 Skip to content
Skip to content 
Usine de moulage par injection de PE sur mesure
Explorez notre fabrication de moulage par injection de PE sur mesure avec des guides détaillés et des solutions d'experts. Optimisez votre conception et augmentez votre efficacité dès aujourd'hui !

Ressources pour Le guide complet du moulage par injection de PE
Qu'est-ce que le polyéthylène (PE) ?
Le polyéthylène (PE) est l'un des polymères thermoplastiques les plus utilisés au monde. Il est produit à partir de la polymérisation de monomères d'éthylène (avec l'unité répétitive -CH₂-CH₂-, souvent écrite comme (C₂H₄)ₙ) et appartient à la famille des polyoléfines. Le PE est connu pour sa polyvalence, sa durabilité et sa rentabilité, qui l'ont rendu indispensable dans de nombreuses industries, de l'emballage à l'automobile en passant par les applications médicales.
La combinaison du polyéthylène, de son faible coût, de sa résistance chimique, de sa flexibilité et de sa durabilité, en a fait un matériau de base pour la fabrication moderne et les produits de consommation. Qu'il soit utilisé pour créer des films d'emballage flexibles ou des tuyaux industriels robustes, la possibilité d'adapter ses propriétés grâce à des variations de la structure moléculaire et des méthodes de traitement permet au PE de continuer à répondre à des demandes technologiques et environnementales diverses et en constante évolution.
Quels sont les différents types de matériaux PE ?
Les matériaux en polyéthylène (PE) sont classés en fonction de leur densité, de leur structure moléculaire et de leurs méthodes de production. Voici un aperçu structuré des différents types :
1. PEBD (polyéthylène basse densité) :
Caractéristiques : Haute ramification, flexible et transparente.
Applications : Sacs en plastique, films d'emballage, bouteilles pressées.
2. LLDPE (polyéthylène linéaire de basse densité) :
Caractéristiques : Structure linéaire avec des branches courtes, résistance accrue.
Applications : Films étirables, films agricoles, doublures industrielles.
3. PEHD (polyéthylène haute densité) :
Caractéristiques : Ramification minimale, rigide, résistant aux produits chimiques.
Applications : Bouteilles, récipients, tuyaux, jouets.
4. MDPE (polyéthylène de densité moyenne) :
Caractéristiques : Densité modérée, résistance et flexibilité équilibrées.
Applications : Conduites de gaz, films rétractables, sacs de transport.
5. HMWPE (polyéthylène à haut poids moléculaire) :
Caractéristiques : Haute résistance mécanique et résistance à l'usure.
Applications : Équipements industriels, grands conteneurs.
6. UHMWPE (PE à poids moléculaire ultra-élevé) :
Caractéristiques : Longues chaînes moléculaires, grande ténacité.
Applications : Implants médicaux, bandes transporteuses.
7. XLPE/PEX (polyéthylène réticulé) :
Caractéristiques : Chaînes réticulées, résistance à la chaleur et aux produits chimiques.
Applications : Systèmes de plomberie, chauffage par rayonnement, isolation.
8. VLDPE (polyéthylène de très faible densité) :
Caractéristiques : Très flexible avec une faible cristallinité.
Applications : Emballages alimentaires, films étirables, tubes souples.
9. mPE (Metallocene Polyethylene) :
Caractéristiques : Produit avec des catalyseurs métallocènes, clarté et résistance supérieures.
Applications : Films minces, emballages alimentaires, revêtements spéciaux.
10. rPE (polyéthylène recyclé) :
Caractéristiques : Dérivé de déchets post-consommation/post-industriels.
Applications : Produits durables, matériaux de construction, emballages.
Notes supplémentaires :
PEHD bimodal : sous-type dont la distribution du poids moléculaire est optimisée pour améliorer les propriétés.
Mélanges/modifications : Le PE peut être mélangé avec des additifs (par exemple, des stabilisateurs UV) pour des utilisations spécifiques.
Chaque type sert des applications industrielles et grand public distinctes en fonction de ses propriétés structurelles et de ses caractéristiques de performance.

Quelles sont les caractéristiques du PE ?
Le PE (polyéthylène) est un thermoplastique largement utilisé, connu pour sa flexibilité, sa faible densité et son excellente résistance aux produits chimiques. Il est couramment utilisé dans les emballages, les conteneurs et les tuyauteries. Ses principales caractéristiques sont une bonne résistance aux chocs, une faible absorption de l'humidité et une grande facilité de traitement.
1. Propriétés physiques :
① Léger : Faible densité, facile à manipuler.
② Flexibilité et rigidité : Le PEBD est flexible ; le PEHD est rigide.
③ Texture de la surface : Sensation de cire, en particulier pour le LDPE.
④ Apparence : Translucide à l'état naturel, facilement colorable.
2. Résistance chimique :
① Inertie : Résistant à la plupart des acides, bases et solvants.
② Résistance à l'humidité : Imperméable à l'eau, idéal pour l'emballage.
③ Nature non polaire : Défis en matière d'adhésion sans traitement de surface.
3. Propriétés thermiques :
① Point de fusion bas : ~120°C (248°F), limitant l'utilisation à haute température.
② Comportement thermoplastique : Peut être refondu et remodelé.
4. Propriétés électriques :
Excellent isolant : Utilisé dans les revêtements de câbles et les composants électriques.
5. Propriétés mécaniques :
① PEHD : haute résistance à la traction, utilisé dans les tuyaux et les conteneurs.
② LDPE : haute ductilité, convient pour les films et les sacs.
③ UHMWPE : résistance exceptionnelle aux chocs, utilisée dans les implants médicaux et les équipements pare-balles.
6. Impact sur l'environnement :
① Non biodégradable : Persiste dans les écosystèmes et contribue à la pollution.
② Recyclabilité : Recyclé sous les codes de résine #2 (HDPE) et #4 (LDPE), bien que les taux varient.
7. Méthodes de traitement :
① Extrusion : Courante pour les films (LDPE) et les tuyaux (HDPE).
② Moulage par soufflage : Utilisé pour les bouteilles (PEHD).
③ Le moulage par injection : Pour les produits rigides tels que les conteneurs.
8. Autres considérations :
① Sensibilité aux UV : Se dégrade à la lumière du soleil sans stabilisateur.
② Inflammabilité : Brûle facilement et émet des fumées toxiques.
③ Biocompatibilité : L'UHMWPE est approuvé médicalement pour les implants.

Quelles sont les propriétés du PE ?
Le PE (polyéthylène) est un thermoplastique polyvalent doté de plusieurs excellentes propriétés. Il a une faible densité (0,91-0,96 g/cm³), ce qui le rend léger et facile à manipuler. Le PE offre une excellente résistance aux chocs, en particulier à basse température, ce qui le rend résistant à la fissuration et à la rupture. Il présente également une forte résistance chimique, capable de supporter l'exposition à divers acides, bases et solvants. Son point de fusion se situe entre 120 et 180 °C, ce qui lui permet de s'adapter à différentes méthodes de traitement. Le PE absorbe très peu d'eau, ce qui garantit des performances stables même dans les environnements humides. En outre, le PE est un bon isolant électrique et offre une excellente aptitude à la transformation, ce qui le rend largement utilisé dans des applications telles que l'emballage, la tuyauterie, les biens de consommation et les câbles.
Tableau des propriétés des matériaux PE :
| Paramètre de propriété | PEHD | LDPE | LLDPE |
|---|---|---|---|
| Densité (g/cm³) | 0.94-0.965 | 0.910-0.925 | 0.915-0.940 |
| Point de fusion (℃) | 126-136 | 105-115 | 120-125 |
| Retrait du moule (%) | 1.5-3.6 | 1.5-5 | 1.5-2.5 |
| Résistance à la traction (MPa) | 20-30 | 10-20 | 15-25 |
| Résistance chimique | Résistant aux acides, aux alcalis et aux solvants organiques (à l'exception des acides oxydants) | Résistant aux acides et aux alcalis, mais sensible à la corrosion par les hydrocarbures | Résistant aux acides, aux alcalis et aux solvants organiques |
| Isolation électrique | Excellent, convient pour le gainage de câbles | Bon, adapté à l'isolation par film mince | Bon |
Processus de moulage par injection du PEHD :
| Paramètres | Gamme/exigences | Notes |
|---|---|---|
| Température/temps de séchage | 65-75℃ / 0,5 heures (peut être non séché) | Faible absorption d'humidité, peut être stocké sans séchage |
| Température de fusion (℃) | 180-220 | Température du canon divisée en trois zones : arrière 140-160, milieu 180-220, avant 170-200 |
| Température du moule (℃) | 40-70 | La température élevée du moule permet de réduire les contraintes internes et d'améliorer la brillance de la surface. |
| Pression d'injection (MPa) | 80-130 | Équivalent à 800-1300 kg/cm². |
| Contre-pression (MPa) | 7-18 | Augmenter la contre-pression de manière appropriée pour réduire les bulles d'air |
| Vitesse de la vis (rpm) | 60-100 | Vis standard, buse à passage direct |
| Force de serrage (ton/in²) | 2 | Ajuster en fonction de l'épaisseur du produit |
| Taux d'utilisation de la résine (%) | 20-40 | Nettoyer le rebroyage pour éviter toute contamination |
Processus de moulage par injection du LDPE :
| Paramètres | Gamme/exigences | Notes |
|---|---|---|
| Température de fusion (℃) | 140-170 | Une température élevée peut provoquer une décomposition, elle doit être strictement contrôlée. |
| Pression d'injection (MPa) | 50-70 | Matériau à faible viscosité, faible pression requise |
| Température du moule (℃) | 40-60 | La basse température du moule permet de réduire le temps de refroidissement |
| Vitesse d'injection | Faible à moyen | Une vitesse élevée peut entraîner des défauts sur la surface du produit. |
Processus de moulage par injection du PEBDL :
| Paramètres | Gamme/exigences | Notes |
|---|---|---|
| Température de fusion (℃) | 180-210 | Nécessité de chauffer uniformément pour éviter une surchauffe locale |
| Température du moule (℃) | 40-70 | Similaire au PEHD |
| Pression d'injection (MPa) | 70-100 | Doit être plus élevé que le LDPE pour améliorer la fluidité. |
Les matériaux PE peuvent-ils être moulés par injection ?
Oui, les matériaux en polyéthylène (PE) peuvent être moulés par injection avec succès, et ils sont largement utilisés dans ce processus de fabrication. Voici les principales considérations et les détails :
1. Types de matériaux :
① PEHD (polyéthylène haute densité) : Connu pour sa grande résistance, sa rigidité et son point de fusion élevé (~130-145°C). Il est couramment utilisé pour les conteneurs, les pièces automobiles et les articles ménagers.
② LDPE (polyéthylène basse densité) : Plus flexible, avec un point de fusion plus bas (~105-115°C). Utilisé pour les bouteilles à presser, les bouchons et les jouets.
2. Nature thermoplastique :
Le PE est un thermoplastique, c'est-à-dire qu'il peut être fondu à plusieurs reprises, ce qui le rend idéal pour le moulage par injection.
3. Paramètres de traitement :
① Température : Ajustée en fonction du type de PE (plus élevée pour le PEHD, plus basse pour le PEBD).
② Pression et vitesse : Optimisées pour assurer un bon remplissage du moule et éviter les défauts (par exemple, les tirs courts).
③ Temps de refroidissement : essentiel en raison du taux de rétrécissement élevé du PE ; un refroidissement plus long peut réduire le gauchissement.
4. Gestion des pertes :
① Le PE se rétracte généralement de 1,5 à 4% pendant le refroidissement. La conception des moules tient compte de ce phénomène grâce à des tolérances précises, à des canaux de refroidissement et à l'emplacement des portes.
② Les additifs (par exemple, les charges) peuvent réduire le retrait et améliorer la stabilité dimensionnelle.
5. Caractéristiques du débit :
Le LDPE s'écoule plus facilement que le HDPE en raison de sa plus faible viscosité. Le réglage de la vitesse et de la pression d'injection assure un remplissage complet du moule.
6. Applications :
Les produits les plus courants sont les seaux, les jouets, les conteneurs, les composants automobiles et les emballages.
7. Recyclabilité :
Les déchets de PE peuvent être recyclés, bien que des traitements répétés puissent en dégrader les propriétés. Les matériaux vierges sont souvent mélangés à du PE recyclé.
8. Limites :
① Ne convient pas aux applications à haute température (le PE présente une résistance à la chaleur inférieure à celle de matériaux tels que l'ABS).
② Les sections épaisses peuvent exacerber le retrait ; des modifications de la conception permettent d'atténuer ce phénomène.
En conclusion, le PE est un matériau polyvalent pour le moulage par injection, à condition que les paramètres du processus, la conception du moule et la sélection des matériaux soient soigneusement adaptés à ses propriétés.
Quelles sont les principales considérations pour le moulage par injection de PE ?
Lorsque l'on envisage le moulage par injection de polyéthylène (PE), il faut tenir compte de plusieurs facteurs clés pour garantir une qualité optimale des pièces et l'efficacité du processus. En voici un aperçu structuré :
1. Sélection des matériaux :
① Type de PE : Choisissez entre le PEHD (haute densité) et le PEBD (basse densité) en fonction des propriétés mécaniques requises (par exemple, rigidité ou flexibilité).
② Additifs : Tenez compte des stabilisants UV, des colorants ou des charges qui peuvent affecter les paramètres de traitement.
③ Contenu recyclé : Évaluer l'utilisation de PE recyclé dans une optique de durabilité, en notant les incidences potentielles sur la cohérence des matériaux.
2. Paramètres de traitement :
① Température :
● Température de fusion : PEHD généralement 200-300°C ; PEBD 160-260°C.
● Température du moule : 20-60°C pour contrôler le refroidissement et la cristallisation.
② Pression : Optimiser la pression d'injection (généralement 70-140 MPa) pour équilibrer le flux et éviter les défauts (par exemple, flash, tirs courts).
③ Temps de refroidissement : Ajustement en fonction de l'épaisseur de la pièce pour minimiser le gauchissement et le temps de cycle.
④ Force de serrage : Assurer une force suffisante pour maintenir le moule fermé pendant l'injection, en fonction de la taille de la pièce et du flux de matière.


3. Conception du moule :
① Gate Design : Positionner les vannes de manière à assurer un remplissage uniforme (par exemple, vannes de bord ou vannes en éventail pour le PE).
② Ventilation : Incorporer des évents pour éviter les pièges à air et les brûlures.
③ Angles d'ébauche : Utiliser des angles de 1 à 2° pour faciliter l'éjection et réduire les dommages à la surface.
④ Compensation du rétrécissement : Tenir compte des taux de rétrécissement (PEHD : 1,5-4% ; PEBD : 1-3%) dans les dimensions du moule.
⑤ Canaux de refroidissement : Concevoir pour un refroidissement uniforme afin de minimiser les déformations.
4. Conception des pièces :
① Épaisseur de la paroi : Maintenir l'uniformité (2-4 mm pour le PEHD ; jusqu'à 5 mm pour le PEBD) afin d'éviter les marques d'enfoncement.
② Ribs and Bosses : Concevoir avec une épaisseur ≤60% des murs adjacents pour éviter les marques d'évier.
③ Rayons : Utiliser des filets (≥0,5 mm) pour réduire les concentrations de contraintes.
5. Post-traitement :
① Trimming : Retirer le flash ou les barrières avec précaution pour éviter d'endommager la pièce.
② Recuit : En option pour le soulagement des contraintes dans les pièces de haute précision.
③ Opérations secondaires : Tenir compte de la compatibilité avec le soudage, l'impression ou le collage.
6. Contrôle de la qualité :
① Contrôles dimensionnels : Vérifier la compensation du retrait et les tolérances.
② Essais mécaniques : Évaluer la résistance à la traction, la résistance aux chocs et l'allongement.
③ Inspection des défauts : Vérifier qu'il n'y a pas de vides, de déformations ou de défauts de surface.
7. Coût et efficacité :
① Optimisation du temps de cycle : Équilibrer le temps de refroidissement et la qualité des pièces.
② Réduction des déchets matériels : Recyclez les carottes et les coulisses si possible.
8. Considérations environnementales :
① Efficacité énergétique : Optimiser les systèmes de chauffage/refroidissement pour réduire la consommation.
② Recyclabilité : Conception pour la recyclabilité en fin de vie.
9. Facteurs supplémentaires :
① Humidité : Le PE n'est généralement pas hygroscopique, mais un pré-séchage (2-4 heures à 60-80°C) peut être nécessaire pour certaines qualités.
② Comportement du flux : Les grades à indice de fluidité plus élevé remplissent plus facilement les moules mais peuvent nécessiter des pressions d'injection plus faibles.

Fabrication de moulage par injection de PE
Guide de fabrication du moulage par injection de PE

Ressources pour Le guide complet de la fabrication du moulage par injection PE
Directives de conception pour le moulage par injection de PE
Le polyéthylène (PE), l'un des thermoplastiques les plus couramment utilisés, doit être optimisé en fonction de ses propriétés matérielles et des directives générales de conception pour le moulage par injection. Les points clés de la conception et les suggestions de mise en œuvre sont présentés ci-dessous :
1. Principes de conception de l'épaisseur des parois :
① Épaisseur de paroi uniforme préférée :
Le PE a un taux de rétrécissement élevé (PEHD environ 1,5%-4%, PEBD environ 1%-2,5%), et une épaisseur de paroi inégale peut provoquer des marques d'enfoncement, des déformations et d'autres problèmes. Les recommandations sont les suivantes :
● Plage d'épaisseur des parois : 1,5-4 mm (les pièces à parois fines peuvent descendre jusqu'à 0,5 mm, ce qui nécessite un PE à haut débit).
● L'épaisseur des nervures de renforcement ne doit pas dépasser 50%-60% de l'épaisseur de la paroi principale, et des rayons doivent être appliqués à la base pour réduire la concentration des contraintes.
② Conception de la transition graduelle :
● Utilisez des transitions effilées à la jonction entre les zones épaisses et minces pour éviter les changements brusques qui pourraient induire des contraintes internes.

2. Optimisation des détails structurels :
① Rayon du congé et angle de dépouille :
● Rayon du congé de raccordement : Le rayon du coin intérieur doit être au moins 1 fois l'épaisseur de la paroi, et le rayon du coin extérieur doit être au moins 0,5 fois l'épaisseur de la paroi pour améliorer l'écoulement de la matière fondue et réduire les contraintes.
● Angle de dépouille : Un angle de dépouille de 1°-2° est recommandé (des angles plus élevés peuvent être nécessaires pour les surfaces très brillantes) afin d'assurer une éjection en douceur du moule.
② Renforcement des nervures et des structures de soutien :
● Les nervures de renforcement peuvent remplacer les conceptions à parois plus épaisses pour améliorer la rigidité tout en réduisant l'utilisation de matériaux et le temps de refroidissement. La hauteur des nervures ne doit pas dépasser 3 fois l'épaisseur de la paroi.
3. Paramètres clés de la conception du moule :
① Conception du système d'injection :
● Type de porte : Les portillons ponctuels conviennent aux pièces à parois fines, tandis que les portillons latéraux ou les portillons en éventail sont utilisés pour les pièces à parois épaisses.
● Taille du canal de coulée : Le diamètre du canal principal doit être supérieur de 0,5 à 1 mm à celui de la buse de la machine de moulage par injection. Le diamètre du patin secondaire doit être de 4 à 8 mm (à ajuster en fonction de la taille de la pièce).
② Optimisation du système de refroidissement :
Le PE a une cristallinité élevée et la vitesse de refroidissement affecte directement le retrait et la stabilité dimensionnelle. Les recommandations sont les suivantes :
● Température du moule : 40-80°C (plus élevée pour le PEHD, plus basse pour le PEBD).
● Utiliser des canaux de refroidissement conformes pour assurer une dissipation uniforme de la chaleur et réduire le gauchissement.
③ Ventilation et compensation du rétrécissement :
● La profondeur de l'évent doit être ≤0,03mm pour éviter le flash.
● Les dimensions de la cavité du moule doivent être agrandies pour compenser le retrait du PE (la compensation du retrait du PEHD est d'environ 2%-3,5%, celle du PEBD d'environ 1%-2%).
4. Contrôle des paramètres du processus :
① Réglages de la température :
● Température du fût : 180-280°C (LDPE : 180-240°C, HDPE : 200-280°C).
● La température de la buse doit être légèrement inférieure à celle de l'extrémité du canon pour éviter les gouttes.
② Pression et durée du cycle :
● Pression d'injection : 50-100 MPa (des pressions plus élevées sont nécessaires pour les pièces à parois minces ou complexes).
● Le temps de maintien et le temps de refroidissement doivent être prolongés pour réduire le retrait post-moulage (le temps de refroidissement pour le PEHD est 20%-30% plus long que pour le PEBD).
5. Sélection et prétraitement des matériaux :
① Correspondance des flux :
● Choisir un indice de fluidité (MFI) en fonction de la complexité de la pièce. Un MFI élevé (>20g/10min) est adapté aux pièces à parois fines.
② Conditions de séchage :
● Le PE absorbe peu d'humidité et ne nécessite généralement pas de séchage préalable. Toutefois, s'il est stocké dans un environnement humide, il peut être séché à 80°C pendant 1 à 2 heures.


Comment réaliser un moulage par injection de PE : Un guide étape par étape
Le moulage par injection de PE implique de sélectionner le bon matériau, de contrôler la température et la pression, et de garantir des temps de cycle appropriés pour obtenir des pièces de haute qualité. Un moulage efficace permet de réduire les déchets, de diminuer les coûts et d'améliorer l'homogénéité des pièces sur l'ensemble des cycles de production.
1. Prétraitement des matériaux :
① Caractéristiques du matériau :
● Le PE (polyéthylène) est un polymère cristallin qui absorbe très peu d'humidité (<0,01%) et ne nécessite pas de traitement de séchage.
● Taux de rétraction du LDPE (polyéthylène basse densité) : 1,5% 5,0%.
● Taux de rétrécissement du PEHD (polyéthylène haute densité) : 25% 60%.
② Sélection des matériaux :
● Sélectionnez le PEBD (pour une grande flexibilité) ou le PEHD (pour une grande résistance) en fonction de l'application du produit.
● Notez que le PEBD a une faible viscosité à l'état fondu et une bonne fluidité, ce qui le rend adapté aux produits à parois minces et à long écoulement.
2. Préparation de l'équipement et du moule :
① Paramètres de la machine de moulage par injection :
| Paramètres | Gamme LDPE | Gamme HDPE | Notes |
|---|---|---|---|
| Température du canon | 140-200°C | 140-220°C | Utiliser des valeurs faibles pour l'arrière et des valeurs élevées pour l'avant du canon. |
| Pression d'injection | 50-80 MPa | 60-100 MPa | Pour les pièces à parois minces, augmenter la pression de manière appropriée. |
| Vitesse d'injection | Moyenne-élevée | Moyenne-Faible | Éviter la surchauffe et l'oxydation de la matière fondue |
② Points clés de la conception des moules :
● Système d'injection : Préférer les portes latérales ou les portes ponctuelles, éviter les portes directes pour éviter une rétraction inégale.
● Système de refroidissement : La conception doit être uniforme pour contrôler le retrait (température du moule LDPE 30-45°C, température du moule HDPE 40-65°C).
● Angle d'étirage : Il est recommandé d'être ≥1° pour éviter les rayures sur le produit lors de l'éjection.
3. Étapes du processus de moulage :

① Plastification par fusion :
● Vitesse de la vis : Régler en fonction de la fluidité de la matière fondue (le PEHD nécessite des vitesses plus faibles).
● Surveillance de la température de fusion : Éviter de dépasser 300°C (température de décomposition du PE).
② Pression d'injection et de maintien :
● Phase d'injection : Remplir rapidement la cavité du moule, en minimisant le refroidissement au niveau du front de fusion.
● Phase de maintien de la pression : La pression doit être de 80%-90% de la pression d'injection, avec un temps ajusté en fonction de l'épaisseur de la paroi (typiquement 2-5 secondes/mm).
③ Refroidissement et éjection :
● Temps de refroidissement : représente 70%-80% du cycle, et doit être suffisant pour réduire la déformation.
● Méthode d'éjection : Utiliser des broches d'éjection ou l'éjection pneumatique, éviter l'éjection forcée pour éviter la concentration de contraintes.
4. Problèmes courants et solutions :
| Type de problème | Analyse des causes | Solution |
|---|---|---|
| Rétrécissement inégal | Mauvais contrôle de la température du moule | Optimiser l'agencement du circuit d'eau de refroidissement |
| Déformation | Mauvais positionnement du portail | Utiliser des barrières à points multiples ou adapter la taille des barrières |
| Marques d'évier en surface | Pression de maintien insuffisante ou durée trop courte | Augmenter la pression et la durée de maintien |
5. Post-traitement et contrôle de la qualité :
① Recuit (optionnel) :
● Température : 60-80°C (LDPE), 80-100°C (HDPE).
● Durée : 2 à 4 heures pour éliminer les tensions internes.
② Éléments d'inspection :
● Précision dimensionnelle (tolérance de référence : ±0,2-0,5mm).
● Brillance de la surface (contrôlée par des ajustements de la température du moule).

Quels sont les avantages du moulage par injection de PE ?
Le polyéthylène (PE), thermoplastique largement utilisé, présente plusieurs avantages significatifs pour le moulage par injection. Voici une analyse détaillée de ses principaux avantages :
1. Prétraitement simple des matériaux :
① Pas de séchage nécessaire : Le PE absorbe très peu d'humidité (<0.01%), making it suitable for direct injection molding without the need for drying, saving preparation time and energy consumption.
② Réduction des coûts de production : Le prétraitement simplifié permet de raccourcir le cycle de production et d'améliorer l'efficacité globale.
2. Excellente fluidité et performance de moulage :
① Grande fluidité : Le PE fondu possède d'excellentes caractéristiques d'écoulement, ce qui lui permet de remplir des structures de moules complexes sous une pression d'injection plus faible, particulièrement adaptée à la production de produits à parois minces et de pièces à écoulement long.
② Forte adaptabilité : Le PE est sensible à la pression, et en ajustant la pression d'injection, la vitesse de remplissage et la qualité peuvent être contrôlées de manière flexible, réduisant ainsi le risque de défauts.
3. Stabilité élevée du processus :
① Large gamme de températures de moulage : Le PE dispose d'une large fenêtre de température de traitement (par exemple, la température du fût du LDPE est de 140-200°C, celle du HDPE d'environ 220°C), ce qui le rend moins sensible aux fluctuations de température et lui confère une grande tolérance au processus.
② Excellente stabilité thermique : Le PE ne se décompose pas facilement en dessous de 300°C, ce qui réduit les déchets de matériaux causés par la dégradation thermique au cours de la production.
4. Économie d'énergie et production à haut rendement :
① Faible consommation d'énergie : En raison de sa bonne fluidité, le PE nécessite une pression d'injection plus faible (généralement de 50 à 100 MPa) et présente une efficacité de plastification élevée, ce qui réduit la consommation d'énergie de l'équipement.
② Cycle de moulage rapide : La vitesse de refroidissement peut être optimisée par la conception du moule et, combinée à une grande fluidité, elle réduit le temps de production par unité.
5. Avantages liés à la performance du produit :
① Résistance à la corrosion chimique : Le PE présente une forte résistance aux produits chimiques tels que les acides et les alcalis, ce qui le rend approprié pour les pipelines chimiques, les joints et d'autres applications résistantes à la corrosion.
② Isolation électrique : Le PE possède d'excellentes propriétés d'isolation à haute fréquence, couramment utilisées dans les composants électriques et électroniques (tels que les gaines de câbles et les connecteurs).
③ Légèreté et résistance élevée : Les produits en PE sont légers tout en étant résistants aux chocs, ce qui les rend idéaux pour les applications où la réduction du poids est essentielle (comme les pièces automobiles et les matériaux d'emballage).
6. Flexibilité dans la conception et la fabrication : compteurs :
① Démoulage facile : La texture relativement souple du PE permet le démoulage de structures peu profondes par éjection forcée, ce qui réduit la complexité du moule.
② Des applications polyvalentes : Les pièces moulées par injection en PE sont utilisées dans diverses industries, depuis les dispositifs médicaux (tels que les cathéters et les matelas) jusqu'aux matériaux de construction imperméables.
7. Avantages environnementaux et économiques :
① Recyclabilité : Les matériaux en PE sont 100% recyclables, s'alignant sur les principes de l'économie circulaire et réduisant l'impact sur l'environnement.
② Rentabilité : Le coût des matières premières est relativement faible et, lorsqu'il est associé à des processus de production efficaces, l'avantage global en termes de coûts est significatif.

Quels sont les inconvénients du moulage par injection de PE ?
Si le moulage par injection du polyéthylène (PE) est largement utilisé en raison de sa rentabilité et de sa polyvalence, certains inconvénients doivent être pris en compte :
1. Questions relatives au rétrécissement et à la déformation :
① Taux de rétrécissement élevé et rétrécissement directionnel : Le PE présente une plage de retrait relativement importante, le polyéthylène basse densité (PEBD) ayant un taux de retrait d'environ 1,22%, tandis que le polyéthylène haute densité (PEHD) peut atteindre jusqu'à 1,5%. Le retrait est directionnel, ce qui peut entraîner une déformation du produit et un gauchissement, en particulier pour les pièces à parois épaisses ou à structure complexe.
② Sensibilité à la température du moule : La cristallinité du PE est fortement influencée par la température du moule. Si la température du moule est trop élevée, la cristallinité augmente et le retrait est plus prononcé ; si la température est trop basse, des contraintes internes peuvent s'accumuler, ce qui a un impact sur les performances mécaniques.
2. Défis en matière de traitement :
① Vitesse de refroidissement lente : Le PE fondu a une vitesse de refroidissement relativement lente, ce qui nécessite un système de refroidissement du moule efficace pour raccourcir le cycle de moulage. Dans le cas contraire, le temps de production risque d'être allongé et l'efficacité réduite.
② Une fluidité excessive : Le PE fondu a une faible viscosité et une excellente fluidité, ce qui facilite le remplissage des moules complexes, mais peut entraîner des bavures (débordement du matériau). Il est donc nécessaire de contrôler strictement la précision de fermeture du moule et la pression d'injection.
③ Sensibilité à l'oxydation par la chaleur : Le PE fondu est sujet à l'oxydation et à la dégradation à des températures élevées, de sorte que le traitement doit éviter l'exposition à l'oxygène (par exemple, en utilisant une protection à l'azote). Dans le cas contraire, les performances du matériau peuvent se détériorer.
3. Limitations des propriétés des matériaux :
① Plage de température de ramollissement étroite : Le PE a une faible plage de température de ramollissement, ce qui rend essentiel un contrôle précis de la température pendant le traitement. Les fluctuations de température peuvent entraîner des changements dans la viscosité de la matière fondue, ce qui affecte la stabilité du moulage.
② Limites des propriétés mécaniques : Les produits en PE ont une texture relativement molle, une faible résistance à l'usure et une faible rigidité, ce qui les rend inadaptés aux applications à forte charge ou de haute précision (p. ex. engrenages, roulements).
4. Exigences en matière de moules et d'équipement :
① Limites de la conception des vannes : Les portillons à alimentation directe peuvent entraîner une concentration de contraintes et une rétraction inégale. Pour améliorer l'uniformité du remplissage, il est recommandé d'utiliser des portillons multiples ou des portillons en forme d'éventail.
② Consommation d'énergie plus élevée : Le PE a une capacité thermique spécifique relativement élevée, ce qui nécessite plus d'énergie pour la plastification. Les machines de moulage par injection ont donc besoin d'une plus grande puissance de chauffage.

Problèmes courants et solutions dans le moulage par injection de PE
Le moulage par injection du polyéthylène (PE) est un procédé de fabrication largement utilisé, mais comme tous les procédés, il peut être confronté à des problèmes courants. Voici quelques-uns des problèmes les plus courants et des solutions possibles :
1. Flash :
Analyse des causes :
① Paramètres de processus inappropriés : Une pression ou une vitesse d'injection excessive peut faire déborder la matière fondue du plan de joint du moule.
② Défauts de conception du moule : Résistance insuffisante du moule, écart excessif au niveau du plan de joint ou mauvaise ventilation.
③ Propriétés du matériau : La grande fluidité du PE (en particulier du PEBD) le rend susceptible de pénétrer dans les interstices des moules.
Solutions :
① Optimiser les paramètres d'injection : Réduire la pression d'injection à un niveau raisonnable (pour référence : HDPE typiquement 60-100MPa), et utiliser un contrôle segmenté de la vitesse d'injection.
② Amélioration du moule : Augmenter la rigidité du moule, et l'écart du plan de joint doit être ≤0,02 mm ; ajouter des canaux d'aération (profondeur 0,02-0,03 mm).
③ Contrôle des matières premières : Choisissez des qualités de PE avec un indice de fusion modéré (par exemple, HDPE de qualité injection avec un indice de fusion de 20-30g/10min), et évitez d'utiliser plus de 30% regrind.
2. Marques et bulles d'évier :
Analyse des causes :
① Pression de maintien insuffisante : Le PE a un taux de rétrécissement élevé (1,5-4%), et une durée de pression de maintien insuffisante ne permet pas de compenser le rétrécissement.
② Refroidissement inégal : Lorsque le rapport d'épaisseur des parois est >2:1, les zones à parois épaisses se refroidissent et se rétractent à des vitesses différentes, ce qui entraîne la formation de bulles de vide.
③ Teneur en humidité des matières premières : Bien que le PE absorbe peu d'humidité (<0,01%), un stockage inadéquat peut introduire de l'humidité.
Solutions :
① Réglage du processus : Le temps de maintien de la pression doit être ≥ épaisseur de la paroi (mm) × 1,5 seconde, avec une pression de maintien à 80% de la pression d'injection.
② Optimisation du moule : Utiliser des canaux de refroidissement conformes pour garantir des taux de refroidissement uniformes pour des épaisseurs de paroi variables ; l'épaisseur de la porte doit être ≥ 50% de l'épaisseur de la paroi du produit.
③ Traitement des matières premières : Sécher à 80°C avec circulation d'air pendant 2 à 4 heures ; un séchoir déshumidificateur avec un point de rosée ≤ -40°C est idéal.
3. Les Silver Streaks :
Analyse des causes :
① Problème de dégradation : Le PE peut subir une dégradation thermique par oxydation s'il reste trop longtemps dans le tonneau (>5 minutes).
② Contamination ou mélange de matériaux : Mélange de qualités de PE ayant des indices de fusion différents ou introduction d'autres matières plastiques (par exemple, PP).
Solutions :
① Contrôle de la température : Définissez différentes zones de température dans le tonneau (partie arrière 180-200°C, partie avant 200-220°C) afin d'éviter toute surchauffe locale.
② Production propre : Nettoyez soigneusement le fût lors des changements de matériaux (utilisez du PEHD pour le nettoyage transitoire) et utilisez des trémies de séchage dédiées.
4. Déformation :
Analyse des causes :
① Contrainte d'orientation : Les chaînes moléculaires de PE s'alignent fortement dans le sens de l'écoulement, ce qui entraîne un rétrécissement anisotrope pendant le refroidissement.
② Déséquilibre de l'éjection : Une répartition inégale des broches d'éjection ou un angle d'éjection <1° provoque une concentration de contraintes localisées.
Solutions :
① Optimisation du processus : Contrôler la température du moule entre 30 et 50°C pour réduire la contrainte de cisaillement de la matière fondue ; utiliser des processus de refroidissement lents (augmenter le temps de refroidissement de 20% lorsque la température du moule est supérieure à 60°C).
② Conception du moule : Assurer un angle d'éjection ≥1,5° ; le système d'éjection doit assurer une distribution uniforme de la force d'éjection (au moins une broche d'éjection pour 100 cm²).
5. Lignes de soudure :
Analyse des causes :
① Convergence de plusieurs portes : Lorsque la différence de température entre les bords d'attaque du PE fondu dépasse 10°C, la fusion effective du front de fusion ne peut se produire.
② Mauvaise ventilation : L'air emprisonné provoque l'oxydation de la matière fondue, ce qui entraîne des lignes de soudure visibles.
Solutions :
① Conception des barrières : Utiliser des portes en forme d'éventail pour étendre la zone de confluence, avec un espacement des portes ≤150mm (pour le PEHD).
② Amélioration du processus : Augmenter la température du moule à 60-80°C et augmenter la vitesse d'injection de 20%-30% afin d'améliorer la fusion de la matière fondue.
6. Brillance inégale de la surface :
Analyse des causes :
① Polissage insuffisant du moule : le PE reproduit facilement l'état de surface du moule, et un Ra >0,2μm peut entraîner une surface mate.
② Faible vitesse d'injection : Le refroidissement du front de fusion réduit la capacité à reproduire la surface.
Solutions :
① Traitement du moule : Polir en miroir la cavité à Ra 0,05-0,1μm et effectuer un entretien régulier par électro-polissage.
② Optimisation de la vitesse : Utiliser l'injection à grande vitesse (temps de remplissage <3 secondes) et assurer une précision de commutation des extrémités de ±0,5 mm.
Quelles sont les applications du moulage par injection de PE ?
Le moulage par injection du polyéthylène (PE) est largement utilisé dans divers domaines en raison de ses excellentes propriétés physiques et de ses caractéristiques de traitement. Vous trouverez ci-dessous les principaux scénarios d'application et les produits typiques :
1. Emballage et logistique Conteneurs :
① Boîtes et palettes consignées : Le moulage par injection de polyéthylène haute densité (PEHD) est largement utilisé dans la production de contenants consignés tels que les caisses de bière, les caisses de boissons, les boîtes alimentaires et les caisses de légumes. Ces produits se caractérisent par leur résistance aux basses températures et aux chocs. Les palettes moulées par injection en HDPE offrent également une grande rigidité et une grande résistance à l'usure, ce qui les rend idéales pour la logistique et le transport.
② Bouchons de bouteilles et récipients à paroi mince : Le moulage par injection et le moulage par compression sont utilisés pour produire des bouchons de bouteilles (par exemple pour les bouteilles d'eau minérale et de jus de fruit) et des récipients alimentaires à paroi mince, répondant aux exigences d'étanchéité et de légèreté.
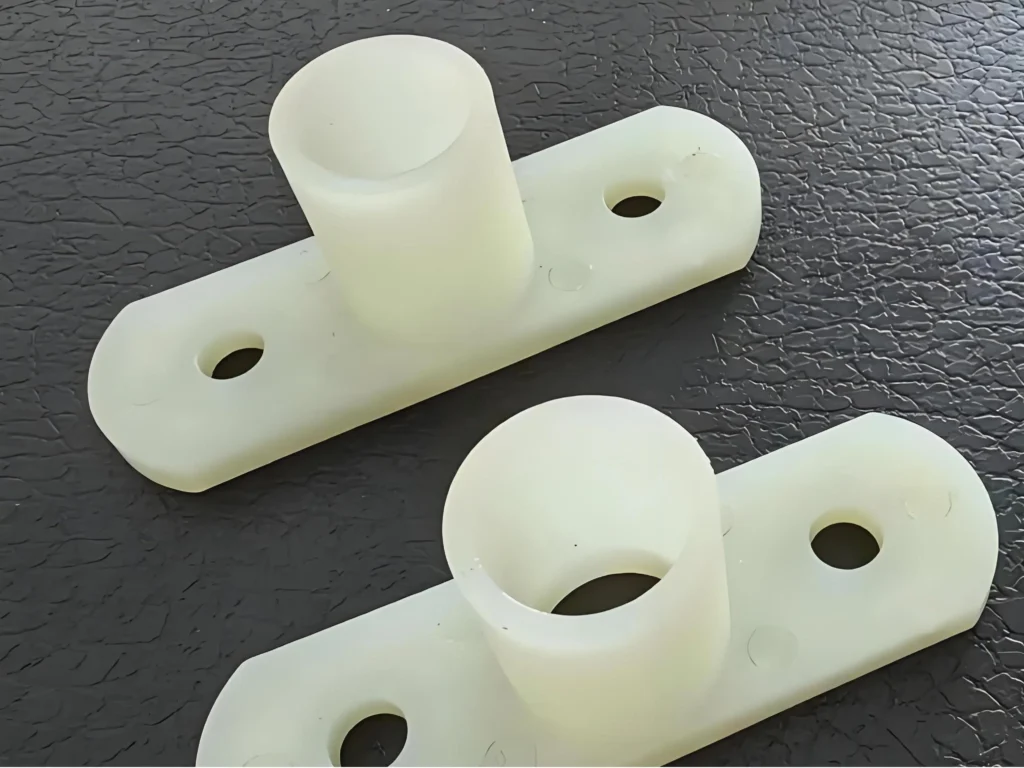
2. Composants industriels et automobiles :
① Fûts et pièces industrielles : les produits moulés par injection en PEHD sont utilisés dans la production de fûts industriels, de poubelles et d'autres articles, offrant une excellente résistance chimique, ce qui les rend adaptés aux scénarios de stockage de produits chimiques. En outre, les petites pièces moulées par injection, comme les bouchons anti-poussière en PE, servent de composants de protection dans les équipements mécaniques et électroniques.
② Raccords de tuyauterie : Le moulage par injection du PE est utilisé pour produire des raccords de tuyauterie par thermofusion et des raccords de réduction pour les systèmes de tuyauterie en PE, couramment utilisés dans les systèmes d'approvisionnement en eau et de gazoducs.
3. Produits de première nécessité et produits ménagers :
① Articles ménagers et biens divers : Le moulage par injection de PE est utilisé pour produire des articles de tous les jours (tels que des boîtes de rangement et des poubelles) et des outils ménagers. Ses propriétés de légèreté et de durabilité en font un choix populaire.
② Jouets et articles de papeterie : La flexibilité et la sécurité du PE en font un matériau idéal pour le moulage de jouets, d'articles de papeterie et d'autres produits pour enfants.
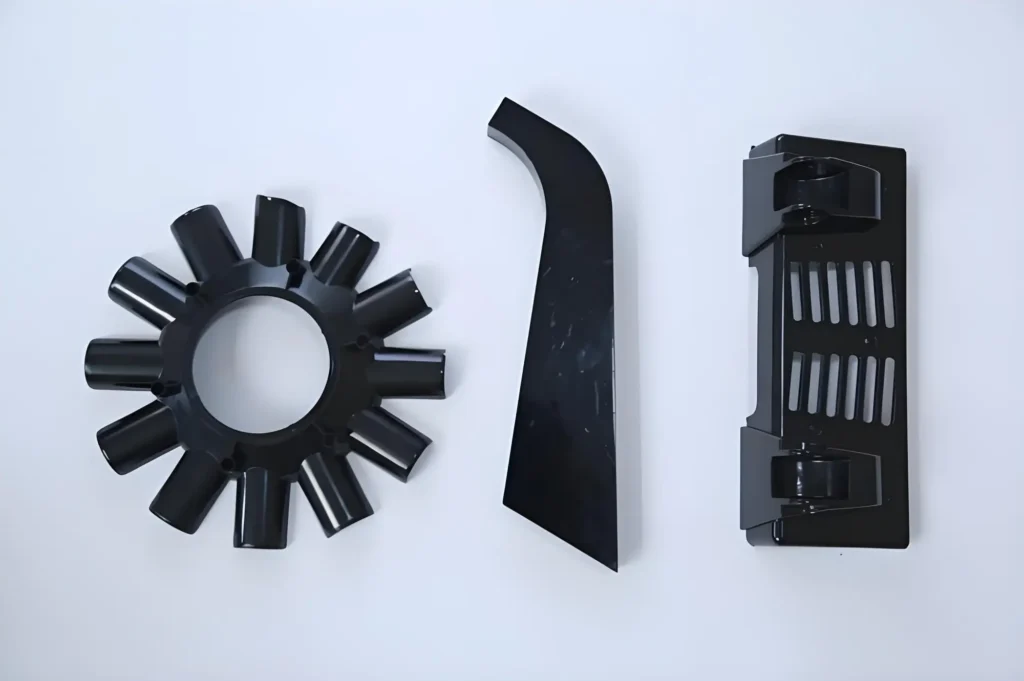
4. Pièces à fonction spéciale :
① Produits moulés sur mesure : Par exemple, les palettes PE quadrillées, produites à l'aide de moules personnalisés, répondent à des besoins spécifiques en matière de stockage et de logistique, démontrant ainsi la flexibilité du moulage par injection.
② Produits en matériaux composites : En combinant des matériaux renforcés de fibres de verre ou des revêtements intérieurs souples, on obtient des pièces composites moulées par injection (telles que des composants de systèmes d'ensemencement) qui offrent à la fois une résistance structurelle et des propriétés fonctionnelles.


Gros plan de blocs de construction en plastique colorés dans diverses teintes, incluant le violet, le bleu, le vert et le jaune, empilés ensemble.
Points Clés – La sélection des matériaux et l'optimisation de l'épaisseur des parois sont les principaux facteurs pour réduire les coûts des pièces. – Investir dans des outillages de meilleure qualité (Classe 101/102) peut réduire les coûts unitaires à long terme grâce à

Family Molds vs. MUD Systems: Which Strategy Best Manages Multi-Part Injection Molding Projects?
Points Clés – La précision du moule est déterminée à chaque étape : conception de la pièce, conception du moule, sélection de l'acier, usinage, assemblage et contrôle du processus—une faiblesse à n'importe quelle étape limite la précision globale. – Correctement

Qu'est-ce qu'une machine de moulage par injection à grande vitesse ?
Key Takeaways – A high-speed injection molding machine is defined by injection speed4s of 300–600 mm/s and clamp speeds exceeding 500 mm/s, compared to 100–200 mm/s for standard machines—enabling cycle
Solutions d'optimisation proposées Gratuitement
- Fournir un retour d'information sur la conception et des solutions d'optimisation
- Optimiser la structure et réduire les coûts de moulage
- Parler directement avec des ingénieurs en tête-à-tête

