 Skip to content
Skip to content 

Le moulage par injection est l'un des meilleurs moyens de fabriquer des produits. Il est rapide, il permet de fabriquer beaucoup de choses à la fois et il est très efficace pour fabriquer des produits de grande qualité. S'il est si bon, c'est parce qu'il comporte de nombreuses étapes, et que chacune d'entre elles est très importante pour s'assurer que l'objet que vous voulez fabriquer est conforme à vos attentes. Dans cet article de blog, nous allons passer en revue toutes les étapes du moulage par injection afin que vous puissiez voir comment on passe d'une idée à un objet réel.
Processus de moulage par injection
Principes de base et applications du moulage par injection
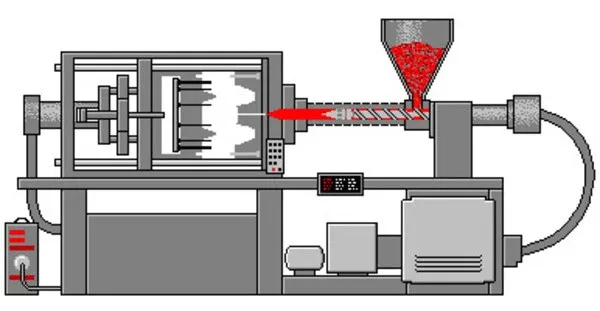
Le moulage par injection est un processus qui transforme les granulés de plastique en un état liquide en utilisant la chaleur, puis les pousse à travers une buse dans un moule. Une fois le plastique refroidi, il devient solide et est démoulé. Moulage par injection est un moyen bon marché et efficace de fabriquer un grand nombre de pièces en plastique en une seule fois à l'aide d'un seul moule. Ce procédé permet de fabriquer toutes sortes de pièces en plastique utilisées dans les moteurs de voiture, les appareils électroménagers et les récipients alimentaires.

Importance du moulage par injection dans l'industrie moderne
La demande de ses produits dérivés ne cessant de croître, la technologie du moulage par injection prend de plus en plus d'importance dans la production industrielle. La technologie du moulage par injection est une forme de production automatisée, qui accélère le processus de production. En outre, comme le moulage par injection de plastique utilise un outillage très précis et présente des tolérances dimensionnelles exactes, il est possible de produire de manière plus rentable et avec un produit final de meilleure qualité.
En outre, fabrication de moules par injection offre de nombreux avantages, tels que des applications étendues, une automatisation poussée, une production stable et une efficacité en termes de qualité. En particulier pendant la pandémie, l'industrie de la connectique a dû rapidement changer d'orientation et produire un grand nombre de dispositifs médicaux pour répondre aux besoins normaux et inattendus. Cette approche a été bien accueillie par la société.

Processus de production du moulage par injection
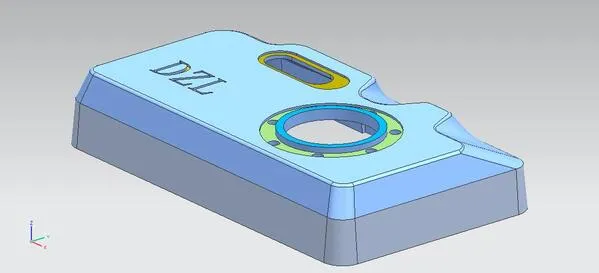
Conception et production de prototypes
Tout bon projet de moulage par injection commence par une bonne conception et une fabrication de prototypes de qualité. Il s'agit de la première étape du processus de développement d'un produit, au cours de laquelle les ingénieurs et les concepteurs font appel à leur esprit créatif pour développer des produits et traduire des idées en détails techniques. Les logiciels de CAO (conception assistée par ordinateur) sont l'un des principaux outils utilisés dans la fabrication additive. Il permet de créer des plans qui contiennent des détails sur les dimensions, les exigences et les niveaux de tolérance afin que les matériaux puissent être ajoutés conformément aux instructions détaillées et alignés pour atteindre la précision.
La réflexion sur la conception implique également l'esthétique. Les ingénieurs doivent tenir compte d'un large éventail de facteurs, tels que la sélection des matériaux, la géométrie des pièces et la fabricabilité. Des simulateurs avancés et complexes sont mis au point pour simuler des essais de conception de pièces complexes. Ces simulateurs permettent de prévoir les problèmes potentiels, d'identifier les domaines à optimiser et de produire des prototypes.
Le prototypage est le processus de fabrication de modèles qui combinent l'essai de conceptions et la fabrication d'objets physiques. L'évolution rapide de technologies telles que l'impression 3D permet des itérations et des ajustements rapides jusqu'à ce que la conception du produit réponde aux critères de performance et soit approuvée par les comités esthétiques. Les concepteurs peuvent faire la même chose, mais au lieu d'utiliser des critères tels que l'ajustement, la forme et la fonction, ils apportent les modifications qu'ils jugent nécessaires pour obtenir les résultats qu'ils souhaitent.
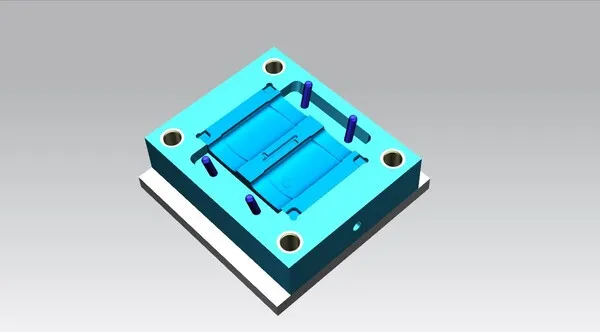
Fabrication de moules
Le moulage par injection s'articule autour du moule, un outil précis qui détermine la forme et les caractéristiques du produit final. La fabrication d'un moule est un processus minutieux et précis qui exige que la machine crée la pièce à usiner en enlevant de la matière. Généralement, les pièces sont fabriquées en acier ou en aluminium et sont créées par fraisage ou usinage pour obtenir les formes et les finitions de surface souhaitées.

La complexité du moule dépend de la complexité des pièces. Vous pouvez avoir un moule qui fabrique des pièces simples à une seule cavité, et vous pouvez l'améliorer pour fabriquer deux ou trois fois plus de pièces avec un moule à plusieurs cavités ou un moule familial. Outre les systèmes d'écoulement, de ventilation et de refroidissement, la conception des moules doit également prendre en compte des éléments tels que l'emplacement des portes, les canaux de refroidissement et les plans de joint, afin de garantir la qualité de la pièce.
Ensuite, nous testons le moule et nous nous assurons qu'il est prêt à fonctionner. Nous voulons être sûrs qu'il fonctionnera longtemps sans problème. Nous procédons à des essais de moule pour déterminer la quantité de plastique à mettre dans le moule, le temps nécessaire à la fabrication d'une pièce et le degré de proximité avec la taille souhaitée. Il se peut que nous devions modifier certains éléments du moule pour qu'il fonctionne mieux pour nous.

Préparation du matériel
Une fois le moule prêt, nous passons à la préparation des matériaux. Le moulage par injection peut utiliser une large gamme de thermoplastiques et de thermodurcissables, qui sont sélectionnés en fonction des besoins spécifiques de l'application. Les résines polymères brutes, sous forme de pastilles ou de granulés, passent par plusieurs étapes pour être prêtes à être moulées.
Lorsqu'il s'agit de choisir des matériaux pour moulage par injectionLa qualité du produit final est essentielle, car elle influe à la fois sur les propriétés de la pièce et sur son coût. Dans ce cas, les ingénieurs doivent tenir compte d'éléments tels que la résistance mécanique, la stabilité chimique et la résistance à l'environnement pour choisir le bon matériau. Il faut également s'assurer que le matériau est compatible avec le processus de moulage, ce qui signifie qu'il doit avoir les bonnes caractéristiques d'écoulement de la matière fondue et de comportement de rétrécissement. De cette façon, vous pouvez vous assurer d'obtenir des résultats cohérents et reproductibles.

Le processus de fabrication consiste à mélanger des éléments tels que des colorants, des stabilisants ou des renforts à la résine de base afin d'en améliorer le fonctionnement ou d'obtenir les résultats escomptés. Vous pouvez utiliser des mélanges de matériaux ou des matériaux pré-mélangés pour faciliter le travail et vous assurer que les additifs sont bien répartis dans la résine.
Une bonne préparation des matériaux est la base d'une qualité de fusion constante, d'un bon écoulement et d'une bonne finition des pièces par la suite. Les systèmes de manutention des matériaux utilisent des convoyeurs, des sécheurs et des convoyeurs de stockage des granulés pour réduire l'humidité lors du stockage et de la fabrication, afin d'éviter que les granulés de résine ne se dégradent et ne soient contaminés.

Injection
Le processus de moulage par injection commence par le remplissage de la zone marquée du moule avec un matériau polymère fondu. Le processus commence lorsque le moule est fermé et que la résine polymère est injectée par une entrée spécifique appelée carotte, créant ainsi un système fermé.
Les machines de moulage par injection peuvent avoir des tailles et des configurations différentes, mais elles ont toutes les mêmes pièces de base et fonctionnent de la même manière. La vis est la partie qui tourne et déplace le plastique, le fait fondre et le mélange pour qu'il soit identique.
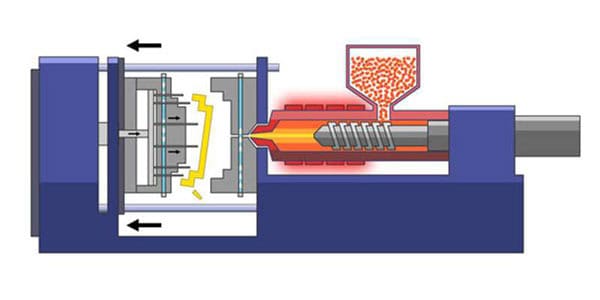
La vis, qui est régulée par des moteurs hydrauliques ou électriques, permet de mieux contrôler le volume d'injection, la vitesse de la vis et la pression.
Le matériau liquide est ensuite projeté dans le moule, remplissant le trou et prenant la forme exacte et les détails déterminés par le moule. Le remplissage parfait est obtenu en contrôlant la pression et la température du processus tout au long de celui-ci, ce qui minimise les risques de défauts et garantit la cohérence et la qualité de chaque trou. Les paramètres d'injection sont définis en fonction du matériau, de la forme de la pièce et du calendrier de production. Ces paramètres comprennent la vitesse d'injection, le vide, la pression d'emballage et de maintien, et le temps de refroidissement.

Refroidissement et solidification
Ensuite, le matériau fondu est versé dans le moule, où il refroidit et se solidifie. Pour obtenir les propriétés souhaitées et éviter les fissures, le processus de refroidissement doit être aussi rapide et uniforme que possible. Le moule comporte des fentes ou des canaux qui facilitent le transfert de chaleur, de sorte que le matériau se refroidit et se solidifie rapidement.
Le temps de refroidissement est personnalisé en fonction de variables telles que la géométrie de la pièce, le type de matériau et la conception du moule. Le refroidissement est important car s'il n'est pas effectué correctement, la pièce peut se déformer, se rétracter ou présenter des tensions internes, ce qui peut affecter la qualité et les performances de la pièce. Pour contrôler la température du moule, des systèmes de circulation thermique, à l'eau ou à l'huile, sont utilisés pour stabiliser les taux de refroidissement et obtenir un traitement uniforme.
Les nouvelles technologies de refroidissement, comme le refroidissement conforme, utilisent la fabrication additive pour créer des canaux de refroidissement qui s'adaptent à la forme de la pièce, améliorant ainsi le transfert de chaleur et les performances tout en réduisant le temps de traitement. Grâce à un logiciel, les concepteurs peuvent modéliser l'optimisation du système de refroidissement, le transfert de chaleur et les cartes de température, et identifier les points chauds ou les zones qui ont besoin d'un refroidissement plus important.

Ejection et rognage
Une fois que la pièce a été renforcée au degré requis, le moule s'ouvre et la pièce nouvellement formée est retirée de la cavité. La machine, équipée de broches ou de plaques d'éjection, par exemple, permet de désengager la pièce de l'emplacement sans déformer la géométrie ou endommager l'état de surface.
Pour ce faire, il peut être nécessaire de procéder à des opérations supplémentaires, telles que le découpage d'éléments supplémentaires et d'éclats de la pièce. Le découpage, également appelé ébarbage ou usinage, est la dernière étape de la fabrication de la pièce. Il s'agit de couper ou de façonner la pièce pour lui donner la bonne taille et la bonne forme. Les machines qui découpent la pièce utilisent le découpage, le meulage ou le sablage pour effectuer le travail. Le temps nécessaire pour effectuer le travail est ainsi beaucoup plus court et il n'est pas nécessaire de faire appel à des personnes pour effectuer le travail.

Contrôle de la qualité et finition
Enfin, le processus de moulage comporte un grand nombre de tests de qualité au cours des étapes finales et des opérations de finition. Nous effectuons des inspections pour nous assurer que les dimensions, l'intégrité structurelle et l'aspect général des pièces sont corrects. Les machines à mesurer tridimensionnelles (MMT) et les scanners optiques sont des exemples d'instruments de métrologie de haute technologie que nous utilisons pour vérifier la qualité et nous assurer que nous respectons les spécifications et les normes.
Le contrôle dimensionnel consiste à mesurer les éléments importants d'une pièce. On mesure également la rugosité de la surface. Le contrôle statistique des processus (CSP) permet de suivre l'évolution de la situation et de s'assurer que les pièces fabriquées sont de bonne qualité. Vous pouvez également utiliser les rayons X ou les ultrasons pour examiner l'intérieur d'une pièce et voir si elle présente un problème.

Les pièces qui ne répondent pas aux critères d'apparence peuvent être sablées ou faire l'objet d'un autre traitement de surface. Nous pouvons également peindre, assembler ou effectuer d'autres travaux finaux pour améliorer le fonctionnement de ces pièces. Si nous devons effectuer des opérations spéciales, nous devrons procéder à un travail de sous-assemblage, qui peut inclure l'usinage, le soudage ou le collage, afin d'ajouter des pièces ou des caractéristiques supplémentaires. Nous avons mis en place des procédures de contrôle de la qualité pour nous assurer que nous respectons les conditions requises et que nos clients sont satisfaits de ce que nous fabriquons.

Facteurs influençant le processus de moulage par injection
Contrôle de la température
1. Température du canon
Le contrôle de la température est crucial dans ce processus, et trois paramètres doivent être contrôlés : la température du cylindre, la température de la buse et la température du moule. Les deux premières températures affectent principalement l'écoulement et la cristallisation du plastique, tandis que la dernière est la plus importante car elle permet de contrôler le refroidissement et l'écoulement. Chaque type de plastique a une température d'écoulement différente, et même au sein d'un même type de plastique, les différentes qualités et sources ont des températures d'écoulement et de décomposition différentes. En conséquence, les propriétés chimiques de la résine peuvent changer, ce qui est lié au poids moléculaire moyen et à la distribution du poids moléculaire. La température du cylindre de l'outil manuel varie en fonction du type de machine d'injection, de sorte que le choix du cylindre est également différent.

2. Température de la buse
En général, la température de la buse n'est pas beaucoup plus basse que la température la plus élevée du tonneau. Cela permet d'éviter que le matériau fondu ne s'écoule de la buse, ce qui est également appelé "bave". La température de la buse de fusion ne doit pas être trop basse afin que le matériau fondu ne gèle pas trop tôt et n'obstrue pas la buse ou les pièces.
3. Température du moule
La température du moule est le facteur le plus important qui affecte les propriétés et l'apparence de la pièce. Les températures hautes et basses du moule sont influencées par divers facteurs tels que la présence de cristallinité, la taille et la conception du moule, les propriétés de la pièce et d'autres conditions du processus (telles que la température de la matière fondue, la vitesse et la pression d'injection, la durée du cycle, etc.)

Contrôle de la pression
Moulage par injection La pression comprend la pression de plastification et la pression d'injection, qui ont toutes deux une incidence directe sur la plastification et la qualité du produit.
1. Pression de plastification
(Pression inverse) Sur une machine à vis équipée d'une buse d'injection, la pression de plastification de la vis augmente le diamètre de la vis au niveau de la graduation. La force dans le système est contrôlée par la soupape de décharge du système hydraulique. Cela signifie que si la pression de plastification reste au même niveau que la puissance d'entraînement, l'augmentation de la pression de plastification augmentera la température de la matière fondue mais diminuera la vitesse de plastification. En revanche, une pression de plastification plus élevée permet généralement de produire des produits en plastique qui sont non seulement de température et de couleur uniformes, mais aussi exempts de gaz qui auraient pu être piégés dans la matière fondue. La plupart du temps, la pression est réglée sur la valeur la plus basse possible permettant d'obtenir et de maintenir une bonne qualité de produit. Dans la pratique, la pression de plastification sera déterminée par le type de plastique choisi, mais elle atteindra rarement la valeur de 20 kg/cm².

2. Pression d'injection
Actuellement, presque toutes les machines de moulage par injection utilisent la même pression pour la pression plastique et la pression d'injection (convertie par le circuit à partir de la pression d'huile). La pression d'injection permet de surmonter la résistance causée par l'écoulement de la matière fondue du cylindre vers la cavité, de remplir le moule à une certaine vitesse et de compacter la matière fondue.

Cycle de moulage
Le temps nécessaire pour achever un processus de moulage par injection est appelé cycle de moulage ou cycle de moulage. Le processus de moulage est directement lié à la productivité de la main-d'œuvre et à l'utilisation des équipements. Par conséquent, dans le processus de production, la durée de l'étape de moulage doit être réduite tout en maintenant le niveau de qualité le plus élevé. Le temps d'injection et le temps de refroidissement sont les étapes clés du cycle de moulage. processus de moulage par injectionLe temps de remplissage est directement proportionnel au taux de remplissage (l'inverse du temps). Le temps de remplissage est directement proportionnel au taux de remplissage (l'inverse du temps). En production, le temps de remplissage du matériau est généralement de 3 à 5 secondes.

Le temps pendant lequel le plastique dans la cavité est sous pression s'appelle le temps de tassement. Il est très important et représente une grande partie du temps total d'injection. Il est généralement compris entre 20 et 120 secondes (dans les cas extrêmes, 5 à 10 minutes pour les pièces épaisses). Le temps de remplissage détermine la taille finale du produit après la solidification de la matière fondue dans la buse de la machine. Le temps de remplissage du moule est calculé en fonction des conditions de température du moule et du matériau, ainsi que de la largeur de la section d'alimentation et de la glissière, appelée porte. La pression avec le taux de rétrécissement le plus faible du produit doit être sélectionnée comme norme en fonction de la taille du canal principal et de la porte et des conditions du processus. Le temps de refroidissement dépend de l'épaisseur du produit, des propriétés thermiques et cristallines du plastique et de la température du moule. Le plus important est d'éviter que le produit ne se modifie pendant le processus d'ouverture du moule. Le temps de refroidissement est généralement compris entre 30 et 120 secondes. Si le temps de refroidissement est trop long, c'est une perte de temps. Non seulement il réduit l'efficacité de la production, mais il est également difficile de démouler des pièces complexes et fines, et il peut être difficile de les démouler sans provoquer de contraintes de démoulage. Dans d'autres cas, la forme du temps de moulage dépend de la façon dont le traitement des matériaux est ininterrompu et orienté vers la machine, et du degré d'intégration des processus de moulage et de remplissage.
Tendances de la technologie du moulage par injection
À l'avenir, le moulage par injection sera plus flexible et restera le même. Plus les problèmes environnementaux sont graves dans le monde, plus la fabrication écologique est susceptible de devenir une nouvelle tendance dans l'industrie manufacturière. Les technologies d'usinage CNC et de moulage par injection n'achètent pas de matières premières et ne produisent pas de déchets au cours du processus de production, mais elles joueront un rôle plus important dans la fabrication écologique à l'avenir. En outre, le développement de la technologie de l'automatisation sera favorisé par la croissance de l'industrie manufacturière. technologie de moulage par injectionqui sera meilleure et moins susceptible d'échouer.

Conclusion
Le moulage par injection est un processus très élaboré qui comporte plusieurs étapes. Chaque étape est importante pour la production de pièces et de produits finis de haute qualité. Comprendre la séquence de chaque étape - de la conception et de la production de prototypes à l'inspection avant la mise sur le marché du produit final - est essentiel pour que les fabricants améliorent leurs méthodes de production, contrôlent la qualité et fabriquent les meilleurs produits. L'avenir du moulage par injection est façonné par d'autres technologies et par l'utilisation de nouveaux matériaux et de nouvelles techniques plus efficaces, plus précises et plus polyvalentes.







