 Skip to content
Skip to content 
Moulage par injection de PPA sur mesure
Le PPA est un thermoplastique semi-cristallin et le moulage par injection est une méthode courante pour produire des pièces en PPA.

Ressources pour Le guide complet du moulage par injection de PPA
Qu'est-ce que l'APP ?

Le PPA est un matériau à base de nylon haute performance qui présente de nombreux avantages. Il présente une grande résistance chimique, un faible gauchissement, une excellente résistance à la chaleur, une résistance au fluage, des propriétés de barrière, une solidité et une rigidité à haute température et une résistance à la fatigue. Il est également sensible à l'humidité, présente une bonne stabilité dimensionnelle et des propriétés physiques. Le PPA est semi-cristallin, il absorbe l'humidité et il est opaque, ce qui en fait un bon produit pour le moulage par injection plastique. La plupart des qualités de PPA contiennent des charges de verre ou de minéraux qui les rendent plus rigides à haute température. Le PPA est donc souvent utilisé à la place de métaux ou de thermoplastiques plus coûteux. La température de transition vitreuse du PPA est également importante, car elle influe sur ses performances dans différentes applications.
Le PPA est une résine polyamide aromatique semi-cristalline. Il est connu pour ses caractéristiques de haute performance. Elle comble le fossé entre les polymères techniques à faible performance et les matériaux à coût élevé, ce qui en fait une option attrayante dans un large éventail d'applications, en particulier dans les secteurs de l'automobile et de l'électronique.
Quels sont les types de matériaux d'AAE ?
Le PPA (polyphtalamide) est un matériau thermoplastique connu pour ses hautes performances, sa résistance à la chaleur et ses excellentes propriétés mécaniques. Il existe plusieurs types de matériaux PPA, classés en fonction de leur structure chimique, de leurs performances et de leurs applications. Le PPA peut également être modifié à l'aide de divers additifs afin d'améliorer ses performances dans des environnements spécifiques ou être mélangé à d'autres polymères pour obtenir des effets synergiques. Voici les principaux types de matériaux PPA :
① PPA homopolymère : Il s'agit du type le plus courant, fabriqué à partir d'une seule unité monomère. Il a un point de fusion élevé, une forte cristallinité et d'excellentes propriétés mécaniques.
② Copolymère PPA : Il est composé de deux unités monomères ou plus. Son point de fusion et sa cristallinité sont inférieurs à ceux du PPA homopolymère, mais il conserve d'excellentes propriétés mécaniques.
③ Terpolymère PPA : Il est composé de trois unités monomères ou plus. Son point de fusion et sa cristallinité sont inférieurs à ceux des homopolymères et des copolymères, mais il conserve de bonnes propriétés mécaniques.
④ PPA semi-aromatique : Il est fabriqué à partir d'une combinaison de monomères aromatiques et aliphatiques. Ses propriétés se situent entre celles des PPA aromatiques et aliphatiques.
⑤ PPA aliphatique : Fabriqué à partir de monomères aliphatiques, il a un point de fusion et une cristallinité inférieurs à ceux du PPA aromatique, mais conserve de bonnes propriétés mécaniques.
⑥ Mélanges PPA-PEEK : Mélangé au PEEK (polyétheréthercétone) pour combiner les meilleures propriétés des deux matériaux.
⑦ Mélanges PPA-PEI : Mélangé avec du PEI (polyétherimide) pour une performance équilibrée entre les deux matériaux.
⑧ PPA ignifugé : Formulé avec des retardateurs de flamme pour répondre aux exigences spécifiques en matière de sécurité incendie.
⑨ PPA haute température : Conçu pour les environnements à haute température (jusqu'à 300°C/572°F) avec une excellente stabilité thermique.
⑩ PPA basse température : Conçu pour les basses températures (jusqu'à -200°C/-330°F) avec une grande résistance au froid.
⑪ PPA chargé de verre : Des fibres de verre sont ajoutées au PPA pour le rendre beaucoup plus solide et rigide, ce qui permet de l'utiliser pour des pièces automobiles, par exemple.
⑫ PPA chargé de minéraux : Comme le PPA chargé de verre, mais avec des minéraux (comme le talc ou le carbonate de calcium) pour qu'il ne rétrécisse pas autant lorsque vous fabriquez des objets avec.

Quelles sont les caractéristiques du polyphtalamide (PPA) ?
Le polyphtalamide (PPA) est un plastique haute performance qui fait partie de la famille des polyamides. Il a une structure semi-cristalline et est constitué de composés aromatiques. Il possède un ensemble de propriétés uniques qui le rendent idéal pour les applications difficiles, en particulier dans le domaine de l'automobile et de l'électronique.
1. Excellente résistance aux hautes températures :
Les matériaux PPA ont des propriétés supérieures à haute température, avec un point de fusion et une température de déviation de la chaleur plus élevés que beaucoup d'autres plastiques techniques. Le point de fusion élevé du PPA (jusqu'à 300°C/572°F) lui permet de supporter des températures élevées sans compromettre ses propriétés mécaniques. Le PPA peut ainsi conserver sa stabilité dans les applications à haute température, ce qui le rend approprié pour les pièces nécessitant une résistance à la chaleur.
2. Bonnes propriétés mécaniques :
Le PPA est très solide, dur et résistant. Il résiste parfaitement à l'usure et aux déchirures et peut supporter les chocs sans se briser. Ces propriétés mécaniques font du PPA un matériau idéal pour la fabrication de pièces devant supporter une force et un stress importants, ce qui explique qu'il soit si bien adapté aux produits de haute performance.
3. Résistance chimique exceptionnelle :
Le PPA est super super chimiquement inerte et résistant aux huiles, aux solvants, aux acides et aux alcalis. Même lorsqu'il est très chaud et soumis à une forte pression, le PPA reste très performant. Il résiste également très bien aux carburants, aux huiles et aux produits chimiques. Il est donc parfait pour les applications où l'on craint que des produits chimiques n'entrent en contact avec le produit.

4. Excellente isolation électrique :
Le PPA possède d'excellentes propriétés d'isolation électrique, ce qui le rend idéal pour la fabrication de matériaux d'isolation pour les produits électriques et électroniques. Sa constante diélectrique et sa perte diélectrique sont faibles, ce qui le rend idéal pour les applications à haute fréquence.
5. Bonne stabilité dimensionnelle :
Les matériaux PPA offrent une grande stabilité dimensionnelle pendant le traitement et l'utilisation, résistant à la déformation ou au gauchissement. Même lorsqu'ils sont exposés à des changements de température ou à l'humidité, ils conservent leur forme et leurs dimensions, ce qui les rend idéaux pour la fabrication de pièces nécessitant un contrôle dimensionnel précis.
6. Capacités de traitement :
Les matériaux PPA peuvent être transformés à l'aide de méthodes traditionnelles telles que le moulage par injection et l'extrusion. Bien que la température de transformation du PPA soit relativement plus élevée que celle du polyéthylène et du polypropylène, il est possible de fabriquer des produits PPA de haute qualité si les conditions de transformation sont adéquates.
7. Résistance aux intempéries :
Le PPA présente une certaine résistance aux intempéries, mais sa résistance aux UV peut ne pas être aussi bonne que celle de matériaux spécifiquement conçus pour résister aux intempéries. Dans la plupart des cas, la résistance aux intempéries du PPA est suffisante pour les applications industrielles générales.
8. Respect de l'environnement :
Les matériaux PPA ne sont pas très nocifs pour l'environnement lorsqu'ils sont fabriqués et utilisés. Ils peuvent être recyclés et réutilisés, ce qui est bénéfique pour l'environnement. En outre, les matériaux PPA ne contiennent rien de nocif pour l'homme ou la terre.
9. Faible absorption d'humidité :
Le PPA n'absorbe pas beaucoup d'humidité, il ne se dilate donc pas et ne change pas de forme lorsqu'il est mouillé.
10. Faible dégagement gazeux :
Le PPA a un faible dégazage, ce qui le rend adapté aux applications sous vide ou à basse pression.
11. Résistance élevée aux chocs :
Le PPA présente une bonne résistance aux chocs, ce qui le rend idéal pour les applications susceptibles de subir des chocs ou des vibrations.
12. Faible déformation :
Le PPA a une faible déformation, ce qui signifie qu'il conserve sa forme et ne se déforme pas ou ne se plie pas facilement.
13. Bonne soudabilité :
Le PPA peut être soudé à l'aide de différentes techniques de soudage, ce qui le rend intéressant pour les applications nécessitant des joints.
14. Faibles émissions de fumées :
Le PPA émet peu de fumées et d'émanations, ce qui le rend adapté aux applications où la qualité de l'air est essentielle.
Quelles sont les propriétés du PPA ?
Le PPA (polyphtalamide) est un nylon fonctionnel thermoplastique présentant des structures semi-cristallines et amorphes. Il est fabriqué par polycondensation de l'acide phtalique et de l'o-phénylènediamine. Le matériau PPA possède d'excellentes propriétés globales en termes de résistance à la chaleur, à l'électricité, à la physique et aux produits chimiques.
| Propriété | Métrique | Anglais |
|---|---|---|
| Densité | 1,10 - 3,80 g/cc | 0,0397 - 0,137 lb/in³ |
|
1,10 - 1,49 g/cc Température 325 - 325 ℃ |
0,0397 - 0,0538 lb/in³ @Temperature 617 - 617 ℉ | |
| Absorption de l'eau | 0.0200 - 10.0 % | 0.0200 - 10.0 % |
| Viscosité |
6,00 - 27,0 cP Température 330 - 340 ℃ |
6,00 - 27,0 cP @Temperature 626 - 644 ℉ |
|
6,00 - 27,0 cP Charge 1,20 - 2,16 kg |
6,00 - 27,0 cP Charge 2,65 - 4,76 lb | |
| Flux de fusion | 5,00 - 80,0 g/10 min | 5,00 - 80,0 g/10 min |
| Dureté, Rockwell M | 105 | 105 |
| Dureté, Rockwell R | 100 - 127 | 100 - 127 |
| Résistance à la traction, limite d'élasticité | 24,8 - 307 MPa | 3600 - 44500 psi |
|
20,0 - 140 MPa Température 90,0 - 175 ℃ |
2900 - 20300 psi @Temperature 194 - 347 ℉ | |
| Résistivité électrique | 0,0500 - 1,00e+17 ohm-cm | 0,0500 - 1,00e+17 ohm-cm |
| Résistance de surface | 10,0 - 8,10e+16 ohm | 10,0 - 8,10e+16 ohm |
| Constante diélectrique | 3.20 - 6.20 | 3.20 - 6.20 |
|
4.20 - 136 @Température 60.0 - 200 ℃ |
4.20 - 136 @Temperature 140 - 392 ℉ | |
|
4.20 - 136 @Fréquence 1000 - 1.00e+6 Hz |
4.20 - 136 @Fréquence 1000 - 1.00e+6 Hz | |
| Rigidité diélectrique | 16,0 - 45,0 kV/mm | 406 - 1140 kV/in |
|
0,800 - 27,5 kV/mm @Température 60.0 - 200 ℃ |
20,3 - 699 kV/in @Temperature 140 - 392 ℉ | |
| Point de fusion | 223 - 340 ℃ | 433 - 644 ℉ |
| Température de service maximale, air | 120 - 290 ℃ | 248 - 554 ℉ |
| Transmission, visible | 20.0 - 38.0 % | 20.0 - 38.0 % |
| Température de traitement | 280 - 345 ℃ | 536 - 653 ℉ |
| Température de la buse | 280 - 345 ℃ | 536 - 653 ℉ |
| Température de fusion | 240 - 360 ℃ | 464 - 680 ℉ |
| Température du moule | 48.9 - 190 ℃ | 120 - 374 ℉ |
| Température de séchage | 79.4 - 150 ℃ | 175 - 302 ℉ |
| Teneur en eau | 0.0200 - 0.200 % | 0.0200 - 0.200 % |
| Point de rosée | -31.7 - -28.9 ℃ | -25.0 - -20.0 ℉ |
| Pression d'injection | 41,4 - 124 MPa | 6000 - 18000 psi |
Les matériaux PPA peuvent-ils être moulés par injection ?

Oui, vous pouvez mouler par injection des matériaux en PPA (polyphtalamide). Le PPA est un thermoplastique semi-cristallin dont les propriétés (résistance à la chaleur, résistance mécanique et stabilité dimensionnelle) conviennent parfaitement à ce procédé de fabrication. En fait, le moulage par injection est un moyen populaire de fabriquer des pièces en PPA parce qu'il permet d'obtenir des formes complexes et de belles finitions de surface.
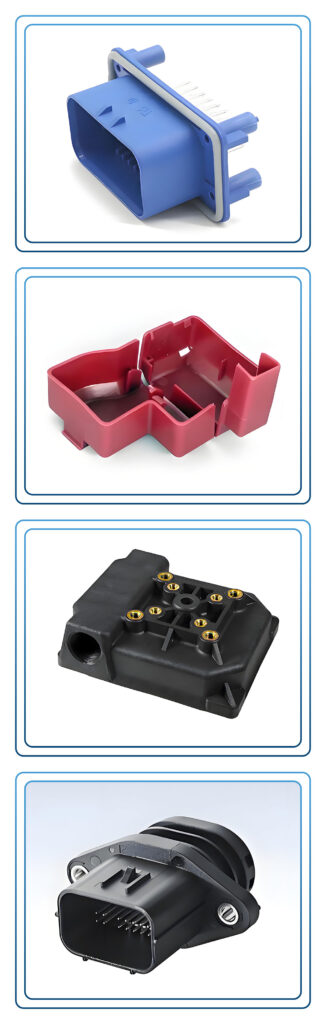
Le PPA est utilisé dans des applications de haute performance, telles que les composants automobiles (par exemple, les boîtiers de thermostat), les connecteurs électriques et les pièces industrielles. Il comble l'écart de performance entre les plastiques techniques standard et les polymères spéciaux à coût élevé, ce qui en fait un choix polyvalent pour de nombreuses industries.
Cependant, en raison de son point de fusion élevé, de sa forte viscosité et de sa tendance à se dégrader au cours du traitement, le moulage par injection du PPA peut s'avérer difficile. Des équipements et des techniques de traitement spécialisés sont souvent nécessaires pour surmonter ces difficultés.
Quelles sont les principales considérations pour le moulage par injection du PPA ?
Lorsque vous moulez des matériaux PPA (polyphtalamide), vous devez garder à l'esprit un certain nombre d'éléments pour vous assurer que vous les traitez correctement et que vous obtenez de bonnes pièces. Voici quelques-uns des plus importants :

1. Caractéristiques du matériau :
① Stabilité dimensionnelle : Le PPA conserve parfaitement sa forme et sa taille, même lorsqu'il fait chaud ou humide. C'est important car cela signifie que les pièces que vous fabriquez avec le PPA s'emboîteront toujours comme elles sont censées le faire.
② Résistance mécanique : Le PPA est plus résistant que beaucoup d'autres plastiques. Cela signifie qu'il peut supporter de fortes contraintes et qu'il ne s'usera pas aussi rapidement que d'autres matériaux.
③ Résistance à la chaleur : Le PPA résiste à la chaleur. Il ne fond pas et ne s'affaiblit pas sous l'effet de la chaleur. Il est donc parfait pour les pièces qui doivent fonctionner à des températures élevées.
④ Absorption de l'humidité : Le PPA n'absorbe pas l'eau comme une éponge. Cela signifie qu'il ne grossit pas et ne change pas de forme lorsqu'il est mouillé. C'est important car cela signifie que les pièces que vous fabriquez avec le PPA s'emboîteront toujours comme elles le doivent, même s'il pleut à l'extérieur.
⑤ Résistance aux produits chimiques : Le PPA peut supporter toutes sortes de produits chimiques, comme ceux que l'on trouve dans les voitures et les solvants. Il est donc idéal pour les pièces qui doivent être utilisées dans des endroits où il y a beaucoup de produits chimiques.
2. Considérations relatives à la conception des moules :
① Conception du moule : La conception du moule est très importante pour la fabrication de bonnes pièces. Vous devez réfléchir à des éléments tels que l'épaisseur des parois, la conception des nervures, l'emplacement de la porte et celui des canaux de refroidissement. Vous devez vous assurer que vous pouvez fabriquer des pièces rapidement et que vous n'aurez pas de problèmes tels que des marques d'enfoncement ou des déformations. Les matériaux PPA peuvent se déformer ou changer de forme. Vous devrez donc peut-être concevoir et fabriquer un moule spécial pour vous assurer que les pièces sortent bien et qu'elles ne présentent aucun problème.
② Systèmes de refroidissement : Le refroidissement est très important pour maintenir le moule à la bonne température. La température du moule influe sur la rapidité de fabrication des pièces et sur leur qualité. Il faut s'assurer que la pression de l'eau est correcte et que l'eau se déplace dans les canaux de refroidissement pour que le moule se refroidisse partout de la même manière.
③ Précision de l'outil : Il faut s'assurer que l'outil est bien fait pour que les pièces sortent bien. Il faut utiliser de bons matériaux et bien fabriquer le moule pour qu'il puisse produire un grand nombre de pièces et que celles-ci soient de la bonne taille.
3. Considérations relatives au traitement :
① Sélection des matériaux : Il est essentiel de choisir le bon PPA pour le travail à effectuer. Les différents PPA ont des propriétés différentes, comme leur température, leur épaisseur et leur résistance aux produits chimiques.
② Contrôle de la température : Le plastique doit être suffisamment chaud pour couler dans le moule, mais pas trop pour qu'il se décompose.
③ Vitesse et pression d'injection : il faut contrôler la vitesse à laquelle le plastique pénètre dans le moule pour éviter les trous ou les pièces qui ne se remplissent pas.
④ Optimisation du temps de cycle : Il est important d'équilibrer le temps de refroidissement et l'efficacité de la production pour tirer le meilleur parti de votre machine tout en produisant de bonnes pièces.
⑤ Équipement à haute température : Les matériaux PPA nécessitent un équipement à haute température pour les fondre et les traiter. Il s'agit notamment de fûts, de buses et de moules à haute température.
⑥ Injection à haute pression : L'injection à haute pression est nécessaire pour s'assurer que le moule se remplit et se tasse correctement avec les matériaux PPA.
⑦ Vitesse d'injection lente : Les matériaux PPA sont sensibles aux taux d'injection, et il peut être nécessaire de les injecter lentement pour éviter la dégradation et s'assurer que le moule se remplit correctement.
⑧ Température de moulage élevée : Les matériaux PPA nécessitent des températures de moulage élevées pour s'assurer que les pièces adhèrent correctement et ne se déforment pas.
⑨ Refroidissement : Les matériaux PPA sont sensibles aux vitesses de refroidissement. Si vous les refroidissez trop vite, les pièces risquent de se déformer. Il peut être nécessaire de les refroidir lentement pour s'assurer que les pièces se forment correctement.
⑩ Démoulage : Les matériaux PPA ont tendance à coller aux moules. Il peut donc être nécessaire d'utiliser un agent de démoulage pour faciliter le démoulage de la pièce.
⑪ Traitement après moulage : Les matériaux PPA peuvent nécessiter un traitement supplémentaire après le moulage, comme le recuit ou le détensionnement, pour éliminer les contraintes internes et améliorer les performances de la pièce.
4. Exigences en matière de candidature :
① Environnement d'utilisation finale : Savoir à quoi servira la pièce permet de choisir le bon type de plastique et de concevoir le moule de manière à ce que la pièce fasse ce qu'elle est censée faire, par exemple ne pas se casser en cas de choc ou ne pas jaunir lorsqu'elle est exposée au soleil.
② Conformité réglementaire : Parfois, surtout si vous fabriquez des pièces pour des entreprises médicales ou automobiles, vous devez utiliser un plastique qui ne contient pas de substances nocives ou qui ne s'enflamme pas.
Fabrication de moulage par injection de PPA
Guide de fabrication du moulage par injection du PPA

Ressources pour Le guide complet de la fabrication de moules à injection PPA
Comment réaliser un moulage par injection de PPA : Un guide étape par étape
Le moulage par injection de PPA (polyphtalamide) est un processus complexe qui nécessite une planification minutieuse, une exécution précise et un équipement spécialisé. Vous trouverez ci-dessous un guide étape par étape pour vous aider à réaliser le moulage par injection de PPA :
1. Préparation des matières premières :
① Choisir des matières premières de haute qualité : Assurez-vous que la résine PPA est propre et sèche. C'est important pour obtenir les performances souhaitées.
② Séchage : Le PPA destiné au moulage par injection doit être séché jusqu'à ce que son taux d'humidité soit inférieur à 0,1%. La température de séchage habituelle est de 175°F, et le temps de séchage dépend de la quantité d'humidité. Il peut aller de 4 à 16 heures. Consultez la fiche technique du fournisseur de résine pour connaître le temps de séchage adéquat et vous assurer que vous procédez correctement.
2. Préparation du moule :
① Inspection et nettoyage du moule : La surface du moule doit être lisse et exempte de tout dommage ou substance susceptible de compromettre le processus de moulage.
② Sélection du matériau du moule : Le PPA ayant des propriétés de résistance aux températures élevées et à la corrosion, les matériaux de moulage doivent être choisis en conséquence, comme l'acier allié ou l'acier à outils pour le travail à chaud.
③ Conception du système de refroidissement : Veillez à ce qu'un système de refroidissement approprié soit intégré au moule, par exemple des canaux de refroidissement, pour permettre au moule de refroidir rapidement jusqu'à la température optimale de moulage et améliorer l'efficacité de la production.
3. Sélection et réglage de la machine d'injection :
① Type de machine : Lorsque vous choisissez une machine de moulage par injection, vous devez tenir compte des caractéristiques du plastique PPA ainsi que de la taille et de la forme du produit. Il existe trois types de machines : l'injection verticale, l'injection horizontale et l'injection rotative.
② Tonnage et système de contrôle : Assurez-vous que la pression d'injection et la force de serrage de la machine de moulage par injection répondent aux normes de moulage PPA. Il est recommandé d'utiliser un système de contrôle avancé pour la température, la vitesse d'injection et la pression.
4. Processus de moulage par injection :
① Contrôle de la température : Régler correctement les températures du moule et du plastique. La température de fusion du PPA se situe généralement entre 280°C et 320°C, tandis que la température du moule doit être d'au moins 135°C pour garantir une bonne cristallisation du produit et sa stabilité dimensionnelle.
② Pression et vitesse d'injection : Contrôlez la pression d'injection et la pression de maintien pour vous assurer que le moule est rempli uniformément et complètement, réduisant ainsi les défauts du produit. Ajustez la vitesse d'injection en fonction de la situation réelle.
③ Temps de cycle : Optimisez chaque cycle de moulage pour améliorer l'efficacité de la production et économiser de l'énergie. Le cycle de moulage comprend le temps d'injection, le temps de maintien, le temps de refroidissement et le temps d'éjection.
5. Post-traitement et inspection :
① Traitement de refroidissement : Veillez à refroidir et à solidifier le moule après l'avoir rempli afin d'éviter toute déformation ou contrainte. La durée du refroidissement dépend de l'épaisseur du produit final et de la température du moule.
② Traitement du démoulage : Utilisez les bons produits pour vous aider à démouler. Cela facilitera le démoulage et empêchera le moule de s'abîmer.
③ Inspection de la qualité : Inspecter l'apparence, les dimensions et les performances du produit moulé pour en vérifier la qualité.
Quels sont les avantages du moulage par injection de PPA ?
Le polyphtalamide (PPA) présente plusieurs avantages qui en font un matériau de choix pour le moulage par injection :
① Excellente résistance à la chaleur : Le PPA supporte très bien la chaleur. Il fond entre 295 et 325°C et peut supporter des déformations dues à la chaleur entre 280 et 300°C. C'est une excellente chose pour le moulage par injection, car cela signifie que vos produits resteront solides et fiables lorsque vous les utiliserez.
② Meilleures propriétés mécaniques : Le PPA présente une grande solidité, une grande dureté, une grande résistance à l'usure, une grande précision dimensionnelle, un faible gauchissement et une bonne stabilité, ce qui lui confère d'excellentes performances mécaniques au cours du processus de moulage par injection.
③ Résistance chimique : Le PPA reste solide au contact de l'essence, du diesel, de l'huile de moteur, des huiles minérales, des huiles de transformateur et d'autres fluides. Il continue à fonctionner parfaitement même lorsqu'il fait chaud. Cette résistance chimique empêche le PPA de se décomposer lorsque vous l'injectez dans les moules. Vos pièces durent donc plus longtemps et fonctionnent mieux.
④ Performance de traitement : Le PPA peut être traité à l'aide des techniques habituelles de moulage par injection et est facile à contrôler. Le processus d'injection du PPA est bien établi et, en contrôlant la température de la matière fondue, le temps de séjour dans le tonneau et la température du moule, vous pouvez obtenir les propriétés mécaniques souhaitées pour les pièces moulées.
⑤ Respect de l'environnement : Le PPA produit très peu de déchets lors de sa fabrication et est facile à recycler. De plus, le PPA se décompose naturellement, ce qui est bon pour l'environnement. Cet aspect est important pour le moulage par injection, car il nous aide à fabriquer des produits écologiques qui aident la planète.
⑥ Faible absorption d'humidité : Contrairement à d'autres plastiques, le PPA ne se mouille pas. Cela signifie qu'il conserve sa résistance même par temps humide.
⑦ Stabilité dimensionnelle : Le PPA est très stable, vous pouvez donc compter sur lui pour rester fidèle à la réalité pendant la fabrication. C'est un atout majeur lorsque vous fabriquez des pièces qui doivent s'emboîter parfaitement, comme des appareils médicaux ou des pièces mécaniques complexes.
⑧ Polyvalence de la conception : Les bonnes propriétés d'écoulement du PPA pendant le moulage par injection vous permettent de créer des modèles complexes. Cela signifie que vous pouvez fabriquer des pièces détaillées qui font exactement ce que vous voulez qu'elles fassent.
⑨ Coût-efficacité : Le PPA peut coûter plus cher que d'autres plastiques au départ, mais il en vaut la peine car il vous aide à fabriquer de meilleures pièces qui durent plus longtemps. Cela signifie moins de défaillances et moins de temps d'arrêt. En outre, vous pouvez fabriquer des pièces plus rapidement et de manière plus cohérente, ce qui peut vous faire économiser de l'argent à long terme.
Quels sont les inconvénients du moulage par injection de PPA ?
Les inconvénients de l'injection de PPA (polyphtalamide) moulure, similaire à l'injection générale moulage, comprennent plusieurs projets d'envergure défis :
① Coût plus élevé : Comparé à d'autres plastiques techniques couramment utilisés, le PPA est relativement cher. Bien qu'il offre un excellent rapport qualité-prix par rapport aux matériaux haute température plus coûteux tels que le PEI et le PEEK, il s'agit encore d'un matériau relativement nouveau et spécialisé. Il est donc plus coûteux que d'autres plastiques techniques plus couramment utilisés dans le moulage par injection. En outre, le choix de matériaux PPA est limité, car il s'agit d'un matériau relativement nouveau avec moins d'options disponibles pour des propriétés spécifiques.
② Température de fragilité élevée : Si le PPA a un point de fusion élevé, il a également une température de fragilité plus élevée. Dans des conditions proches de sa température de fragilité, le PPA peut être plus enclin à se fissurer ou à se casser. Par conséquent, il est essentiel de contrôler les taux de chauffage et de refroidissement pendant le processus de moulage par injection afin de minimiser l'impact négatif de la sensibilité thermique sur les caractéristiques de performance.
③ Résistance limitée aux UV : Le PPA présente une résistance aux UV relativement faible par rapport à d'autres plastiques techniques à hautes performances. L'exposition aux rayons UV peut provoquer des effets de vieillissement du plastique, tels que des changements de couleur et des craquelures en surface, qui peuvent endommager le produit. Cela limite l'utilisation du PPA dans les applications extérieures ou dans les régions fortement exposées aux UV.
④ Exigences élevées en matière de traitement : Le PPA nécessite des températures et des conditions de pression plus élevées au cours du processus de moulage par injection afin d'éviter un remplissage inégal du matériau, ce qui augmente la difficulté et le coût de la transformation. Il impose également des exigences plus élevées aux équipements de transformation.
⑤ Température de traitement élevée : Le PPA nécessite des températures de traitement élevées, et il peut être difficile d'atteindre et de maintenir ces températures.
⑥ Haute viscosité : Le PPA a une viscosité élevée, ce qui le rend difficile à traiter et peut entraîner une dégradation du matériau.
⑦ Absorption de l'humidité : Le PPA absorbe l'humidité, ce qui peut affecter ses propriétés mécaniques et électriques, en particulier dans les applications à parois minces. Bien que les changements de performance dus à l'absorption d'humidité ne soient pas aussi importants que pour le Nylon 6/6, il s'agit toujours d'un facteur à prendre en compte.
⑧ Limites de la conception : Comme pour toute pièce moulée par injection, la conception des composants PPA doit tenir compte de certains facteurs, tels que
- Utilisation d'angles et de rayons de dépouille pour faciliter l'éjection des pièces du moule
- Éviter les angles et les bords tranchants
- Contrôle de l'épaisseur des parois pour un refroidissement homogène
⑨ Coûts élevés des moisissures : Les moules pour les pièces moulées par injection de PPA peuvent être coûteux, en particulier lorsque des tolérances serrées et une grande précision sont requises. Le PPA est donc moins rentable pour la production de faibles volumes, car les coûts des moules ne peuvent pas être répartis sur un grand nombre de pièces.

Problèmes courants et solutions dans le moulage par injection de PPA
Les problèmes courants dans le moulage par injection de polyphtalamide (PPA) peuvent affecter de manière significative la qualité et la performance des pièces moulées. Il est essentiel de comprendre ces problèmes et leurs solutions pour optimiser les processus de production. Vous trouverez ci-dessous quelques problèmes courants et leurs solutions correspondantes.
1. Séchage insuffisant
Description du problème : Au cours du processus de moulage par injection des matériaux PPA, si le séchage n'est pas suffisant, la teneur en humidité peut parfois être trop élevée, ce qui se traduira par des défauts tels que des trous d'épingle et des stries argentées à la surface du produit, et réduira également les propriétés mécaniques du produit.
Solutions :
1. Contrôle du temps de séchage : veillez à ce que le matériau reste suffisamment longtemps dans le sèche-linge pour que les traces d'humidité soient éliminées.
2. Vérifier régulièrement l'effet de séchage : Il est nécessaire de quantifier l'effet de séchage en déterminant la teneur en humidité du matériau et d'ajuster rapidement les paramètres de séchage.
2. Flash et bavures
Description du problème : Les bavures sont généralement des matériaux supplémentaires indésirables causés par une fermeture incomplète du moule ou une pression d'injection excessive.
Solutions :
1. Ajuster l'espace de fermeture du moule : Assurez-vous que lorsque le moule est fermé, il n'y a pas d'espace entre les deux.
2. Réduire la pression d'injection : Réduire la pression d'injection au niveau approprié sans compromettre le moule du produit.
3. Vérifier l'usure des moules : Veillez à ce que les sections les plus susceptibles de s'user soient vérifiées fréquemment et, en cas d'usure, à ce qu'elles soient réparées ou remplacées dès que possible.
3. Bulles et air emprisonné
Description du problème : Les bulles et l'air emprisonné sont des imperfections résultant de l'incorporation de gaz dans la matière fondue ou d'une ventilation inadéquate du moule.
Solutions :
1. Améliorer les conditions de séchage du matériau : Réduire la teneur en humidité et en matières volatiles du matériau.
2. Optimiser la vitesse d'injection : il est conseillé d'utiliser la bonne vitesse d'injection afin que la chaleur de cisaillement produite ne soit pas trop élevée, ce qui entraînerait la libération du gaz.
3. Vérifier le système d'aération du moule : Vérifier que les orifices d'évacuation des moisissures sont bien dégagés et, si nécessaire, augmenter le nombre de canaux d'évacuation ou d'orifices d'évacuation de la respiration.

4. Lignes de soudure et marques d'écoulement
Description du problème : Les lignes de soudure et les marques d'écoulement sont des traces formées lorsque la matière fondue s'écoule et converge dans le moule, ce qui affecte l'aspect et la fonctionnalité du produit.
Solutions :
1. Optimiser la conception de la porte : La position et la taille de la porte doivent être suffisamment réalistes pour permettre à la matière fondue de prendre la forme requise dans le moule et, en même temps, la porte doit permettre à la matière fondue de remplir le moule aussi rapidement que possible.
2. Augmenter la pression et la vitesse d'injection : Comme pour les méthodes d'injection, il est nécessaire d'augmenter la pression et la vitesse d'injection de manière appropriée afin de maintenir une qualité de produit constante accompagnée d'une augmentation du flux de matière fondue.
3. Ajuster la température du moule : Augmenter la température du moule de manière adéquate afin d'améliorer les caractéristiques d'écoulement de la matière fondue ainsi que la fusion.
5. Déformation et gauchissement
Description du problème : La distorsion et le gauchissement sont des transformations de forme dues à des différentiels de contraintes internes qui se développent au cours du processus de solidification.
Solutions :
1. Optimiser la conception du moule : Concevoir raisonnablement le système de refroidissement et le mécanisme d'éjection du moule pour assurer un refroidissement uniforme et un démoulage en douceur du produit.
2. Ajuster la température du moule et les paramètres du processus d'injection : Il est également nécessaire de réduire les contraintes internes du produit en tempérant le moule et en modifiant les paramètres d'injection, notamment la pression, la vitesse, le temps d'injection, etc.
Quelles sont les applications du moulage par injection de PPA ?
Le moulage par injection de PPA (polyphtalamide) est un procédé performant et polyvalent utilisé dans de nombreuses industries. En raison des propriétés uniques du PPA, telles que sa grande solidité, sa résistance à la chaleur, sa stabilité chimique et son excellente isolation électrique, il s'agit d'un matériau de choix pour la production de composants complexes et exigeants. Les principaux domaines d'application sont décrits ci-dessous :
1. Industrie aérospatiale
Le PPA est largement utilisé dans l'industrie aérospatiale en raison de sa légèreté, de sa grande solidité, de sa résistance à la chaleur et de son inertie chimique. Il est utilisé pour produire des composants d'aéronefs et d'engins spatiaux de haute précision et soumis à des contraintes élevées, notamment :
- Composants aéronautiques : Le PPA est utilisé dans la structure et l'intérieur des avions, comme les vis, les écrous, les fixations et les boîtiers, ce qui garantit un fonctionnement stable à long terme dans des conditions difficiles.
- Pièces pour moteurs de fusée : La résistance à la chaleur du PPA le rend approprié pour les pièces des moteurs de fusée qui doivent résister à des environnements extrêmes.
- Équipement de satellite : Le PPA, léger et durable, est utilisé pour fabriquer des composants de satellites, ce qui améliore les performances et la durabilité de l'équipement.
2. Industrie automobile
La grande résistance mécanique, la stabilité thermique et la résistance à la corrosion du PPA en font un produit largement utilisé dans l'industrie automobile. Il est utilisé pour :
- Composants du moteur et du système d'alimentation en carburant : Réservoirs et tuyaux de carburant, pièces du système d'admission et supports de moteur, le PPA résiste aux températures élevées et aux liquides corrosifs, ce qui garantit des performances fiables à long terme.
- Connecteurs électriques : La résistance à la chaleur et l'excellente isolation électrique du PPA en font un matériau largement utilisé dans les connecteurs électriques automobiles et les boîtiers des unités de contrôle électronique.
- Structures de carrosserie et intérieurs : Le PPA, en tant que substitut de métal léger, réduit le poids des véhicules et améliore l'efficacité énergétique et l'esthétique.
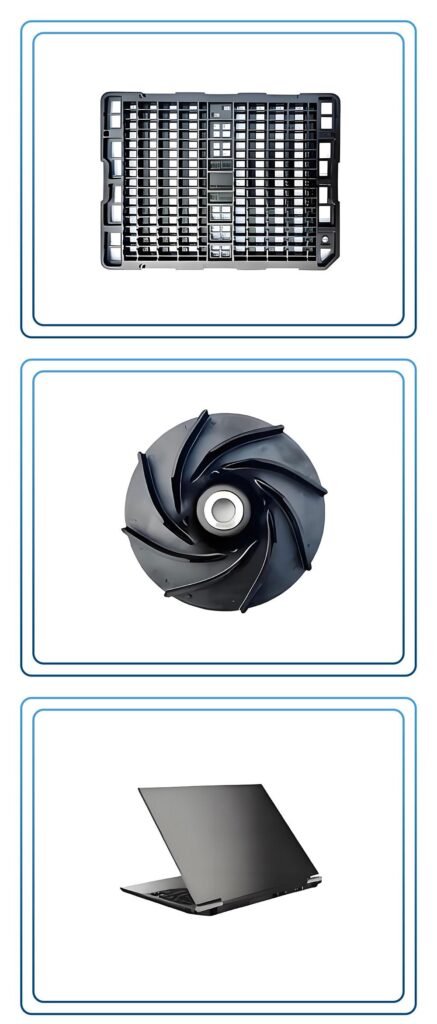
- Bagues d'usure pour pompes : Les matériaux PPA sont résistants à l'usure et adaptés aux environnements difficiles. Ils sont idéaux pour les pompes automobiles et autres systèmes de transmission de puissance exigeants.
3. Industrie électronique et électrique
L'excellente isolation électrique, la stabilité dimensionnelle et la résistance à la chaleur du PPA en font un matériau largement utilisé dans la fabrication d'équipements électroniques et électriques. Les applications comprennent
- Boîtiers et connecteurs électriques : Tels que les boîtiers de phares, les interrupteurs et d'autres composants électriques travaillant dans des environnements à haute température, assurant un fonctionnement normal sous contrainte thermique.
- Produits d'éclairage et d'affichage LED : La résistance à la chaleur du PPA joue un rôle crucial dans la fabrication d'éclairages et d'écrans LED, qui exigent des performances électriques.
- Supports et cartes de circuits imprimés : Le PPA est utilisé pour produire des structures de support et des connecteurs de haute performance dans les cartes de circuits imprimés, assurant ainsi la stabilité opérationnelle à long terme de l'équipement.
4. Équipement industriel
La robustesse, la durabilité et la stabilité chimique du PPA en font un matériau bien adapté aux équipements industriels. Les applications les plus courantes sont les suivantes
- Pompes, vannes et pièces mécaniques : Les pompes et les vannes fabriquées en PPA offrent une excellente résistance à l'usure et aux produits chimiques, ce qui les rend idéales pour une utilisation à long terme dans des environnements difficiles.
- Gazoducs et tuyauteries industrielles : La résistance à la corrosion chimique du PPA le rend approprié pour les gazoducs, les conduites chimiques et les systèmes de vannes dans les industries.
- Roulements et engrenages : Dans les équipements rotatifs à haute charge et à grande vitesse, les matériaux PPA réduisent efficacement le frottement et prolongent la durée de vie des pièces.

5. Dispositifs médicaux
La biocompatibilité et la stabilité du PPA en font un matériau idéal dans le domaine médical, notamment pour la production des dispositifs suivants :
- Implants médicaux et instruments chirurgicaux : Le PPA est largement utilisé dans les prothèses articulaires, les implants dentaires et les instruments chirurgicaux, répondant aux exigences strictes en matière de biocompatibilité et de durabilité.
- Appareils de diagnostic : Les matériaux PPA sont fiables et précis. Ils sont utilisés dans les équipements de diagnostic de haute précision pour garantir l'exactitude dans des conditions variables.
- Systèmes d'administration de médicaments : Les dispositifs d'administration de médicaments fabriqués par PPA permettent un contrôle précis du dosage, garantissant l'efficacité des traitements médicaux.
6. Produits de consommation
La durabilité, la stabilité dimensionnelle et la résistance à l'humidité du PPA en font un produit largement utilisé dans la fabrication de produits de consommation courante :
- Appareils électroménagers et électroniques : Composants clés d'appareils tels que les machines à laver, les micro-ondes et les fours. La résistance à la chaleur et la résistance mécanique du PPA prolongent considérablement la durée de vie des appareils ménagers.
- Articles de sport : La légèreté et la grande résistance du PPA en font un matériau idéal pour la production d'équipements sportifs de haute performance tels que les raquettes de tennis et les skis.
7. Industrie chimique
La résistance du PPA à la corrosion chimique le rend utile dans l'industrie chimique, en particulier pour la fabrication d'équipements et de pièces liés au traitement chimique :
- Pipelines et vannes chimiques : Le PPA est utilisé dans les tuyauteries et les vannes des équipements de traitement chimique pour résister aux substances corrosives, garantissant ainsi la sécurité et la stabilité de la production chimique.
- Réacteurs et connecteurs de tuyaux de combustible : Le PPA est utilisé dans les réacteurs et les connecteurs de tuyaux de combustible dans des environnements à haute pression au sein de l'industrie chimique, garantissant un traitement stable et sûr.

Qu'est-ce que le moulage par injection de pignons en plastique et quels matériaux fonctionnent le mieux ?
Key Takeaways – Ejector pins are the mechanical components that push finished parts out of the mold cavity after cooling, and their design directly impacts part quality and cycle time.

What Causes Injection Molding Warpage and How Can You Fix It?
Key Takeaways – Warpage occurs when differential shrinkage creates internal stresses that bend or twist a molded part after ejection. – The top causes include uneven cooling, inconsistent wall thickness,
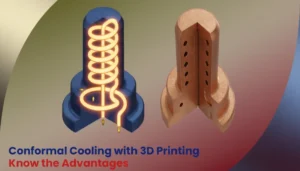
How Can 3D Printing Create Metal Casting Molds Faster and Cheaper?
Key Takeaways – 3D printing enables rapid creation of metal casting molds and patterns in days instead of weeks, cutting prototype lead time by 50–80%. – Common 3D printing methods
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

