 Skip to content
Skip to content 
Moulage par injection de PEI
Le PEI est un thermoplastique haute performance couramment utilisé dans le moulage par injection en raison de ses excellentes propriétés.

Ressources pour Le guide complet du moulage par injection de PEI
Qu'est-ce que l'IPE ?

Le PEI est un plastique haute performance qui conserve sa stabilité exceptionnelle lorsqu'il est chauffé. Il est également très résistant et ne se casse pas facilement. Il ne craint pas non plus les produits chimiques. Il ne craint pas non plus l'électricité.
Les gens utilisent le PEI lorsqu'ils ont besoin de quelque chose de très solide et qui ne se casse pas facilement. Le PEI peut supporter des températures très élevées. Il peut supporter des températures allant jusqu'à 200°C pendant un certain temps. Il peut supporter des températures allant jusqu'à 180°C pendant une longue période.
Le PEI a la particularité de rester solide et de ne pas se briser à la chaleur. Le PEI est utilisé dans les avions, les voitures, l'électronique et le matériel médical.
Le PEI est un type de plastique composé de polyéther et de groupes imides. Les groupes imides permettent au PEI de supporter la chaleur, les produits chimiques et l'électricité. Les groupes polyéthers rendent le PEI si résistant et capable d'encaisser les coups.
Quelles sont les caractéristiques du polyétherimide (PEI) ?
Le PEI (polyétherimide) possède de nombreux atouts qui lui permettent d'être utilisé dans de nombreux domaines :
1. Stabilité à haute température
La résine PEI est idéale pour les pièces qui doivent être utilisées dans des environnements à haute température, car elle conserve ses performances mécaniques élevées et sa stabilité dimensionnelle à haute température. Le PEI a une température de transition vitreuse (Tg) allant jusqu'à 217°C et une température de déviation thermique (HDT) allant jusqu'à 210°C, ce qui lui permet de conserver ses excellentes propriétés mécaniques à haute température. Le PEI peut être utilisé en continu à des températures allant jusqu'à 200°C (392°F) et peut supporter une exposition de courte durée à des températures allant jusqu'à 250°C (482°F).
2. Propriétés mécaniques exceptionnelles
Le PEI est un matériau solide, rigide et résistant à l'usure, parfait pour les applications nécessitant des matériaux robustes et durables. Il présente une résistance à la traction, une dureté, une résistance aux chocs et un module de flexion élevés. Il peut supporter une résistance à la traction de 100 MPa, une limite d'élasticité de 85 MPa et un module d'élasticité de 3,2 GPa, ce qui en fait un matériau idéal pour les applications nécessitant résistance et rigidité. Le PEI est également indéformable à haute température et présente une bonne résistance au fluage sur une large plage de températures.
3. Résistance aux produits chimiques
Le PEI résiste bien à de nombreux produits chimiques, notamment à une variété de solvants organiques, d'acides et de bases. Il peut résister à la corrosion causée par une large gamme de produits chimiques, notamment les hydrocarbures aromatiques, les hydrocarbures chlorés, les hydrocarbures aliphatiques, les esters et les cétones. Le PEI convient donc parfaitement aux applications nécessitant une forte résistance chimique.

4. Propriétés électriques exceptionnelles
La résine PEI est idéale pour l'électronique car elle isole et résiste aux radiations. Sa constante diélectrique est faible et sa rigidité diélectrique élevée, de sorte qu'elle isole bien à différentes températures et fréquences. Elle résiste également aux radiations électroniques, ce qui la rend idéale pour les endroits soumis à des radiations nucléaires ou électroniques.
- Rigidité diélectrique : 20-30 kV/mm (500-750 V/mil)
- Résistivité volumique : 10^14-10^15 ohm-cm
- Résistivité de la surface : 10^12-10^13 ohm/square
5. La transparence
Le PEI présente une bonne clarté optique et peut être utilisé dans des applications nécessitant des matériaux transparents. Avec une transmission de la lumière allant jusqu'à 90%, le PEI convient aux applications où la transparence est importante, comme les fenêtres des appareils optiques, les écrans et les lentilles. Il est transparent, ce qui permet de voir à travers lui et de protéger les objets.
6. Faible absorption d'humidité
Le PEI a une très faible absorption d'humidité, ce qui signifie qu'il n'absorbe pas vraiment l'eau ou ne gonfle pas dans des conditions d'humidité différentes, de sorte que ses propriétés physiques et mécaniques restent stables. Il conserve donc ses propriétés physiques et mécaniques. C'est une bonne chose pour les applications qui nécessitent que le matériau reste le même à différents niveaux d'humidité.
7. Résistance à la flamme
Le PEI est intrinsèquement ignifuge, ce qui signifie qu'il s'arrête de brûler de lui-même une fois que la source de la flamme est supprimée et qu'il ne continue pas à brûler. Le PEI répond à diverses normes et certifications de résistance à la flamme, ce qui le rend parfait pour les applications nécessitant un retardateur de flamme élevé, comme les boîtiers d'appareils électroniques et les matériaux de construction.
8. Capacité de traitement
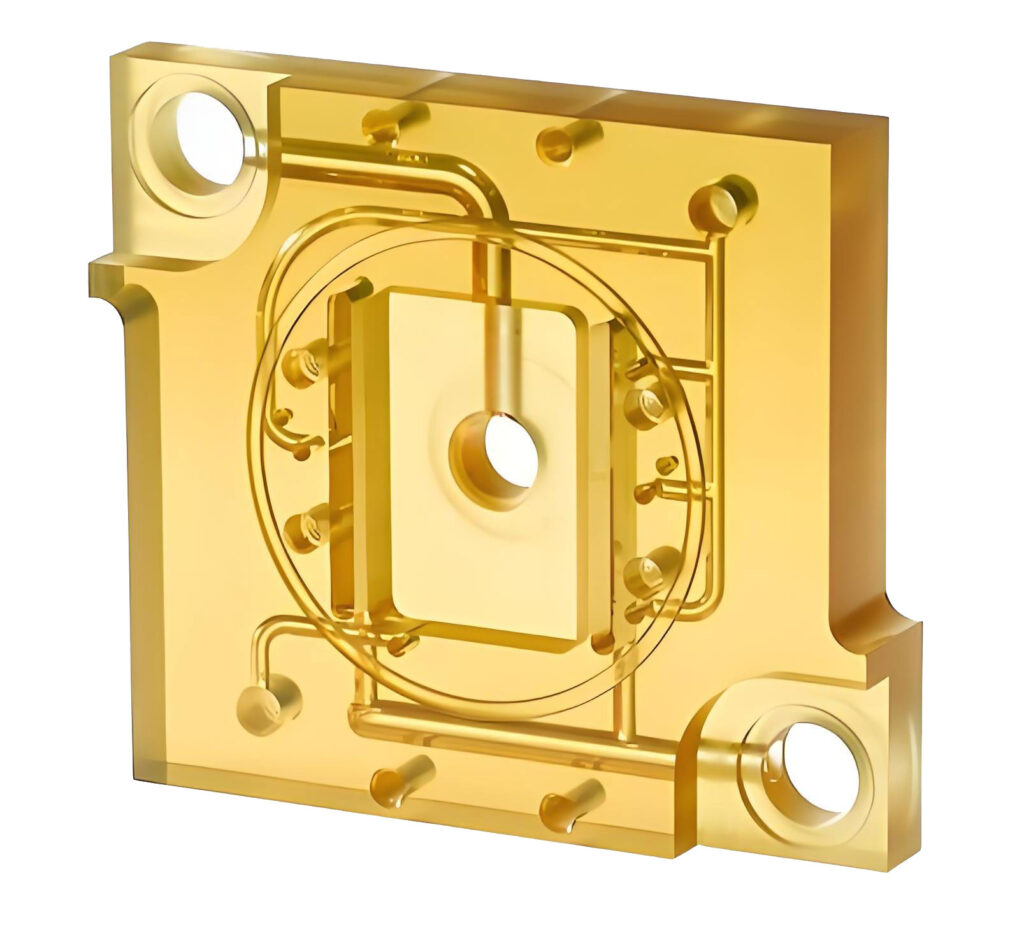
Le PEI peut être transformé par des méthodes telles que le moulage par injection, l'extrusion, le pressage à chaud et l'usinage dans des conditions appropriées, bien qu'il nécessite des températures de transformation élevées. Les composants PEI transformés peuvent atteindre une bonne précision dimensionnelle et une bonne finition de surface, ce qui les rend adaptés à la production de formes complexes et de pièces de haute précision.
Quelles sont les propriétés du PEI ?
| Propriété | Métrique | Anglais |
|---|---|---|
| Densité | 0,0500 - 1,90 g/cc | 0,00181 - 0,0686 lb/in³ |
| Contenu de remplissage | 5.00 - 50.0 % | 5.00 - 50.0 % |
| Absorption de l'eau | 0.0150 - 1.30 % | 0.0150 - 1.30 % |
| Absorption d'humidité à l'équilibre | 0.000 - 1.30 % | 0.000 - 1.30 % |
| Absorption d'eau à saturation | 0.100 - 2.90 % | 0.100 - 2.90 % |
| Chargement des additifs | 10.0 - 40.0 % | 10.0 - 40.0 % |
| Taille des particules | 15,0 µm | 15,0 µm |
| Viscosité |
3,00 - 87,0 cP Température 220 - 360 °C |
3,00 - 87,0 cP Température 220 - 360 °C |
|
3,00 - 87,0 cP Charge 2,16 - 10,0 kg |
3,00 - 87,0 cP Charge 2,16 - 10,0 kg | |
| Teneur en eau maximale | 0.02 | 0.02 |
| Retrait linéaire du moule | 0,000 - 0,0230 cm/cm | 0,000 - 0,0230 in/in |
| Retrait linéaire du moule, transversal | 0,00100 - 0,0240 cm/cm | 0.00100 - 0.0240 in/in |
| Flux de fusion | 1,80 - 113 g/10 min | 1,80 - 113 g/10 min |
| Résistance à la traction, ultime | 1,00 - 650 MPa | 145 - 94300 psi |
| Résistance à la traction, limite d'élasticité | 20,0 - 255 MPa | 2900 - 37000 psi |
| Allongement à la rupture | 0.500 - 110 % | 0.500 - 110 % |
| Résistivité électrique | 0,0500 - 1,00e+18 ohm-cm | 0,0500 - 1,00e+18 ohm-cm |
| Résistance de surface | 1,00 - 5,80e+16 ohm | 1,00 - 5,80e+16 ohm |
| Constante diélectrique | 2.52 - 6.80 | 2.52 - 6.80 |
| Rigidité diélectrique | 4,33 - 244 kV/mm | 110 - 6200 kV/in |
| Transmission, visible | 58.0 - 90.0 % | 58.0 - 90.0 % |
| Température de traitement | 60.0 - 410 °C | 140 - 770 °F |
| Température de la buse | 173 - 421 °C | 343 - 790 °F |
| Température de l'adaptateur | 270 - 335 °C | 518 - 635 °F |
| Température de la matrice | 260 - 360 °C | 500 - 680 °F |
| Température de fusion | 107 - 427 °C | 225 - 801 °F |
| Température de la tête | 290 - 360 °C | 554 - 680 °F |
| Température du moule | 37.8 - 399 °C | 100 - 750 °F |
| Température de séchage | 60.0 - 152 °C | 140 - 305 °F |
| Teneur en eau | 0.0200 - 0.0400 % | 0.0200 - 0.0400 % |
| Point de rosée | -28.9 °C | -20.0 °F |
| Pression d'injection | 82,7 - 124 MPa | 12000 - 18000 psi |
Comparaison du PEI avec d'autres matériaux de moulage par injection à haute température
Lorsqu'il s'agit de plastiques moulés par injection à haute température, le polyétherimide (PEI) est comparé à d'autres matériaux haute performance tels que le polyétheréthercétone (PEEK), le polyphénylsulfone (PPSU), le polyimide (PI), le polymère à cristaux liquides (LCP), le polyphtalamide (PPA) et le polyamide 46 (PA46). Voici une comparaison détaillée de ces matériaux pour vous aider à déterminer celui qui convient le mieux à vos besoins d'application spécifiques.

1. Polyétherimide (PEI)
Le PEI est un plastique de haute performance connu pour sa résistance thermique supérieure, conservant sa fonctionnalité à des températures allant jusqu'à 170°C, avec une résistance à court terme atteignant 200°C. Il offre une résistance mécanique et une ténacité excellentes et se distingue dans l'isolation électrique. Le PEI offre une bonne résistance chimique, mais il est moins résistant aux acides et aux bases fortes. Il est largement utilisé dans des applications exigeantes telles que l'électronique, l'aérospatiale, l'automobile et les appareils médicaux, où une résistance élevée et une stabilité thermique sont essentielles.

2. Polyétheréthercétone (PEEK)
Le PEEK est un autre matériau haute température qui présente une excellente stabilité thermique et une bonne résistance chimique. Il est cependant plus cher que le PEI. Le PEEK a un point de fusion légèrement plus élevé (343°C contre 334°C) mais offre une meilleure résistance aux chocs et une couleur plus uniforme.
Le PEEK (polyétheréthercétone) est largement utilisé dans des secteurs tels que l'aérospatiale, le médical, l'automobile et l'électronique, principalement en raison de son excellente résistance aux températures élevées, à la corrosion et à la solidité.

3. Polyphénylsulfone (PPSU)
Le PPSU est un matériau qui fonctionne bien à haute température, avec une plage de fonctionnement d'environ 180°C, soit un peu plus que le PEI. Il est résistant et solide à haute température, mais pas autant que le PEEK. Il est très résistant à l'eau et à la plupart des produits chimiques, mais peut ne pas être aussi résistant à certains produits chimiques que le PEI.
Le PPSU (polyphénylsulfone) est principalement utilisé dans les dispositifs médicaux, les bouteilles de boissons et les emballages alimentaires en raison de son excellente résistance aux températures élevées, à la corrosion chimique et aux chocs.

4. Polyimide (PI)
Le PI est un matériau haute température doté d'une excellente stabilité thermique et d'une excellente résistance chimique. Cependant, il est plus cher et plus difficile à traiter. Bien que le PEI ait un point de fusion plus bas (334°C) que le PI, il présente une meilleure résistance aux chocs et une couleur plus uniforme, ce qui en fait un choix plus pratique pour de nombreuses applications.
Le PI est souvent utilisé dans des applications qui requièrent des températures extrêmement élevées et une isolation électrique importante, comme les composants électroniques et les pièces aérospatiales.

5. Polymère à cristaux liquides (LCP)
Le LCP est un matériau de haute performance qui peut être utilisé pendant longtemps à des températures allant jusqu'à 250°C, comme le PEI. Le LCP est plus rigide et plus résistant à haute température que le PEI. Sa résistance chimique est similaire à celle du PEI, mais il peut être plus résistant à certains produits chimiques. Le LCP est utilisé dans l'électronique et les circuits imprimés à haute fréquence lorsque l'on a besoin d'un matériau très rigide et stable.
Le LCP est généralement utilisé dans l'électronique, les connecteurs électriques, les circuits imprimés à haute fréquence et les pièces automobiles.

6. Polyphtalamide (PPA)
Le PPA a une température d'utilisation à long terme d'environ 200°C, supérieure à celle du PEI (170°C). Il présente une bonne résistance à la traction et à l'usure, souvent comparable à celle du PEI, mais avec certains avantages dans des conditions spécifiques. Le PPA résiste mieux aux graisses et aux solvants que le PEI, bien que ce dernier puisse avoir une meilleure résistance à d'autres produits chimiques. Le PPA est utilisé dans les pièces automobiles, les produits électroniques et les équipements industriels, en particulier lorsque la stabilité à haute température et la résistance chimique sont importantes.

7. Polyamide 46 (PA46)
Le PA46 peut supporter des températures d'utilisation à long terme allant jusqu'à 210°C, soit un peu plus que les 170°C du PEI. Sa résistance et sa rigidité sont similaires à celles du PEI, mais sa résistance à l'usure est meilleure. Le PA46 résiste mieux aux graisses et aux carburants que le PEI, mais peut être moins résistant à certains produits chimiques.
Le PA46 est couramment utilisé dans les pièces de moteurs automobiles, les systèmes de transmission et les composants mécaniques à forte charge, ce qui le rend idéal pour les applications nécessitant une résistance et une stabilité thermique élevées.
8. Avantages du PEI par rapport à d'autres matériaux haute température :
① Point de fusion : Le PEI a un point de fusion plus élevé que beaucoup d'autres matériaux à haute température, il est donc adapté aux traitements à haute température.
② Meilleure résistance aux chocs : Le PEI résiste beaucoup mieux aux chocs que d'autres matériaux haute température, et constitue donc un meilleur choix pour les pièces susceptibles d'être heurtées ou secouées.
③ Couleur uniforme : Le PEI permet d'obtenir une couleur plus homogène que de nombreux autres matériaux haute température. Il s'agit donc d'un excellent choix lorsque vous vous souciez de l'aspect de vos pièces.
④ Couleur uniforme : Le PEI permet d'obtenir une couleur plus homogène que de nombreux autres matériaux haute température. Il s'agit donc d'un excellent choix lorsque vous vous souciez de l'aspect de vos pièces.
Le PEI peut-il être moulé par injection ?
Il est tout à fait possible de mouler par injection du PEI (polyétherimide). En fait, le moulage par injection est une méthode très répandue pour fabriquer des pièces et des objets en PEI.
Le PEI a un point de fusion élevé, ce qui peut le rendre difficile à mouler par injection. Mais les machines de moulage par injection modernes et la conception des moules ont beaucoup évolué pour répondre aux besoins spécifiques du PEI.

Le PEI est un thermoplastique de haute performance connu pour ses excellentes propriétés, ce qui le rend approprié pour le moulage par injection, tel que :
① Haute résistance à la chaleur : La température de transition vitreuse du PEI d'environ 217°C (423°F) le rend adapté aux applications exposées à des températures élevées.
② Résistance chimique : La résistance du PEI à divers produits chimiques le rend idéal pour les environnements difficiles.
③ Résistance mécanique : Le PEI offre une résistance à la traction, un module et une résistance aux chocs élevés, ce qui lui confère d'excellentes performances mécaniques.
④ Résistance à la flamme : Le PEI possède des propriétés ignifuges intrinsèques, conformes aux indices d'inflammabilité UL94 V-0, V-2 et 5VA.
⑤ Stérilisable : Le PEI peut être stérilisé, ce qui le rend adapté aux applications médicales.
Quelles sont les conditions de base pour le moulage par injection de PEI ?
Le PEI est un plastique très performant qui résiste très bien aux températures élevées, à la corrosion et à la fatigue. Pour fabriquer des pièces en PEI, il faut le faire fondre et le couler dans des moules. Voici ce qu'il faut savoir pour fabriquer de bonnes pièces en PEI :
① Température du moule : 150-200°C (302-392°F). Maintenir la température du moule dans cette plage pour un bon remplissage et une bonne éjection des pièces.
② Température d'injection : 350-400°C (662-752°F). Veillez à ce que la température d'injection se situe dans cette plage afin que le matériau PEI fonde et s'écoule correctement.
③ Pression d'injection : 100-200 bar (1450-2900 psi). La pression d'injection doit se situer dans cette plage pour garantir que la cavité du moule se remplit et se tasse correctement.
④ Vitesse d'injection : 50-100 mm/s (2-4 in/s). Veillez à ce que votre vitesse d'injection soit comprise entre ces deux valeurs afin de remplir et d'éjecter correctement votre pièce.
⑤ Temps de refroidissement : 10-30 secondes. Veillez à maintenir le temps de refroidissement dans cette fourchette afin que la pièce puisse refroidir et durcir.
⑥ Température d'éjection : 100-150°C (212-302°F). Veillez à ce que la température d'éjection se situe dans cette plage afin que la pièce sorte du moule dans le bon sens.
⑦ Matériau du moule : Acier ou aluminium. Choisissez le matériau du moule en fonction des exigences spécifiques de la pièce et du matériau PEI.
⑧ Conception du moule : Le moulage par injection de PEI permet de réaliser des formes et des conceptions complexes, mais la conception du moule doit être adaptée à la pièce et au matériau spécifiques.
⑨ Emplacement de l'obturateur : Placez le portillon à l'endroit où il aidera la pièce à se remplir et à sortir du moule.
⑩ Ventilation : Il est important d'avoir une bonne ventilation pour s'assurer que vous remplissez et éjectez correctement. Vous devez disposer d'évents qui permettent à l'air et aux gaz de s'échapper lors de l'injection.
⑪ Système de refroidissement : Assurez-vous que le système de refroidissement est conçu pour refroidir et polymériser correctement la pièce.
⑫ Sélection du matériau : Vous devez choisir le matériau PEI en fonction de ce dont vous avez besoin pour votre pièce. Vous devez tenir compte de la température de la pièce, des produits chimiques auxquels elle est exposée et de sa résistance.
Fabrication de moulage par injection de PEI
Guide de fabrication du moulage par injection du PEI
Ressources pour Le guide complet de la fabrication du moulage par injection de PEI
Comment réaliser un moulage par injection de PEI : Un guide étape par étape
Le processus de moulage par injection du PEI (polyétherimide) comporte plusieurs étapes clés pour garantir la production de pièces de haute qualité capables de résister à des conditions extrêmes :
1. Conception du moule :
Concevoir et fabriquer le moule, y compris les cavités, les portes et les systèmes d'écoulement.
2. Sélection des matériaux :
Choisissez le matériau PEI adapté à votre application. Pensez à la façon dont il supporte les températures élevées, les produits chimiques et sa résistance.
3. Préparation du matériel :
Le PEI est hygroscopique, c'est-à-dire qu'il absorbe l'humidité, ce qui peut dégrader ses performances. Il doit donc être soigneusement séché avant d'être transformé. Les produits non remplis doivent être séchés à 150°C pendant environ 4 heures, tandis que les produits remplis peuvent nécessiter jusqu'à 6 heures.
4. Configuration de la machine
a. Réglages de la température : La machine de moulage par injection doit être réglée à des températures très élevées. La température de fusion typique du PEI est comprise entre 350°C et 410°C, tandis que la température du moule devrait idéalement se situer entre 150°C et 180°C.
b. Pression d'injection : les pressions d'injection sont généralement comprises entre 100 et 200 MPa (700 et 1500 bar), en fonction de la conception de la pièce et des conditions de traitement.
5. Processus d'injection
a. Vitesse d'injection : il est préférable d'injecter rapidement pour remplir le moule rapidement. Remplissez le système de canaux en 0,5 à 1,5 seconde, puis remplissez la cavité en 1 à 5 secondes.
b. Maintien et conditionnement : Après avoir rempli le moule, vous devez maintenir le matériau sous pression pour vous assurer que la pièce est bien emballée. La durée du maintien dépend de la taille de la porte. Des portes plus grandes nécessitent des temps de maintien plus longs.
6. Refroidissement :
Laissez le PEI refroidir et durcir dans le trou du moule. Le temps de refroidissement dépend de l'épaisseur des parois de la pièce et de la nature du matériau. En règle générale, il faut compter entre 15 et 20 secondes pour chaque dixième de pouce d'épaisseur de paroi.
7. Expulsion :
Une fois la pièce suffisamment refroidie, il faut l'éjecter du moule. Le système d'éjection doit être conçu de manière à ne pas endommager la pièce.
8. Post-traitement :
En fonction de l'application, il peut être nécessaire d'effectuer d'autres opérations sur la pièce, telles que l'usinage, la peinture ou l'assemblage avec d'autres pièces.

Quelles sont les précautions à prendre pour le moulage par injection de PEI ?
Le moulage par injection du polyétherimide (PEI) exige une grande prudence. Il s'agit d'un processus de haute technologie. Il faut tenir compte du matériau et de la machine. Voici quelques points à surveiller lors du moulage par injection de PEI :
1. Choisir le bon moule et la bonne machine de moulage par injection :
Le PEI ayant un point de fusion élevé, vous avez besoin de machines et de moules de moulage par injection à haute température et à haute pression. Vous pouvez utiliser de l'acier rapide et du carbure de tungstène pour les moules qui fonctionnent avec le PEI.
2. Contrôle de la vitesse et de la pression d'injection :
Si vous injectez trop vite ou avec trop de pression, le plastique peut se casser ou ne pas bien s'écouler, ce qui gâchera vos pièces. Vous devez contrôler la vitesse d'injection et la pression utilisée en fonction du type de plastique utilisé et de la forme de votre moule pour obtenir de bonnes pièces. Il faut bien contrôler la pression tout au long du processus de moulage pour s'assurer que le plastique remplit bien le moule et qu'il se tasse bien.

3. Concevoir correctement le système de refroidissement :
Le PEI a une température de cristallisation et une conductivité thermique élevées. Il faut donc un bon système de refroidissement pour réduire la cristallinité et les contraintes thermiques. Les méthodes de refroidissement les plus courantes sont le refroidissement à l'eau, le refroidissement à l'air et le refroidissement au gaz. Choisissez la méthode de refroidissement en fonction de vos besoins spécifiques.
4. Garantir l'exactitude des dimensions du produit et la qualité de la surface :
La précision dimensionnelle et la qualité de la surface des produits en PEI ont un impact important sur leur fonctionnement. Veillez à contrôler la précision dimensionnelle et la qualité de la surface lorsque vous les fabriquez, et réparez tout ce qui doit l'être pour vous assurer qu'ils fonctionnent correctement.
5. Sélectionner l'indice de fusion approprié :
Les différentes qualités de PEI ont des plages d'indice de fusion différentes. Choisissez l'indice de fusion en fonction des exigences spécifiques de votre produit pour vous assurer qu'il est performant et esthétique.
6. Traitement de séchage :
Le PEI aime absorber l'humidité, ce qui peut nuire à votre moulage et aux performances de votre matériau. Assurez-vous que vos granulés de PEI sont parfaitement secs avant de les traiter. Vous ne voulez pas de défauts. Je vous recommande de pré-sécher votre PEI dans un séchoir à air chaud pendant au moins 4 heures. Veillez à ce que le séchage soit complet afin d'éviter la formation de bulles, de défauts de surface ou une réduction de la résistance lors du moulage.
7. Contrôle de la température de traitement :
Le PEI a un point de fusion élevé. Vous devez donc fixer une température de traitement appropriée pour faire fondre le matériau de manière adéquate. En règle générale, la température de traitement doit être supérieure à 360 °C. Mais ne le surchauffez pas, vous risqueriez de le dégrader ou d'en changer la couleur. Tout au long du processus de moulage, vous devez maintenir un contrôle précis de la température pour vous assurer que le PEI fond et s'écoule correctement. Pour le moulage par injection du PEI, la température du moule se situe généralement entre 120 °C et 180 °C. La bonne température du moule permet de contrôler le rétrécissement et le refroidissement du produit, ce qui améliore l'apparence et la précision des dimensions.
8. Conception des moules :
Le moule doit être doté d'un bon système de ventilation pour éviter les bulles et les brûlures. Compte tenu de la grande fluidité du PEI, la conception du moule doit minimiser la distance d'écoulement et les angles vifs pour réduire les contraintes d'écoulement et éviter les fissures.
9. Ventilation :
Veillez à ce que le moule soit correctement ventilé afin que l'air et les gaz ne soient pas piégés dans les pièces.
10. Temps d'attente :
Le temps de maintien est le temps pendant lequel vous maintenez la pression après avoir injecté le plastique pour compenser le rétrécissement. Vous devez maintenir la pression suffisamment longtemps pour éviter tout défaut de surface ou problème dimensionnel dû au retrait.

11. Système de refroidissement :
Concevoir un système de refroidissement qui permette de refroidir efficacement les pièces en PEI, en évitant qu'elles ne se déforment ou ne se rétractent.
12. Post-traitement :
Certaines pièces en PEI peuvent nécessiter un recuit pour éliminer les contraintes internes, en particulier si elles sont épaisses ou de forme complexe. Assurez-vous que la surface est propre et exempte de graisse avant de procéder à la finition ou au collage après le traitement.
13. Sécurité de l'opérateur :
Lorsque vous travaillez avec des matériaux PEI à haute température, veillez à porter l'équipement de protection adéquat, comme des gants et des lunettes résistants à la chaleur. Veillez également à une bonne ventilation de votre espace de travail afin d'éviter d'inhaler des fumées nocives.
Quels sont les avantages du moulage par injection de PEI ?
Le moulage par injection de PEI offre de nombreux avantages. Il résiste à des températures élevées et possède d'excellentes propriétés mécaniques. Voici quelques-uns de ses principaux avantages :

1. Caractéristiques de haute performance : Le PEI (polyétherimide) est très résistant, solide et rigide, ce qui le rend idéal pour la fabrication de pièces de précision. Le PEI est idéal pour les pièces de voitures, d'avions et d'autres objets qui doivent être très résistants.
2. Résistance aux températures élevées : Le PEI peut supporter la chaleur, avec une température de travail continue allant jusqu'à 170°C et une température de déviation de la chaleur comprise entre 200°C et 210°C. Il reste solide à des températures élevées, convient à une utilisation à long terme à 160-180°C, et peut supporter de brèves poussées jusqu'à 200°C.
3. Efficacité de la transformation : Le PEI est idéal pour les processus de moulage par injection à basse pression, avec des temps de cycle courts qui augmentent réellement l'efficacité de la production et vous permettent d'économiser de l'argent.
4. Respect de l'environnement : Les matériaux PEI utilisent des résines écologiques qui ne nuisent pas à l'environnement lorsque vous les jetez, ce qui est bon pour le développement durable.
5. Stabilité et fiabilité des produits : Les produits en PEI sont très résistants à l'eau, isolants et résistants aux chocs. Ils restent stables et fonctionnent bien dans les endroits humides ou contenant beaucoup d'eau. Ils arrêtent les fuites électriques ou les courts-circuits et fonctionnent bien dans les endroits à haute et basse température, ce qui vous permet de les utiliser dans davantage d'endroits.
6. La commodité dans la conception des moules : L'IPE ne nécessite pas de moules sophistiqués, ce qui vous permet de rester simple et d'économiser de l'argent et du temps. Vous pouvez faire avec ce que vous avez.
7. Propriétés mécaniques : Le PEI est très solide, rigide et résistant, et il ne s'use pas. Il ne change pas non plus de forme lorsqu'il est chaud. Si vous y ajoutez des fibres de verre, des fibres de carbone ou d'autres éléments, il devient encore plus solide et résistant.
8. Propriétés électriques : Le PEI possède de très bonnes propriétés d'isolation électrique. Sa rigidité diélectrique est la plus élevée de toutes les matières plastiques, ce qui en fait un excellent isolant pour les boîtiers électriques et les condensateurs.
9. Résistance aux produits chimiques et aux radiations : Le PEI résiste très bien aux produits chimiques et aux radiations. Il résiste également aux rayons UV, et vous pouvez l'améliorer encore en ajoutant des stabilisateurs UV.
10. Inflammabilité : L'IPE a l'avantage de ne pas s'enflammer. Il a un indice d'oxygène supérieur à 4,7 et ne produit pas beaucoup de fumée. Il répond aux normes d'inflammabilité UL94V-0/5V, de sorte qu'il n'est pas nécessaire d'ajouter quoi que ce soit pour qu'il ne prenne pas feu.
11. Stérilisation : Le PEI peut être stérilisé dans des autoclaves à vapeur car il est résistant à la chaleur. Il résiste également aux rayons gamma, qui sont utilisés pour stériliser les dispositifs médicaux et les outils chirurgicaux.
12. Compatibilité des matériaux : Le PEI est compatible avec toutes sortes de matériaux techniques, tels que les thermoplastiques, les thermodurcissables, les résines et les résines de silicone. Vous pouvez l'utiliser avec différentes qualités de matériaux renforcés de fibres de verre et d'autres additifs pour obtenir les performances souhaitées.
13. Efficacité et reproductibilité : Le moulage par injection du PEI permet de produire en grande quantité des pièces présentant une bonne tolérance à un coût unitaire inférieur. Il s'agit d'un processus hautement reproductible qui permet de produire de grandes quantités de pièces complexes et uniformes avec des tolérances strictes.
Quels sont les inconvénients du moulage par injection de PEI ?
Le moulage par injection de PEI a ses avantages et ses inconvénients. Voici quelques-uns des défis et des inconvénients à garder à l'esprit :
1. Coût initial élevé du moule : La fabrication de pièces en PEI par moulage par injection nécessite des moules spéciaux, qui peuvent être coûteux, en particulier pour les pièces compliquées. Les moules simples peuvent coûter entre $2 000 et $5 000, et le coût augmente considérablement pour les pièces plus compliquées. Cela signifie qu'il n'est pas judicieux de fabriquer de petites quantités de pièces, car le coût des moules est supérieur à l'avantage que vous tirez de la fabrication des pièces.
2. Longs délais d'exécution : La conception et la fabrication des moules d'injection PEI peuvent prendre beaucoup de temps, généralement 5 à 7 semaines pour la fabrication du moule, puis 2 à 4 semaines pour la fabrication des pièces et leur livraison. Ce délai peut s'avérer problématique si vous avez besoin de pièces rapidement.
3. Limites des modifications de conception : Changer de conception peut s'avérer coûteux et compliqué. Changer la conception d'une pièce signifie changer de moule, ce qui peut être coûteux et prendre du temps. Cette situation est particulièrement difficile pour les industries qui doivent fabriquer des prototypes rapidement ou qui modifient souvent leurs conceptions.
4. Défis en matière de traitement : Le PEI est soumis à des conditions de traitement spécifiques pour éviter les défauts et doit être entièrement séché avant d'être utilisé. En outre, le point de fusion élevé du PEI exige des conditions de traitement particulières, impliquant des températures élevées (350°C à 410°C) et des pressions élevées (70 à 150 MPa). Une mauvaise manipulation de ces paramètres peut entraîner des défauts dans les pièces ou une qualité irrégulière.
5. Coût des matériaux : Le PEI est un matériau à haute performance, souvent plus cher que d'autres thermoplastiques, ce qui augmente les coûts de production globaux. Il est donc moins intéressant pour les applications sensibles aux coûts, en particulier pour la production de petits lots. Le PEI n'est pas non plus aussi largement disponible que d'autres matériaux, ce qui complique la recherche de fournisseurs.
6. Contraintes de conception : Le moulage par injection présente certaines limites au niveau de la conception. Les formes complexes peuvent nécessiter des modifications supplémentaires de la conception ou des pièces multiples, ce qui rend la fabrication plus difficile et plus coûteuse.
7. Équipement spécialisé : Le PEI nécessite des moules et des machines de moulage par injection de haute qualité, capables de supporter des températures élevées et une grande précision. Ces machines peuvent être coûteuses.
Quelles sont les applications du moulage par injection de PEI ?
Le moulage par injection du PEI est un procédé polyvalent qui trouve des applications dans diverses industries haut de gamme grâce aux excellentes propriétés du PEI, telles que la stabilité de la température, la résistance mécanique et la résistance chimique. Les applications les plus courantes sont les suivantes

1. L'aérospatiale : Le PEI conserve des performances stables à des températures élevées et dans des environnements difficiles, ce qui le rend adapté aux composants aérospatiaux tels que les pièces d'avion, les composants de satellite et les pièces de vaisseau spatial.
2. L'automobile : La résistance à la chaleur et la solidité mécanique du PEI en font un matériau idéal pour les composants automobiles exposés à des températures et à des contraintes élevées, tels que les composants du tableau de bord, les pièces du moteur, les unités de contrôle électronique (ECU), les pièces intérieures et les composants de la transmission.
3. Médical : La biocompatibilité du PEI et ses excellentes propriétés mécaniques conviennent aux dispositifs médicaux nécessitant une résistance aux températures élevées et au nettoyage chimique, notamment les dispositifs implantables, les boîtiers d'instruments médicaux, les instruments chirurgicaux et les composants d'appareils de diagnostic.
4. L'électronique : Les propriétés supérieures d'isolation électrique et de résistance chimique du PEI en font un matériau adapté aux applications électroniques nécessitant des performances électriques et une stabilité élevées, telles que les pièces d'isolation électrique, les connecteurs, les commutateurs et les cartes de circuits imprimés.
5. Industrie : La résistance à l'usure et aux produits chimiques du PEI le rend efficace dans les équipements industriels, avec des applications telles que les pompes, les vannes, les joints et les engrenages.
6. Biens de consommation : Le moulage par injection de PEI est utilisé pour les biens de consommation tels que les appareils ménagers, les jouets et les équipements sportifs.
7. Dispositifs optiques : La stabilité à haute température et la résistance mécanique du PEI en font un matériau adapté aux instruments optiques et aux applications militaires, y compris les composants structurels, les couvertures de protection et les instruments optiques.
8. L'énergie : Le moulage par injection de PEI est utilisé pour les composants de l'industrie de l'énergie, notamment les pièces de turbines éoliennes, les composants de panneaux solaires et les composants de réacteurs nucléaires.
9. Marine : Le moulage par injection de PEI est utilisé pour les composants de l'industrie maritime, y compris les pièces de navires, les pièces de bateaux et les composants de plates-formes offshore.
10. Industrie alimentaire : La résistance à la chaleur et la stabilité chimique du PEI en font un matériau adapté aux composants de l'industrie alimentaire nécessitant une hygiène et une résistance chimique élevées, tels que les pièces d'équipement de transformation des aliments, les conteneurs et les emballages.

How Does Rib Design Impact Mold Flow and Cooling Efficiency?
Key Takeaways Ribs are structural features used to increase part stiffness without increasing overall wall thickness. However, improper rib design significantly impacts **Mold Flow** (causing hesitation or short shots) and

How Do Ribs Function in Reducing Plastic Part Weight and Improving Structural Integrity?
Key Takeaways Ribs are thin, wall-like features projecting from the nominal wall of a plastic part, designed to add stiffness and strength without increasing overall wall thickness. By allowing engineers

How Do Material Properties Influence Rib Design in Plastic Injection Molding?
Key Takeaways Effective rib design relies heavily on the shrinkage characteristics of the selected polymer. While ribs increase part stiffness and Moment of Inertia without significantly increasing cycle time, improper
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

