 Skip to content
Skip to content 







Étape 1 : Sélection et préparation des matériaux :
La sélection du bon matériau PA est la première étape du processus de moulage par injection. Les différents types de matériaux PA, tels que le PA6, le PA66 et le PA12, ont une résistance à la température, une résistance chimique, une résistance aux chocs et une fluidité différentes. Choisissez le matériau qui répond aux exigences spécifiques de votre application. En outre, les matériaux PA sont très hygroscopiques et doivent donc être séchés avant le moulage par injection pour s'assurer que la teneur en humidité est inférieure à 0,3%. Pour le PA6, un séchage sous vide à 105°C pendant 8 heures est recommandé. Le PA66 doit être séché sous vide à 105°C pendant 12 heures. Pour le PA12, un séchage à 85°C pendant 4 à 5 heures est suffisant. Si nécessaire, des additifs tels que des colorants, des modificateurs d'impact ou des retardateurs de flamme peuvent être incorporés dans le matériau PA, assurant une distribution uniforme pour une qualité optimale du produit.

Étape 2 : Configuration de la machine de moulage par injection :
Lors du réglage de la machine de moulage par injection, il est important d'ajuster la température, la pression et la vitesse d'injection en fonction du matériau PA utilisé. Pour le PA6, la température de fusion doit être comprise entre 230°C et 280°C, tandis que pour le PA66, elle doit être comprise entre 260°C et 290°C. Pour le PA12, la température de fusion doit être comprise entre 240°C et 300°C, mais ne doit pas dépasser 310°C. La pression d'injection pour le PA6 et le PA66 est généralement comprise entre 750 et 1 250 bars, tandis que pour le PA12, la pression d'injection maximale peut atteindre 1 000 bars. La vitesse d'injection est généralement élevée, mais pour les matériaux chargés de verre, elle doit être légèrement réduite pour éviter la dégradation du matériau. Il est essentiel de s'assurer que la machine est correctement calibrée pour obtenir des résultats cohérents et de haute qualité.
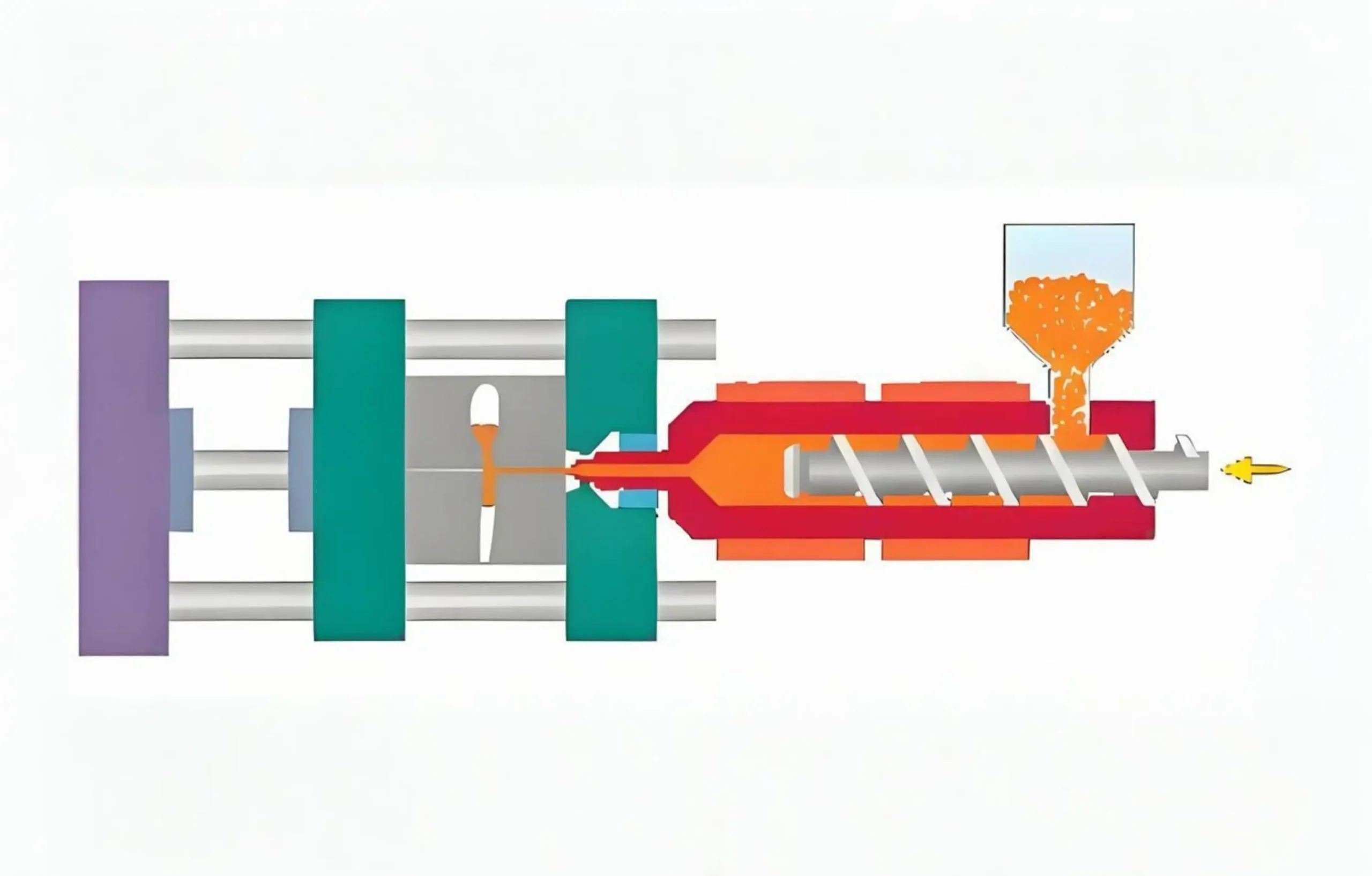
Étape 4 : Processus de moulage par injection :
Le processus de moulage par injection commence par la fermeture du moule afin d'assurer un alignement et une étanchéité corrects. Le matériau PA fondu est ensuite injecté dans la cavité du moule sous une pression contrôlée. Pour assurer le remplissage complet des cavités du moule, la pression d'injection doit être maintenue de manière constante. Pendant l'injection, la vitesse d'injection est soigneusement contrôlée pour éviter les défauts tels que les bulles d'air ou un remplissage incomplet. Après l'injection, une pression de maintien est appliquée pour compenser le retrait du matériau pendant le refroidissement et pour garantir la densité et la stabilité dimensionnelle du produit. Le temps de maintien est généralement court, de l'ordre de 3 à 5 secondes. Le processus de refroidissement dure généralement entre 10 et 30 secondes, en fonction de l'épaisseur de la pièce et du matériau PA utilisé. Une fois le produit refroidi et solidifié, le moule s'ouvre et la pièce est éjectée de la cavité.
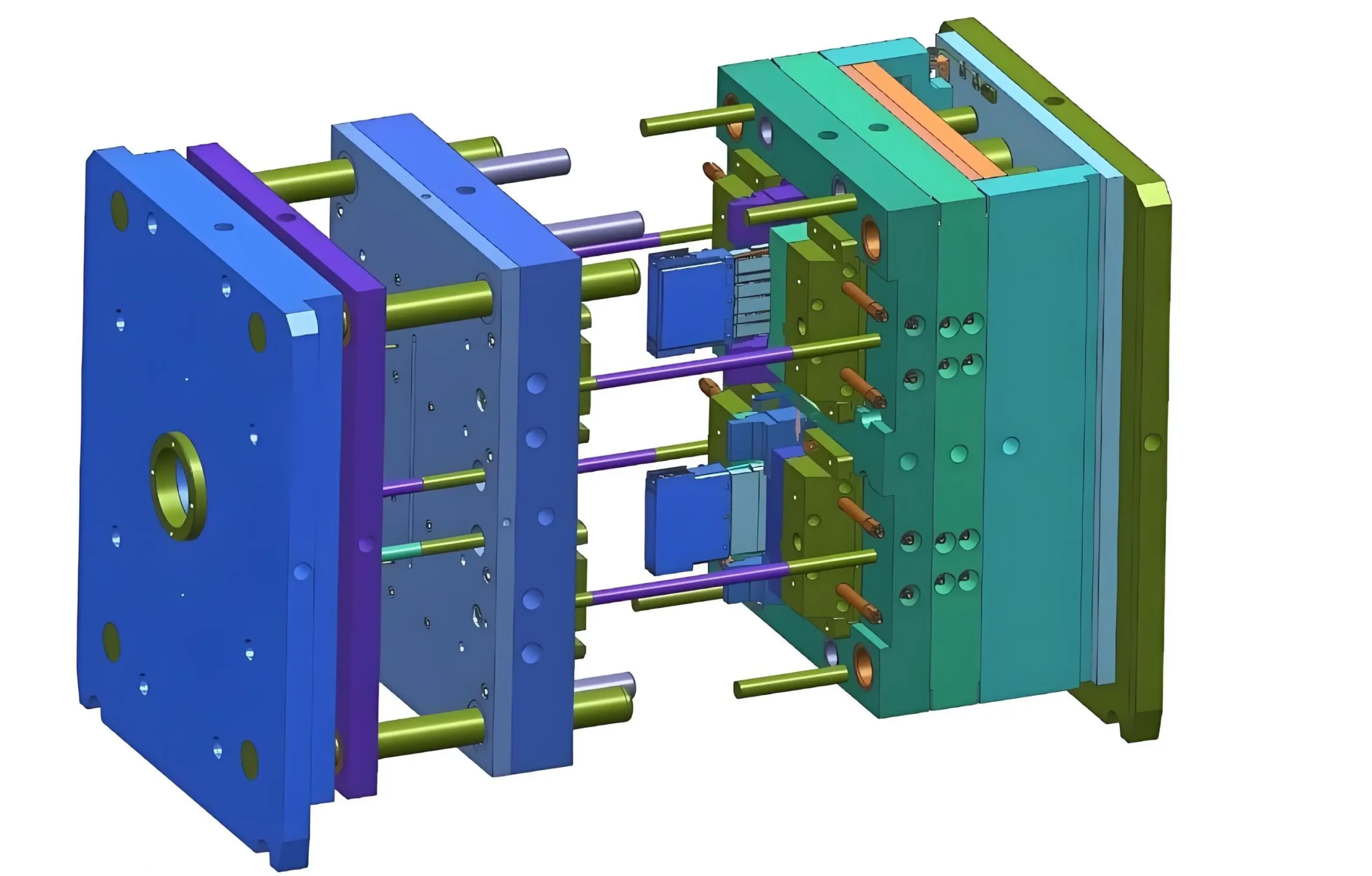
Étape 3 : Conception du moule :
La conception des moules est essentielle pour garantir la réussite du processus de moulage par injection. Une bonne conception des systèmes d'injection et de coulée est essentielle pour assurer un remplissage uniforme de la cavité du moule. Pour le PA6, le diamètre de la porte ne doit pas être inférieur à 0,5 fois l'épaisseur de la pièce en plastique. Pour le PA12, le diamètre de la glissière pour les matériaux non remplis doit être d'environ 30 mm, tandis que pour les matériaux remplis, un diamètre de glissière plus grand, de 5 à 8 mm, est nécessaire. La forme du canal de coulée doit être circulaire et l'orifice d'injection doit être aussi court que possible pour minimiser les pertes de matière. La température du moule doit également être ajustée en fonction du matériau utilisé. Pour le PA6, la température du moule est généralement comprise entre 80°C et 90°C, tandis que pour le PA66, elle se situe généralement autour de 80°C. Pour le PA12, la température du moule peut varier de 30°C à 100°C selon que le matériau est non chargé ou chargé.

Étape 5 : Opérations post-moulage :
Après le moulage, d'autres étapes de post-traitement sont nécessaires. Il peut s'agir de rognage, d'ébavurage ou de polissage pour éliminer l'excès de matière, les bavures ou les défauts de surface, afin d'améliorer l'aspect et la fonctionnalité de la pièce. Certaines pièces en PA peuvent également nécessiter un recuit ou un conditionnement pour améliorer la résistance et la stabilité dimensionnelle. Le recuit consiste à chauffer la pièce à une température légèrement inférieure au point de fusion du matériau et à la maintenir à cette température pendant un certain temps. Le conditionnement, quant à lui, consiste à exposer la pièce à un environnement humide pour lui permettre d'absorber l'humidité, ce qui peut améliorer ses performances. Ces traitements post-moulage permettent de s'assurer que le produit final répond aux normes de qualité et qu'il fonctionne comme prévu dans son application.

Étape 6 : Contrôle de la qualité et conditionnement :
Au cours de la phase de contrôle de la qualité, les pièces sont inspectées pour détecter les défauts et vérifiées par rapport aux exigences dimensionnelles, esthétiques et mécaniques. Des outils de mesure de précision tels que les machines à mesurer tridimensionnelles (MMT) sont souvent utilisés pour s'assurer que les pièces respectent les tolérances spécifiées. Des essais mécaniques tels que la résistance à la traction ou aux chocs peuvent également être réalisés pour vérifier la durabilité et les performances des pièces. Une fois que les pièces ont passé l'inspection, elles sont emballées de manière appropriée pour les protéger des dommages ou de la contamination pendant le transport et le stockage. Un emballage adéquat garantit que le produit conserve sa qualité et son intégrité jusqu'à ce qu'il parvienne au client.






Composants du moteur :
Le PA est utilisé pour fabriquer des pièces telles que les collecteurs d'admission. Sa résistance aux températures élevées et sa solidité mécanique garantissent sa stabilité et sa durabilité dans l'environnement difficile du moteur. Par rapport aux collecteurs d'admission traditionnels en métal, les collecteurs moulés par injection en PA réduisent le poids, améliorant ainsi le rendement énergétique et les performances du véhicule.

Intérieurs d'automobiles :
Le PA est utilisé pour produire des pièces telles que les dispositifs de réglage des sièges, les poignées de porte et les éléments du tableau de bord. Son excellente résistance à l'usure et sa finition de surface en font un matériau idéal pour les pièces visibles et fréquemment utilisées, telles que les dispositifs de réglage des sièges, qui doivent résister à des contraintes mécaniques répétées.
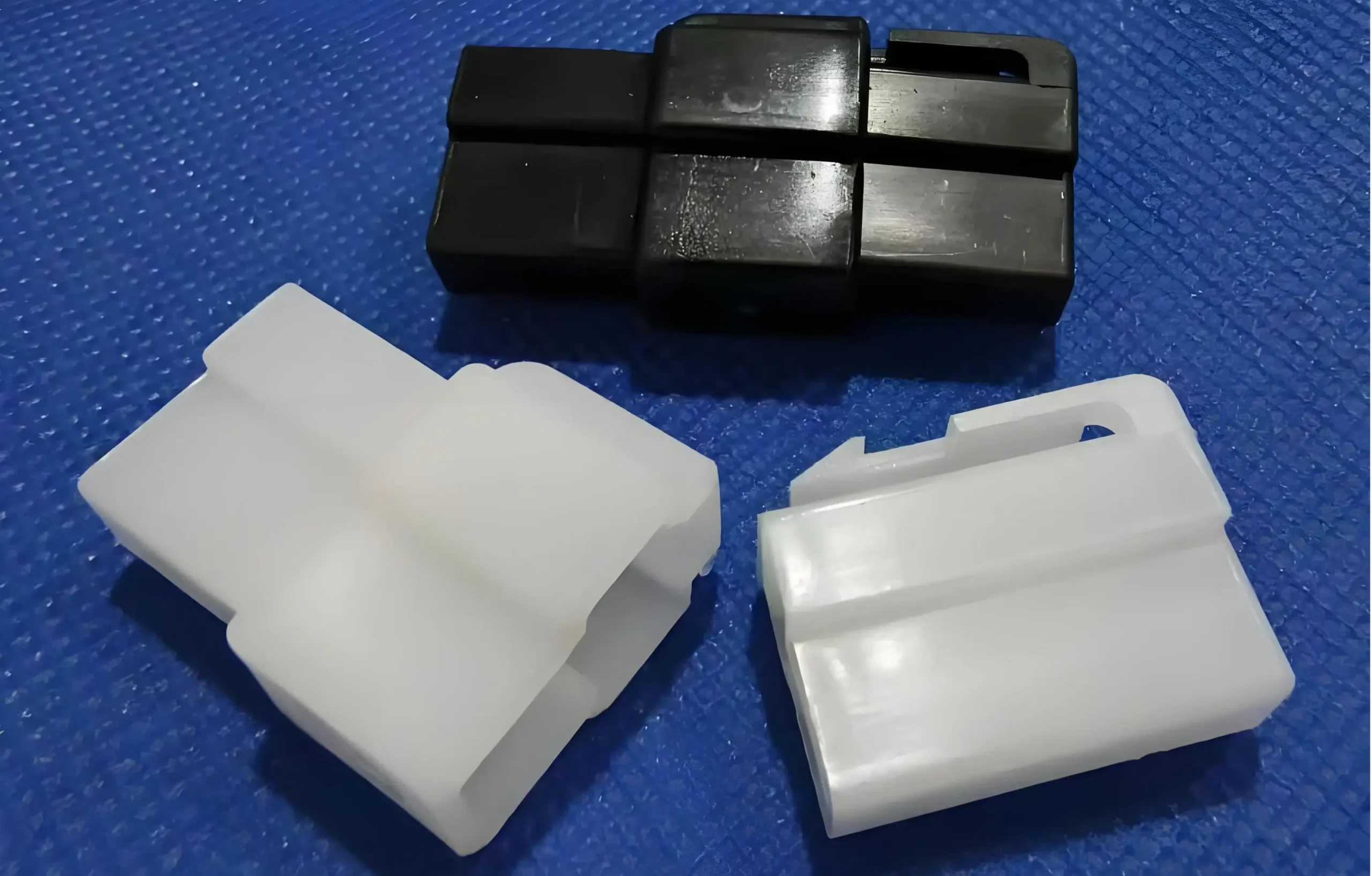
Connecteurs :
Les connecteurs moulés par injection en PA offrent d'excellentes propriétés d'isolation électrique et de stabilité mécanique, garantissant des connexions fiables dans les appareils électroniques tels que les ordinateurs, les téléphones portables et les appareils électroménagers. Le processus précis de moulage par injection permet la miniaturisation et la conception de connecteurs à haute densité.

Boîtiers d'équipements électroniques :
Le PA est utilisé pour les coques des appareils électroniques grand public tels que les appareils photo et les outils électriques. Sa résistance aux chocs et aux produits chimiques protège les composants internes des dommages physiques et de la corrosion.

Jouets :
Les jouets moulés par injection en PA, tels que les figurines et les véhicules, sont durables et peuvent résister aux jeux violents. La flexibilité et la résistance du matériau réduisent les risques de casse, ce qui prolonge la durée de vie des jouets.

Articles ménagers :
Le PA est utilisé dans des produits tels que les manches de balai, les pièces d'aspirateur et les ustensiles de cuisine. Sa résistance à l'abrasion et sa facilité de nettoyage rendent ces articles plus pratiques, comme les ustensiles de cuisine qui résistent aux rayures et aux taches.
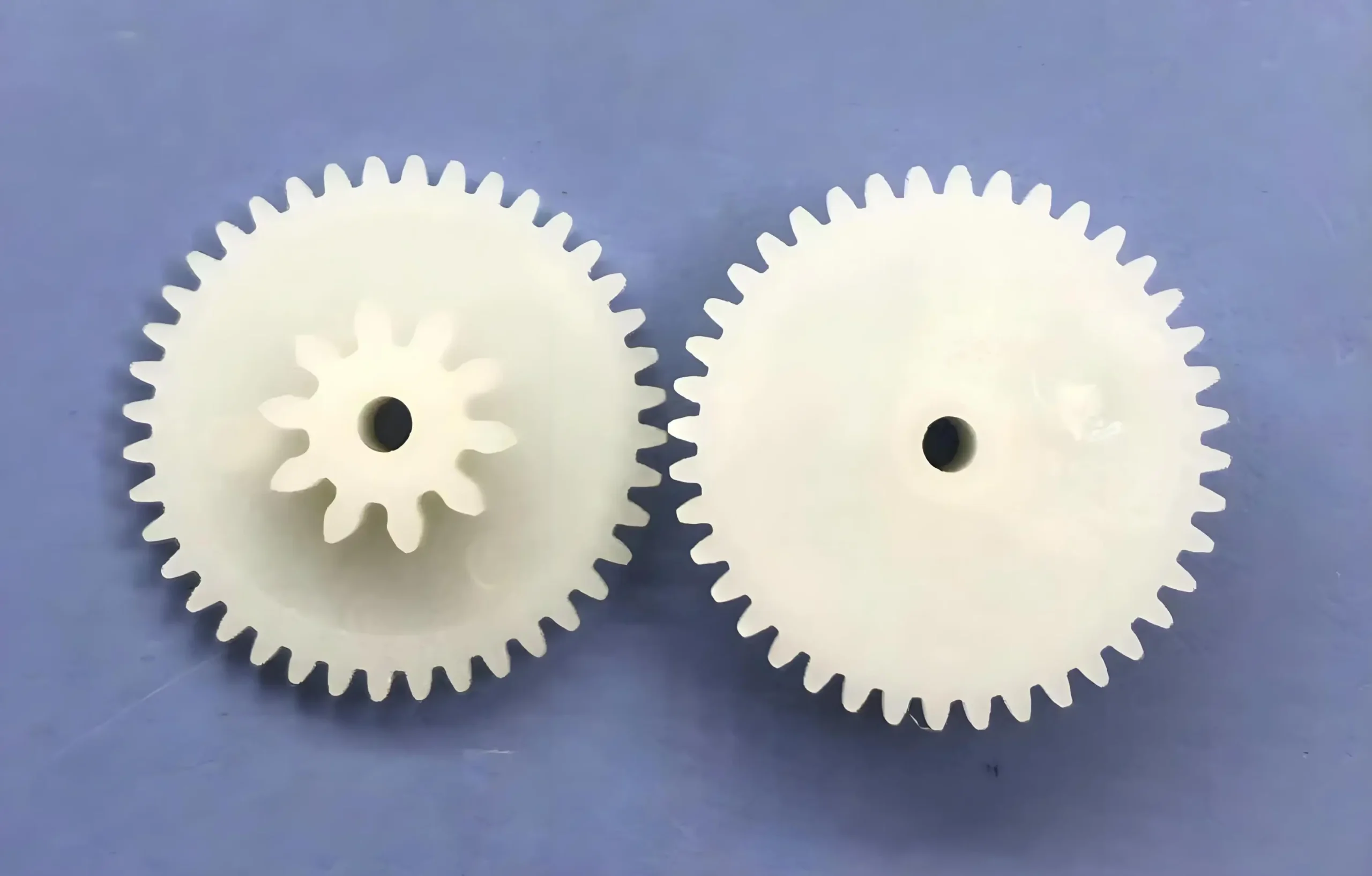
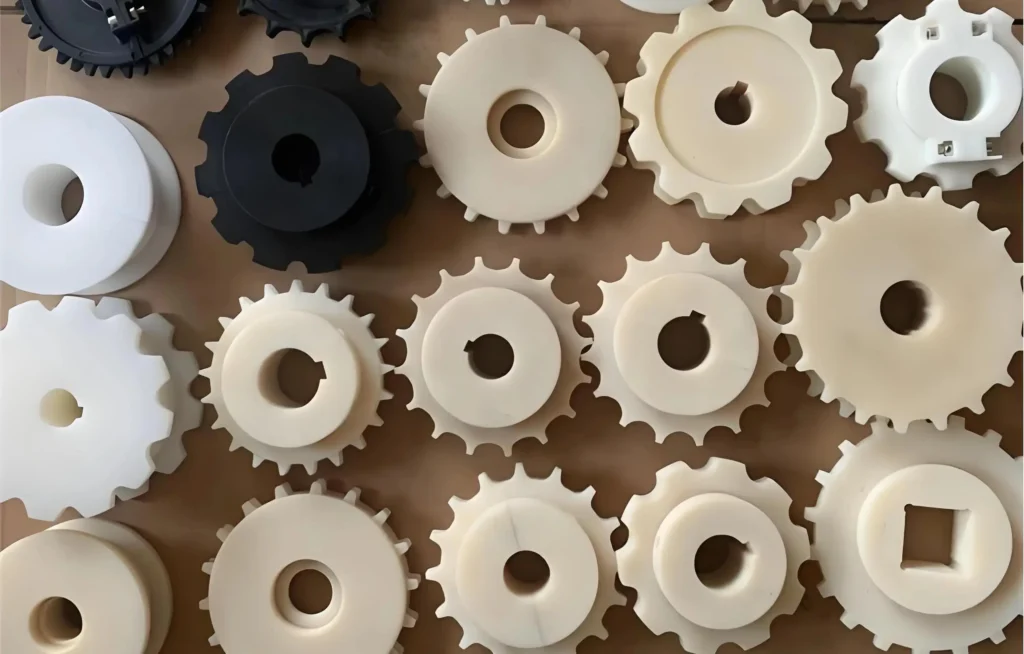
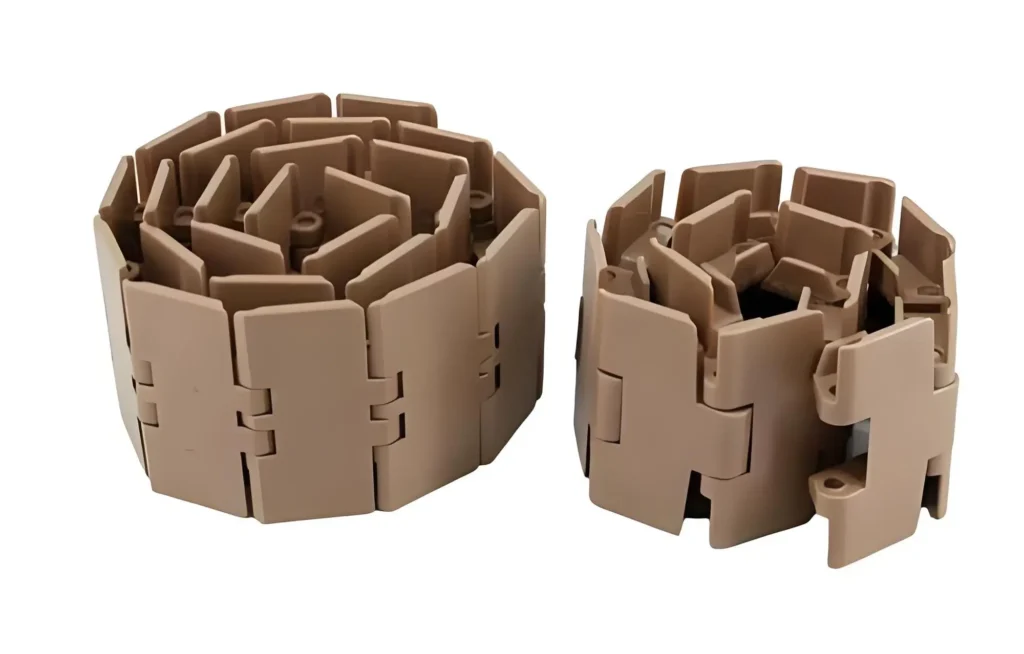
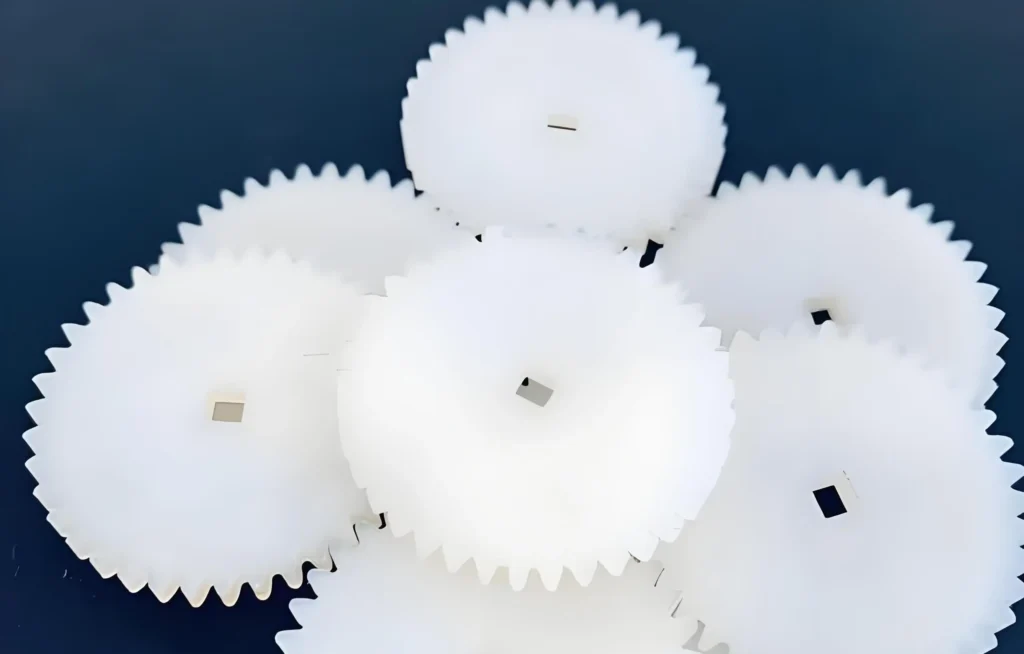
Roulements et engrenages :
Les roulements et engrenages moulés par injection en PA sont utilisés dans les équipements mécaniques légers. Leurs propriétés autolubrifiantes réduisent le frottement et l'usure, améliorant ainsi l'efficacité et la durée de vie d'équipements tels que les systèmes de convoyage.

Conteneurs et raccords industriels :
Le PA est utilisé pour fabriquer des réservoirs de stockage, des tuyaux et des raccords pour les usines de traitement chimique. Sa résistance chimique garantit que ces conteneurs peuvent stocker en toute sécurité une variété de produits chimiques sans se dégrader.

Le PA est utilisé pour produire des instruments chirurgicaux, des prothèses et des boîtiers de dispositifs médicaux. Sa biocompatibilité et sa stérilisabilité répondent aux exigences rigoureuses des applications médicales, ce qui le rend adapté aux dispositifs de haute précision et hygiéniques.

L'industrie aérospatiale utilise le PA pour des pièces telles que les panneaux structurels et les aménagements intérieurs. Son rapport résistance/poids élevé et sa durabilité en font un matériau idéal pour les conditions difficiles des environnements aérospatiaux.

Metal Insert Injection Molding: Design & Defect Prevention
Key Takeaways Metal insert injection molding integrates metal components directly into plastic parts during molding for superior mechanical bond strength. Insert design—knurling, undercuts, wall thickness—is the primary driver of pull-out

Les 5 premières entreprises de moulage par injection au Pakistan
Key Takeaways Pakistan has an active plastics manufacturing sector centered around Karachi and Lahore, primarily serving domestic consumer goods, packaging, and automotive aftermarket markets. Precision injection molding capability for export-grade

What Are Geometric Tolerances in Injection Molding
Your design file says ±0.1mm. Your molder quotes ±0.2mm. Your customer requires flatness within 0.05mm across the whole sealing surface. Three different numbers — none of them speak the same

