilisée dans des secteurs tels que l'aérospatiale, les dispositifs médicaux et l'automobile, où des techniques avancées telles que le surmoulage et le moulage par insertion peuvent être utilisées pour fabriquer les pièces les plus complexes avec une précision irréprochable.








