 Skip to content
Skip to content 
Usine de moulage par injection de PA46 sur mesure
Guide de fabrication et de conception pour le moulage par injection du PA46

Ressources pour Le guide complet du moulage par injection du PA46
Qu'est-ce que le PA46 ?
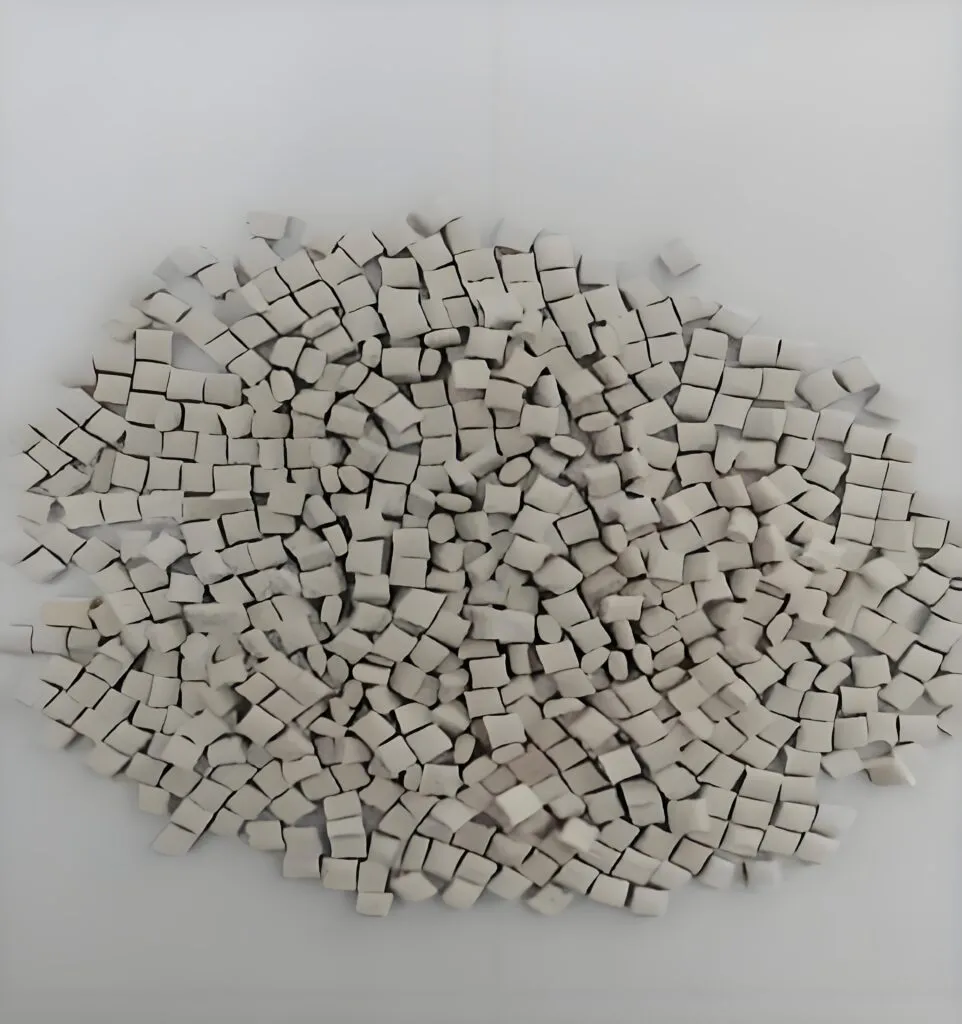
Le polybutylène adipamide, également connu sous le nom de polyamide 46, ou nylon 46, ou PA46 en abrégé, est un plastique technique polyamide résistant aux températures élevées. Il est connu pour sa grande stabilité thermique, sa résistance chimique élevée, sa bonne conductivité thermique, sa bonne résistance à la chaleur, ses bonnes propriétés mécaniques, sa très faible absorption d'eau et sa stabilité dimensionnelle. Le PA46 a une température d'utilisation à long terme de 160 ˚C et une résistance à la chaleur à court terme encore plus élevée. Ces propriétés le rendent très utile dans les domaines qui requièrent une résistance aux températures élevées et une grande solidité, tels que les pièces automobiles, l'électronique, l'aéronautique et les équipements mécaniques.
Le PA46 est fabriqué en mélangeant de la dibutylamine et de l'acide adipique. Il possède une structure chimique spéciale qui le rend très dur et incapable d'absorber l'eau. La chaîne chimique du PA46 est plus régulière et mieux agencée que celle des autres polyamides.
Il est donc plus facile d'obtenir une structure cristalline très solide, ce qui le rend plus résistant et lui permet de mieux supporter la chaleur. Par ailleurs, lorsque vous fabriquez du PA46, vous devez faire très attention à la température, à la pression et au type de matériaux utilisés pour le fabriquer. Cela permet de s'assurer qu'il est suffisamment bon pour l'usage que l'on veut en faire.
Polyamide (PA) Famille :
Les matériaux de la série PA comprennent le PA6, le PA66, le PA610, le PA612, le PA1010, le PA11, le PA12, le PA6T, le PA9T, l'amide aromatique MXD-6, etc., en plus du PA46. Le PA (polyamide), communément appelé nylon, est un polymère composé de longues chaînes de groupes amides. Il possède d'excellentes propriétés mécaniques, une résistance à l'usure, une autolubrification et une inertie chimique.
Il existe de nombreux types de nylon, tels que le PA6, le PA 66, le PA510, le PA11, le PA12, etc. Ils sont largement utilisés dans les pièces automobiles, les appareils électroniques, etc. Par exemple, le nylon 6 (PA6) et le nylon 66 (PA66) sont souvent utilisés pour fabriquer des pièces mécaniques dans les machines, les automobiles et les appareils électriques, telles que des engrenages, des rouleaux, des poulies, etc. Le nylon 11 (PA 11) et le nylon 12 (PA 12) ont des points de fusion bas et de bonnes performances à basse température, et conviennent pour les tuyaux de carburant automobile, les tuyaux de frein, les gaines de câbles de communication en fibre optique, etc.
Quelles sont les caractéristiques du polyamide 46 (PA46) ?
Le PA46 est un produit polyamide fabriqué en combinant la butanediamine et l'acide adipique. Il s'agit d'un nouveau type de résine polyamide avec un point de fusion élevé et une cristallinité élevée, ce qui lui confère un point de fusion plus élevé (295 degrés Celsius), une température de déformation à chaud plus élevée et une température d'utilisation à long terme (CUT 5000hours) allant jusqu'à 163 degrés Celsius. Il est largement utilisé dans les voitures et dans d'autres domaines, et il peut offrir d'excellentes propriétés mécaniques à haute température, une grande résistance à l'usure et un faible frottement, ainsi qu'une grande fluidité, ce qui facilite son traitement.
1. Point de fusion élevé :
Le PA46 a un point de fusion allant jusqu'à 295°C, ce qui est plus élevé que de nombreux plastiques techniques, ce qui garantit sa stabilité à haute température et sa durabilité. Le PA46 a un point de fusion élevé et résiste aux températures élevées, ce qui le rend adapté aux applications où les températures sont élevées. Le PA46 présente une excellente résistance au vieillissement thermique et peut conserver ses propriétés mécaniques pendant une longue période sous contrainte thermique.
2. Haute cristallinité :
Le PA46 a une cristallinité d'environ 70%, ce qui est plus élevé que d'autres matériaux polyamides, tels que le PA66 (cristallinité d'environ 50%). Le PA46 cristallise plus rapidement et a une température de déformation thermique plus élevée.
3. Température d'utilisation à long terme :
Le PA46 peut être utilisé pendant longtemps à des températures allant jusqu'à 163°C, bien plus longtemps que la plupart des autres plastiques techniques.
4. Température de déviation de la chaleur :
La résine PPA46 pure a une température de déformation thermique de 190°C, et peut atteindre 290°C après l'ajout d'un renfort en fibre de verre, ce qui témoigne de sa grande stabilité thermique.
5. Résistance et rigidité :
Le PA46 présente une grande résistance mécanique à température ambiante normale, ainsi qu'un module d'élasticité, une durée de vie en fatigue et une résistance au fluage élevés. Ces propriétés peuvent être maintenues même dans des environnements à haute température. Le PA46 présente également une résistance élevée à la traction, ce qui en fait un bon choix pour les applications nécessitant une grande solidité.
6. Résistance à l'usure :
Le PA46 présente une excellente résistance à l'usure et peut maintenir des performances optimales même dans les conditions de fonctionnement les plus sévères, ce qui le rend idéal pour les applications sujettes à l'usure.
7. Cycle de moulage court :
Comme le PA46 cristallise plus rapidement, le cycle de moulage est plus court. Cela signifie que vous pouvez fabriquer plus de pièces en moins de temps, ce qui vous permet d'économiser de l'argent.
8. Facilité de traitement :
Le PA46 est facile à transformer en différentes formes et tailles et possède de bonnes caractéristiques de traitement et de moulage.

9. Résistance chimique :
Le PA46 résiste à une large gamme de produits chimiques, y compris les acides et les bases, ce qui le rend adapté aux applications où le contact avec les produits chimiques est possible. Le PA46 présente également une bonne résistance chimique aux huiles et aux solvants, ce qui le rend idéal pour les applications automobiles et industrielles.
10. Isolation électrique :
Il présente également une résistivité superficielle et volumique élevée ainsi qu'une grande rigidité diélectrique, ce qui lui permet d'être utilisé dans des applications électriques et électroniques et de convenir à des applications nécessitant une isolation électrique.
11. Hygroscopicité :
Le PA46 peut absorber l'humidité de l'environnement jusqu'à ce qu'il atteigne un équilibre, ce dont vous devez tenir compte lors de la conception des moules et des conditions de production.
12. Bonne stabilité dimensionnelle :
Le PA46 présente une bonne stabilité dimensionnelle et convient donc aux applications nécessitant des dimensions précises.
13. Bonne résistance aux UV :
Le PA46 a une excellente résistance aux UV, ce qui le rend approprié pour les applications où il y a un risque d'exposition aux rayons UV.
14. Bonne résistance aux chocs :
Le PA46 présente une excellente résistance aux chocs, ce qui le rend idéal pour les applications où il peut être soumis à des chocs.
15. Résistance au fluage :
Le PA46 présente une excellente résistance au fluage, ce qui est important pour les applications soumises à des charges constantes à long terme.
Quelles sont les propriétés du PA46 ?
Le polyamide 46 (PA46), également connu sous le nom de Nylon 46, est un thermoplastique technique de haute performance qui se distingue par ses propriétés thermiques et mécaniques exceptionnelles. Voici les principales propriétés du PA46 :
| Propriété | Métrique | Anglais |
|---|---|---|
| Densité | 1,27 g/cc | 0,0459 lb/in³ |
| Teneur en eau maximale | 0.01 | 0.01 |
| Retrait linéaire du moule, débit |
0,017 - 0,020 cm/cm @Temps 86400 sec |
0,017 - 0,020 pouce/po2 @Time 24.0 hour |
| Retrait linéaire du moule, transversal |
0,017 - 0,020 cm/cm @Temps 86400 sec |
0,017 - 0,020 pouce/po2 @Time 24.0 hour |
| Température de stockage | <= 30.0 ℃ | <= 86.0 ℉ |
| Résistance à la traction, limite d'élasticité | 60,0 MPa | 8700 psi |
| Allongement au rendement | 2.5% | 2.5% |
| Module de traction | 2,70 GPa | 392 ksi |
| Résistance à la flexion | 110 MPa | 16000 psi |
| Module de flexion | 2,80 GPa | 406 ksi |
| Impact Charpy Non entaillé | 2,50 J/cm² | 11.9 ft-lb/in² |
| Impact Charpy, entaillé | 0,400 J/cm² | 1,90 ft-lb/in² |
| Température de déflexion à 1,8 MPa (264 psi) | 90.0 ℃ | 194 ℉ |
| Point de ramollissement Vicat | 275 ℃ | 527 ℉ |
| Température de fusion | 305 - 320 ℃ | 581 - 608 ℉ |
| Température du moule | 40.0 - 100 ℃ | 104 - 212 ℉ |
| Température de séchage |
80.0 ℃ Temps 7200 - 43200 sec |
176 ℉ Heure 2.00 - 12.0 heures |
| Polymère de base | Polyamide 4.6 | |
Les matériaux PA46 peuvent-ils être moulés par injection ?
Oui, vous pouvez tout à fait mouler par injection du PA46. Le PA46 (polyamide 46) est un thermoplastique haute performance. En fait, le moulage par injection est un moyen très répandu de fabriquer des pièces en PA46. Le PA46 a un point de fusion et une viscosité assez élevés, ce qui le rend difficile à traiter, mais avec le bon équipement et les bonnes conditions de traitement, il est tout à fait possible de le mouler par injection.

Cependant, le moulage par injection du PA46 nécessite des considérations particulières :
1. Température de traitement : Le PA46 nécessite des températures de traitement plus élevées, généralement des températures de tonneau d'environ 290-320°C et des températures de moule d'environ 80-120°C. Ces températures sont importantes pour s'assurer que le plastique s'écoule bien et que la pièce est de bonne qualité.
2. Sensibilité à l'humidité : Le PA46, comme les autres polyamides, est hygroscopique, c'est-à-dire qu'il absorbe l'humidité de l'air. Il doit donc être correctement séché avant d'être moulé afin d'éviter les défauts tels que les bulles, les taches ou les propriétés mécaniques réduites. La température de séchage recommandée est d'environ 80-100°C pendant 4-6 heures.
3. Conception du moule : Une bonne conception du moule est importante pour s'assurer que le plastique s'écoule bien et ne présente aucun problème. Le PA46 rétrécit beaucoup (généralement de 1,2 à 1,8%), de sorte que la conception du moule doit être adaptée à ce phénomène.
4. Vitesse de traitement : Le PA46 cristallise assez rapidement, ce qui signifie qu'il refroidit et se solidifie rapidement. Cela peut raccourcir les temps de cycle, mais peut nécessiter l'optimisation du système de refroidissement dans le moule pour maintenir la stabilité dimensionnelle.
Quelles sont les principales considérations pour le moulage par injection du PA46 ?
Lorsque vous moulez du PA46, vous devez garder à l'esprit un certain nombre d'éléments pour vous assurer que vous fabriquez de bonnes pièces. Vous devez connaître le matériau, le processus, le moule et l'environnement. Voici quelques points à prendre en compte :
1. Sélection des matériaux : Choisissez le matériau PA46 adapté à votre application. Tenez compte de facteurs tels que la solidité, la résistance aux températures élevées et la résistance chimique.
2. Sensibilité des matériaux à l'humidité : Le PA46 est un matériau qui absorbe l'humidité de l'air. Pour éviter qu'il ne se dégrade, vous devez le sécher avant de l'utiliser. La meilleure façon de procéder est de le sécher à 80°C pendant 2 à 8 heures. La teneur en humidité doit être ramenée à 0,1% ou moins si vous avez l'intention de l'utiliser à des fins importantes.
3. Conception du moule : Lors de la conception du moule, vous devriez envisager d'utiliser du PA46. Vous devez également réfléchir à des questions telles que l'emplacement de la porte, la conception du canal de coulée et le type de système d'éjection à utiliser.
4. Pression et vitesse d'injection : Le PA46 nécessite une pression d'injection élevée pour remplir le moule et s'assurer qu'il se remplit et se maintient correctement. Les pressions d'injection typiques sont de 1000 à 2000 bars. La vitesse d'injection doit être ajustée pendant le traitement pour éviter les problèmes tels que les lignes d'écoulement ou la cavitation. Les vitesses d'injection élevées peuvent aider à remplir le moule, mais elles peuvent aussi entraîner des défauts si elles ne sont pas contrôlées correctement.
5. Température d'injection : La température de fusion du PA46 doit être maintenue entre 300 et 330°C pendant l'injection afin de s'assurer qu'il s'écoule et remplit correctement le moule.
6. Température du moule : Le PA46 bénéficie d'une température de moulage élevée pour réduire la viscosité et améliorer la fluidité. La température typique du moule est comprise entre 80 et 120°C pour optimiser la cristallisation des pièces et minimiser les défauts tels que le gauchissement ou l'instabilité dimensionnelle.
7. Temps de refroidissement : Le PA46 a une diffusivité thermique élevée, ce qui signifie qu'il peut prendre plus de temps à refroidir et à se solidifier. Prévoyez un temps de refroidissement plus long pour vous assurer que la pièce se forme correctement.
8. Emplacement de la porte : L'endroit où vous placez le portillon influe sur l'aspect et le fonctionnement de la pièce. Pensez à des éléments tels que l'emplacement de la ligne de soudure, l'emplacement des marques d'enfoncement et le degré de déformation de la pièce.
9. Conception des canaux d'écoulement : La conception des canaux d'écoulement a un impact important sur l'aspect et les performances de votre pièce. Pensez à la taille des canaux d'écoulement, à leur forme et à leur emplacement.
10. Système d'éjection : Le système d'éjection a un effet sur l'aspect et le fonctionnement de la pièce. Pensez à des éléments tels que la force de poussée de l'éjecteur, sa vitesse de déplacement et le sens dans lequel il se déplace.
11. Éjection de pièces : Les pièces en PA46 ont tendance à se déformer et à coller au moule. Utilisez un système d'éjection doux et envisagez d'utiliser un agent de démoulage pour améliorer l'éjection des pièces.
12. Opérations de post-moulage : Il se peut que vous deviez apporter quelques modifications supplémentaires aux pièces PA46 pour qu'elles aient l'aspect et la forme voulus. Vous devrez peut-être les couper, les rectifier ou les polir.
13. Contrôle de l'humidité : Le PA46 est sensible à l'humidité, ce qui affecte ses caractéristiques et ses performances. Veuillez contrôler le niveau d'humidité du matériau, du moule et de l'environnement de traitement pour obtenir les meilleurs résultats.
14. Conditions de traitement : Pour obtenir les meilleurs résultats avec le PA46, vous devez le faire correctement. Pensez à la vitesse d'injection, à la force d'injection et au temps de refroidissement pour être sûr de bien mouler la pièce.
15. Composition des matériaux : Il est possible de mélanger le PA46 avec des additifs pour l'améliorer. Pensez à la quantité de charge, de lubrifiant et d'antioxydant que vous mettez pour obtenir ce que vous voulez.
16. Géométrie des pièces : Les pièces en PA46 sont susceptibles de se déformer. Il convient de tenir compte de facteurs tels que la géométrie de la pièce, l'épaisseur de la paroi et les propriétés du matériau pour garantir un moulage optimal de la pièce.
17. Contrôle de la qualité : Mettez en place un programme de contrôle de la qualité pour vous assurer que les pièces que vous fabriquez sont conformes à ce qu'elles sont censées être. Vous effectuerez régulièrement des inspections et des tests afin de détecter tout problème ou défaut.
Lignes directrices pour le moulage par injection du PA46
Lorsque vous concevez des pièces moulées par injection avec du PA46 (polyamide 46), vous devez tenir compte d'un certain nombre d'éléments qui influent sur la capacité de moulage, le fonctionnement et la qualité de la pièce une fois terminée. Voici quelques éléments à prendre en compte lors de la conception de pièces pour le moulage par injection de PA46.

1. Épaisseur de la paroi : Le PA46 est solide mais peut se déformer. Les parois doivent être épaisses et éviter les parois minces pour éviter le gauchissement. L'épaisseur minimale des parois doit être de 1,5 mm, mais cela dépend de la pièce et de ce qu'elle doit faire.
2. Géométrie des pièces : Les pièces en PA46 peuvent se déformer. Fabriquez des pièces aux formes symétriques et évitez les angles vifs ou les formes complexes.
3. Angle d'étirement : L'ajout d'un angle de dépouille de 1 à 3 degrés sur les surfaces verticales peut faciliter l'éjection des pièces et réduire l'usure du moule. Pour les géométries plus complexes, un angle de dépouille plus important peut être utile.
4. Emplacement de la porte : Le PA46 est sensible à l'emplacement de la porte. Placez le portillon dans une zone qui n'interfère pas avec la fonction ou l'esthétique de la pièce.
5. Conception des canaux d'écoulement : Le canal d'écoulement dans le PA46 doit être conçu de manière à minimiser la perte de charge et à assurer un remplissage régulier. Utiliser un canal d'écoulement en forme d'arbre pour réduire la perte de charge.
6. Ligne de séparation : Dans la mesure du possible, alignez les caractéristiques sur le plan de joint. Cet alignement simplifie les choses lors de l'éjection de la pièce et permet de conserver les dimensions de la pièce.
7. Rayon et chanfreins : L'ajout d'un rayon ou d'un chanfrein aux angles vifs peut faciliter le formage de la pièce et réduire le risque de fissures de contrainte dans la pièce finale.
8. Température du moule : Le PA46 bénéficie d'une température de moulage élevée (80-120°C) pour réduire la viscosité et améliorer l'écoulement.
9. Pression d'injection : Le PA46 nécessite une pression d'injection élevée (1000-2000 bars) pour remplir le moule et assurer une pression de remplissage et de maintien correcte.
10. Vitesse d'injection : Pour éviter une cristallisation précoce pendant l'injection, il convient d'utiliser des vitesses d'injection moyennes à élevées. La courbe de vitesse doit aller d'un remplissage rapide des portes et des coulisses à un remplissage à vitesse moyenne des pièces.
11. Temps de refroidissement : Le PA46 a une diffusivité thermique plus élevée, ce qui signifie qu'il met plus de temps à refroidir et à se solidifier. Veuillez prévoir un temps de refroidissement plus long pour vous assurer que la pièce est correctement formée.
12. Sélection des matériaux : Choisissez le matériau PA46 adapté à votre application. Tenez compte de facteurs tels que la solidité, la résistance aux températures élevées et la résistance chimique.
13. Conception de moules : Lorsque vous concevez le moule, vous devez tenir compte de la norme PA46. Vous devez réfléchir à l'emplacement de la porte, à la conception du canal de coulée et à l'éjection de la pièce.
14. Système d'éjection : Les pièces en PA46 ont tendance à se déformer et à coller au moule. Utilisez un système d'éjection doux et envisagez d'utiliser un agent de démoulage pour améliorer l'éjection des pièces.
15. Éjection de pièces : Certaines pièces en PA46 peuvent nécessiter des étapes supplémentaires telles que l'usinage, le meulage ou le polissage pour obtenir l'état de surface et la précision voulus.
16. Opérations de post-moulage : Les pièces en PA46 peuvent nécessiter des étapes supplémentaires telles que l'usinage, le meulage ou le polissage pour obtenir l'état de surface et la précision souhaités.
17. Composition des matériaux : Il est possible de mélanger le PA46 avec des additifs pour l'améliorer. Pensez à la quantité de charge, de lubrifiant et d'antioxydant que vous mettez pour obtenir ce que vous voulez.
18. Orientation de la partie : Les pièces en PA46 sont sujettes au gauchissement et à la déformation. Concevez des pièces à géométrie symétrique et orientez-les dans le moule pour minimiser le gauchissement.
19. Cavité du moule : Les pièces en PA46 sont sujettes au gauchissement et à la déformation. La conception de la cavité du moule doit permettre de minimiser le gauchissement et d'assurer un moulage correct de la pièce.
Fabrication de moulage par injection de PA46
Guide de fabrication pour le moulage par injection du PA46

Ressources pour Le guide complet de la fabrication du moulage par injection de PA46
Comment réaliser un moulage par injection de PA46 : Un guide étape par étape
Le PA46 est un plastique technique de haute performance qui présente d'excellentes propriétés mécaniques et une grande stabilité thermique. Pour garantir la qualité et l'efficacité, le processus de moulage par injection du PA46 comporte plusieurs étapes clés. Voici un guide étape par étape pour réaliser le moulage par injection du PA46.

1. Conception et prototypage :
Prototypage : Réalisez des prototypes à l'aide de méthodes telles que l'impression 3D ou l'usinage CNC avant de fabriquer l'ensemble. Cela vous permet de détecter rapidement les problèmes liés à votre conception.
Conception finale : Optimiser la conception du moulage par injection en tenant compte de facteurs tels que l'épaisseur de la paroi, l'angle de dépouille et les nervures pour faciliter la fabrication.
2. Préparation du moule :
Fabrication de moules : Les moules d'injection sont fabriqués par usinage CNC et sont généralement en acier à outils ou en aluminium. Les moules doivent être conçus pour résister aux températures et pressions élevées générées par le PA46.
Traitement de surface : Faites ce qu'il faut à la surface du moule pour obtenir l'aspect souhaité et faciliter le démoulage.
Nettoyer et sécher : Nettoyez et séchez le moule pour vous assurer qu'il est exempt de tout contaminant ou résidu, appliquez un agent de démoulage sur le moule pour empêcher la pièce en PA46 d'y adhérer, et assurez-vous que le moule est correctement aligné et fixé à la machine de moulage par injection.
3. Préparation du matériel :
Sélection des matériaux : Choisissez les meilleurs granulés de résine PA46 qui répondent aux spécifications de votre application.
Séchage : Le PA46 est hygroscopique, il doit donc être séché avant d'être transformé afin d'éviter les défauts liés à l'humidité. La température de séchage recommandée est généralement d'environ 80°C.
4. Processus de moulage par injection :
Serrage : C'est ce qui maintient le moule dans la machine de moulage par injection. Il permet de s'assurer que le moule est bien fermé afin qu'aucun plastique ne puisse s'échapper pendant que la machine injecte du plastique dans le moule.
Moulage par injection : Chauffer les granulés de PA46 jusqu'à ce qu'ils fondent (environ 315-325°C). Injecter la résine fondue dans la cavité du moule à une vitesse et une pression contrôlées pour remplir toutes les zones du moule.
Pression de maintien : Maintenez la pression dans le moule pendant une courte période pour vous assurer que le plastique en fusion remplit toutes les cavités du moule et compense le rétrécissement lorsqu'il refroidit.
Refroidissement : Laissez la pièce injectée refroidir dans le moule jusqu'à ce qu'elle durcisse. Le temps de refroidissement varie en fonction de l'épaisseur et de la complexité de la pièce, mais il est très important pour obtenir des dimensions correctes.
5. Expulsion :
Ouverture du moule : Après refroidissement, le moule est ouvert à l'aide du mécanisme de serrage.
Ejection : Démouler la pièce finie à l'aide de broches ou de plaques d'éjection sans l'endommager. Vérifier la qualité et la cohérence des pièces.
6. Post-traitement :
Coupe et finition : Coupez tout matériau excédentaire (bavure) sur le bord de la pièce. D'autres processus de finition peuvent inclure le ponçage ou la peinture, en fonction de ce que vous fabriquez.
Contrôle de la qualité : Des inspections telles que l'inspection du premier article (FAI) ou le processus d'approbation des pièces de production (PPAP) sont effectuées pour s'assurer que les pièces respectent les tolérances et les normes de qualité spécifiées.
Quels sont les avantages du moulage par injection du PA46 ?
Le moulage par injection de PA46 (polyamide 46) est très important dans le monde de la fabrication. Il est meilleur que d'autres matériaux et procédés à bien des égards. Voici quelques-unes des raisons pour lesquelles le moulage par injection de PA46 est si performant :
1. Haute résistance à la chaleur et haute cristallinité :
Le PA46 a un point de fusion d'environ 295°C et une cristallinité d'environ 70%. Il est idéal pour le moulage par injection de pièces devant fonctionner à des températures élevées. La température de déviation thermique du PA46 est également plus élevée que celle de nombreux autres plastiques techniques. Le PA46 présente une grande stabilité thermique et peut être utilisé en continu à des températures allant jusqu'à 220°C (428°F) et par intermittence à des températures allant jusqu'à 250°C (482°F). Il est donc parfait pour les applications impliquant des températures élevées.
2. Excellente résistance à l'usure et faible frottement :
Le PA46 est un matériau très résistant à l'usure et peut être utilisé dans des applications avec un comportement de frottement très élevé, comme les engrenages et les roulements.
3. Excellente performance de traitement :
Ces aspects sont également les suivants : Le PA46 a une bonne fluidité, un cycle de moulage court et un traitement efficace, ce qui améliore l'efficacité de la production et contribue également à réduire les coûts. Il est utilisé pour le moulage par injection de pièces à parois minces, par exemple, l'épaisseur de la pièce n'est que de 0,1 mm, et il n'y a pas de bavure, ce qui se traduit par la nécessité d'un post-traitement minimal.
4. Bonnes propriétés mécaniques :
Le PA46 possède d'excellentes propriétés mécaniques et une grande résistance, ce qui lui permet de répondre aux exigences de performance d'une variété de pièces moulées par injection de haute technologie. Sa grande résistance aux chocs, son faible fluage, son excellente résistance à la fatigue et ses caractéristiques de faible usure contribuent à améliorer la durabilité des pièces moulées par injection, ce qui accroît la fiabilité du produit.
5. Large éventail d'applications :
Le PA46 est largement utilisé dans les domaines de l'électricité et de l'électronique, de l'automobile, de l'équipement industriel et d'autres applications : pièces électriques CMS, connecteurs, engrenages, roulements, capteurs, etc., ce qui prouve une fois de plus l'excellente performance et la popularité de ce matériau.

6. Faible dégagement gazeux :
Le PA46 a un faible taux de dégazage, ce qui est important pour les applications qui nécessitent des environnements sous vide ou à faible pression, comme l'aérospatiale, les appareils médicaux et la fabrication de semi-conducteurs.
7. Faible absorption d'humidité :
Le PA46 a un faible taux d'absorption de l'humidité, ce qui réduit le risque de déformation, de fissuration ou de délamination. Cette propriété le rend approprié pour les applications où la stabilité dimensionnelle est critique.
8. Rapport résistance/poids élevé :
Le PA46 présente un rapport résistance/poids élevé, ce qui le rend idéal pour des applications telles que l'aérospatiale et l'automobile, où il est nécessaire de réduire le poids.
9. Faible déformation :
Le PA46 a une faible déformation, ce qui réduit le risque de déformation de la pièce pendant le processus de moulage. Cette propriété le rend intéressant pour les applications où la pièce doit avoir la bonne forme.
10. Bonne isolation électrique :
Le PA46 possède d'excellentes propriétés d'isolation électrique, ce qui le rend idéal pour les objets nécessitant une isolation électrique, tels que les connecteurs électriques, les interrupteurs et les capteurs.
11. Biocompatibilité :
Le PA46 possède d'excellentes propriétés d'isolation électrique, ce qui le rend idéal pour les produits nécessitant une isolation électrique, tels que les connecteurs électriques, les interrupteurs et les capteurs.
12. Recyclable :
Vous pouvez recycler le PA46, ce qui contribue à réduire les déchets et à préserver les ressources.
13. Large gamme de couleurs :
Le PA46 peut être moulé dans une variété de couleurs, ce qui le rend parfait pour les applications où l'esthétique est importante.
14. Faible rétrécissement :
Le PA46 a un faible taux de retrait, ce qui signifie qu'il ne se déforme pas beaucoup lorsque vous fabriquez des pièces avec ce matériau. C'est une bonne chose lorsque vous avez besoin de pièces aux formes très précises.
15. Faible inflammabilité :
Le PA46 a un faible taux d'inflammabilité, ce qui le rend adapté aux applications nécessitant une sécurité incendie.
16. Large éventail d'applications :
Le PA46 est utilisé dans de nombreuses applications, notamment dans l'aérospatiale, l'automobile, les appareils médicaux, les biens de consommation et les équipements industriels.
17. Débit élevé :
Le PA46 a un débit élevé et convient donc à la fabrication de géométries complexes et de pièces à parois minces.
18. Faible température de fusion :
Le PA46 a un point de fusion bas, ce qui signifie qu'il ne se décompose pas lorsqu'il est chaud. Il convient donc parfaitement aux produits devant être fabriqués à des températures élevées.
19. Bonne stabilité dimensionnelle :
Le PA46 présente une excellente stabilité dimensionnelle, ce qui le rend idéal pour les applications nécessitant une géométrie précise des composants.
20. Faible fluage :
Le PA46 présente un faible fluage et convient donc aux applications où les pièces sont soumises à des contraintes à long terme.
21. Bonne résistance à la fatigue :
Le PA46 présente une excellente résistance à la fatigue, ce qui le rend idéal pour les applications où les composants sont soumis à des charges et décharges répétées.

Quels sont les inconvénients du moulage par injection du PA46 ?
Le moulage par injection du PA46 (polyamide 46) présente de nombreux avantages, mais aussi des inconvénients. Voici les principaux inconvénients, classés par catégorie :
1. Questions liées aux coûts :
① Coût élevé des matériaux : Le PA46 est un matériau de haute performance qui est généralement plus cher que les autres plastiques techniques, ce qui le rend peu compétitif dans les applications axées sur les coûts.
② Coût élevé des moules : Le PA46 nécessite des moules spéciaux, qui sont coûteux, en particulier pour la production de petits lots, et le coût initial est élevé.
③ Investissement initial important : Le coût initial de production d'un moule de moulage par injection est élevé, allant de plusieurs milliers à plusieurs dizaines de milliers de dollars.
④ Exigences élevées en matière d'équipement de post-traitement : Le PA46 nécessite un équipement de post-traitement de haute précision, ce qui augmente encore le coût.
2. Limites de traitement et de conception :
① Usinabilité limitée : Le PA46 est un matériau dur, difficile à usiner et à finir, ce qui peut compliquer les choses.
② Limites de la conception : Lors de la conception pour le moulage par injection, il faut penser à des éléments de conception spéciaux (comme les angles de dépouille, les bords arrondis, etc.) qui aident les pièces à sortir du moule. Cela rend la conception plus difficile.
③ Long délai de livraison : Il peut s'écouler de 5 à 12 semaines entre la conception et la fabrication du moule, ce qui a une incidence sur le calendrier du projet.
④ Options de couleurs limitées : Le PA46 ne peut être moulé que dans un nombre limité de couleurs et ne convient pas aux applications où la sélection des couleurs est importante.

3. Limites de performance :
① Sensibilité à l'humidité : Le PA46 est très sensible à l'humidité et a une forte tendance à l'absorber. L'humidité affecte ses propriétés mécaniques et sa stabilité dimensionnelle. La teneur en humidité doit être strictement contrôlée pendant le processus de moulage par injection.
② Faible résistance à la lumière : Si vous le laissez au soleil ou dans un endroit chaud pendant une longue période, il s'oxydera et jaunira ou se fissurera. Il ne peut donc pas être utilisé dans des endroits exposés à une lumière prolongée.
③ Stabilité chimique limitée : Le PA46 présente une bonne résistance chimique, mais il n'est pas adapté aux environnements fortement acides et alcalins et il est facilement affecté par certains produits chimiques.
④ Faible conductivité thermique et électrique : Le PA46 a une faible conductivité thermique et électrique, ce qui limite son utilisation dans les applications où la chaleur et la conduction électrique sont importantes.
⑤ Résistance aux chocs et flexibilité limitées : Le PA46 est un matériau assez rigide avec une faible résistance aux chocs et peut se fissurer ou se casser si vous le frappez très fort.
4. Limites d'utilisation :
① Options de soudage limitées : Le PA46 n'est pas facile à souder, ce qui augmente la complexité de l'assemblage, en particulier lorsque des pièces complexes doivent être soudées.
② Pas largement disponible : Le PA46 n'est pas aussi largement disponible sur le marché que d'autres plastiques techniques, ce qui le rend plus difficile à acheter.
③ Biocompatibilité limitée : Le PA46 n'est pas biocompatible pour toutes les applications médicales et peut ne pas être compatible avec certains fluides ou tissus corporels.
④ Recyclage limité : Le PA46 est recyclable, mais il est difficile à recycler en raison de sa structure moléculaire complexe.
Problèmes courants et solutions dans le moulage par injection du PA46
Le PA46 (polyamide 46) est un plastique technique très répandu, utilisé dans diverses applications, notamment le moulage par injection. Cependant, il peut être difficile à travailler en raison de ses propriétés uniques et des problèmes potentiels qui peuvent survenir au cours du processus de moulage. Voici quelques problèmes courants et des solutions pour le moulage par injection du PA46 :

1. Gauchissement et rétrécissement :
Causes : rétrécissement important, mauvaise conception du moule, refroidissement insuffisant.
Solution : Optimiser la conception des moules, utiliser des moules ventilés et ajuster les systèmes de refroidissement. Envisager l'utilisation d'algorithmes de compensation du retrait dans les logiciels de simulation de moulage.
2. Défauts de surface :
Causes : Démoulage insuffisant, mauvaise surface du moule, mauvais processus, densité insuffisante, vitesse de remplissage lente, faible température du moule.
La solution : Améliorer la surface du moule, mettre plus de plastique et tirer plus fort, mieux contrôler la température du moule, utiliser des produits pour faciliter le démoulage et modifier le processus (comme la température, la pression et la vitesse d'injection).
3. Défauts du plan de joint :
Causes : Mauvaise conception du moule, mauvais emplacement du plan de joint, mauvais alignement du moule.
Solution : Améliorer la conception du moule, déplacer le plan de joint et aligner correctement le moule.
4. Défauts de grille :
Causes : Mauvais emplacement de la porte, porte trop petite, mauvaise conception de la porte.
Solution : Fixer l'emplacement de la porte, agrandir la porte, améliorer la porte (par exemple, utiliser un canal chaud).
5. Dégradation des matériaux :
Causes : Température trop élevée, mauvaise manipulation, séchage insuffisant.
La solution : Réduire la température, mieux manipuler, sécher correctement.
6. Cohérence des couleurs :
Causes : Couleur incohérente du matériau, mélange de couleurs incorrect, contrôle insuffisant des couleurs.
Solution : Veillez à ce que la couleur du matériau soit cohérente, améliorez la façon dont vous mélangez les couleurs, utilisez des capteurs de couleur pour contrôler la couleur.
7. Contrôle de la température du moule :
Causes : Contrôle insuffisant de la température, mauvais réglage de la température, mauvaise répartition de la température.
Solution : Améliorez le contrôle de la température, modifiez les réglages de température, améliorez la répartition de la température.
8. Vitesse et pression d'injection :
Causes : vitesse et pression d'injection incorrectes, mauvaise conception du moule et mauvaises conditions de traitement.
Solution : Fixer la vitesse et la pression d'injection, fixer la conception du moule et fixer les conditions de traitement.
9. Flux de matières et remplissage :
Causes : Flux de matière insuffisant, mauvaise conception du moule, mauvaises conditions de traitement.
Solution : Améliorer le flux des matériaux, la conception des moules et les conditions de traitement.
10. Traitement post-moulage :
Cause : Séchage insuffisant, traitement post-moulage incorrect et mauvaise manipulation des matériaux.
Solution : Sécher correctement, mieux traiter, manipuler avec précaution.

11. Rembourrage insuffisant :
Causes : Faible pression d'injection, vitesse d'injection lente, faible température de fusion, mauvaise conception de l'évent et taille réduite de la porte.
Solutions : Augmenter la pression d'injection pour s'assurer que le moule se remplit complètement, augmenter la vitesse d'injection, augmenter la température du cylindre pour améliorer l'écoulement de la matière fondue, augmenter la ventilation du moule pour évacuer l'air emprisonné, augmenter la taille de la porte ou optimiser la conception des canaux pour faciliter l'écoulement de la matière.
12. Changement de couleur :
Causes : Température de fusion élevée, vitesse d'injection rapide et mauvaise conception de l'échappement.
Solution : Réduire la température du tonneau et du moule, réduire la vitesse et la pression d'injection, améliorer l'échappement du moule et empêcher la décoloration causée par le gaz piégé.
13. Fissures internes :
Cause : Les pièces refroidissent trop vite et des contraintes résiduelles apparaissent dans le matériau.
Solution : Rendez le moule plus chaud, ralentissez la vitesse de refroidissement des pièces et laissez les pièces refroidir lentement après leur démoulage. Vous pouvez également refroidir davantage les pièces en les plaçant dans de l'eau chaude.
14. Marques de brûlure :
Causes : Température de fusion élevée et mauvaise évacuation conduisant à l'emprisonnement de l'air.
Solution : Réduire la température du cylindre et la vitesse d'injection, améliorer la ventilation dans la conception du moule et éliminer efficacement l'air emprisonné.
15. Démoulage difficile :
Cause : L'angle de dépouille ou l'état de surface du moule est insuffisant.
Solution : Augmenter l'angle de dépouille du moule pour faciliter le retrait de la pièce et polir la surface du moule pour réduire les frottements lors du retrait de la pièce.
Quelles sont les applications du moulage par injection de PA46 ?
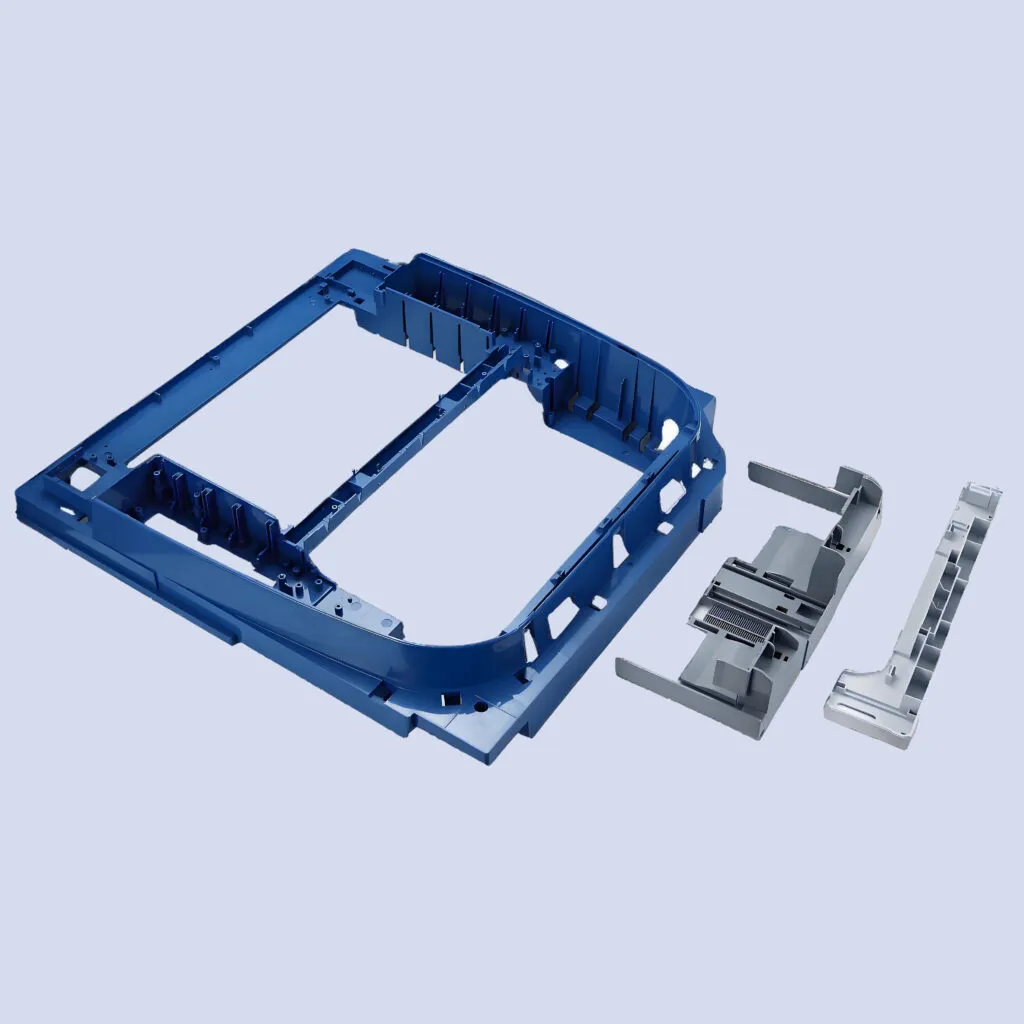
Le PA46 (polyamide 46) est un plastique technique polyvalent utilisé dans de nombreuses applications car il est solide, rigide, résistant aux produits chimiques et à l'usure, et peut supporter des températures élevées. Voici quelques exemples de produits couramment fabriqués par moulage par injection de PA46 :

1. Industrie aérospatiale :
Dans l'industrie aérospatiale, nous avons besoin de matériaux résistants, capables de supporter de fortes chaleurs, qui ne se cassent pas, ne rouillent pas et ne changent pas de forme. Le PA46 répond à toutes ces exigences. Nous l'utilisons dans des moteurs, des systèmes d'alimentation en carburant, des systèmes hydrauliques et de nombreuses autres pièces mécaniques. Les engrenages, les roulements, les bagues et les boîtiers sont quelques-unes des pièces que nous fabriquons avec du PA46 moulé par injection.
① Composants d'aéronefs (par exemple, supports de moteur, fixations)
② Composants de satellites (par exemple, pièces structurelles, connecteurs)
③ Composants pour l'exploration spatiale (par exemple, boucliers thermiques, pièces mécaniques)
2. L'industrie automobile :
Le PA46 est largement utilisé dans l'industrie automobile pour fabriquer des collecteurs d'admission, des couvercles de culasse, des carters d'huile et des composants de systèmes de climatisation. Sa grande résistance à la chaleur, ses propriétés mécaniques et sa résistance chimique en font un matériau idéal pour la fabrication de pièces automobiles de haute performance.
① Pièces du moteur (par exemple, carter d'huile, couvercle de soupape)
② Composants de la transmission (par exemple, engrenages, arbres)
③ Composants électriques (par exemple, connecteurs, interrupteurs)
④ Pièces intérieures (par exemple, garniture du tableau de bord, poignées de porte)
3. Industrie électronique et électrique :
Le PA46 possède d'excellentes propriétés d'isolation électrique, de résistance mécanique et de stabilité thermique, ce qui le rend idéal pour une large gamme d'applications électroniques et électriques, notamment les connecteurs, les interrupteurs, les capteurs, les disjoncteurs et d'autres composants électroniques. La capacité du matériau à résister aux températures élevées et à maintenir la stabilité dimensionnelle est cruciale pour garantir la fiabilité et la durée de vie de ces composants.
① Composants électroniques (par exemple, connecteurs, interrupteurs)
② Systèmes de gestion des câbles et des fils
③ Boîtiers et étuis
④ Composants des cartes de circuits imprimés (PCB)
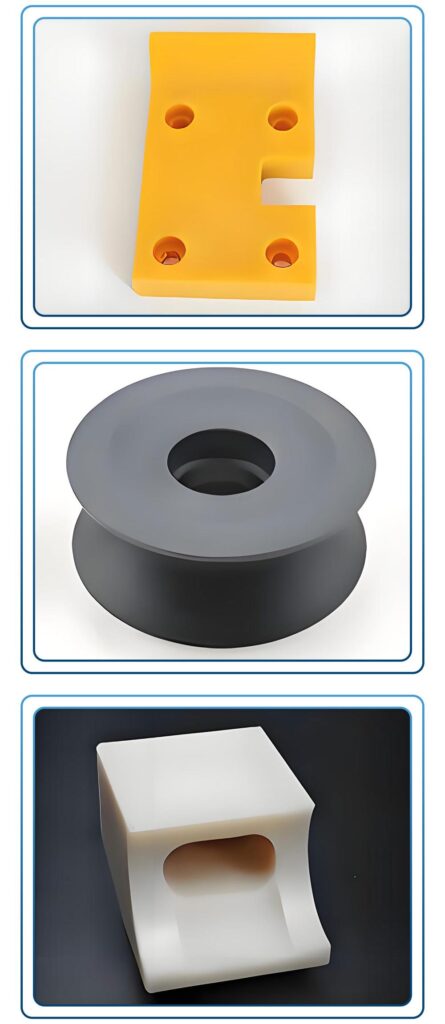
4. Équipement industriel :
Le PA46 est utilisé dans les équipements industriels pour fabriquer des pièces qui doivent être très solides, très résistantes et très résistantes à la chaleur. Il peut être utilisé pour fabriquer des engrenages, des roulements, des bagues, des joints ou toute autre pièce mobile. Le PA46 est idéal pour les pièces qui bougent beaucoup, car il ne s'use pas aussi vite que d'autres matériaux. Cela signifie que votre équipement fonctionnera mieux et durera plus longtemps.
① Composants de la pompe (par exemple, roues, arbres)
② Composants de la boîte de vitesses (p. ex. engrenages, roulements)
③ Composants de la valve (par exemple, siège de valve, tige de valve)
④ Fixations et accessoires
5. Équipement médical :
Le PA46 est également utilisé dans le domaine médical pour des applications qui requièrent une grande précision, une grande résistance et une inertie chimique. Il convient à la production d'instruments chirurgicaux, de boîtiers de dispositifs médicaux et d'autres composants qui nécessitent une résistance considérable aux procédures de stérilisation et une grande stabilité. La biocompatibilité du matériau et sa résistance à une large gamme de produits chimiques en font un matériau adapté aux applications médicales.
① Instruments chirurgicaux (par exemple, pinces, ciseaux)
② Implants médicaux (par exemple, prothèses de hanche et de genou, mailles chirurgicales)
③ Matériel de diagnostic (par exemple, seringues, tubes à essai)
④ Matériel médical (par exemple, pompes à perfusion, ventilateurs)
6. Industrie chimique :
Le matériau PA46 est largement utilisé dans l'industrie chimique pour fabriquer de nombreux équipements chimiques et composants de tuyauterie, car il présente une très bonne résistance aux produits chimiques et à la corrosion. Par exemple, vous pouvez l'utiliser pour fabriquer des corps de pompe, des vannes, des joints de tuyauterie et des connecteurs qui sont souvent en contact direct avec toutes sortes de milieux corrosifs. La bonne résistance chimique du PA46 permet de fabriquer des équipements très stables pouvant être utilisés dans des environnements chimiques très difficiles, ce qui peut vous aider à réduire la quantité de maintenance et de remplacement d'équipements que vous devez effectuer.
① Composants (corps de pompe, composants de vannes, joints)
② Matériel de stockage de produits chimiques (tuyaux, joints)
7. Biens de consommation :
Le PA46 est largement utilisé dans l'électronique grand public pour fabriquer des coques de téléphone, des boîtiers de chargement et d'autres pièces électroniques. Il peut résister à des températures élevées et possède de solides propriétés mécaniques, ce qui le rend apte à être utilisé dans des environnements à haute résistance et à haute température. Dans l'industrie automobile, le PA46 peut être utilisé pour fabriquer des engrenages, des roulements, des connecteurs et d'autres pièces qui doivent être très résistantes à l'usure et aux températures élevées.
① Équipement de plein air (par exemple, matériel de camping, équipement de sport)
② Pièces de mobilier (p. ex. pieds de chaise, cadres de table)
③ Pièces d'appareils électroménagers (p. ex. pièces de lave-vaisselle, joints de réfrigérateur)
④ Jouets et jeux (par exemple, figurines, puzzles)

8. L'énergie :
Le PA46 est utilisé pour les joints et les composants de vannes dans les équipements pétroliers et gaziers. Il présente une bonne résistance à l'usure et à la corrosion dans des environnements à haute température et à haute pression. Le PA46 est également utilisé dans les systèmes de transmission par engrenage et autres composants mécaniques des équipements d'énergie éolienne et solaire. Il présente une excellente résistance à la fatigue et à l'usure, ce qui prolonge la durée de vie de l'équipement.
① Composants d'éoliennes (pales, moyeux, etc.)
② Composants des panneaux solaires (par exemple, cadres, connecteurs)
③ Équipement pétrolier et gazier (par exemple, vannes, pompes)
④ Composants de centrales nucléaires (par exemple, barres de combustible, composants de réacteurs)
9. Océan :
Le PA46 est idéal pour la fabrication d'équipements de forage pétrolier et de plates-formes offshore, car il ne rouille pas dans l'eau salée et il est très résistant. Le PA46 peut également être utilisé pour fabriquer des engrenages et des connecteurs électriques pour les bateaux. Il est suffisamment résistant pour affronter l'océan.
① Pièces de navire (par exemple, hélices, arbres)
② Composants marins (par exemple, pompes, valves)
③ Équipement offshore (par exemple, plates-formes de forage, pipelines)
10. Alimentation et boissons :
Le PA46 est parfait pour les pièces de transmission, les roulements et les engrenages dans les équipements de transformation des aliments, car il est chimiquement inerte et peut supporter des températures élevées. Vous pouvez utiliser le PA46 pour les pièces coulissantes et les pièces résistantes à l'usure dans les machines d'emballage alimentaire à grande vitesse. Il suivra le rythme rapide de l'industrie alimentaire et ne vous laissera pas tomber.
① Équipement de transformation des aliments (par exemple, pompes, valves)
② Équipement de boissons (par exemple, lignes d'embouteillage, distributeurs)
③ Composants d'emballage (par exemple, bouchons, fermetures)

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

