 Skip to content
Skip to content 

Introduction : Il existe de nombreuses variables dans le processus de contrôle de l'équipement de chauffage, d'injection et de refroidissement pendant le processus de moulage, en particulier dans le processus d'injection. Par exemple : la température du cylindre, le débit du système hydraulique, la pression hydraulique, la température de l'huile hydraulique, la force de serrage, la température ambiante, l'humidité, l'usure de l'équipement, etc.
Dans le processus de production, les paramètres de la machine de moulage par injection n'ont pas changé, mais la qualité des produits plastiques fabriqués changera. Dès lors, comment pouvons-nous nous assurer que la qualité des produits plastiques fabriqués ne changera pas ? Cet article répond principalement à cette question et résume les techniques d'optimisation des processus de moulage par injection.
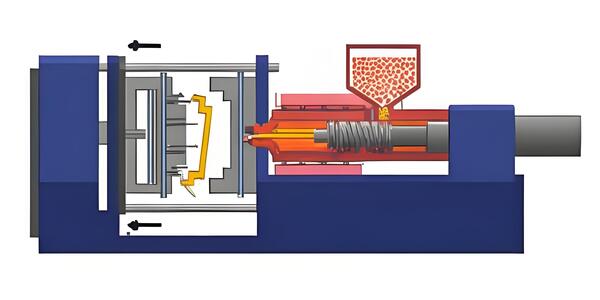
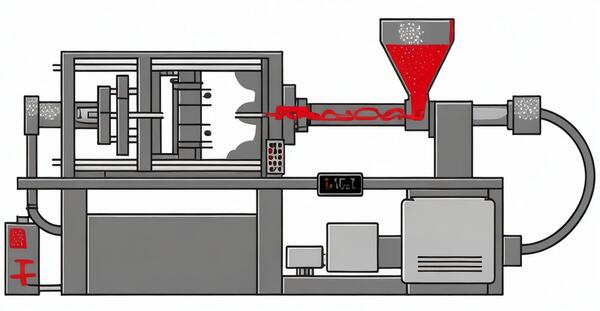
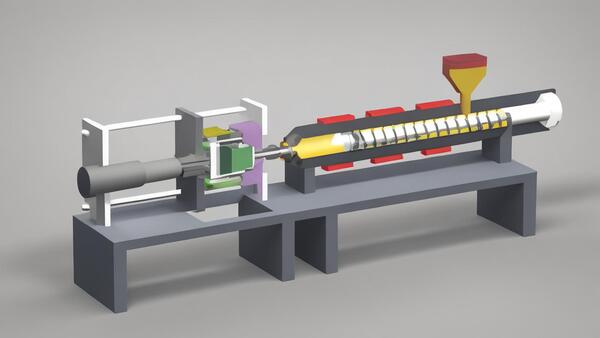
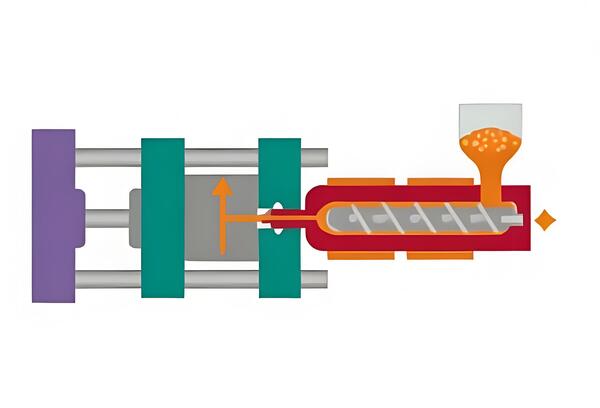
Qu'est-ce que le procédé de moulage par injection ?
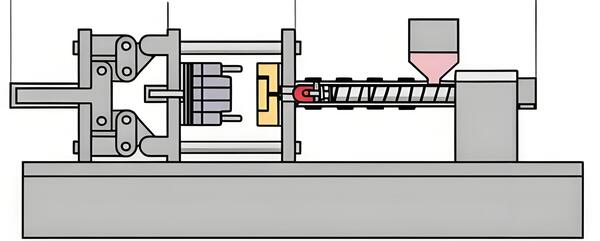
Le moulage par injection consiste à fabriquer des pièces semi-finies d'une certaine forme en pressurisant, injectant, refroidissant et séparant les matières premières fondues.
Optimisation des paramètres de moulage par injection
Nous parlons toujours de l'optimisation de la moulage par injection mais qu'est-ce que cela signifie ? Quels sont les paramètres à améliorer pour obtenir la meilleure optimisation ? Voici 10 paramètres clés qui doivent être ajustés dans le moulage par injection pour produire des pièces plastiques cohérentes et de haute qualité.
Vitesse d'injection
La vitesse à laquelle vous injectez le plastique influe sur la manière dont le produit se remplit et se refroidit. Si vous injectez trop vite, le produit sera brûlé en surface, se déformera et présentera d'autres problèmes de qualité. Si vous injectez trop lentement, le produit ne se remplira pas complètement. Vous devez donc choisir la bonne vitesse d'injection en fonction de la taille, du matériau et d'autres éléments du produit.
Pression de tir
La pression d'injection est la pression d'injection appliquée par la machine de moulage par injection au plastique fondu pendant le processus d'injection. Si la pression d'injection est trop élevée, le produit se déformera. Si la pression d'injection est trop faible, la surface du produit sera rugueuse. Il est donc nécessaire d'optimiser la pression d'injection et de trouver une plage de pression d'injection appropriée pour garantir la qualité du produit.
Température du moule
La température du moule influe sur la vitesse de refroidissement du produit et sur sa rétraction. Si la température est trop élevée, le produit rétrécira trop. Si la température est trop basse, le produit présentera des défauts à la surface. Vous devez donc déterminer la bonne température pour le moule en fonction d'éléments tels que le point de fusion du matériau et la taille du produit.

Contrôle de la température
Température du plastique ou température de fusion : Il est important de contrôler avec précision la température du plastique pour le faire fondre uniformément. Les exigences en matière de température varient d'un matériau à l'autre, et le maintien d'une plage de température correcte permet d'éviter des problèmes tels qu'une fusion incomplète ou une dégradation thermique.
Température du moule : Le contrôle de la température du moule affecte la cristallinité, le retrait et le temps de cycle de la pièce. Maintenir le moule à la température recommandée permet de s'assurer que la résine possède les bonnes propriétés mécaniques.

Temps de refroidissement
Le temps de refroidissement est la durée pendant laquelle la pièce reste dans le moule après que le matériau a été injecté et rempli. Vous devez la refroidir correctement pour qu'elle ne se déforme pas et qu'elle se solidifie uniformément. Il influe également sur la durée de fabrication de la pièce.

Sélection des matières plastiques
Le type de plastique que vous utilisez peut avoir un effet important sur la façon dont le produit est utilisé. moulage par injection Le processus se déroule. Les différents plastiques ont des points de fusion, des taux de rétraction et des propriétés d'écoulement différents. Le choix du bon plastique pour ce que vous essayez de fabriquer est très important si vous voulez que votre pièce se déroule comme vous le souhaitez.

Vitesse de la vis et contre-pression
Vitesse de la vis : la vitesse de rotation de la vis dans la machine de moulage par injection affecte le cisaillement global du matériau. La vitesse de la vis doit être choisie en fonction du type de matériau et de la teneur en additifs. La vitesse correcte de la vis garantira la bonne quantité de cisaillement fournie par la rotation de la vis et la géométrie de la vis.
Contre-pression : il est important de maintenir une contre-pression adéquate sur la vis pour mélanger et homogénéiser le plastique fondu. Elle permet également d'éviter la formation de bulles et d'améliorer la qualité des pièces.
Étalonnage de la machine de moulage par injection
Vous devez régulièrement calibrer votre machine de moulage par injection si vous voulez qu'elle soit précise. Cela signifie que vous devez calibrer les réglages de pression, de température et de temps sur la machine.

Conception et entretien des moules
Une bonne conception du moule, avec les bons évents, les bonnes glissières et les bons canaux de refroidissement, est d'une grande aide dans le processus d'optimisation. L'entretien régulier des moules est important pour éviter que des problèmes tels que l'usure, la corrosion ou les dommages n'affectent la qualité des pièces.

Systèmes de surveillance et de contrôle
En utilisant des systèmes de surveillance et de contrôle avancés tels que CoPilot®, vous pouvez suivre toutes sortes de choses en temps réel. Cela vous permet d'identifier et de résoudre rapidement les problèmes, afin de continuer à vous améliorer dans le domaine du moulage par injection.
Étapes d'optimisation du processus de moulage par injection
Courbe de viscosité
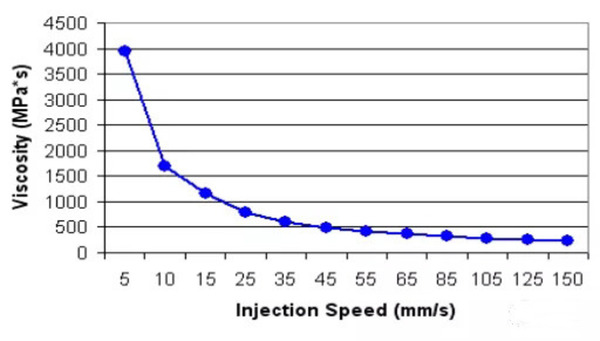
La raison pour laquelle nous établissons une courbe de viscosité est de choisir une bonne vitesse d'injection qui ne fera pas varier beaucoup la viscosité de la matière fondue lorsque de petites choses changent. Nous voulons que les différences entre chaque moule soient aussi faibles que possible afin de pouvoir fabriquer les mêmes pièces de qualité à chaque fois.
La courbe de viscosité montre que lorsque la vitesse d'injection est supérieure à 55 mm/s, la viscosité de la matière fondue est pratiquement stable. Par conséquent, si vous réglez la vitesse d'injection à 65 mm/s, vous obtiendrez une phase de remplissage cohérente. De petits changements dans les paramètres eux-mêmes n'entraîneront pas de grands changements dans la viscosité de la matière fondue.
Bien sûr, il existe des cas particuliers où cette vitesse optimisée ne peut pas être utilisée, par exemple pour réduire le halo du portail. Dans ce cas, l'apparence est bien sûr la priorité, mais cette vitesse optimisée doit être utilisée comme référence pour la courbe d'injection, par exemple en commençant par une vitesse faible à travers le portail pour réduire le halo du portail, puis en augmentant rapidement jusqu'à cette vitesse optimisée.
Test d'équilibre des flux
Ce test n'est requis que pour les moules multi-empreintes, tels que les moules à 2 empreintes ou plus. L'objectif est de vérifier l'écart maximal en pourcentage entre chaque cavité à différents stades de remplissage. Le déséquilibre de remplissage peut être acceptable ou inacceptable, en fonction des exigences de qualité du produit. Le déséquilibre de remplissage peut être acceptable ou non, en fonction des exigences de qualité du produit. Il est préférable de déterminer cette information une fois que la fenêtre de moulage d'aspect (étape 4) est terminée.
Si vous pouvez tenir le produit dans votre main et que la fenêtre de moulage est grande, vérifiez si les dimensions du produit sont dans les limites de la tolérance. Si c'est le cas, le déséquilibre de remplissage est correct.

Si la fenêtre de moulage est petite et que la première cavité à remplir présente des bavures, tandis que les autres cavités présentent des coups courts ou des marques d'enfoncement, recherchez la raison de ce déséquilibre de remplissage.
Il y a généralement quatre raisons principales à un remplissage déséquilibré : différentes tailles de patins, différentes tailles de portes, différentes tailles d'échappement et différents refroidissements. Cependant, cette raison a souvent peu d'effet lorsque la machine vient d'être mise en marche. Une autre situation est le déséquilibre causé par le cisaillement, en particulier pour les moules à canaux froids à 8 trous.
Essai de chute de pression
L'essai de chute de pression permet de déterminer la quantité de pression perdue en différents points pendant le remplissage. Il s'agit généralement de la buse de la machine, du canal vertical, du canal principal, du canal secondaire, de la porte et de la fin du remplissage.
N'utilisez pas la pression maximale de la machine pour le moulage. Par exemple, si la pression maximale de la machine est de 180 bars, la pression maximale requise pour le remplissage ne doit pas atteindre 180 bars. Si c'est le cas, cela signifie que la vis a besoin de plus de pression pour atteindre la vitesse d'injection fixée, mais qu'elle ne peut pas l'atteindre en raison de limitations de pression. On parle alors de "pression limitée".
En règle générale, il ne faut pas dépasser 90% de la pression maximale de la machine pendant le processus d'injection. Si vous regardez la courbe de chute de pression et que vous vous trouvez dans la zone de "pression limitée" ou que vous dépassez 90% de la pression de la machine, trouvez une section plus raide de la courbe de pression et essayez de réduire la chute de pression à cet endroit.

Par exemple, dans l'image de droite, la chute de pression à travers le canal est très élevée, ce qui signifie qu'il faut beaucoup de force pour pousser le plastique à travers le canal. L'augmentation du diamètre de la canalisation permettra de réduire la pression.
Apparence Moulage Fenêtre
La fenêtre de traitement cosmétique est un test très important. En règle générale, cette fenêtre de processus cosmétique se compose de la pression d'emballage et de la température du matériau (matériau amorphe), de la pression d'emballage et de la température du moule (matériau cristallin).
La fenêtre de processus cosmétique vous indique la marge de manœuvre dont vous disposez pour ajuster le processus tout en obtenant une pièce acceptable. L'idéal est d'avoir une fenêtre de processus plus large. Si la fenêtre de processus est plus petite, il sera plus facile de créer des défauts cosmétiques.
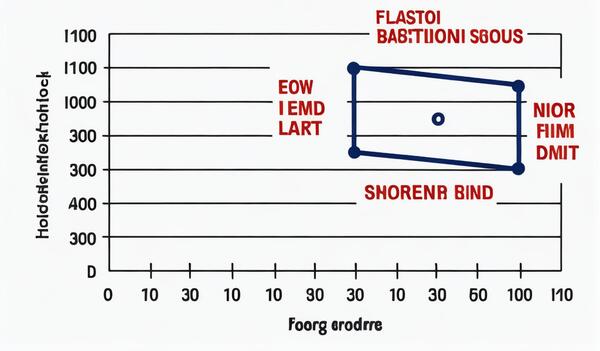
Par exemple, dans l'image ci-dessus, si la fenêtre du processus est plus petite, il sera plus facile d'obtenir des prises de vue courtes ou des flashs en raison des fluctuations du processus lui-même. Un processus robuste consiste à avoir une fenêtre de processus plus grande pour compenser les fluctuations du processus lui-même.
La fenêtre de moulage d'aspect fournit également les limites supérieures et inférieures de la température du matériau/température du moule et de la pression de maintien qui peuvent être utilisées dans les essais de moulage ultérieurs en raison de l'ajustement de la taille ou des essais DOE.
Test de congélation de la porte
Pour les moules à canaux froids ou semi-froids (du chaud au froid), afin d'assurer la répétabilité entre les moules, la pression de maintien doit être maintenue jusqu'à ce que la porte soit complètement refroidie.
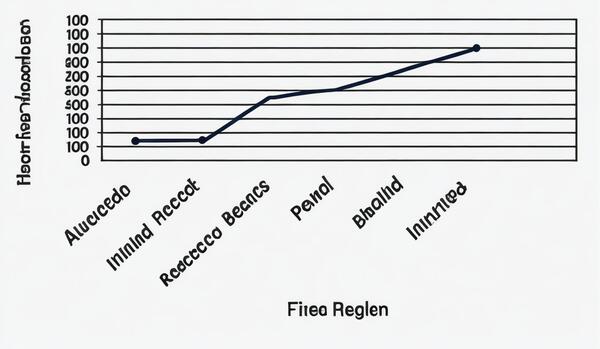
Une fois la courbe générée, choisissez un moment où le poids du produit cesse d'augmenter. Dans la figure ci-dessus, le poids du produit cesse d'augmenter après 7 secondes. Par mesure de sécurité et pour tenir compte des fluctuations propres au processus, fixez le temps de maintien à 8 secondes.
Il convient de noter que la seconde supplémentaire pendant la phase de maintien n'augmente pas la durée du cycle, car pendant cette période, la porte devrait avoir gelé et seul le canal froid sera maintenu pendant une courte période, alors que le produit a déjà commencé à refroidir. Par conséquent, la seconde supplémentaire doit être soustraite du temps de refroidissement pour garantir la même durée de cycle.
Carte des températures des moisissures
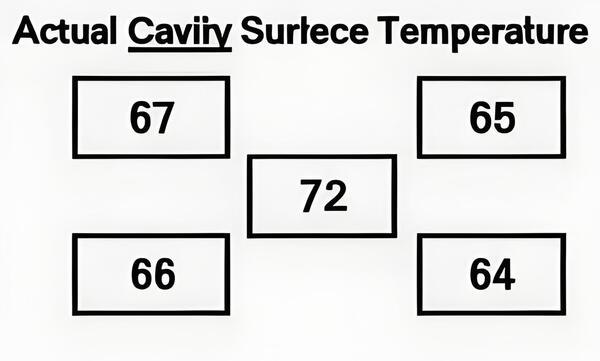
L'objectif de la carte de température du moule est d'enregistrer la distribution de la température instantanée de la surface du moule après l'éjection du produit. Elle peut être utilisée pour confirmer que le circuit d'eau de refroidissement fonctionne ou qu'il existe des "points chauds".

En outre, ces informations peuvent être utilisées pour résoudre des problèmes ultérieurs. Par exemple, lorsque la taille du produit n'est pas homogène, il est possible de vérifier si la température de la surface du moule est la même qu'auparavant.
Après le premier démarrage ou arrêt de la machine, la température du moule augmente progressivement jusqu'à atteindre un état stable. Vous devez donc mesurer la température du moule après qu'elle se soit stabilisée (au moins 10 moules).

La figure ci-dessus montre 5 cadres qui peuvent être utilisés pour différents moules. Par exemple, si vous testez un moule à quatre cavités, vous enregistrerez les mesures au même endroit dans chaque cavité dans les quatre cases d'angle et laisserez la case du milieu vide. Si vous testez un moule à une seule cavité, vous utiliserez les 5 cadres pour représenter les différents points de mesure.
Conseils pour optimiser le processus de moulage par injection
Que signifie "optimiser" le processus de moulage par injection ? En général, cela signifie que vous devez examiner attentivement le déroulement de votre processus pour vous assurer que vous atteignez vos objectifs de la manière la plus utile et la plus efficace possible. Voici cinq conseils pour vous aider à y parvenir.
Contrôle de la qualité par la fabrication d'échantillons
Le contrôle de la qualité est un élément essentiel de l'ensemble du processus de production du moulage. Il est souvent effectué en post-production. Toutefois, le contrôle de la qualité des échantillons est différent. Les échantillons peuvent jouer un rôle clé dans l'optimisation du processus de production. moulage par injection processus.
Ils éliminent le risque lié aux essais et à l'optimisation de la production. Ils permettent également de mieux comprendre le processus et les performances de la machine dans un environnement plus contrôlé.
En réalisant de petits lots, vous pouvez voir comment se déroule l'ensemble du processus, en vérifiant la qualité des pièces, le volume d'injection, la température de fusion du lot réel de résine dont vous disposez. Les résultats que vous obtiendrez en prélevant des échantillons et en effectuant de bons contrôles de qualité vous permettront souvent de rentabiliser le temps et l'argent que vous y consacrerez.
Test et évaluation des moisissures
Une autre façon d'optimiser le processus de moulage consiste à tester le moule avec les matériaux que vous souhaitez utiliser. Il existe tellement de résines et de formulations différentes que même de petites différences de viscosité, de température de fusion, de température du moule, etc. peuvent s'additionner pour créer des fluctuations et des variations cumulatives dans le processus de moulage, ce qui entraîne des pièces mises au rebut et des processus inefficaces.

Parmi les éléments clés de l'essai des moules, on peut citer l'essai des tirs courts, le taux de remplissage et le modèle, l'évaluation du profil de pression, etc.
Essais et ajustements des moules et des procédés de moulage
Une fois que vous disposez d'informations exploitables issues des essais de moules et du contrôle de la qualité des échantillons de pièces, vous pouvez procéder à des ajustements fins qui peuvent se traduire par des gains importants en termes d'optimisation et d'efficacité du processus.

Par exemple, si vous rencontrez des problèmes de courts tirages ou des temps de remplissage incohérents, vous pouvez ajuster la conception et la disposition du moule afin d'optimiser ces problèmes. Si les températures du moule sont incohérentes ou en dehors des plages acceptables, vous pouvez les ajuster pour obtenir les meilleurs temps de chauffage et de refroidissement.
Paramètres du processus et plages de performance
Des machines aux moules en passant par les résines, chaque élément du processus de moulage par injection a une plage de performances acceptable. Lorsque vous apportez de petites (ou de grandes) modifications aux composants du processus en vous appuyant sur les résultats réels des essais, les résultats peuvent commencer à s'accumuler jusqu'à ce que vous ayez un impact important sur les bénéfices, les résultats et la valeur que vous pouvez offrir à vos clients.

Créer ou suivre un processus de plan d'expériences donné
Un processus qui peut être répété permet d'obtenir de bons taux de production, est facile à dépanner et vous donne autant d'informations que possible sur le fonctionnement du processus. Il est également important de garder à l'esprit la répétabilité lorsque vous effectuez des essais pour optimiser votre processus de moulage par injection.
D'autres conseils pour optimiser le processus de moulage par injection sont les suivants : contrôler la température du plastique dans la plage recommandée par le fournisseur de matériaux ; remplir le plus rapidement possible et avec le moins de segments possible ; séparer le remplissage et la rétraction ; ne remplir que 95-99% du produit à la fin du remplissage.

Ralentir la vitesse de remplissage de manière appropriée pour réduire l'orientation moléculaire du plastique ; assurer une pression suffisante pendant la phase de remplissage ; enregistrer et maintenir la durée de remplissage cohérente ; passer à la rétraction à la fin du remplissage ; contrôler la pression et la durée de la rétraction.
S'assurer que la pression est maintenue jusqu'à la fermeture de la vanne. Contrôler la vitesse et le temps de refroidissement. S'assurer qu'il y a des turbulences dans le canal de refroidissement. Contrôler la température d'entrée et de sortie de l'eau de refroidissement. N'utilisez pas la technologie de contrôle de l'ajustement automatique.

Rendre le processus de plastification aussi lent que possible sans augmenter le cycle. Ne segmentez pas la contre-pression. Si les propriétés du matériau changent, ne compensez pas en ajustant la température, mais principalement en ajustant la vitesse de remplissage.
La "conception expérimentale" signifie que vous effectuez des tests de manière planifiée, structurée et enregistrée. Ainsi, si vous constatez des violations ou d'autres problèmes, vous pouvez facilement remonter à la source.

Conclusion
En résumé, le moulage par injection est une méthode de transformation courante, rapide, précise et reproductible. Mais il y a toujours des problèmes. Presque toutes les usines de moulage par injection connaissent des problèmes tels qu'une injection instable, et les produits présentent toujours des défauts.

Les matières plastiques ayant leurs propres caractéristiques et l'équipement de transformation étant complexe, le moulage par injection est relativement compliqué. Un contrôle et un ajustement raisonnables des facteurs tels que les matières premières, les moules et les paramètres du processus dans le processus de moulage par injection sont nécessaires. moulage par injection peut améliorer efficacement la qualité des produits et l'efficacité de la production, ce qui permet d'optimiser la production de moulage par injection.






