 Skip to content
Skip to content 

Introduction : Le moulage par injection est omniprésent. En fait, la plupart des produits en plastique dans le monde aujourd'hui sont fabriqués à l'aide du moulage par injection. moulage par injection. S'ils sont parfaits pour la production à grande échelle, les moules métalliques traditionnels usinés par CNC sont coûteux et longs à fabriquer pour une production en petite quantité.

Si vous faites du prototypage ou de la production en petite quantité (10 à 1 000 pièces), les moules d'injection imprimés en 3D sont un excellent moyen d'économiser du temps et de l'argent. Ils vous permettent également de faire preuve d'une plus grande souplesse dans votre processus de fabrication. Vous pouvez tester la conception des moules, apporter facilement des modifications et itérer les conceptions beaucoup plus rapidement et à moindre coût que l'usinage CNC traditionnel.
Dans ce guide, nous vous montrerons comment faire du moulage par injection à domicile et nous vous donnerons tous les outils et les conseils dont vous avez besoin pour utiliser des moules imprimés en 3D pour le moulage par injection de plastique en interne.
De quoi avez-vous besoin pour le moulage par injection ?
Imprimantes 3D SLA de bureau hautes performances
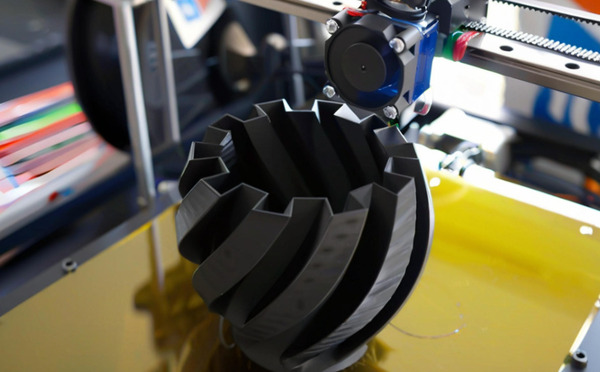
Les imprimantes 3D SLA de bureau sont des machines très performantes capables de fabriquer des moules aux caractéristiques précises et à la finition de surface lisse, ce qui signifie que vous pouvez produire des pièces de haute qualité. Les imprimantes 3D SLA ne se limitent pas à la fabrication de moules en plastique. Elles sont également idéales pour le prototypage et d'autres tâches nécessaires au développement d'un produit.

Prix : Les imprimantes SLA sont plus chères que les imprimantes FDM (Fused Deposition Modeling) et les imprimantes HP Nylon Multi-Jet Fusion (MJF) pour le prototypage avec des matériaux thermoplastiques, mais elles permettent d'obtenir de bons détails.
Taille d'impression : Les imprimantes 3D grand public sont conçues pour fabriquer de petites pièces et de petites séries. Elles sont comme des versions miniatures des grandes imprimantes. La taille d'impression moyenne est de 145 x 145 x 175 mm.

Matériaux : Bien que l'imprimante soit petite, elle contient beaucoup de matériaux. Elle dispose de résines pour les pièces transparentes, solides, dentaires et flexibles. Les matériaux les plus courants pour l'impression 3D de bureau sont le polycarbonate (PC), l'acrylonitrile butadiène styrène (ABS) et les résines de polyuréthane élastomère (EPU). Il existe également de nombreux matériaux moins chers sur le marché. Ils coûtent environ 15 euros pour 500 ml.
Résolution : La résolution des imprimantes 3D de bureau est généralement assez bonne pour la gamme de prix, avec des épaisseurs de couche d'environ 25 à 200 microns. Cependant, elle peut parfois se dégrader après plusieurs utilisations.

Poids : Les imprimantes SLA à résine de bureau pèsent moins de 10 kg et sont très faciles à transporter.
Matériaux d'impression 3D
Matériau d'impression 3D capable de résister à la température et à la pression du moule pendant le processus de moulage par injection. Les principaux sont les suivants :
La résine Rigid 10K est un matériau super résistant, hautement chargé en verre, qui peut supporter une plus large gamme de géométries et de processus de moulage par injection. Elle a une HDT de 218°C @ 0,45 MPa et un module de traction de 10 000 MPa, ce qui signifie qu'elle est solide, super dure et qu'elle peut supporter la chaleur.

La résine haute température a une température de déflexion thermique de 238 °C à 0,45 MPa et convient au moulage par injection. Elle est fragile, mais recommandée pour les matériaux soumis à des températures de moulage élevées et à des temps de refroidissement réduits.
La résine Grey Pro a une conductivité thermique inférieure à celle de la résine haute température ou de la résine rigide, ce qui signifie qu'elle met plus de temps à refroidir, mais elle est plus souple et peut supporter des centaines de cycles d'usure.
Machines de moulage par injection de bureau.
Le moulage par injection de bureau est un procédé mécanique couramment utilisé dans divers cycles de production pour donner une forme permanente à une variété de matériaux, y compris les matières plastiques. Sur cette page, vous découvrirez ce qu'est le moulage par injection, où il est couramment utilisé, la production de pièces et d'objets en plastique, la production de moules et le moulage de précision des matières plastiques.
Il existe de nombreux types de machines de moulage par injection utilisées par les fabricants. Les principaux types de machines utilisés sont hydrauliques, électriques et hybrides (une combinaison d'électricité et d'hydraulique), mais les machines de moulage par injection de bureau sont généralement électriques.

Les machines de moulage par injection de bureau sont conçues pour forcer la matière en fusion (généralement du plastique ou du métal) dans un moule qui comprend une cavité dans laquelle la matière est poussée et un dispositif de fixation pour mouler et fixer la pièce dans sa forme finale. Dans une machine, les moules peuvent être à cavité unique ou à cavités multiples, ce qui signifie qu'un seul ou plusieurs produits peuvent être fabriqués en un seul processus.
En outre, les moules à cavités multiples peuvent comporter des cavités identiques ou uniques, de sorte que les produits créés peuvent être identiques ou individuels. Chaque moule est conçu pour fabriquer plus d'un million de pièces au cours de sa durée de vie, ce qui signifie qu'ils doivent être robustes et avoir de faibles tolérances.

Qu'il s'agisse ou non d'un ordinateur de bureau moulage par injection L'utilité de la machine dépend de votre cas d'utilisation et des besoins de l'utilisateur. Pour les bricoleurs amateurs et les petits ateliers, elles peuvent constituer un moyen bon marché, rapide et facile à utiliser pour fabriquer des pièces et des modèles complexes.
Le moulage par injection en quelques étapes
Conception du moule en CAO
Tout d'abord, choisissez votre logiciel de CAO préféré pour concevoir l'insert du moule. Vous pouvez concevoir votre propre insert de moule en utilisant le plan de la cavité de l'armature principale du moule.
Introduisez les deux moitiés du noyau et le dessin en 3D que vous souhaitez réaliser dans votre outil de CAO.
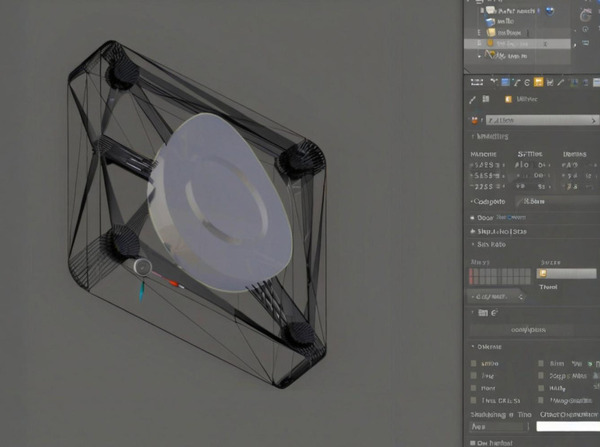
Dans Blender, bloquez une moitié du moule en utilisant l'icône de l'œil dans l'explorateur de scène. Une fois l'espace de travail configuré comme vous le souhaitez, réglez les deux moitiés du moule sur le type de dessin "fil" dans le menu Objet.
Vous pouvez maintenant positionner le moule. Pendant le processus d'injection, assurez-vous que l'objet croise entièrement l'entrée du plastique en fusion. Utilisez le mode orthographique pour faciliter cette opération en basculant entre les vues perspective et orthographique.
Cachez le noyau du moule actuel, puis décachetez l'autre côté. Répétez ce processus, en vous assurant que l'objet croise complètement l'entrée de l'autre moitié du noyau. Une fois les objets alignés, vous pouvez utiliser la fonction Différence booléenne dans Blender pour soustraire la surface des deux objets qui se croisent.

Sélectionnez la moitié avant de l'objet, puis sélectionnez l'option booléenne dans le menu du modificateur. Sélectionnez l'objet à découper et assurez-vous que l'opération "différence" est sélectionnée. Appliquez l'opérateur et faites de même pour l'autre côté.
Votre moule est maintenant prêt à être imprimé. Exportez chaque moitié, en veillant à cocher la case "Sélection uniquement" dans l'exportateur Blender.
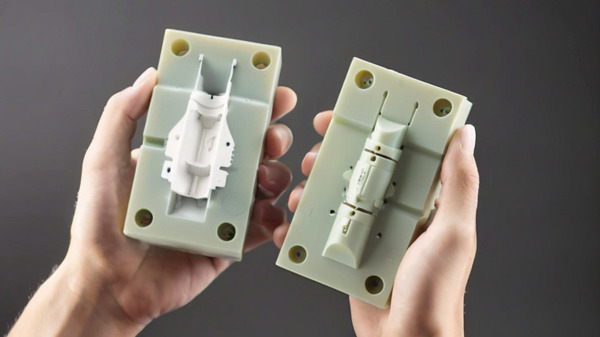
Moules d'impression 3D
Pour imprimer des moules en 3D, vous devez choisir un matériau capable de supporter la température et la pression du moule pendant le processus de moulage par injection.
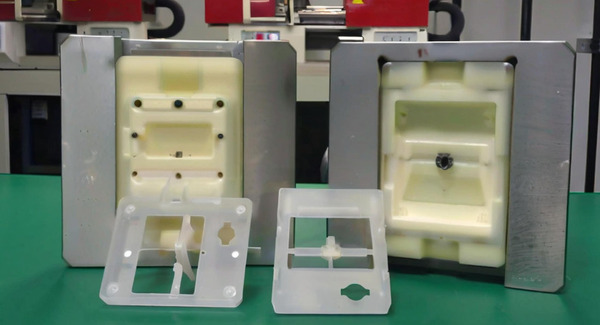
Au cours du processus de fabrication du moule, le cadre du moule en aluminium est combiné avec les moules en acier et les moitiés du moule sont traitées à l'aide d'une perceuse à colonne afin d'assurer une élimination efficace des bulles d'air dans la résine liquide.
Sur la base de nos propres tests et des études de cas de nos clients, nous avons dressé une liste des résines d'impression 3D les plus populaires.
Résines photopolymérisables : Les résines photopolymérisables sont l'un des types de résines les plus populaires dans l'impression 3D. Elles durcissent rapidement sous l'effet de la lumière ultraviolette. Cette résine peut durcir rapidement et offre une grande précision dans les détails. Les résines photopolymérisables conviennent à la réalisation de modèles détaillés, d'œuvres d'art et de pièces de machines de haute qualité.

Résines composites : Les résines composites sont fabriquées en mélangeant deux ou plusieurs matériaux de résine. Il est possible d'ajuster la résistance et la dureté de cette résine dans différentes proportions, ce qui permet de fabriquer des objets souples ou durs. Les résines composites présentent également une bonne résistance aux produits chimiques et à la chaleur.
Résines de silicone : Les résines de silicone sont des résines de haute performance qui présentent une résistance et une dureté élevées, une grande stabilité à la température et d'excellentes propriétés mécaniques. Cette résine présente également une bonne résistance aux intempéries et une bonne étanchéité à l'air, c'est pourquoi elle est souvent utilisée pour fabriquer des pièces automobiles haut de gamme et des pièces dans le domaine aérospatial.

Résine thermoplastique : La résine thermoplastique est un matériau en résine qui peut être déformé plastiquement à des températures élevées. Cette résine présente une bonne résistance à la chaleur et à la corrosion et peut être transformée.
La résine photosensible est le matériau utilisé pour fabriquer des objets avec une imprimante 3D qui utilise la lumière pour durcir la résine. Il s'agit d'un liquide qui se transforme en solide sous l'effet de la lumière. Elle est composée d'un grand nombre de produits chimiques différents, dont les principaux sont les polymères, les photo-initiateurs et les diluants.

Il existe 9 types différents de résine photosensible que vous pouvez utiliser avec une imprimante 3D : résine générale, résine dure, résine de moulage, résine flexible, résine élastique, résine haute température, résine biocompatible, résine céramique et résine de lumière du jour.
La configuration d'une impression dans PreForm, le logiciel de préparation d'impression pour les imprimantes 3D Formlabs, ne prend que quelques secondes. Si la conception de votre moule nécessite une structure de support pour l'impression, veillez à positionner la moitié du moule dans PreForm de manière à ce que la cavité soit orientée vers le haut. Cela facilitera le post-traitement et vous permettra d'obtenir une surface de haute qualité sur votre pièce moulée.
En fonction de la géométrie et de la taille, il est possible d'imprimer simultanément plusieurs moules sur la plate-forme de construction afin d'améliorer l'efficacité de l'impression.
Pièces en plastique moulées par injection
Maintenant que vous avez conçu et imprimé votre moule en 3D, vous pouvez mouler vos pièces par injection sur une machine de moulage par injection de plastique de bureau.
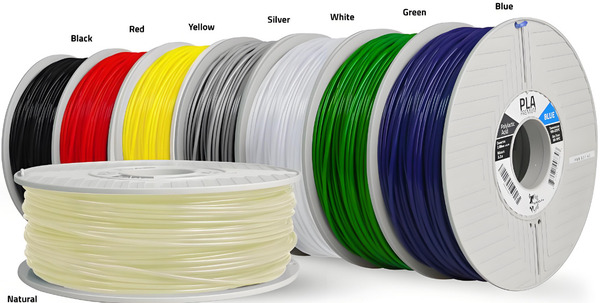
Vous avez le choix entre un grand nombre de matériaux pour le moulage par injection. Voici quelques-uns des matériaux les plus courants pour le moulage par injection.

Acrylique ; L'acrylique, également connu sous le nom de poly(méthacrylate de méthyle), est un matériau thermoplastique léger, doté d'une bonne résistance mécanique, clair et transparent. Il n'est pas ductile, mais il résiste bien à l'écaillage.
ABS ; L'ABS est l'un des matériaux de moulage par injection les plus reconnus. Il présente une bonne solidité, une bonne robustesse, une bonne résistance aux chocs et une bonne résistance chimique aux acides, aux bases et aux huiles. Il est totalement opaque et peut être moulé par injection dans une grande variété de couleurs. Enfin, il est très bon marché par rapport aux autres matériaux de moulage par injection de cette liste.

Nylon ; Le nylon est un excellent matériau. Il est résistant, supporte la chaleur et possède de bonnes propriétés de frottement et d'usure. Il s'agit d'un matériau naturel, mais il peut également être fabriqué en laboratoire. Le nylon fabriqué en laboratoire est idéal pour le moulage par injection. De plus, il absorbe bien les vibrations, ce qui en fait un matériau idéal pour la fabrication d'objets anti-bruit.
PC ; Le PC est très solide, résistant aux éclats et aux chocs. Il est transparent. De plus, il a la grande qualité de conserver ses propriétés mécaniques et son aspect dans une large gamme de températures. Il convient donc parfaitement aux environnements à haute température.

POM ; Le POM est idéal pour les objets qui doivent être très précis. Il est raide et rigide, et ne change donc pas beaucoup de forme. Il est également glissant et lisse, ce qui le rend idéal pour les objets qui se frottent souvent les uns aux autres. Il peut également supporter des températures très froides.
PP ; Le PP est omniprésent, en particulier dans nos armoires de cuisine sous la forme de récipients alimentaires. C'est l'une des matières plastiques les plus courantes approuvées par la FDA pour le moulage par injection. Il est dur, résistant à la chaleur et aux produits chimiques, et peut être recyclé à de nombreuses reprises. Ces qualités le rendent facile à travailler.

PS ; Le PS est l'un des rares matériaux fragiles pour le moulage par injection. Il est particulièrement léger, résistant à l'humidité et aux réactions chimiques, et convient parfaitement au moulage par injection de plastique à domicile car il se rétracte uniformément lorsqu'il refroidit dans le moule.
PE ; Le PE est divisé en trois grandes catégories de densité différente : le polyéthylène haute densité (PEHD), le polyéthylène basse densité (PEBD) et le polyéthylène téréphtalate (PET). En général, les qualités de PE sont ductiles, ont une bonne résistance aux chocs et au fluage (peuvent supporter des charges mécaniques pendant de longues périodes sans se déformer). En outre, ils sont résistants aux réactions chimiques.

TPE ; Le TPE est différent des autres moulage par injection car il s'agit d'un mélange de plastique et de caoutchouc. Il combine le meilleur des deux mondes. Il est flexible, peut être beaucoup étiré, est solide et peut être recyclé. De plus, le meilleur est qu'il est bon marché par rapport à la plupart des alternatives au caoutchouc.
TPU ; Le TPU est un autre mélange de caoutchouc et de plastique dont la composante polyuréthane présente des qualités très intéressantes. Il est très dur et présente une très bonne résistance à la compression, à l'abrasion et aux produits chimiques. En outre, ces propriétés ne changent pas beaucoup à des températures extrêmes.

Avant de choisir, réfléchissez à ce que vous voulez faire et à ce que la machine peut faire. Ensuite, il vous suffit de suivre les instructions de la machine pour fabriquer votre pièce.
Selon le produit injecté, l'adhérence de la pièce au moule peut entraîner la détérioration de ce dernier lorsque vous essayez de retirer la pièce, en particulier avec des matériaux souples comme le TPU ou le TPE. L'utilisation d'un démoulant est un excellent moyen de séparer la pièce du moule. Les démoulants en silicone fonctionnent avec les résines Formlabs Grey Pro, High Temp Resin et Rigid 10K Resin.

Conseils aux concepteurs qui s'essaient au moulage par injection
Lorsque vous concevez votre moule, demandez-vous s'il peut être imprimé et s'il peut être moulé.
La méthode exacte pour le bricolage moulage par injection variera en fonction de la conception et du volume dont vous avez besoin, mais ces conseils et astuces vous aideront à augmenter votre taux de réussite. Pour réduire la visibilité des lignes d'impression sur votre pièce finie, imprimez votre moule en plastique en utilisant une hauteur de couche plus petite (50 ou 25 microns par couche au lieu des 100 par défaut). Sachez que cela augmentera le temps d'impression.

L'ajout de 2 à 5 degrés de dépouille aux surfaces perpendiculaires à la direction de traction facilitera le retrait de la pièce et empêchera le moule de s'abîmer. Vous pouvez poncer les plans de joint avec du papier de verre fin pour éliminer les bavures. Vous pouvez utiliser un bain d'eau pour refroidir votre pièce plus rapidement et éviter qu'elle ne se déforme. Les détails gaufrés et gravés doivent être éloignés d'au moins 1 mm de la surface.

Si vous concevez un cadre en aluminium, ajoutez 0,125 mm d'épaisseur supplémentaire à l'arrière du formulaire pour créer une compression et assurer une étanchéité complète.
Conclusion
On parle souvent de l'impression 3D et du moulage par injection comme s'il s'agissait d'ennemis mortels, mais il ne s'agit pas toujours d'un choix binaire. Le prototypage et la production de faibles volumes, qu'ils soient réalisés par impression 3D directement sur une pièce ou par moulage par injection à l'aide d'un moule imprimé en 3D, peuvent être un excellent moyen d'aider les entreprises à commercialiser leurs produits plus rapidement, de manière plus rentable et avec moins de risques.







