 Skip to content
Skip to content 







Étape 1 : Préparation du matériel :
Le polycarbonate (PC) est hygroscopique et absorbe l'humidité, ce qui peut entraîner des défauts tels que des bulles, des stries ou des imperfections de surface.
① Séchage : Sécher le matériau PC à 110-130°C (230-266°F) pendant 3-5 heures pour obtenir un taux d'humidité inférieur à 0,02%. Cela permet de garantir un traitement correct sans défauts dus à l'humidité.
② Mélange : Si des additifs ou des charges sont utilisés, les peser et les mélanger au PC conformément aux instructions du fabricant. S'assurer que le matériau est exempt de contaminants et qu'il est mélangé uniformément.

Étape 2 : Préparation du moule :
Une bonne préparation du moule permet de faciliter l'éjection des pièces et d'éviter les défauts au cours du processus de moulage.
① Nettoyage : Veiller à ce que le moule soit exempt de poussière, d'humidité et de débris, qui pourraient nuire à la qualité du produit final.
② Agent de démoulage : Appliquer un agent de démoulage sur les surfaces du moule pour éviter le collage et faciliter l'éjection de la pièce moulée.
③ Alignement : Fixer correctement le moule dans la machine de moulage par injection, en veillant à ce qu'il n'y ait pas de désalignement susceptible d'entraîner des défauts du moule.

Étape 3 : Chargement du matériau et configuration de l'injection :
Une température et une pression d'injection adéquates garantissent que le matériau s'écoule correctement dans le moule, remplissant toutes les cavités et assurant une qualité constante.
① Charger le matériau : Introduire les granulés de PC séchés dans la trémie de la machine de moulage par injection.
② Température d'injection : Régler la température d'injection entre 240°C et 260°C (464°F et 500°F). La plage de fusion du PC se situe généralement entre 270°C et 320°C, mais il faut éviter de dépasser 340°C pour éviter la décomposition et les défauts.
③ Pression d'injection : régler la pression d'injection entre 1000 et 2000 bars (14 500 à 29 000 psi), en fonction de la taille de la pièce et de la conception du moule.
④ Vitesse d'injection : Contrôlez la vitesse pour éviter que le matériau ne pénètre trop rapidement dans le moule, ce qui pourrait entraîner des défauts tels que des marques d'écoulement ou l'emprisonnement d'air.

Étape 4 : Phase d'habitation :
La phase de logement assure le remplissage complet du moule et permet au PC fondu de prendre la forme des cavités du moule.
① Maintenir la pression : Après l'injection, maintenez la pression dans le moule pour permettre à la matière en fusion de remplir complètement chaque détail et éviter les retraits ou les vides.
② Surveiller : Surveillez la pression pour vous assurer que le matériau reste en place jusqu'à ce qu'il commence à refroidir.

Étape 5 : Phase de refroidissement :
Un refroidissement adéquat prévient le gauchissement, le rétrécissement et d'autres défauts, tout en garantissant la stabilité dimensionnelle de la pièce finale.
① Temps de refroidissement : prévoir un temps de refroidissement suffisant. Le temps de refroidissement dépend de l'épaisseur de la pièce, de sa complexité et de la température du moule. Les pièces plus grandes peuvent nécessiter un temps de refroidissement plus long.
② Température du moule : Maintenir la température du moule entre 80°C et 120°C (176°F et 248°F) pour un refroidissement optimal sans induire de défauts tels que des déformations ou des marques d'enfoncement.
③ Canaux de refroidissement : Veiller à ce que le système de refroidissement à l'intérieur du moule soit efficace et uniformément réparti afin de maintenir une température constante dans le moule.

Étape 6 : Éjection :
Une éjection correcte est essentielle pour maintenir l'intégrité des pièces et assurer un flux de production régulier.
① Mécanisme d'éjection : Utiliser des broches d'éjection ou des systèmes d'éjection pneumatique pour pousser la pièce hors du moule.
② Contrôle de la force : Réglez la force d'éjection pour éviter d'endommager les pièces délicates ou complexes.
③ Post-traitement : Si nécessaire, coupez l'excès de flash ou de matière de la pièce pendant l'éjection.

Étape 7 : Post-traitement :
Le post-traitement permet de s'assurer que la pièce moulée répond à toutes les spécifications nécessaires en termes de fonctionnalité et d'esthétique.
① Ébarbage et ébarbage : éliminer tout excès de matière (bavure) laissé par le processus de moulage. Cela peut nécessiter des opérations d'ébarbage ou de meulage.
② Finition de surface : selon l'utilisation finale, il peut être nécessaire de polir ou de revêtir les pièces pour améliorer l'esthétique ou la fonctionnalité (par exemple, meilleure résistance aux produits chimiques ou durabilité de la surface).
③ Assemblage : Si les pièces moulées font partie d'un ensemble plus vaste, effectuer les opérations d'assemblage ou de collage nécessaires.

Étape 8 : Contrôle de la qualité
Garantir la qualité de la pièce moulée est essentiel pour maintenir les normes du produit et la satisfaction du client.
① Inspection : Inspecter régulièrement les pièces pour détecter les défauts tels que les bulles, les déformations ou les incohérences de couleur. La précision des dimensions est essentielle.
② Essais : Effectuer des tests de résistance aux chocs, de transparence et de tolérance à la chaleur, en particulier pour les applications critiques.
③ Cohérence : Surveiller les conditions de traitement (température, pression et durée du cycle) pour garantir une qualité constante des pièces sur l'ensemble des cycles de production.





1. L'industrie automobile :
Composants : Le PC est largement utilisé pour les pièces automobiles telles que les lentilles de phares, les tableaux de bord, les garnitures intérieures et les composants extérieurs. Sa résistance aux chocs, sa légèreté et sa clarté optique contribuent à la fois à la sécurité et aux performances des véhicules.

2. L'industrie électronique :
Boîtiers et composants : Le PC est couramment utilisé pour les boîtiers d'appareils électroniques tels que les ordinateurs portables, les smartphones et les tablettes. Ses excellentes propriétés isolantes et sa résistance aux chocs garantissent la durabilité et la sécurité des applications électriques et électroniques.

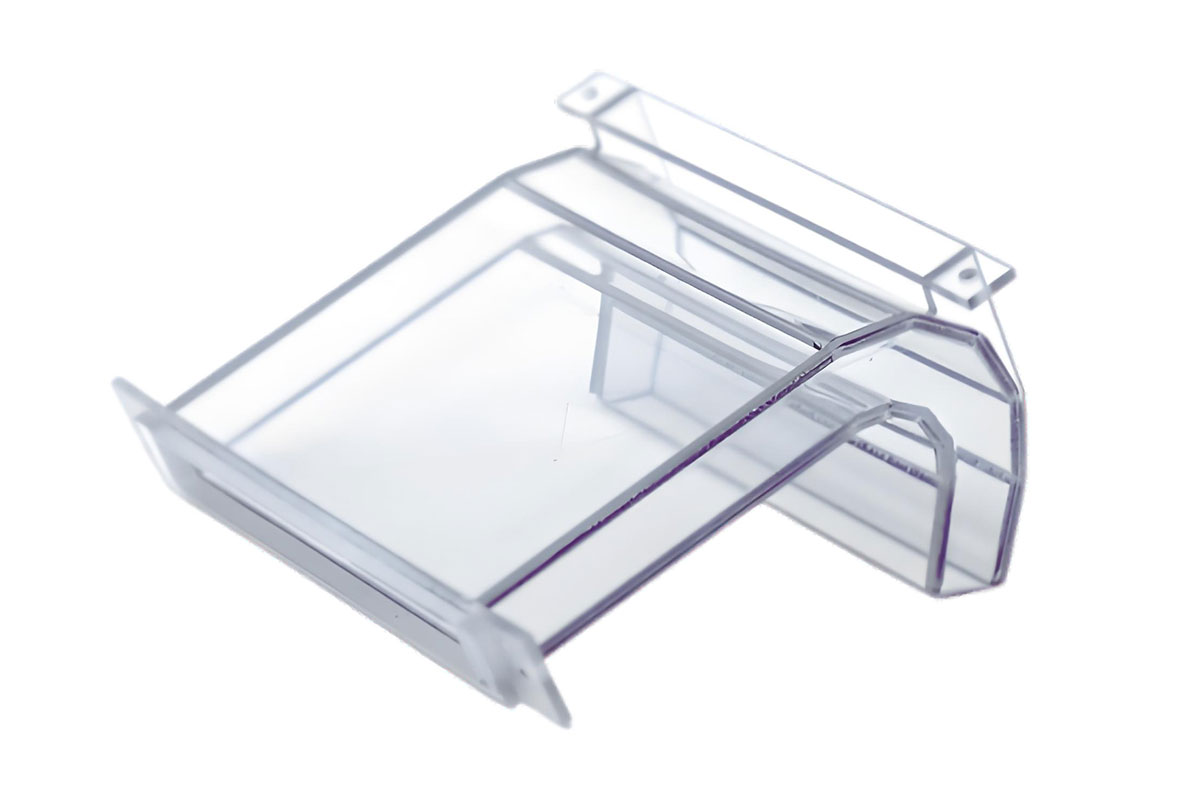
3. Industrie de la construction :
Matériaux de construction : Le PC est utilisé pour les lanterneaux, les feuilles de toiture et le vitrage des fenêtres. Il offre une excellente durabilité, une résistance aux intempéries et une clarté optique. Ces caractéristiques en font un matériau idéal pour les applications exigeant sécurité et transparence dans la construction.
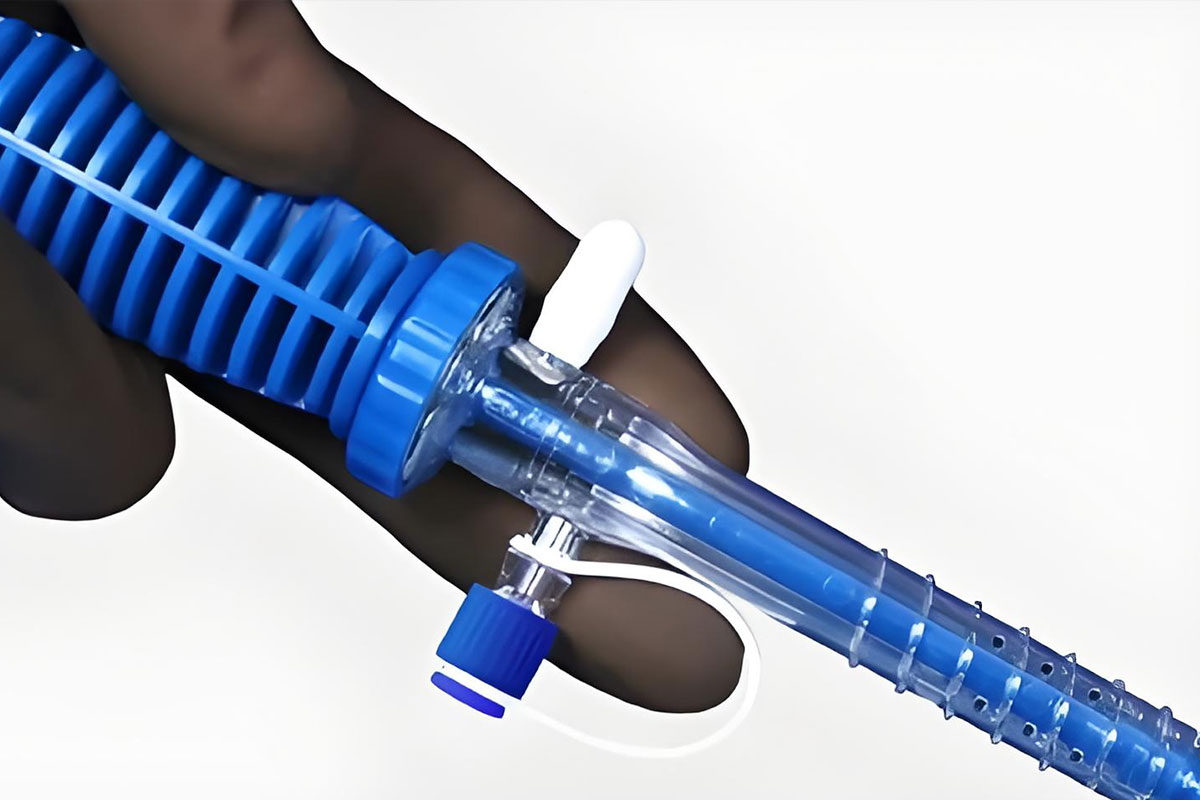
4. Dispositifs médicaux :
Instruments et équipements chirurgicaux : Le PC est essentiel pour la fabrication de seringues, de tubes médicaux et d'instruments chirurgicaux. Sa biocompatibilité, sa facilité de stérilisation et sa grande résistance en font un matériau de confiance dans les applications de santé.
5. Biens de consommation :
Produits de tous les jours : Le PC est largement utilisé pour des produits tels que les verres de lunettes, les bouteilles d'eau et les casques de sécurité. Sa résistance aux chocs et sa polyvalence esthétique permettent de fabriquer des produits de consommation durables et visuellement attrayants.
6. Aérospatiale et défense :
Composants d'aéronefs : Le PC est utilisé dans les avions pour les fenêtres du cockpit, les lentilles et les tableaux de bord. La combinaison de ses propriétés de légèreté, de résistance et de clarté est essentielle dans les environnements aérospatiaux exigeant précision et sécurité.

7. Applications optiques :
Lentilles et composants optiques : Le PC est utilisé pour les objectifs d'appareils photo, les lentilles de projecteurs et les lunettes, grâce à sa clarté optique, sa résistance aux rayures et sa capacité à supporter des chocs importants. Il est idéal pour les applications optiques professionnelles et grand public.

8. Transformation des aliments :
Composants de l'équipement : Le PC est utilisé dans les machines de transformation des aliments et les conteneurs de stockage en raison de sa résistance aux produits chimiques, de sa résistance aux chocs et de son innocuité pour le contact avec les aliments. Il est idéal pour les applications nécessitant des nettoyages et des stérilisations répétés.

9. Équipement sportif :
Équipement de protection : Le PC est utilisé dans les casques, les lunettes et d'autres équipements sportifs de protection. Sa grande résistance aux chocs, sa légèreté et son confort en font un élément essentiel pour assurer la sécurité et les performances des athlètes.

10. Jouets et jeux :
Jouets en plastique : Le PC est utilisé pour les figurines, les poupées et d'autres jouets qui requièrent durabilité et sécurité. Sa nature non toxique, sa résistance et sa capacité à prendre des formes complexes en font un matériau de choix pour la fabrication des jouets.

11. Emballage :
Récipients et bouteilles : Le PC est utilisé pour fabriquer des articles d'emballage tels que des bouteilles d'eau et des récipients alimentaires. Sa résistance aux chocs, sa clarté et sa capacité à supporter des utilisations répétées en font un matériau adapté aux solutions d'emballage durables.

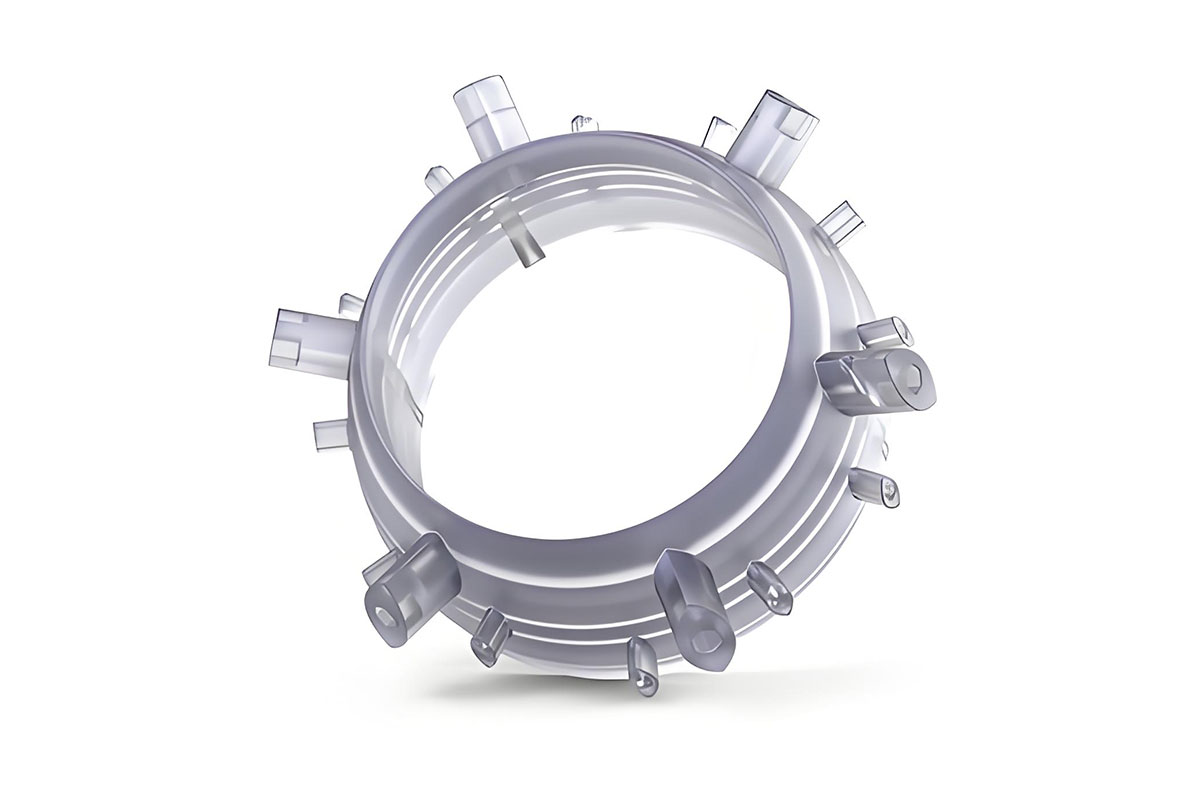
12. Composants électriques :
Connecteurs et interrupteurs : Le PC est utilisé pour les connecteurs électriques, les interrupteurs et les cartes de circuits imprimés. Ses excellentes propriétés isolantes et sa résistance à la flamme garantissent la sécurité et la fiabilité des applications électriques.

Comment choisir la bonne vitesse d'injection ?
Key Takeaways – Injection speed (fill1 rate) is one of the most critical process parameters in injection molding—too slow causes short shots, weld2 line weakness, and surface blemishes; too fast
What are the Essential Design Guidelines for MUD Inserts?
Key Takeaways – MUD (Master Unit Die) inserts are interchangeable cavity blocks that fit into a standardized master frame, reducing tooling cost by 40–70% compared to dedicated full molds for

Quels sont les avantages du moulage par injection de métal ?
Key Takeaways – Metal injection molding (MIM1) combines the geometric complexity of plastic injection molding with the mechanical properties of wrought or cast metal parts, achieving densities above 95% of

