

– Injection molding is a cyclic process consisting of four main stages: Clamping, Injection, Cooling, and Ejection.
– It is the premier manufacturing method for producing high-volume, identical plastic parts with tight tolerances.
– Process control (Scientific Molding) is critical to managing variables like pressure, temperature, and time.
– The interaction between the injection machine, the mold tooling, and the thermoplastic resin defines the final part quality.
What Is the Definition of Injection Molding?
Injection molding is a manufacturing process for producing parts by injecting molten material into a mold (tool). It is most commonly performed with thermoplastic polymers, though it can be used with metals, glasses, and confections.
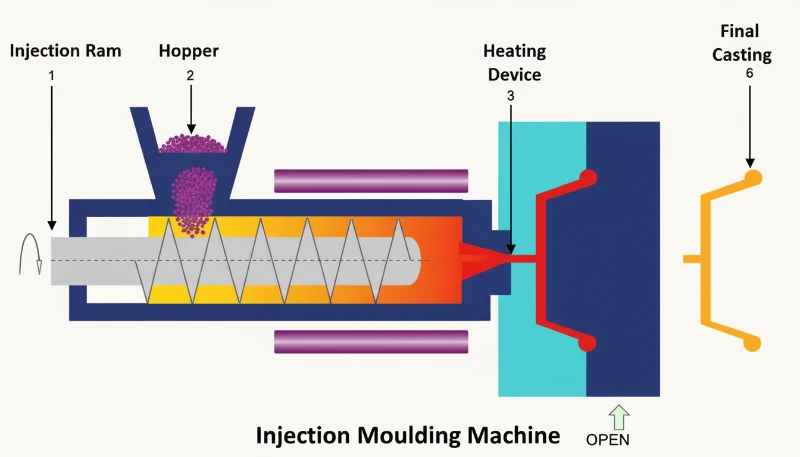
The process takes place in an Injection Molding Machine (IMM), which consists of three main units:
- The Injection Unit: Melts the plastic pellets and injects them.
- The Clamping Unit: Holds the mold closed under immense pressure.
- The Control System: Monitors parameters like temperature and time.
Raw plastic resin, typically in pellet form, is fed into the machine, melted by heat and shear force generated by a reciprocating screw, and injected under high pressure into a metal mold cavity where it cools and solidifies into the final shape.

The cooling phase typically accounts for 50% to 80% of the total injection molding cycle time.Vrai
Plastic is a poor conductor of heat; therefore, waiting for the part to solidify sufficiently for ejection is the longest process step.
Increasing the mold temperature will always result in a longer cycle time and higher costs.Faux
While a hotter mold can extend cooling time, it often improves surface finish and reduces injection pressure requirements, leading to fewer defects and a more stable overall process.
What Are the Critical Process Parameters?
Successful injection molding relies on the precise control of "The Four Variables": Temperature, Pressure, Time, and Flow Rate.
| Paramètres | Définition | Typical Range (Example: ABS) | Fonction |
|---|---|---|---|
| Température de fusion | The temperature of the plastic as it exits the nozzle. | 220°C – 260°C | Ensures proper viscosity for flow; too high causes degradation, too low causes short shots. |
| Température du moule | The surface temperature of the cavity. | 40°C - 80°C | Affects cooling rate, crystallinity, and surface finish. |
| Pression d'injection | Force applied by the screw to push melt into the mold. | 10,000 – 20,000 PSI (plastic pressure) | Overcomes resistance in the runner system and cavity. |
| Holding (Pack) Pressure | Maintained pressure after the cavity is full. | 50% – 80% of Injection Pressure | Compensates for volumetric shrinkage as the part cools. |
| Tonnage de la pince | Force keeping the mold halves closed. | 2 – 5 tons per square inch of projected area | Prevents "flash" (excess material leaking) during injection. |
What Are the Advantages and Disadvantages?
| Fonctionnalité | Avantages | Inconvénients |
|---|---|---|
| Vitesse de production | Extremely fast cycle times (seconds to minutes). | - |
| Scalability | Cost per unit drops significantly as volume increases. | High break-even point due to setup costs. |
| Polyvalence des matériaux | Can use thousands of resin types, including fillers (glass, carbon). | Changing materials requires purging the machine (downtime). |
| Complexité de la conception | Capable of complex geometries and insert molding. | propriétés de la résine |
| Tooling | Durable molds can produce millions of shots (Class 101). | Extremely high initial capital investment ($5k – $100k+). |

In Which Industries Is This Process Applied?
-
Automotive Manufacturing:
- Applications : Bumpers, dashboards, electrical connectors.
- Exigence : High impact strength and tight tolerances (e.g., ISO TS 16949 standards).
- Matériaux : Polypropylene (PP), ABS, Polyamide (PA).
-
Dispositifs médicaux :
- Applications : Syringes, surgical handles, petri dishes.
- Exigence : Biocompatibility, sterilization resistance, and cleanroom molding.
- Matériaux : Polycarbonate (PC), PEEK, Medical-grade PP.
-
Électronique grand public :
- Applications : Smartphone cases, laptop keyboards, remote controls.
- Exigence : High cosmetic finish (Class A surfaces) and thin walls.
- Matériaux : PC/ABS blends.
-
Packaging:
- Applications : Bottle caps (closures), thin-wall containers.
- Exigence : extremely fast cycle times (<5 seconds).
- Matériaux : HDPE, PP, PET.
Scientific Molding (Decoupled Molding) separates the filling phase from the packing phase to improve consistency.Vrai
By switching from velocity control to pressure control once the part is 95-98% full, manufacturers prevent over-packing and flash.
All thermoplastics shrink at the exact same rate of 0.005 inches per inch.Faux
Shrinkage varies wildly by material type. Amorphous resins (ABS) shrink less (0.4-0.7%), while semi-crystalline resins (POM, PA) shrink significantly more (1.5-3.0%).

What Is the Step-by-Step Cycle?
The injection molding cycle is a continuous loop. Once the machine is set up and the process stabilizes, the following sequence occurs automatically:
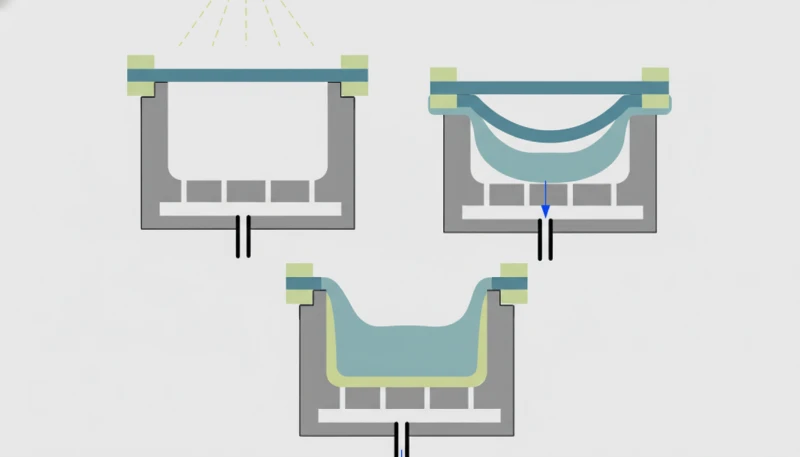
-
Serrage :
The moving platen closes the mold halves. The machine applies full clamp tonnage to resist the internal pressure of the incoming plastic. -
Injection (Fill):
The screw moves forward axially (like a plunger), injecting molten plastic into the mold cavity. This is velocity-controlled.- Remarque : The air inside the mold escapes through vents; otherwise, it causes "diesel effect" burns.
-
Packing & Holding:
Once the cavity is nearly full (approx. 95-98%), the machine switches to pressure control. Additional material is "packed" in to compensate for shrinkage as the plastic cools. This determines the final part dimensions and weight. -
Cooling & Plasticizing:
- Partie : The part remains in the mold to cool until it is rigid enough to eject.
- Machine: Simultaneously, the screw rotates back, melting new resin (plasticizing) for the next shot.
-
Ejection :
The clamp opens. Ejector pins (or stripper plates) push the finished part out of the mold. The cycle resets.

Foire aux questions (FAQ)
Q1: What is "Scientific Molding"?
A : Scientific Molding (often associated with Decoupled Molding protocols) is a data-driven approach that focuses on the material’s behavior inside the mold rather than just machine settings. It prioritizes parameters like melt temperature, flow rate, and cavity pressure to ensure consistency regardless of the specific machine used.
Q2: Why do injection molded parts have "knit lines"?
A : A knit line1 (or weld line) occurs where two flow fronts of molten plastic meet. Because the material is cooling as it flows, the fusion at this meeting point is often weaker and visually distinct. Optimizing gate location can move these lines to non-critical areas.
Q3: What is the difference between a Cold Runner and a Hot Runner?
A :
- Coureur à froid : The channel leading to the part cools and solidifies with the part. It is ejected as scrap or reground.
- Coureur chaud : Heated components keep the plastic in the runners molten. Only the part is ejected. This reduces waste and cycle time but increases tooling cost.
Q4: How do you prevent "Sink Marks"?
A : Sink marks are depressions on the surface caused by uneven cooling in thick sections. To prevent them, follow DFM guidelines: keep walls uniform, use ribs rather than solid blocks, and ensure adequate holding pressure is applied during the cycle.
Q5: What is "Flash" and why does it happen?
A : Flash is excess thin plastic that escapes the mold cavity at the parting line. It is caused by injection pressure exceeding the clamp tonnage, damaged mold surfaces, or plastic viscosity that is too low (too hot).
Résumé
The injection molding process is the backbone of modern mass production, offering an unrivaled combination of speed, precision, and material versatility. By mastering the four stages of the cycle—Clamping, Injection, Cooling, and Ejection—and adhering to ISO standards2 for process control, manufacturers can produce high-quality components ranging from microscopic medical gears to massive automotive bumpers. Understanding the interplay between the conception de moules, resin propertieset machine parameters Découvrez le Moulage par Injection : Production de Plastique à Grand Volume







